








专利摘要
本发明公开了一种金属谐振型太赫兹超材料的制造方法、金属谐振型太赫兹超材料及吸波器,方法包括以下步骤:三维建模金属谐振型太赫兹超材料的微结构,其特征尺寸小于太赫兹波长,所述微结构包括设在上表面的开口以及与所述开口连通的槽和/或腔;切片所述微结构,经由3D打印机打印生成由所述微结构构成的金属谐振型太赫兹超材料的三维结构;所述三维结构浸没到装有金属粉末的容器中,在增压环境下振动所述容器使得金属粉末经由开口填充三维结构的槽和/或腔;刮除三维结构表面的金属粉末;在三维结构上表面涂胶以封闭所述开口,生成金属谐振型太赫兹超材料。
权利要求
1.一种金属谐振型太赫兹超材料的制造方法,所述方法包括以下步骤:
第一步骤(S1)中,三维建模金属谐振型太赫兹超材料的微结构,其特征尺寸小于太赫兹波长,所述微结构包括设在上表面的开口以及与所述开口连通的槽和/或腔;
第二步骤(S2)中,切片所述微结构,经由3D打印机微纳米级打印生成由所述微结构周期性排列构成的金属谐振型太赫兹超材料的聚合物三维结构;
第三步骤(S3)中,所述三维结构浸没到装有金属粉末的容器中,在增压环境下振动所述容器使得金属粉末经由开口填充三维结构的槽和/或腔;
第四步骤(S4)中,刮除三维结构表面的金属粉末;
第五步骤(S5)中,在三维结构上表面涂胶以封闭所述开口,生成金属谐振型太赫兹超材料。
2.根据权利要求1所述的方法,其中,第一步骤(S1)中,槽和/或腔包括用于产生电谐振响应的连续槽和/或开口环,和/或用于产生磁谐振响应的渔网腔。
3.根据权利要求1所述的方法,其中,第一步骤(S1)中,使用CAD三维建模金属谐振型太赫兹超材料的微结构并输出所述微结构的数字模型。
4.根据权利要求1所述的方法,其中,第三步骤(S3)中,金属粉末包括金粉末或银粉末,所述容器包括敞口容器,所述特征尺寸包括长、宽和高。
5.根据权利要求1所述的方法,其中,第三步骤(S3)中,在密封的增压罐中,振动马达振动所述容器使得金属粉末在重力和压力作用下经由开口填充三维结构的槽和/或腔。
6.根据权利要求1所述的方法,其中,所述上表面设有多个开口,所述槽和/或腔从上表面往下的方向上占的空间越来越小。
7.一种金属谐振型太赫兹超材料,其特征在于,其经由如权利要求1-6中任一项所述的方法制成。
8.一种吸波器,其特征在于,所述吸波器由所述权利要求7所述的金属谐振型太赫兹超材料制成。
说明书
技术领域
本发明属于太赫兹超材料技术领域,特别是一种金属谐振型太赫兹超材料的制造方法、金属谐振型太赫兹超材料及吸波器。
