








专利摘要
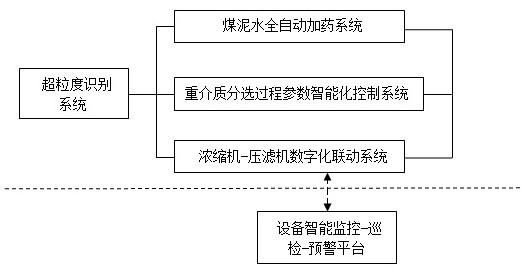
本发明公开了一种数字化煤炭分选系统,包括准备车间的超粒度识别系统、生产环节的煤泥水全自动加药系统、生产环节的重介质分选过程参数智能化控制系统、生产环节的浓缩机‑压滤机数字化联动系统以及设备智能监控‑巡检‑预警平台;原煤通过超粒度识别系统排除大块堵塞问题,然后进入重介质分选过程参数智能化控制系统,通过智能控制实现原煤的精准稳定分选,分选过程产生的煤泥水通过自动精确加药,保证循环水质量,用于煤泥水沉降的浓缩池中的煤泥通过浓缩机‑压滤机数字化联动系统实现智能压滤;选煤厂通过设备智能监控‑巡检‑预警平台实现选煤厂设备的监控、巡检和预警。本发明能降低生产运营成本,增加经济效益,提高工作效率。
权利要求
1.一种数字化煤炭分选系统,其特征是,包括准备车间的超粒度识别系统、生产环节的煤泥水全自动加药系统、生产环节的重介质分选过程参数智能化控制系统、生产环节的浓缩机-压滤机数字化联动系统以及设备智能监控-巡检-预警平台;所述超粒度识别系统,超粒度识别装置安装在准备车间的原煤皮带上,利用图像识别进行选煤厂的异常情况检测;所述煤泥水全自动加药系统,包括安装于浓缩池煤泥水入料管处的煤泥水流量、浓度检测仪以及安装在浓缩池内部的溢流水层厚度、浊度检测仪,通过检测煤泥水流量、浓度、溢流水层厚度和浊度,进行加药量的准确分析;所述重介质分选过程参数智能化控制系统,包括安装于合介桶出料管上的密度计、补水量控制器以及加介量控制器,通过对密度的检测以及补水和加介的控制,实现重介质分选装置密度的智能控制;所述浓缩机-压滤机数字化联动系统,包括浓缩机扭矩检测器、压滤时间检测器以及浓缩机向压滤机给料的控制器,根据浓缩机扭矩、压滤时间的检测,通过对浓缩机向压滤机给料的控制器,实现压滤系统智能给料、高效压滤;所述设备智能监控-巡检-预警平台,在重介质分选装置、振动筛和离心机上均安装温度、振动和料位传感器,实现设备状态在线监测和数据采集,通过对自动采集的设备运行状态数据与设备健康状态标准对比分析,按故障等级自动推送报警信息至手持终端,实时反映生产状况及设备运行状态。
2.根据权利要求1所述的数字化煤炭分选系统,其特征是,原煤通过超粒度识别系统排除大块堵塞问题,然后进入重介质分选过程参数智能化控制系统,通过智能控制实现原煤的精准稳定分选,分选过程产生的煤泥水通过自动精确加药,保证循环水质量,用于煤泥水沉降的浓缩池中的煤泥通过浓缩机-压滤机数字化联动系统实现智能压滤;选煤厂通过设备智能监控-巡检-预警平台实现选煤厂设备的监控、巡检和预警。
