








专利摘要
本实用新型公开了用于花式纱线拼接机的喂料装置,包括底板,底板上垂直且相对设置有至少两个支架,两个支架之间安装有主轴,主轴上依次安装有线头盘和线筒盘,靠近线筒盘的主轴一端通过同步带连接有固接在底板的减速器,减速器连接有安装在底板的主伺服电机,同步带与支架相平行。本实用新型用于花式纱线拼接机的喂料装置解决了现有技术中存在的人工进行纱线拼接时效率低、误差大、且操作费时费力的问题。
权利要求
1.用于花式纱线拼接机的喂料装置,其特征在于,包括底板,所述底板上垂直且相对设置有至少两个支架,两个所述支架之间安装有主轴(1),所述主轴(1)上依次安装有线头盘(3)和线筒盘(4),靠近线筒盘(4)的所述主轴(1)一端通过同步带(5)连接有固接在底板的减速器(6),所述减速器(6)连接有安装在底板的主伺服电机(7),所述同步带(5)与支架相平行。
2.如权利要求1所述的用于花式纱线拼接机的喂料装置,其特征在于,两个所述支架顶部相对设置有主轴支座,所述主轴支座上设置有轴孔,所述主轴(1)安装于轴孔内。
3.如权利要求1所述的用于花式纱线拼接机的喂料装置,其特征在于,所述减速器(6)的输出端与同步带(5)相连接,所述减速器(6)的输入端通过联轴器与主伺服电机(7)的轴端相连接。
4.如权利要求1所述的用于花式纱线拼接机的喂料装置,其特征在于,所述线头盘(3)的横截面为圆形,所述线头盘(3)本体周向设置有至少5对圆孔a,每个所述圆孔a内均相对设置有支撑块a和支撑块b,所述支撑块a和支撑块b之间平行设置有导轨(13),所述导轨(13)的端部均与圆孔a内壁固接,所述支撑块b顶部设置有小型伺服电机(21),所述支撑块a顶部安装有小轴支座,所述小型伺服电机(21)通过曲柄滑块机构与小轴支座相连接。
5.如权利要求4所述的用于花式纱线拼接机的喂料装置,其特征在于,所述曲柄滑块机构包括结构相同的上夹紧滑块(10)和下夹紧滑块(12),所述上夹紧滑块(10)和下夹紧滑块(12)本体均设置有与导轨(13)相匹配的滑槽,所述导轨(13)卡设于滑槽内,所述上夹紧滑块(10)的一端通过柱销连接有上连杆(8),所述下夹紧滑块(12)的同端通过柱销连接有下连杆(11),所述上连杆(8)和下连杆(11)的另一端分别通过柱销连接有中间连杆(9)的端部,所述中间连杆(9)的中部垂直安装有小轴(23),所述小轴(23)的一端安装在小轴支座内,所述小轴(23)另一端与小型伺服电机(21)的轴端通过联轴器a(22)相连接。
6.如权利要求5所述的用于花式纱线拼接机的喂料装置,其特征在于,所述上夹紧滑块(10)和下夹紧滑块(12)远离下连杆(11)的一端垂直且相对设置有两个板,所述上夹紧滑块(10)的板靠近下夹紧滑块(12)的一端设置有压块,所述下夹紧滑块(12)的板靠近上夹紧滑块(10)的一端设置有与压块相匹配的压块槽,所述压块安装在压块槽内;所述上夹紧滑块(10)的板本体穿过压块设置有上U型槽,所述下夹紧滑块(12)的板本体穿过压块槽设置有下U型槽,所述上U型槽与下U型槽相对设置;所述上夹紧滑块(10)的侧面安装有红外行程开关(2)。