背景技术
太赫兹(Terhertz,THZ)波通常是指电磁波谱上位于红外辐射和微波之间的电磁波辐射,波长范围为0.03mm~3mm,频率范围为100GHz~10THz,其在电磁波谱上的位置介于微波与红外波段之间。虽然大自然中太赫兹辐射源随处可见,但由于缺少有效的源发射太赫兹波,并且对太赫兹波的探测也缺乏有效的手段和设备,因此太赫兹波曾一度成为电磁波谱中不为人所知的空白。太赫兹波具有能量低、传透性好、大带宽等优良特性。基于这些特性,太赫兹波在频谱学、宽带通信、医学成像、环境监测、安全扫描与国防军事等诸多领域展示出极大的应用潜力。
人工微结构可以改变电磁波传输过程中的电磁参数空间分布,从而有效操控电磁波的传输与局域,超材料是一种单元结构尺度小于工作波长的人工周期结构,具有自然材料所不具备大的超常规物理特性,如负折射率、逆多普勒效应等,其电磁性质主要取决于其单元结构,而不是取决于材料的本征属性,通过调整亚波长单元结构的几何参数可以实现对介电常数和磁导率的人工控制。超材料根据结构材料可以分为两大类:金属谐振型和电介质型。
目前已取得的超材料研究成果多以二维超材料结构为主,这些结构虽然获得了负折射率、电磁隐身等超常规物理性能,但仍存在诸多不足,难以满足实际使用条件,如二维形态的超材料难以适用于复杂、多样的使用需求,难以实现三维空间内电磁波特定传播路径控制,同时二维超材料结构往往还伴随非均匀性、各向异性、极化敏感、工作频带窄等问题。为了克服二维超材料所存在的不足,拓展超材料的应用范围,越来越多的研究者将目光转向三维超材料。
现有技术中,三维超材料制造过程:在基底上沉积薄膜;在薄膜上光刻图案;将器件放置到相应溶液中蚀刻出腔体;不同方向进行定向蒸发,将金蒸发沉积到腔体表面;将器件放置到相应溶液中去除薄膜,得到三维超材料结构。或者,金薄膜沉积到覆盖有光刻胶的硅基底上;平板放入溶液中使金薄膜和硅基底中间的光刻胶溶解,将金薄膜分开;用一铜框将金薄膜从溶液中取出;使用聚焦离子束对金薄膜进行切割;使用原位聚焦离子束注入使切割出的形状发生折叠。最终得到三维超材料结构。
可以看出,现有金属谐振型三维超材料的制造过程复杂,采用了镀膜、光刻、蚀刻、沉积、定向蒸发、离子束切割等高要求技术。对所制造的三维超材料的几何形状限制较大,且制造成本较高。在上述常用的超材料的制造方法中,印制电路板技术和光刻技术以及相关MEMS制造工艺在制造三维微纳结构时有很大的局限性,往往需要采用复杂且高成本的工艺手段才能得到三维结构。采用机械加工方式可制造出诸多三维超材料器件,但是其加工能力往往难以满足微观或宏观结构较为复杂的超材料单元阵列的加工需求,此外机械加工所制造的微结构单元完成后常需进行手工组装,在一定程度上会降低加工精度,影响产品性能。3D打印工艺无法实现多种材料结构的同步制造,限制了三维超材料结构设计空间。