说明书
技术领域
本发明属于煤炭洗选技术领域,具体涉及一种数字化煤炭分选系统。
背景技术
煤炭行业的快速发展为国家的经济发展做出了巨大贡献,同时煤炭行业的安全管理压力也与日俱增。为了提高安全管理水平,降低安全风险,实现更多企业安全生产“零死亡”目标,国家安全总局印发文件,鼓励煤矿及其它高危险行业大力发展科技创新,重点推行“机械化换人、自动化减人”科技强安行动。国家能源局决定,优化煤炭区域布局,调整煤炭产业结果、加强煤炭规划管理,同时提出清洁能源高效利用目标。根据相关要求,煤炭企业不仅要考虑生产能力的控制,也要加强质量管理,对原煤进行分质、分级、分梯度加工。提高选煤工作效率和创新水平。为了确保清洁动力原煤的生产,满足用户的不同需求,对原煤实现分质、分级、分梯度加工与销售,选煤厂建设越来越得到重视,国内选煤厂从原来的满足基本粒度分级到灰分、水分控制,再到现在的末煤深加工不断地提出新发展要求。
我国的选煤厂主要选煤设备是重介质选煤设备,大多数选煤厂的重介质选煤设备,还是手动的人工操作,人工操作的方法效果不好,劳动强度也大,给选煤厂生产带来了很不利的因素。随着人员年龄结构老化,人员短缺,生产区域点多面广,在生产管理方面,仅能通过生产集控平台查看当前的在线数据功能,不具有生产过程数据的实时收集存储与历史浏览功能,仍需要大量的人工来完成后续的生产指标确定、生产操作、生产效果分析和预测工作;在视频监控方面,仍需要人工监视视频图像,无法及时地对发生的异常事件和突发事件做出适当有效的反应;并且各分厂距离较远且信息化管控系统自成一体,仅靠电话和电视会议进行信息传递与沟通,造成一定程度上的信息反馈、传达滞后现象。
发明内容
本发明的目的在于克服选煤厂生产及经营系统的数字化低的问题,而提供一种数字化煤炭分选系统,使生产经营能够实现信息化、集成化、数字化、自动化、智能化。
本发明解决上述问题所采用的技术方案是:一种数字化煤炭分选系统,其特征是,包括准备车间的超粒度识别系统、生产环节的煤泥水全自动加药系统、生产环节的重介质分选过程参数智能化控制系统、生产环节的浓缩机-压滤机数字化联动系统以及设备智能监控-巡检-预警平台;
所述超粒度识别系统,超粒度识别装置安装在准备车间的原煤皮带上,利用图像识别进行选煤厂的异常情况检测;
