








专利摘要
本发明提供一种高浓磨浆系统纸浆质量控制方法及系统,该方法包括:采集高浓磨浆系统的喂料螺旋转速、磨盘间隙、稀释水流量、产量、磨机负荷、纸浆浓度;利用高浓磨浆系统纸浆质量控制模型进行操作变量预测;将预测的操作变量发送至高浓磨浆系统的执行机构。该系统包括:数据采集单元;操作变量预测单元;输出纸浆质量控制单元。本发明基于化学机械制浆生产线上传感器测量的高浓盘磨机输入输出相关数据,结合AIC准则确定子模型阶次并运用遗忘因子最小二乘法获得子模型参数,并结合纸浆质量游离度指标的机理模型,建立高浓磨浆系统的Wiener模型结构,利用序列二次规划算法优化二次性能指标,实现对制浆输出纸浆质量指标‑游离度的有效控制。
权利要求
1.一种高浓磨浆系统纸浆质量控制方法,其特征在于,包括:
步骤1、采集高浓磨浆系统的喂料螺旋转速、磨盘间隙、稀释水流量、产量、磨机负荷、纸浆浓度;
步骤2、利用高浓磨浆系统纸浆质量控制模型进行操作变量预测,所述高浓磨浆系统纸浆质量控制模型的操作变量为喂料螺旋转速、磨盘间隙、稀释水流量,输出变量为纸浆质量游离度指标,状态变量为产量、磨机负荷、纸浆浓度;
步骤3、将预测的操作变量发送至高浓磨浆系统的执行机构,实现纸浆质量游离度指标的跟踪控制。
2.根据权利要求1所述的方法,其特征在于,所述步骤2包括:
步骤2-1、将喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型作为表征高浓磨浆系统纸浆质量控制模型的三个子模型;
步骤2-2、分别确定三个子模型的模型阶次;
步骤2-3、辨识出三个子模型参数;
步骤2-4、建立纸浆质量游离度指标与状态变量之间的机理模型;
步骤2-5、利用三个子模型和纸浆质量游离度指标与状态变量之间的机理模型建立高浓磨浆系统纸浆质量控制模型;
步骤2-6、以操作变量变化最小且状态变量最稳定为目标,利用序列二次规划算法优化状态变量;
步骤2-7、根据优化的状态变量和三个子模型确定出最优的操作变量。
3.根据权利要求2所述的方法,其特征在于,所述步骤2-1中采用带操作变量的自回归模型,分别建立所述喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型。
4.根据权利要求2所述的方法,其特征在于,所述步骤2-2中采用AIC准则分别确定三个子模型的模型阶次。
5.根据权利要求2所述的方法,其特征在于,所述步骤2-3中采用遗忘因子递推最小二乘法辨识出三个子模型参数。
6.一种高浓磨浆系统纸浆质量的控制系统,其特征在于,包括:
数据采集单元:采集高浓磨浆系统的喂料螺旋转速、磨盘间隙、稀释水流量、产量、磨机负荷、纸浆浓度;
操作变量预测单元:利用高浓磨浆系统纸浆质量控制模型进行操作变量预测,所述高浓磨浆系统纸浆质量控制模型的操作变量为喂料螺旋转速、磨盘间隙、稀释水流量,输出变量为纸浆质量游离度指标,状态变量为产量、磨机负荷、纸浆浓度;
输出纸浆质量控制单元:将预测的操作变量发送至高浓磨浆系统的执行机构,实现纸浆质量游离度指标的跟踪控制。
7.根据权利要求6所述的系统,其特征在于,所述操作变量预测单元,包括:
子模型建立模块:将喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型作为表征高浓磨浆系统纸浆质量控制模型的三个子模型;
阶次确定模块:分别确定三个子模型的模型阶次;
参数辨识模块:辨识出三个子模型参数;
机理模型建立模块:建立纸浆质量游离度指标与状态变量之间的机理模型;
纸浆质量控制模型建立模块:利用三个子模型和纸浆质量游离度指标与状态变量之间的机理模型建立高浓磨浆系统纸浆质量控制模型;
状态变量优化模块:以操作变量变化最小且状态变量最稳定为目标,利用序列二次规划算法优化状态变量;
最优操作变量确定模块:根据优化的状态变量和三个子模型确定出最优的操作变量。
8.根据权利要求7所述的系统,其特征在于,所述子模型建立模块采用带操作变量的自回归模型,分别建立所述喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型。
9.根据权利要求7所述的系统,其特征在于,所述阶次确定模块采用AIC准则分别确定三个子模型的模型阶次。
10.根据权利要求7所述的系统,其特征在于,所述参数辨识模块采用遗忘因子递推最小二乘法辨识出三个子模型参数。
说明书
技术领域
本发明涉及制浆和造纸过程控制技术领域,具体是一种高浓磨浆系统纸浆质量控制方法及系统。
背景技术
化学热磨机械制浆(Chemi-Thermo-Mechanical Pulping,CTMP)是在传统的热磨机械制浆(Thermo-Mechanical Pulping,TMP)基础上发展起来的,通常在TMP生产线前增加一段化学浸渍处理,即在木片预热后,利用化学药剂进行浸渍处理,然后再按TMP生产方式将木片磨解成浆料。由于其具有原料适应性强、木片利用率高、浆得率高、产品用途广、工艺设备简单等优点,在制浆和造纸工业中得到广泛应用。高浓磨浆系统作为CTMP生产过程中的主要工序,是典型的高能耗、低效率过程,据统计,高浓磨浆系统的用电量一般占到CTMP生产过程用电的60%以上。所以,其生产运行状况不仅直接决定着整个CTMP过程的生产能耗,而且也直接影响到纸浆质量的均匀性和稳定性。为了获得良好的经济效益和高质量纸浆,目前,高浓磨浆系统面临着降低电能消耗、减小环境污染(如温室气体排放)和为后续抄纸工序提供更加稳定的纸浆等一系列挑战。
游离度CSF(即纸浆中纤维通过铜网的滤水性能)作为目前国际上衡量纸浆质量的主要指标之一,与高浓磨浆系统的能耗息息相关,并且其可实现在线检测。为此,通常采用CSF来直接评价高浓磨浆生产过程的运行性能。因此,为最终实现高浓磨浆系统生产的连续化和规模化,寻求一种不但生产能耗低,而且可获得质量均匀且稳定纸浆的先进控制技术,是当前制浆和造纸工业领域亟待解决的关键问题之一。
高浓磨浆系统是一个典型的具有多变量、强耦合、时滞、时变等特征复杂工业过程,这使得高浓磨浆系统的机理分析、建模和控制存在很大困难。目前国内外广泛用于高浓磨浆系统的机理模型通常采用比边缘负荷理论和比表面负荷,但在建模过程中假设性强,不足以表征整个高浓磨浆过程,截止目前,也没有找到一个足以表征整个高浓磨浆过程的机理模型,这使得目前存在高浓磨制浆的机理模型无法满足当今制浆生产和控制过程的需要。