7.如权利要求4所述的用于花式纱线拼接机的喂料装置,其特征在于,所述线筒盘(4)的横截面为圆形,所述线筒盘(4)设置有与线头盘(3)的圆孔a相对应的圆孔b,靠近底板的两个所述圆孔b分别为一号孔b和二号孔b;沿每个所述圆孔b侧壁向线筒盘(4)本体设置有槽,所述槽内匹配安装有U型线筒柱(17)的一个竖杆,所述线筒柱(17)的另一个竖杆安装有纱线筒,位于槽内的所述线筒柱(17)靠近线头盘(3)的一端安装有短刚性挡块(16),其另一端安装有长刚性挡块(20),位于二号孔b内的所述短刚性挡块(16)接触有高杆,且通过高杆连接有高杆气缸(18),位于一号孔b内的所述长刚性挡块(20)接触有矮杆,且通过矮杆连接有矮杆气缸(19),所述高杆和矮杆均为7型杆;所述高杆气缸(18)与矮杆气缸(19)均放置于支撑板,所述支撑板安装在底板。
说明书
技术领域
本实用新型属于纺织机械技术领域,具体涉及用于花式纱线拼接机的喂料装置。
背景技术
随着国民衣食住行质量的提高,我国花式纱线产业是从上世纪90年代开始应运而生。就目前而言,不管是花式纱线的生产规模还是生产产量,我国一直处于世界第一。用于花式纱线拼接机的喂料装置的作用是把不同颜色的纱线利用空气捻接的方式拼接在一起,通过纱线缠绕机缠绕一定距离后剪断,又与另一种颜色纱线拼接再进行缠线。现阶段,使纱线拼接的方法有两种:一种是分段染色,另一种是采用纱线拼接机。而目前的纱线拼接机,大多都是通过人工抓取纱线放入空气捻接机进行拼接,该方法效率低,而且容易产生人工失误。为了提高生产花式线的效率以及减少生产过程中因操作所造成的失误,使花式纱线拼接技术达到半自动化,是一个非常值得研究的方向。
实用新型内容
本实用新型的目的是提供用于花式纱线拼接机的喂料装置,解决了现有技术中存在的人工进行纱线拼接时效率低、误差大、且操作费时费力的问题。
本实用新型所采用的一种技术方案是,用于花式纱线拼接机的喂料装置,包括底板,所述底板上垂直且相对设置有至少两个支架,两个支架之间安装有主轴,主轴上依次安装有线头盘和线筒盘,靠近线筒盘的主轴一端通过同步带连接有固接在底板的减速器,减速器连接有安装在底板的主伺服电机,同步带与支架相平行。
本实用新型的特点还在于:
两个支架顶部相对设置有主轴支座,主轴支座上设置有轴孔,主轴安装于轴孔内。
减速器的输出端与同步带相连接,减速器的输入端通过联轴器与主伺服电机的轴端相连接。
线头盘的横截面为圆形,线头盘本体周向设置有至少5对圆孔a,每个圆孔a内均相对设置有支撑块a和支撑块b,支撑块a和支撑块b之间平行设置有导轨,导轨的端部均与圆孔a内壁固接,支撑块b顶部设置有小型伺服电机,支撑块a顶部安装有小轴支座,小型伺服电机通过曲柄滑块机构与小轴支座相连接。
曲柄滑块机构包括结构相同的上夹紧滑块和下夹紧滑块,上夹紧滑块和下夹紧滑块本体均设置有与导轨相匹配的滑槽,导轨卡设于滑槽内,上夹紧滑块的一端通过柱销连接有上连杆,下夹紧滑块的同端通过柱销连接有下连杆,上连杆和下连杆的另一端分别通过柱销连接有中间连杆的端部,中间连杆的中部垂直安装有小轴,小轴的一端安装在小轴支座内,小轴另一端与小型伺服电机的轴端通过联轴器a相连接。