在背景技术部分中公开的上述信息仅仅用于增强对本发明背景的理解,因此可能包含不构成在本国中本领域普通技术人员公知的现有技术的信息。
发明内容
针对现有技术中存在的问题,本发明提出一种金属谐振型太赫兹超材料的制造方法及其材料和吸波器。本发明的目的是通过以下技术方案予以实现,一种金属谐振型太赫兹超材料的制造方法包括以下步骤:
第一步骤中,三维建模金属谐振型太赫兹超材料的微结构,其特征尺寸小于太赫兹波长,所述微结构包括设在上表面的开口以及与所述开口连通的槽和/或腔;
第二步骤中,切片所述微结构,经由3D打印机打印生成由所述微结构构成的金属谐振型太赫兹超材料的三维结构;
第三步骤中,所述三维结构浸没到装有金属粉末的容器中,在增压环境下振动所述容器使得金属粉末经由开口填充三维结构的槽和/或腔;
第四步骤中,刮除三维结构表面的金属粉末;
第五步骤中,在三维结构上表面涂胶以封闭所述开口,生成金属谐振型太赫兹超材料。
所述的方法中,第一步骤中,槽和/或腔包括用于产生电谐振响应的连续槽和/或开口环,和/或用于产生磁谐振响应的渔网腔。
所述的方法中,第一步骤中,使用CAD三维建模金属谐振型太赫兹超材料的微结构并输出所述微结构的数字模型。
所述的方法中,第二步骤中,所述微结构周期性排列形成构成金属谐振型太赫兹超材料的三维结构。
所述的方法中,第二步骤中,3D打印机微纳米级打印生成由所述微结构周期性排列构成的金属谐振型太赫兹超材料的聚合物三维结构。
所述的方法中,第三步骤中,金属粉末包括金粉末或银粉末,所述容器包括敞口容器,所述特征尺寸包括长、宽和高。
所述的方法中,第三步骤中,在密封的增压罐中,振动马达振动所述容器使得金属粉末在重力和压力作用下经由开口填充三维结构的槽和/或腔。
所述的方法中,所述上表面设有多个开口,所述槽和/或腔从上表面往下的方向上占的空间越来越小。
根据本发明另一方面,一种金属谐振型太赫兹超材料,其经由所述的方法制成。
一种金属谐振型太赫兹超材料,构成所述金属谐振型太赫兹超材料的三维结构通过如下微结构周期性排列形成:
对于所述微结构,其特征尺寸小于太赫兹波长,所述微结构包括设在上表面的开口以及与所述开口连通的槽和/或腔。