最新研究表明面向节能降耗的造纸制浆优化首先需要解决磨浆质量工艺指标的运行优化控制问题。纸浆质量及其制浆过程所产生的能耗及其的直接关系到后续造纸环节的能耗及纸质产品质量,更影响抄造时的脱水效率与功率消耗。然而,高浓磨浆系统最终的控制目标是希望获得期望的纸浆质量,但是目前高浓磨浆系统的控制均是对系统的运行状态变量的控制,衡量纸浆质量的工艺指标值通常是化验获得,但是化验分析的周期较长,通常为几个小时一次。这显然难以满足基于高浓磨浆系统的实时监测与控制的要求。另外,高浓磨浆系统自身变现出复杂动态特性以及在线测量仪器的局限,这使得对高浓磨浆系统的建模和控制变得极其困难。伴随着当前在线测量纸浆质量指标游离度仪器的出现,可以快速、准确检测纸浆的游离度,已确定是否满足企业要求,这些都为磨浆系统的纸浆质量在线控制提供了可能。因此,实现纸浆质量的在线控制对实际制浆和造纸工业将会产生重要的作用。
发明内容
针对现有技术存在的问题,本发明提供一种高浓磨浆系统纸浆质量控制方法及系统。
本发明的技术方案是:
一种高浓磨浆系统纸浆质量控制方法,包括:
步骤1、采集高浓磨浆系统的喂料螺旋转速、磨盘间隙、稀释水流量、产量、磨机负荷、纸浆浓度;
步骤2、利用高浓磨浆系统纸浆质量控制模型进行操作变量预测,所述高浓磨浆系统纸浆质量控制模型的操作变量为喂料螺旋转速、磨盘间隙、稀释水流量,输出变量为纸浆质量游离度指标,状态变量为产量、磨机负荷、纸浆浓度;
步骤3、将预测的操作变量发送至高浓磨浆系统的执行机构,实现纸浆质量游离度指标的跟踪控制。
所述步骤2包括:
步骤2-1、将喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型作为表征高浓磨浆系统纸浆质量控制模型的三个子模型;
步骤2-2、分别确定三个子模型的模型阶次;
步骤2-3、辨识出三个子模型参数;
步骤2-4、建立纸浆质量游离度指标与状态变量之间的机理模型;
步骤2-5、利用三个子模型和纸浆质量游离度指标与状态变量之间的机理模型建立高浓磨浆系统纸浆质量控制模型;
步骤2-6、以操作变量变化最小且状态变量最稳定为目标,利用序列二次规划算法优化状态变量;
步骤2-7、根据优化的状态变量和三个子模型确定出最优的操作变量。
所述步骤2-1中采用带操作变量的自回归模型,分别建立所述喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型。
所述步骤2-2中采用AIC准则分别确定三个子模型的模型阶次。
所述步骤2-3中采用遗忘因子递推最小二乘法辨识出三个子模型参数。
本发明还提供一种高浓磨浆系统纸浆质量的控制系统,包括:
数据采集单元:采集高浓磨浆系统的喂料螺旋转速、磨盘间隙、稀释水流量、产量、磨机负荷、纸浆浓度;
操作变量预测单元:利用高浓磨浆系统纸浆质量控制模型进行操作变量预测,所述高浓磨浆系统纸浆质量控制模型的操作变量为喂料螺旋转速、磨盘间隙、稀释水流量,输出变量为纸浆质量游离度指标,状态变量为产量、磨机负荷、纸浆浓度;
输出纸浆质量控制单元:将预测的操作变量发送至高浓磨浆系统的执行机构,实现纸浆质量游离度指标的跟踪控制。
所述操作变量预测单元,包括:
子模型建立模块:将喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型作为表征高浓磨浆系统纸浆质量控制模型的三个子模型;
阶次确定模块:分别确定三个子模型的模型阶次;
参数辨识模块:辨识出三个子模型参数;
机理模型建立模块:建立纸浆质量游离度指标与状态变量之间的机理模型;
纸浆质量控制模型建立模块:利用三个子模型和纸浆质量游离度指标与状态变量之间的机理模型建立高浓磨浆系统纸浆质量控制模型;
状态变量优化模块:以操作变量变化最小且状态变量最稳定为目标,利用序列二次规划算法优化状态变量;
最优操作变量确定模块:根据优化的状态变量和三个子模型确定出最优的操作变量。
所述子模型建立模块采用带操作变量的自回归模型,分别建立所述喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型。
所述阶次确定模块采用AIC准则分别确定三个子模型的模型阶次。
所述参数辨识模块采用遗忘因子递推最小二乘法辨识出三个子模型参数。
有益效果:
本发明基于化学机械制浆生产线上传感器测量的高浓盘磨机输入输出相关数据,结合AIC准则确定子系统模型阶次并运用遗忘因子最小二乘法获得子系统的模型参数,并结合纸浆质量游离度指标的机理模型,建立高浓磨浆系统的Wiener模型结构,基于模型预测控制理论,利用序列二次规划算法优化系统的二次性能指标,获得优化模型预测控制器,实现对制浆输出纸浆质量指标-游离度的有效控制,从而指导实际生产操作。此方法不但可以获得纸浆质量控制在期望的范围内,同时显著地降低系统的能耗,为制浆过程的优化操作和运行提供关键质量指标,在实际生产中具有很大的意义。
附图说明
图1是高浓盘磨浆系统工艺流程图,其中:1-木片,2-预蒸仓,3-喂料螺旋传送器,4-稀释水,5-磨机定盘,6-磨机动盘,7-汽浆分离器,8-蒸汽,9-液压缸,10-电机,11-纸浆;
图1所用标记符号如下:
喂料螺旋转速——u1(rpm)
磨盘间隙——u2(mm)
稀释水流量——u3(kg/min)
产量——v1(t/day)
磨机负荷——v2(Mw)
纸浆浓度——v3(%);
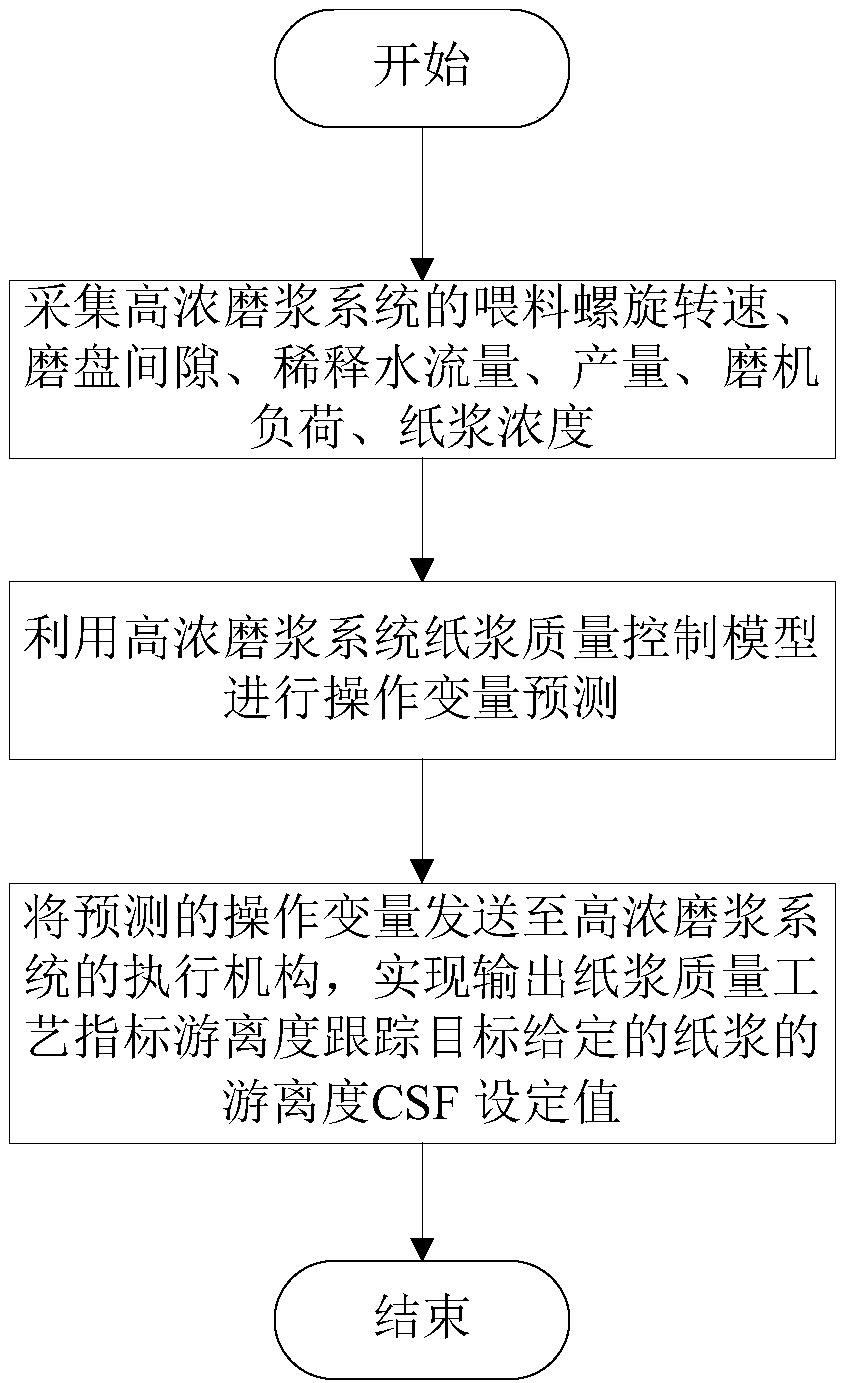
图2是本发明具体实施方式中高浓磨浆系统纸浆质量控制方法流程图;
图3是本发明具体实施方式中子模型在不同模型阶次下对应的AIC变化图;
图4是本发明具体实施方式中子模型的模型参数估计值变化图;
图5是本发明具体实施方式中建立的动态模型输出和真实输出变化图;
图6是本发明具体实施方式中建立的动态模型输出和真实输出之间误差变化图;
图7是本发明具体实施方式中建立的高浓磨浆系统的Wiener模型结构图;
图7所用标记符号如下:
操作变量——u;
状态变量——v;
输出变量——z;
纸浆质量工艺指标游离度CSF(ml)和系统状态变量之间非线性函数——f(·);
图8是本发明具体实施方式中螺旋转速u1输入变化图;
图9是本发明具体实施方式中磨盘间隙u2输入变化图;
图10是本发明具体实施方式中稀释水流量u3输入变化图;
图11是本发明具体实施方式中高浓制浆系统产量v1设定值跟踪变化图;