上夹紧滑块和下夹紧滑块远离下连杆的一端垂直且相对设置有两个板,上夹紧滑块的板靠近下夹紧滑块的一端设置有压块,下夹紧滑块的板靠近上夹紧滑块的一端设置有与压块相匹配的压块槽,压块安装在压块槽内;上夹紧滑块的板本体穿过压块设置有上U型槽,下夹紧滑块的板本体穿过压块槽设置有下U型槽,上U型槽与下U型槽相对设置,上夹紧滑块的侧面安装有红外行程开关。
线筒盘的横截面为圆形,线筒盘设置有与线头盘的圆孔a相对应的圆孔b,靠近底板的圆孔b分别为一号孔b和二号孔b,沿每个圆孔b侧壁向线筒盘本体设置有槽,槽内匹配安装有U型线筒柱的一个竖杆,线筒柱的另一个竖杆安装有纱线筒,位于槽内的线筒柱靠近线头盘的一端安装有短刚性挡块,其另一端安装有长刚性挡块,位于二号孔b内的短刚性挡块接触有高杆,且通过高杆连接有高杆气缸,位于一号孔b内的长刚性挡块接触有矮杆,且通过矮杆连接有矮杆气缸,高杆和矮杆均为7型杆;高杆气缸与矮杆气缸均放置于支撑板,支撑板安装在底板。
本实用新型的有益效果是:
本实用新型用于花式纱线拼接机的喂料装置,可将多种颜色的纱线筒安装在一个线筒盘,并将每个纱线的纱线头固定在线头盘内,具体为,通过中间连杆、上连杆和下连杆旋转形成曲柄,再与上、下夹紧滑块形成曲柄滑块机构,从而使上夹紧滑块和下夹紧滑块的竖直运动对线头进行夹紧固定,方便移动抓取机构来抓取所需要的线;替代原有的人工抓取纱线,提高了生产效率,减少了生产过程中因操作失误所造成的损失。
附图说明
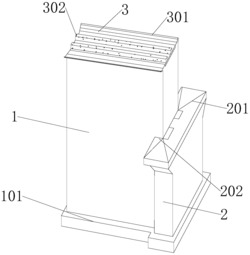
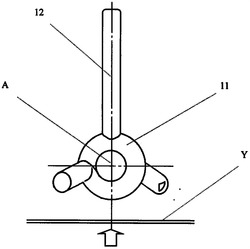
图1是本实用新型用于花式纱线拼接机的喂料装置的主视图;
图2是本实用新型用于花式纱线拼接机的喂料装置的俯视图;
图3是本实用新型用于花式纱线拼接机的喂料装置的左视图;
图4是采用本实用新型喂料装置的花式纱线拼接机的主视图;
图5是采用本实用新型喂料装置的花式纱线拼接机的俯视图;
图6是采用本实用新型喂料装置的花式纱线拼接机的左视图;
图7是与本实用新型喂料装置配合使用的移动抓取机构的主视图;
图8是与本实用新型喂料装置配合使用的移动抓取机构的俯视图;
图9是与本实用新型喂料装置配合使用的移动抓取机构的左视图;
图10是与本实用新型喂料装置配合使用的卷绕机构的主视图;
图11是与本实用新型喂料装置配合使用的卷绕机构的俯视图;
图12是与本实用新型喂料装置配合使用的卷绕机构的左视图;
图13是本实用新型用于花式纱线拼接机的喂料装置的线头盘圆孔a的局部放大图。
图中,1.主轴,2.红外行程开关,3.线头盘,4.线筒盘,5.同步带,6.减速器,7.主伺服电机,8.上连杆,9.中间连杆,10.上夹紧滑块,11.下连杆,12.下夹紧滑块,13.导轨,16.短刚性挡块,17.线筒柱,18.高杆气缸,19.矮杆气缸,20.长刚性挡块,21.小型伺服电机,22.联轴器a,23.小轴;