所述的金属谐振型太赫兹超材料中,所述槽和/或腔包括用于产生电谐振响应的连续槽和/或开口环,和/或用于产生磁谐振响应的渔网腔。
所述的金属谐振型太赫兹超材料中,所述上表面设有多个开口,所述槽和/或腔从上表面往下的方向上占的空间越来越小。
根据本发明又一方面,吸波器由所述的金属谐振型太赫兹超材料制成。
有益效果
本发明针对当前超材料制造方法难以制造金属谐振型三维超材料或在制造金属谐振型三维超材料时工序复杂、成本高的问题,本发明给出了一种灵活、快速且低成本的制造三维超材料的方法。本发明相比于现有光刻、蒸发、沉积等制造方法,本方法可以更加经济便捷地制造三维超材料结构,本发明的3D打印便捷快速、易于实现复杂结构制造,在添加金属时,采用了增压罐增压与振动源施以振动的方法使金属粉末以一种自组装的方式完成填充。本发明利用3D微纳打印技术的便捷性,可以根据对太赫兹电磁波的调控需求灵活地设计并制造三维超材料的结构,再通过添加金属粉末的方式以完成金属谐振型三维超材料的制造。
附图说明
通过阅读下文优选的具体实施方式中的详细描述,本发明各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。说明书附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。显而易见地,下面描述的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。而且在整个附图中,用相同的附图标记表示相同的部件。
在附图中:
图1是根据本发明一个实施例的金属谐振型太赫兹超材料的制造方法的步骤示意图;
图2是根据本发明一个实施例的金属谐振型太赫兹超材料的制造方法的流程示意图;
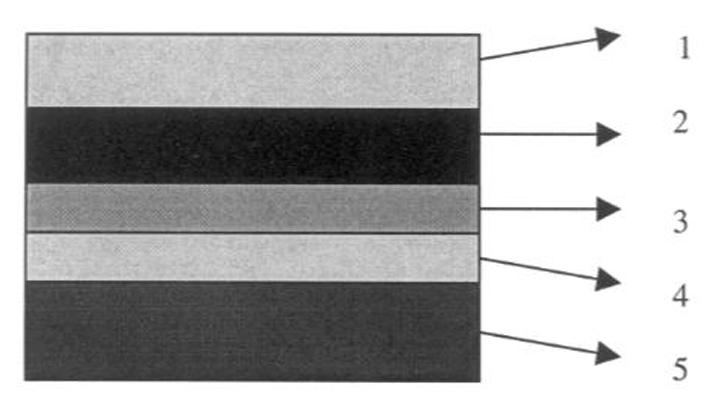
图3a至图3c是根据本发明一个实施例的金属谐振型太赫兹超材料的微结构示意图;
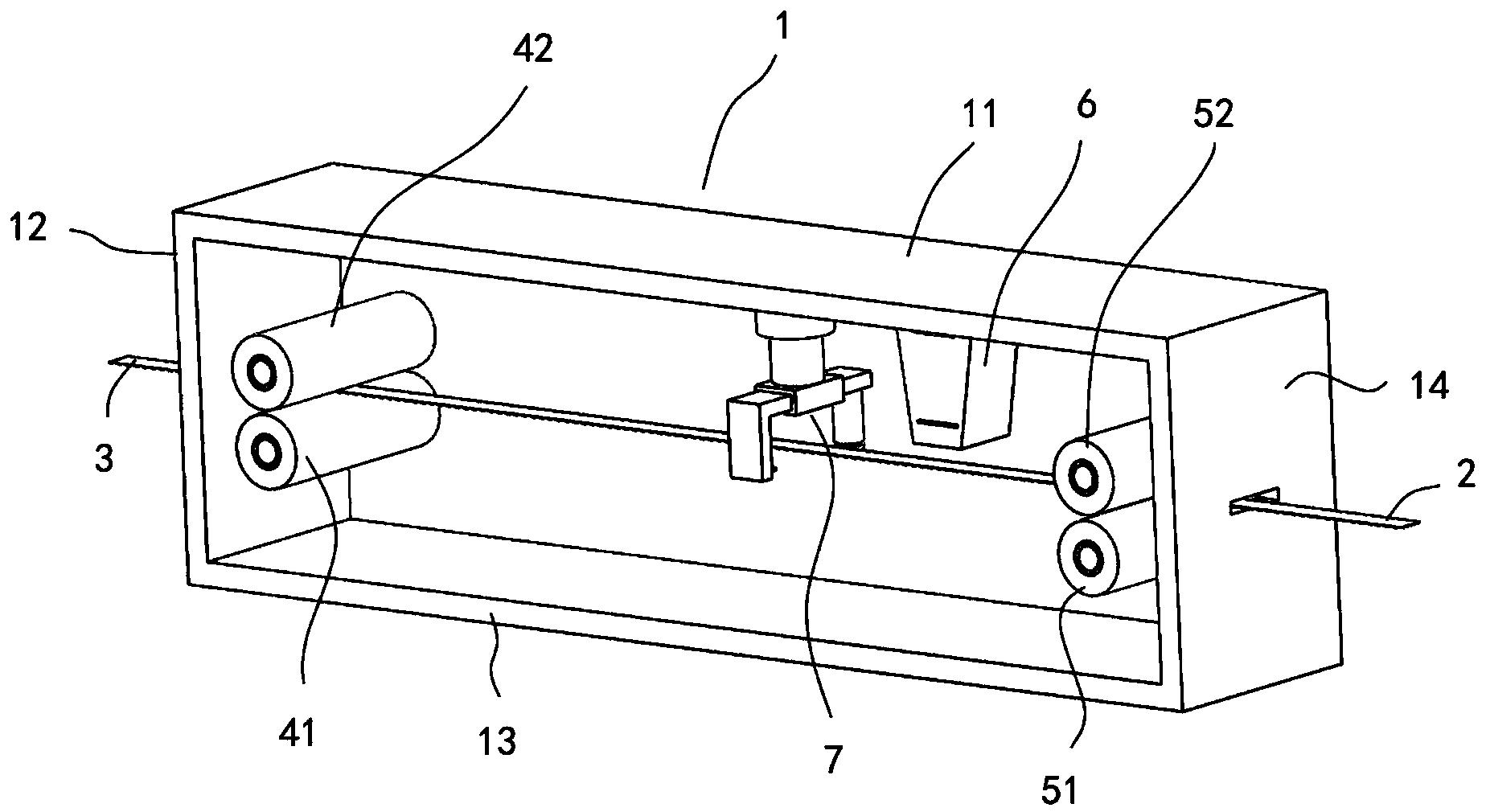
图4是根据本发明一个实施例的3D微纳打印制造金属谐振型太赫兹超材料的方法流程示意图,1-计算机,2-3D打印机,3-增压罐,4-金属粉末容器,5-金属粉末,6-振动装置,7-聚合物结构,8-刮板,9-胶;
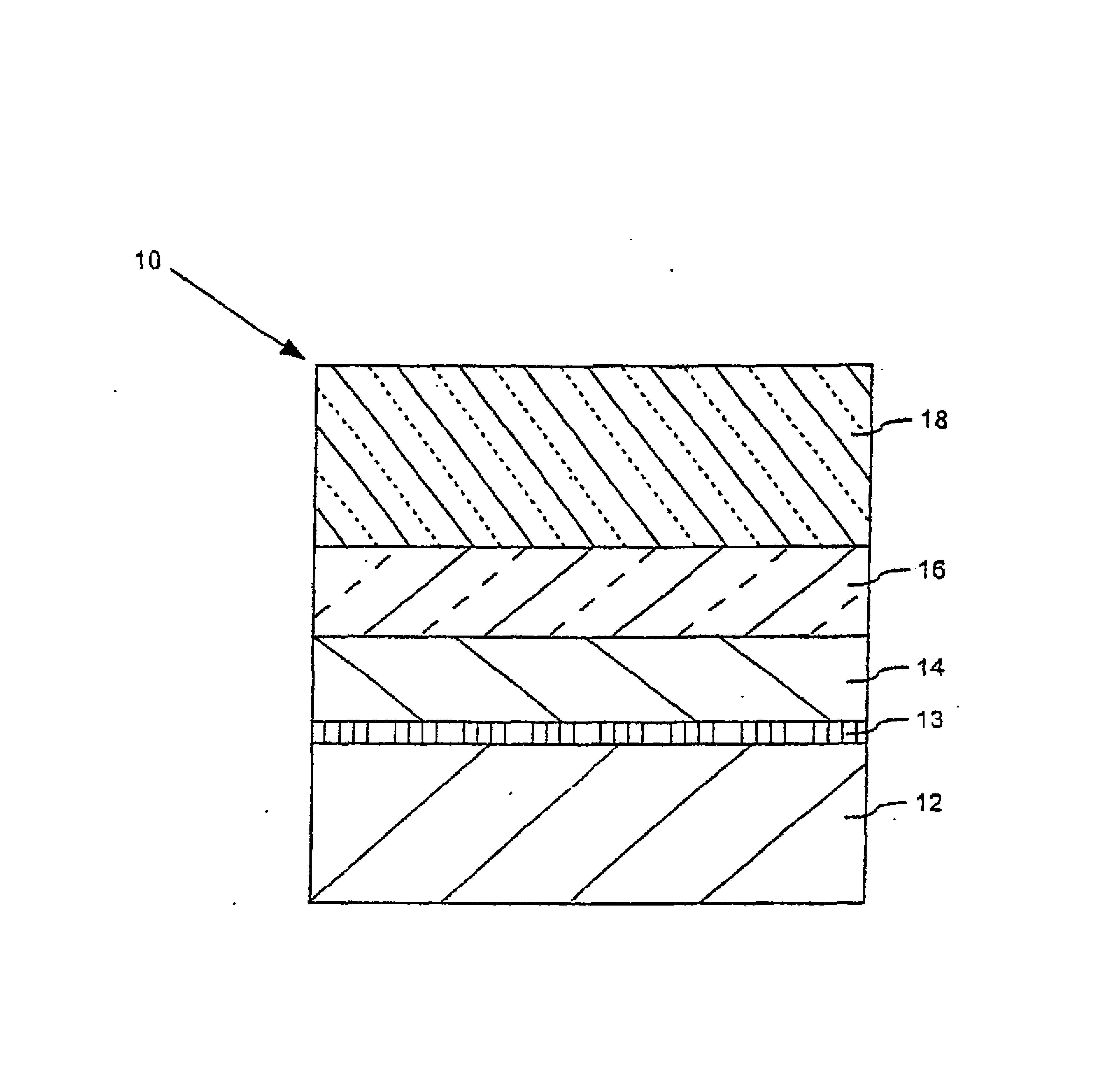
图5是根据本发明一个实施例的金属谐振型太赫兹超材料的结构示意图。
以下结合附图和实施例对本发明作进一步的解释。
具体实施方式