图12是本发明具体实施方式中磨机负荷v2设定值跟踪变化图;
图13是本发明具体实施方式中系统的纸浆浓度v3设定值跟踪变化图;
图14是本发明具体实施方式中高浓磨浆系统的比能耗变化图;
图15是本发明具体实施方式中纸浆质量工艺指标游离度CSF(ml)设定值跟踪变化图;
图16是本发明具体实施方式中二次性能指标函数变化图;
图17是本发明具体实施方式中高浓磨浆系统纸浆质量控制系统框图;
图18是本发明具体实施方式中操作变量预测单元框图;
图19是本发明具体实施方式中高浓磨浆系统纸浆质量控制方法步骤2具体流程图。
具体实施方式
下面结合附图对本发明的具体实施方式做详细说明。
典型高浓磨浆系统工艺流程如图1所示,首先将木片1送入预蒸仓2进行预处理后,预处理木片1在喂料螺旋传送器3作用下送入磨区,同时注入磨区一定量的稀释水4,电机10驱动液压缸9工作,从而带动磨机定盘5、磨机动盘6配合进行研磨后的浆料在汽浆分离器7作用下,排出蒸汽8,最终获得满足生产需求的纸浆11。
将输入变量为喂料螺旋转速u1(rpm)、磨盘间隙u2(mm)、稀释水流量u3(kg/min),状态变量为产量v1(t/day)、磨机负荷v2(Mw)、纸浆浓度v3(%),输出变量为纸浆质量游离度CSF(ml)指标。本实施方式通过对工厂CTMP生产线上在线实时采集数据,选取200组高浓磨浆系统输入输出数据进行高浓磨浆系统的输出纸浆质量的控制。
本实施方式的高浓磨浆系统纸浆质量控制方法,如图2所示,包括:
步骤1、采集高浓磨浆系统的喂料螺旋转速u1(rpm)、磨盘间隙u2(mm)、稀释水流量u3(kg/min)、产量v1(t/day)、磨机负荷v2(Mw)、纸浆浓度v3(%);
磨盘间隙u2可以通过液压缸内伸缩位移传感器间接获得,喂料螺旋转速u1、稀释水流量u3、产量v1、磨机负荷v2、纸浆浓度v3的数据可以在高浓磨浆系统中直接提取。
步骤2、利用高浓磨浆系统纸浆质量控制模型进行操作变量预测,所述高浓磨浆系统纸浆质量控制模型的操作变量为喂料螺旋转速u1、磨盘间隙u2、稀释水流量u3,输出变量为纸浆质量游离度指标CSF(ml),状态变量为产量v1、磨机负荷v2、纸浆浓度v3;
如图19所示,所述步骤2包括:
步骤2-1、将喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型作为表征高浓磨浆系统纸浆质量控制模型的三个子模型;
采用带操作变量的自回归模型(controlled auto-regressive model,CAR)结构,分别建立所述喂料螺旋转速u1与产量v1的线性关系模型、磨盘间隙u2与磨机负荷v2的线性关系模型、稀释水流量u3与纸浆浓度v3的线性关系模型。以喂料螺旋转速u1与产量v1的线性关系模型为例说明如下:
式中,A1(z-1)、B1(z-1)表示z-1的多项式,e(k)为白噪声干扰,d1为纯延迟,k为采样时刻k=1,2,…,L;
喂料螺旋转速u1与产量v1的线性关系模型可以写成最小二乘形式:
其中,na、nb为模型阶次,h(k)和θ分别为输入/输出数据和待估参数。
状态变量和操作变量的线性关系构成线性方程即喂料螺旋转速u1与产量v1的线性关系模型:
vL(k)=hL(k)θ+eL(k)
其中,vL(k)=[v1(1),v1(2),…,v1(k)]T,eL(k)=[e(1),e(2),…,e(k)]T
步骤2-2、采用AIC准则分别确定三个子模型的模型阶次;
为获得喂料螺旋转速u1与产量v1的线性关系模型阶次,AIC(Akaike information criterion)准则是一种客观水平的模型阶次确定方法。AIC定阶的基本原理是求似然函数的极小值,该极小值所对应的阶次与系统的阶次最接近。
假如白噪声干扰e(k)的向量 且E{eL}=0,则eL~N(0,∑e),那么vL~N(hLθ,Σe), 为噪声方差,对于vL(k)的对数似然函数为
根据极大似然原理 得到待估参数θ=[θ1,θ2,…,θN]的极大似然估计值
其中, 为常数,且由 可得到噪声方差估计为
在获得噪声方差估计值的基础上,利用如下AIC准则来确定模型阶次
噪声方差估计 J(L)为损失函数在递推至第L步的函数值,na+nb=N为模型阶数。根据AIC定阶法思想,可选择使AIC(na,nb)值达到最小的na和nb的值作为最佳模型阶次。
步骤2-3、采用遗忘因子递推最小二乘法辨识出三个子模型参数;
当子模型阶次确定后,利用遗忘因子递推模型参数 的值,递推公式如下:
设置初始值 以及遗忘因子λ,输入初始数据,采样当前输出y(k)和输入u(k),计算
可以看出利用AIC准则,很容易分别确定喂料螺旋转速u1(rpm)和产量v1(t/day)、磨盘间隙(mm)和磨机负荷v2(Mw)、稀释水流量u3(kg/min)和纸浆浓度v3(%)线性关系模型阶次。以建立螺旋转速u1(rpm)和产量v1(t/day)之间线性关系模型为例,假设na=nb,其AIC值随阶变化趋势及模型参数估计值分别如图3和图4所示。所建立的动态模型输出与实际输出如图5所示,动态模型输出与实际输出之间误差如图6所示。同理,并最终得到三个子模型参数的估计值分别为
步骤2-4、建立纸浆质量游离度指标与状态变量之间的机理模型;
定义高浓磨浆系统的比能耗(SE)和磨浆强度(I)如下:
其中,M为磨机负荷v2,P为高浓磨浆系统的纸浆产量v1,磨浆次数N为
其中,n表示单位弧长的磨齿数,ω为磨机转速,r2和r1分别为磨区内半径、磨区外半径,t为浆料停留时间。
同时根据磨区受力平衡关系原理,浆料停留时间t:
其中,μr和μt表示径向摩擦系数和切向摩擦系数,Ls表示蒸汽潜热,其由磨浆输出温度决定,Ci表示进浆浓度。
基于高浓磨浆系统的比能耗(SE)和磨浆强度(I),纸浆质量游离度指标CSF与状态变量之间的机理模型为:
其中,CSF0、SE0和I0分别为游离度的初始值、磨机比能耗的初始值和磨浆强度的初始值,k1,k2为常数。
步骤2-5、利用三个子模型和纸浆质量游离度指标与状态变量之间的机理模型建立高浓磨浆系统纸浆质量控制模型;
分别以喂料螺旋转速u1(rpm)、磨盘间隙u2(mm)、稀释水流量u3(kg/min)为输入变量(操作变量),分别以产量v1(t/day)、磨机负荷v2(Mw)、纸浆浓度v3(%)为状态变量,以输出变量为纸浆质量工艺指标游离度CSF(ml),建立高浓磨浆系统纸浆质量控制模型,此模型是由一个线性动态子系统(即三个子模型)和一个非线性静态子系统(即机理模型)串联的Wiener模型,如图7所示,模型描述如下:
其中,A和B为后移算子z-1的多项式,e(k)为白噪声,Δ=1-z-1,h(·)为非线性状态函数,f(·)为纸浆质量工艺指标CSF(ml)和状态变量之间的非线性函数,d为纯滞后时间常数。
步骤2-6、以操作变量变化最小且状态变量最稳定为目标,利用序列二次规划算法优化状态变量;
步骤2-6-1,选择优化约束;
操作变量约束:将采集到的喂料螺旋转速u1(rpm)、磨盘间隙u2(mm)、稀释水流量u3(kg/min)的数据进行分析,选择合适的操作变量约束。
状态变量约束:将采集到的产量v1(t/day)、磨机负荷v2(Mw)、纸浆浓度v3(%)数据进行分析,选择合适的状态变量约束。
输出的纸浆质量工艺指标游离度CSF(ml)约束:根据实际工业对纸浆质量工艺指标游离度CSF(ml)要求,设置合理的工艺指标范围。
步骤2-6-2,将喂料螺旋转速u1(rpm)、磨盘间隙u2(mm)、稀释水流量u3(kg/min)作为高浓磨浆系统的三个操作变量,产量v1(t/day)、磨机负荷v2(Mw)、纸浆浓度v3(%)作为三个状态变量,分别给出操作变量、输出变量合理的约束条件,利用序列二次规划算法优化如下所示的二次性能指标,即优化状态变量:
其中, 为根据纸浆质量工艺指标游离度期望值得到状态变量优化设定值,Qξ和Qu分别为误差加权矩阵和控制权矩阵。最大预测长度和控制长度均为N。lmin和lmax、umin和umax、vmin和vmax分别制浆质量工艺指标、操作变量和输出变量的下限和上限值。
步骤2-7、根据优化的状态变量和三个子模型确定出最优的操作变量。
本实施方式中N=10,lmin=600、lmax=615、umin=[15 0.9 74]、umax=[17 1.1 76]、vmin=[259 8.0 29]、vmax=[263 8.4 33]、Qξ=[0.01,0.1,0.01]、Qu=[0.05 0.05 0.5],另外,假设纸浆质量指标游离度设定值为0~100s,200~300s分别为610ml,在100~200s内为605ml,利用利用序列二次规划算法优化获得最优的状态变量,将获得的最优的喂料螺旋转速u1(rpm)、磨盘间隙u2(mm)、稀释水流量u3(kg/min)发送至高浓磨浆系统的执行机构,实现纸浆质量指标游离度的跟踪控制。
获得的状态变量优化结果分别如图8~图16所示,其中图8~图10为对应的喂料螺旋转速u1(rpm)、磨盘间隙u2(mm)、稀释水流量u3(kg/min)三个操作变量的变化图。
图11~图13为对应的高浓制浆系统产量v1(t/day)、磨机负荷v2(Mw)、纸浆浓度v3(%)的变化图,可以看出状态变量均在约束范围内,并且高浓磨浆生产纸浆浓度满足生产要求。
图14是高浓磨浆系统的比能耗(SE)变化图,可以看出纸浆质量工艺指标的游离度CSF(ml)值越低,比能耗越高,游离度值越高,比能耗越低,这和实际生产过程纸浆质量波动规律符合高浓磨浆系统能耗的变化趋势。
图15是高浓磨浆系统的游离度CSF(ml)输出变化图,可以看出最终输出的纸浆质量工艺指标游离度CSF(ml)的值可以很好的跟踪设定值变化。