24.推线装置气缸,25.气动手指,26.气动手指中间行程开关,27.空气捻接机,28.空气捻接机槽a,29.空气捻接机槽b,30.空气捻接机升降气缸,31.伺服电机a,32.抓线手气缸,33.滚珠丝杠,34.抓线手,35.抓线手抓头处行程开关;
36.穿线板,37.电机支座,38.伺服电机b,39.联轴器b,40.防叠槽筒,41.纱线筒轴,42.连接杆,43.弹簧,44.桌板。
具体实施方式
下面结合附图和具体实施方式对本实用新型进行详细说明。
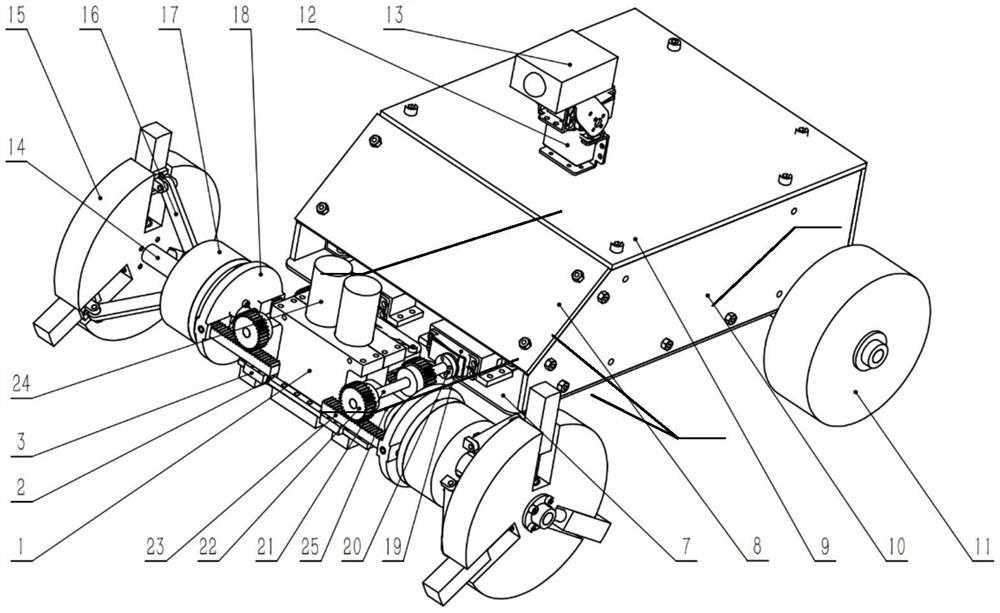
本实用新型用于花式纱线拼接机的喂料装置,包括平行设置的喂料机构、移动抓取机构和卷绕机构;如图4、5、6所示,喂料机构包括底板,底板上垂直且相对设置有至少两个支架,两个支架之间安装有主轴1,主轴1上依次安装有线头盘3和线筒盘4,靠近线筒盘4的所述主轴1一端通过同步带5连接有安装在底板的主伺服电机7;
移动抓取机构包括底座,底座上设置有推线装置气缸24,推线装置气缸24的活塞端安装有推线装置,移动抓取机构还包括与推线装置相对设置的空气捻接机27,空气捻接机27底部设置有空气捻接机升降气缸30,推线装置和空气捻接机27之间垂直设置有抓手组件;
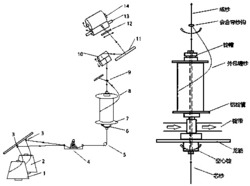
卷绕机构包括桌板44,桌板44顶部设置有安装有电机支座37的伺服电机b38和穿线板36,伺服电机b38的轴端安装有防叠槽筒40,防叠槽筒40的筒体一侧安装有纱线筒架,防叠槽筒40、穿线板36和空气捻接机27依次平行设置。
进一步地,
如图1、2、3所示,两个支架顶部相对设置有主轴支座,主轴支座上设置有轴孔,主轴1安装于轴孔内,同步带5与支架相平行,同步带5的另一端与主伺服电机7之间安装有固接在底板的减速器6,减速器6的输出端与同步带5相连接,减速器6的输入端通过联轴器与主伺服电机7的轴端相连接。
进一步地,
如图13所示,线头盘3的横截面为圆形,线头盘3本体周向设置有至少5对圆孔a,靠近底板的两个圆孔a分别为一号孔a和二号孔a;每个圆孔a内均相对设置有支撑块a和支撑块b,支撑块a和支撑块b之间平行设置有导轨13,导轨13的端部均与圆孔a内壁固接,支撑块b顶部设置有小型伺服电机21,支撑块a顶部安装有小轴支座,小型伺服电机21通过曲柄滑块机构与小轴支座相连接。
如图1、2、3所示,曲柄滑块机构包括结构相同的上夹紧滑块10和下夹紧滑块12,上夹紧滑块10和下夹紧滑块12本体均设置有与导轨13相匹配的滑槽,导轨13卡设于滑槽内,上夹紧滑块10的一端通过柱销连接有上连杆8,下夹紧滑块12的同端通过柱销连接有下连杆11,上连杆8和下连杆11的另一端分别通过柱销连接有中间连杆9的端部,中间连杆9的中部垂直安装有小轴23,小轴23的一端安装在小轴支座内,小轴23另一端与小型伺服电机21的轴端通过联轴器a22相连接;