下面将参照附图1至图5更详细地描述本发明的具体实施例。虽然附图中显示了本发明的具体实施例,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。
需要说明的是,在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可以理解,技术人员可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名词的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”或“包括”为一开放式用语,故应解释成“包含但不限定于”。说明书后续描述为实施本发明的较佳实施方式,然所述描述乃以说明书的一般原则为目的,并非用以限定本发明的范围。本发明的保护范围当视所附权利要求所界定者为准。
此外,为了便于描述,在这里可以使用空间相对术语,如“在/位于……之上”、“在/位于……上方”、“在/位于……上表面”、“……上面的”等,用来描述一个超材料/器件或特征与其他参照物(例如其他超材料/器件或特征或对象)的空间位置关系。应当理解的是,空间相对术语旨在包含除了材料在本发明所描述的方位之外的在使用或操作中的不同方位。例如,如果超材料被倒置,则描述有“上表面”的超材料之后将被定位为“在……下方”或“在……之下”或被理解为“下表面”。因而,示例性术语“上表面”可以包括“在……上方”和“在……下方”两种方位。该超材料/器件或特征也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
为便于对本发明实施例的理解,下面将结合附图以具体实施例为例做进一步的解释说明,且各个附图并不构成对本发明实施例的限定。
为了更好地理解,如图1所示,一种金属谐振型太赫兹超材料的制造方法包括以下步骤:
第一步骤S1中,三维建模金属谐振型太赫兹超材料的微结构,其特征尺寸小于太赫兹波长,所述微结构包括设在上表面的开口以及与所述开口连通的槽和/或腔;
第二步骤S2中,切片所述微结构,经由3D打印机打印生成由所述微结构构成的金属谐振型太赫兹超材料的三维结构;
第三步骤S3中,所述三维结构浸没到装有金属粉末的容器中,在增压环境下振动所述容器使得金属粉末经由开口填充三维结构的槽和/或腔;
第四步骤S4中,刮除三维结构表面的金属粉末;
第五步骤S5中,在三维结构上表面涂胶以封闭所述开口,生成金属谐振型太赫兹超材料。
所述的方法的优选实施方式中,第一步骤S1中,使用CAD三维建模金属谐振型太赫兹超材料的微结构并输出所述微结构的数字模型。