图16是高浓磨浆系统的二次性能指标函数变化图,可以看出随着系统运行时间增加,性能指标函数值越来越小,也就是说控制误差越来越小。
步骤3、将预测的操作变量发送至高浓磨浆系统的执行机构,实现输出纸浆质量工艺指标游离度CSF(ml)跟踪目标给定的纸浆的游离度CSF(ml)设定值,即纸浆质量游离度指标的跟踪控制。
本实施方式还提供实现高浓磨浆系统纸浆质量控制方法的高浓磨浆系统纸浆质量控制系统,如图17所示,包括:
数据采集单元:采集高浓磨浆系统的喂料螺旋转速、磨盘间隙、稀释水流量、产量、磨机负荷、纸浆浓度;
操作变量预测单元:利用高浓磨浆系统纸浆质量控制模型进行操作变量预测,所述高浓磨浆系统纸浆质量控制模型的操作变量为喂料螺旋转速、磨盘间隙、稀释水流量,输出变量为纸浆质量游离度指标,状态变量为产量、磨机负荷、纸浆浓度;
输出纸浆质量控制单元:将预测的操作变量发送至高浓磨浆系统的执行机构,实现纸浆质量游离度指标的跟踪控制。
所述操作变量预测单元,如图18所示,包括:
子模型建立模块:将喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型作为表征高浓磨浆系统纸浆质量控制模型的三个子模型;
阶次确定模块:分别确定三个子模型的模型阶次;
参数辨识模块:辨识出三个子模型参数;
机理模型建立模块:建立纸浆质量游离度指标与状态变量之间的机理模型;
纸浆质量控制模型建立模块:利用三个子模型和纸浆质量游离度指标与状态变量之间的机理模型建立高浓磨浆系统纸浆质量控制模型;
状态变量优化模块:以操作变量变化最小且状态变量最稳定为目标,利用序列二次规划算法优化状态变量;
最优操作变量确定模块:根据优化的状态变量和三个子模型确定出最优的操作变量。
所述子模型建立模块采用带操作变量的自回归模型,分别建立所述喂料螺旋转速与产量的线性关系模型、磨盘间隙与磨机负荷的线性关系模型、稀释水流量与纸浆浓度的线性关系模型。
所述阶次确定模块采用AIC准则分别确定三个子模型的模型阶次。
所述参数辨识模块采用遗忘因子递推最小二乘法辨识出三个子模型参数。
本发明基于化学机械制浆生产线上传感器测量的高浓盘磨机输入输出相关数据,结合AIC准则确定子系统模型阶次并运用遗忘因子最小二乘法获得子系统的模型参数,并结合纸浆质量游离度指标的机理模型,建立高浓磨浆系统的Wiener模型结构,基于模型预测控制理论,利用序列二次规划算法优化系统的二次性能指标,获得优化预测控制器,实现对制浆输出纸浆质量指标-游离度的有效控制,从而指导实际生产操作。此方法不但可以获得纸浆质量控制在期望的范围内,同时显著地降低了系统的能耗,为制浆过程的优化操作和运行提供关键质量指标,在实际生产中具有很大的意义。
可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本发明实施例所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。
一种高浓磨浆系统纸浆质量控制方法及系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0