如图1、2、3所示,上夹紧滑块10和下夹紧滑块12的另一端垂直且相对设置有两个板,上夹紧滑块10的板靠近下夹紧滑块12的一端设置有压块,下夹紧滑块12的板靠近上夹紧滑块10的一端设置有与压块相匹配的压块槽,压块安装在压块槽内;上夹紧滑块10的板本体穿过压块设置有上U型槽,下夹紧滑块12的板本体穿过压块槽设置有下U型槽,上U型槽与下U型槽相对设置。
上夹紧滑块10的侧面安装有红外行程开关2。
进一步地,
如图1、2、3所示,线筒盘4的横截面为圆形,线筒盘4设置有与线头盘3的圆孔a相对应的圆孔b,靠近底板的圆孔b分别为一号孔b和二号孔b,且分别与一号孔a和二号孔a相对应,沿每个圆孔b侧壁向线筒盘4本体设置有槽,槽内匹配安装有U型线筒柱17的一个竖杆,线筒柱17的另一个竖杆安装有纱线筒,位于槽内的线筒柱17靠近线头盘3的一端安装有短刚性挡块16,其另一端安装有长刚性挡块20,位于二号孔b内的短刚性挡块16接触有高杆,且通过高杆连接有高杆气缸18,位于一号孔b内的长刚性挡块20接触有矮杆,且通过矮杆连接有矮杆气缸19,高杆和矮杆均为7型杆;高杆气缸18与矮杆气缸19均放置于支撑板,支撑板安装在底板。
进一步地,
如图7、8、9所示,推线装置包括T型支架,T型支架的横杆两端分别安装有气动手指25。
空气捻接机27顶部设置有空气捻接机槽a28和空气捻接机槽b29,空气捻接机槽a28和空气捻接机槽b29平行设置,且垂直于气动手指25,气动手指25安装有气动手指中间行程开关26;空气捻接机槽b29与二号孔a相对设置;
抓手组件包括支撑架,支撑架上设置有滚珠丝杠外箱,滚珠丝杠外箱包括横截面为U型的板架,板架的开口朝上,板架的其中一个竖板设置有圆孔,滚珠丝杠外箱内安装有与空气捻接机槽a28平行的滚珠丝杠33,滚珠丝杠33的一端通过圆孔连接有伺服电机a31,伺服电机a31安装在支撑架上,板架的另一个竖板内侧设置有角接触轴承,滚珠丝杠33安装于角接触轴承内;
滚珠丝杠外箱的横板上垂直且相对设置有两个挡板,两个挡板的顶部安装有抓线手支撑板,抓线手支撑板安装有抓线手气缸32,抓线手气缸32的活塞杆通过柱销连接有抓线手34,抓线手34与空气捻接机槽a28平行,且与靠近底板的线头盘3的一号孔a相对设置,抓线手34安装有抓线手抓头处行程开关35。
进一步地,
抓线手34包括抓杆和剪刃,剪刃远离剪口的两端设置有交叉设置的杆,抓杆包括至少四个连杆,其中两个连杆的同端通过柱销与抓线手气缸32的活塞杆相连接,两个连杆的另一端分别连接有交叉设置的连杆的两个同端,交叉设置的连杆的另两端分别与剪头的交叉设置的杆的两端通过柱销相连接,剪刃为弧形,剪刃套设有橡胶套;
剪刃的杆的交叉处底部安装有固定支柱,固定支柱安装在抓线手支撑板,抓杆的交叉设置的连杆的交叉处底部安装有可移动支柱,可移动支柱位于抓线手支撑板。
进一步地,
如图10、11、12所示,防叠槽筒40内沿其轴线安装有槽筒轴,槽筒轴的两端分别设置有槽筒轴承座,槽筒轴承座安装在桌板上,槽筒轴的一端通过联轴器b39与伺服电机b38的轴端相连接;