所述的方法的优选实施方式中,第二步骤S2中,所述微结构周期性排列形成构成金属谐振型太赫兹超材料的三维结构。
所述的方法的优选实施方式中,第二步骤S2中,3D打印机微纳米级打印生成由所述微结构周期性排列构成的金属谐振型太赫兹超材料的聚合物三维结构。
所述的方法的优选实施方式中,第三步骤S3中,金属粉末包括金粉末或银粉末,所述容器包括敞口容器,所述微结构特征尺寸还包括槽、腔的尺寸,微结构周期性排列的周期尺寸可调。
所述的方法的优选实施方式中,第三步骤S3中,在密封的增压罐中,振动马达振动所述容器使得金属粉末在重力和压力作用下经由开口填充三维结构的槽和/或腔。
所述的方法的优选实施方式中,所述上表面设有多个开口,所述槽和/或腔从上表面往下的方向上占的空间越来越小,所述上表面根据所设计的微结构可能有一个或多个开口,所述槽和/或腔应与一个或多个上表面开口相连,且槽和/或腔的总体形状走向为从上表面向下且不可相反。
为了进一步理解本发明,在一个实施方式中,如图2所示,本方法首先使用计算机1CAD软件设计出所需三维结构,然后使用3D切片软件对模型进行切片处理并导入3D打印机中进行模型打印制作出吸波器的骨架结构;接下来将聚合物骨架放入金属粉末容器中,使金属粉末盖没聚合物骨架结构。将容器置于增压罐中,并使用小型振动源给容器加载适当频率与振幅的振动,然后关闭增压罐并增加压力到一定值,使金属粉末在重力与压力的作用下以一种自组装的方式自动充满聚合物骨架中的槽、腔结构;金属粉末填充完成后将聚合物骨架取出,使用刮板将多余金属粉末刮去,最后使用胶将聚合物骨架的槽、腔结构的开口封住;最终形成所需金属谐振型三维超材料。本发明将微纳3D打印技术引入太赫兹波超材料的制造中,可以简易快速的制造结构复杂、难以用其他手段加工的微纳金属三维结构。
所述的方法的优选实施方式中,如图3a至图3c所示,第一步骤S1中,槽和/或腔包括用于产生电谐振响应的连续槽和/或开口环,和/或用于利用产生磁谐振响应的渔网腔。进一步地,开口下方设有多个竖直槽。在一个实施例中,开口下方设有倒U形槽。
结构为组成超材料的特征尺寸小于波长的微结构为上表面留有开口,且开口与内部槽、腔结构相连,目的是为了能在步骤三将金属粉末填充到打印出来的模型中以及步骤四使用胶将开口封住。实际应用时,具体结构以及具体的结构尺寸可根据应用的具体需求进行设计确定。
在一个实施方式中,如图4所示,一种基于3D微纳打印制造金属谐振型太赫兹超材料的方法,整个制造过程由五个部分组成,分别为超材料三维建模、三维模型的打印制造、金属粉末填充、去除残留金属以及超材料上表面开口胶封。