纱线筒架包括连接杆42,连接杆42的一端通过轴承连接有靠近穿线板36的纱线筒轴41,纱线筒轴41平行于防叠槽筒40的轴线,且位于防叠槽筒40轴线的斜上方,纱线筒轴41套设有纱线筒,纱线筒与防叠槽筒40相接触,纱线筒轴41远离连接杆42的一端设置有塞子,可防止纱线在转动时脱落,连接杆42的另一端固接有横截面为L型的座的竖端,座的横端与连接杆42通过弹簧43相连接,弹簧43是用于将纱线筒紧靠在防叠槽筒40上;
纱线筒轴41、穿线板36和空气捻接机27两两相对设置;空气捻接机槽b29的槽口与穿线板36的穿线孔对应设置。
本实用新型用于花式纱线拼接机的喂料装置中主要部件的作用分别如下:
喂料机构:将多种纱线筒安装在线筒盘4的线筒柱17上,并将每条纱线的纱线头通过线头盘3的上夹紧滑块10和下夹紧滑块12进行压紧,为移动抓取机构来抓取所需要的线做准备;
同步皮带轮5和主轴1:控制线筒盘4和线头盘3同时转动,实现其同步旋转喂料的功能;
高杆气缸18和矮杆气缸19:在空气捻接纱线后,将多出来的线头进行回收;
曲柄滑块机构:小型伺服电机21通过联轴器22控制小轴23进行旋转,小轴23带动中间连杆9旋转,中间连杆9与其相连的上连杆8和下连杆11形成曲柄,并与上夹紧滑块10和下夹紧滑块12形成曲柄滑块机构,从而使上加紧滑块10和下加紧滑块12竖直运动将线头进行夹紧固定;
卷绕机构:伺服电动机b38带动防叠槽筒40转动时,依靠摩擦力将与其相切的纱线筒带动旋转,而防叠槽筒40带有防叠槽,使得纱线能够均匀的缠绕;纱线筒的一端装有塞子,可防止纱线在转动时脱落;纱线筒下方装有弹簧43,借助其弹力使纱线筒紧靠在防叠槽筒40上。
本实用新型用于花式纱线拼接机的喂料装置,其工作原理如下:
(1)首先,将不同颜色的纱线筒放入线筒盘4的线筒柱17上并固定,分别将各纱线筒的线头引入线头盘3的下加紧滑块12的压块槽内,并通过压块压紧;将二号孔a内的纱线头拉出经过空气捻接机槽b29,再穿过穿线板36的穿线孔后缠绕在靠近防叠槽筒40的纱线筒上;
(2)控制剩余所有线筒柱17接触短刚性挡块16,并压下短刚性挡块16中的行程开关,将剩余所有纱线引入线头盘3的下加紧滑块12的压块槽;此时,开启小型伺服电机21,通过联轴器a22控制小轴23进行旋转,并带动中间连杆9进行旋转;中间连杆9与上连杆8、下连杆11形成曲柄,并与上夹紧滑块10、下夹紧滑块12形成曲柄滑块机构;通过上加紧滑块10和下加紧滑块12的竖直运动将线头盘3剩余所有纱线进行夹紧固定;
(3)启动伺服电机b38,通过联轴器39带动防叠槽筒40转动,借助摩擦力带动纱线筒转动;此时纱线筒开始缠绕纱线,当纱线缠绕到一定长度后,伺服电机38停转,缠绕停止;控制空气捻接机27自动将纱线剪断,纱线断头停留在空气捻接机槽b29中;
(4)开启伺服电机a31,控制滚珠丝杠33进行转动,进而带动抓手组件移动至线头盘3的一号孔a的线头处,此时滚珠丝杠33停止前进,抓线手气缸32的活塞回收,带动抓线手34抓紧一号孔a的线头后闭合;同时,线筒盘4的矮杆气缸19将一号孔b内带有纱线筒的线筒柱17推向长刚性挡块20,并压下长刚性挡块20中的行程开关;此时,线头盘3中一号孔a内的上夹紧滑块10和下夹紧滑块12会张开,等到抓线手34的端部退出到红外行程开关2的位置上后,上夹紧滑块10和下夹紧滑块12会半闭合,防止空气捻结及缠绕状态下纱线位置的偏移,造成上夹紧滑块10和下夹紧滑块12无法在指定位置夹住纱线;此时,控制伺服电机a31反转,通过滚珠丝杠33来带动抓线手34移动到初始位置;