步骤一、使用如Solidworks、UGNX等CAD软件对所需求的三维超材料结构进行设计,以标准STL、OBJ等格式输出数字模型,考虑到后续金属粉末的添加,所设计的结构为在上表面留有开口,内部为槽、腔的结构,可以在计算机1内完成。
步骤二、将所设计的模型使用3D打印机供应商为该打印机所提供的切片软件或通用切片软件进行处理,使STL、OBJ等文件转换为3D打印机的打印指令。然后使用高分辨率3D打印机2打印模型,得到聚合物骨架结构。
步骤三、将聚合物骨架结构浸没到装有如金、银等的金属粉末容器4中,容器可采用烧杯等,然后将该容器与振动装置6如小型振动台或振动马达固连,随后将上述整体放入增压罐中,启动振动装置,关闭增压罐3盖子使其密封后启动增压罐增压,使金属粉末5在重力与压力作用下自动填充满聚合物骨架上留出的槽、腔结构。
步骤四、完成金属粉末的填充后,从容器中取出聚合物结构7,为防止金属粉末洒出,应缓慢取出并使聚合物结构保持水平。然后使用刮板8将聚合物上表面残留的金属微粒刮去。
步骤五、在聚合物结构上表面均匀涂抹胶9,封住槽、腔结构的开口,使内部的金属粉末不漏出。胶固化后即可完成整个金属谐振型三维超材料的制造。
如图5所示,一种金属谐振型太赫兹超材料其经由所述的方法制成。
在一个实施例中,金属谐振型太赫兹超材料包括周期性排列的所述微结构。
在一个实施例中,一种金属谐振型太赫兹超材料,构成所述金属谐振型太赫兹超材料的三维结构通过如下微结构周期性排列形成:
对于所述微结构,其特征尺寸小于太赫兹波长,所述微结构包括设在上表面的开口以及与所述开口连通的槽和/或腔。
在一个实施例中,所述槽和/或腔包括用于产生电谐振响应的连续槽和/或开口环,和/或用于产生磁谐振响应的渔网腔。
在一个实施例中,所述上表面设有多个开口,所述槽和/或腔从上表面往下的方向上占的空间越来越小。
此外,在另一个实施例中,一种吸波器由所述的金属谐振型太赫兹超材料制成。
尽管以上结合附图对本发明的实施方案进行了描述,但本发明并不局限于上述的具体实施方案和应用领域,上述的具体实施方案仅仅是示意性的、指导性的,而不是限制性的。本领域的普通技术人员在本说明书的启示下和在不脱离本发明权利要求所保护的范围的情况下,还可以做出很多种的形式,这些均属于本发明保护之列。
金属谐振型太赫兹超材料的制造方法、超材料及吸波器专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0