(5)控制推线装置气缸24驱动气动手指25向空气捻接机27方向进行移动,当抓线手34内的纱线位于两个气动手指25连线的中间位置时,两个气动手指25会同时闭合,此时,推线装置气缸24暂时停止推进,通过抓线手气缸32控制抓线手34松开纱线,当抓线手34松开到初始位置时,控制推线装置气缸24继续向空气捻接机27方向进行移动,直至到达空气捻接机槽a 28的正上方时,推线装置气缸24停止推进,同时,空气捻接机升降气缸30推动空气捻接机27向上移动,在空气捻接机槽a28与纱线接触时,控制空气捻接机升降气缸30停止运动,此时,气动手指25松开,同时空气捻接机槽b29的纱线与空气捻接机槽a28的纱线自动在空气捻接机槽b29开始进行捻接;
(6)重新启动伺服电机b38,通过联轴器b39带动防叠槽筒49进行转动,借助摩擦力带动纱线筒开始转动,进而缠绕纱线,同时推线装置气缸24退回到初始位置;当纱线缠绕到所需长度后,空气捻接机27里面的剪断装置自动剪断纱线,完成一次缠绕纱线;
(7)通过主伺服电机7、减速器6和同步带传动5来带动主轴1转动线头盘3和线筒盘4,使线头盘3的一号孔a转到二号孔a的位置,线筒盘4的一号孔b转到二号孔b的位置,且二号孔a与二号孔b相对设置;控制高杆气缸18将线筒盘4中二号孔b的线筒柱17推到短刚性挡块16,并压下其内部的行程开关,此时,线头盘3中二号孔a内的上夹紧滑块10和下夹紧滑块12彻底闭合夹紧,将空气捻接机27剪断后的多余的纱线回收;重复(4)~(6)的过程,开始下一次缠绕纱线;直至达到所需纱线即可。
本实用新型用于花式纱线拼接机的喂料装置中主要部件的型号如下:
主伺服电机7选用西门子1FW3208伺服电机;减速器6选用GRF47型号的减速器;小型伺服电机21选用松下A5系列型号为MSME022G1的小型伺服电机;高杆气缸18、矮杆气缸19选用QGCXZ25-100小型气缸;短刚性挡块16和长刚性挡块20内的行程开关选用YBLXW-5/11G1正泰微动开关滚轮微型行程开关;红外线行程开关选用LX-5M型;线头盘3的内部供电选用型号为H150248-1010-08S的过孔式导电滑环;滚珠丝杠33选用型号为SFU1204的滚珠丝杠;伺服电机a31选用松下伺服电机,选定型号为MHMF042L1U2M;抓线手气缸32选用型号为NSC的气缸;空气捻接机27选用银神牌95型空气捻接机;空气捻接机升降气缸30选用型号为SC40×100-S的气缸;气动手指25选用型号为MHZ2-20D(N)的气动手指;推线装置气缸24选用型号为SC32×370-S的气缸;伺服电机b38选用JSF60-15-30-CF-1000型伺服电动机。
用于花式纱线拼接机的喂料装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0