所述煤泥水全自动加药系统,包括安装于浓缩池煤泥水入料管处的煤泥水流量、浓度检测仪以及安装在浓缩池内部的溢流水层厚度、浊度检测仪,通过检测煤泥水流量、浓度、溢流水层厚度和浊度,进行加药量的准确分析;
所述重介质分选过程参数智能化控制系统,包括安装于合介桶出料管上的密度计、补水量控制器以及加介量控制器,通过对密度的检测以及补水和加介的控制,实现重介质分选装置密度的智能控制;
所述浓缩机-压滤机数字化联动系统,包括浓缩机扭矩检测器、压滤时间检测器以及浓缩机向压滤机给料的控制器,根据浓缩机扭矩、压滤时间的检测,通过对浓缩机向压滤机给料的控制器,实现压滤系统智能给料、高效压滤;
所述设备智能监控-巡检-预警平台,在重介质分选装置、振动筛和离心机上安装温度、振动和料位传感器,实现设备状态在线监测和数据采集,通过对自动采集的设备运行状态数据与设备健康状态标准对比分析,按故障等级自动推送报警信息至手持终端,实时反映生产状况及设备运行状态。
原煤通过超粒度识别系统排除大块堵塞问题,然后进入重介质分选过程参数智能化控制系统,通过智能控制实现原煤的精准稳定分选,分选过程产生的煤泥水通过自动精确加药,保证循环水质量,用于煤泥水沉降的浓缩池中的煤泥通过浓缩机-压滤机数字化联动系统实现智能压滤;选煤厂通过设备智能监控-巡检-预警平台实现选煤厂设备的监控、巡检和预警。
本发明与现有技术相比,具有以下优点和效果:
(1)超粒度识别系统,可以代替人眼实现自动识别,诸如车底杂物、危险区域、胶带机撕裂/跑偏、大块煤、刮板链断等应用。
(2)煤泥水全自动加药系统,实现煤泥水药剂的自动、精准、快速添加,减少劳动强度,节省药剂费用。
(3)重介质分选过程参数智能化控制系统,实现重介质分选装置密度的智能控制,有利于稳定分选密度,减少煤中带矸量和矸中带煤量,增加选煤厂经济效益。
(4)浓缩机-压滤机数字化联动系统,实现压滤系统智能给料、高效压滤,有效提高压滤效果,提高压滤处理量。
(5)设备智能监控-巡检-预警平台,提高生产效率,指导设备维保。
本发明所述的系统在选煤厂应用后,可以数字化分析精细指导生产,提高分选效率和精煤产率,稳定产品质量,高效监控选煤设备性能,延长设备使用寿命,减少事故发生率以及停产维修时间;能降低生产运营成本,增加经济效益,大幅减轻工人劳动强度,改善作业环境,减少员工数量,提高工作效率。
附图说明
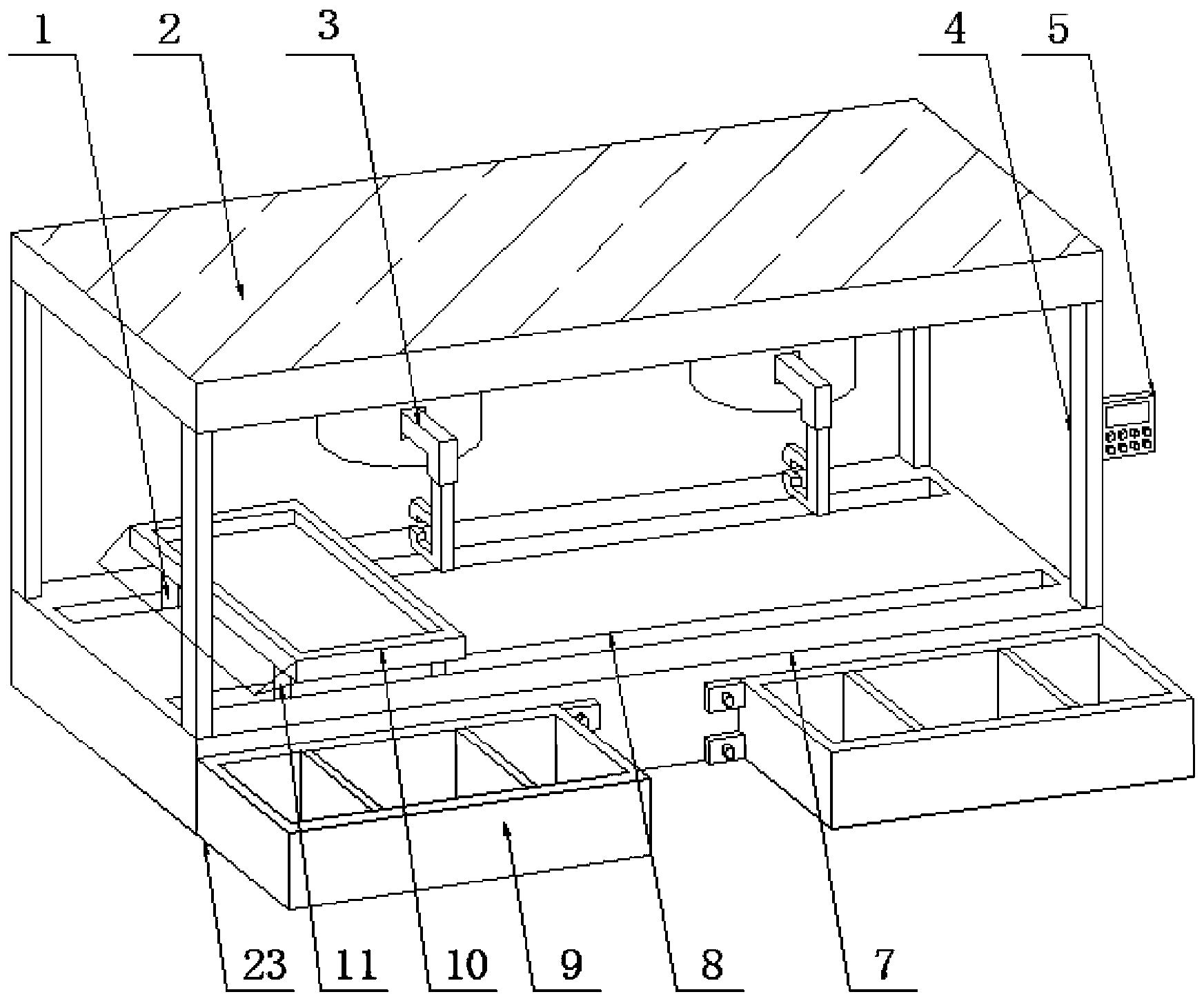
图1是本发明实施例1的结构示意图。
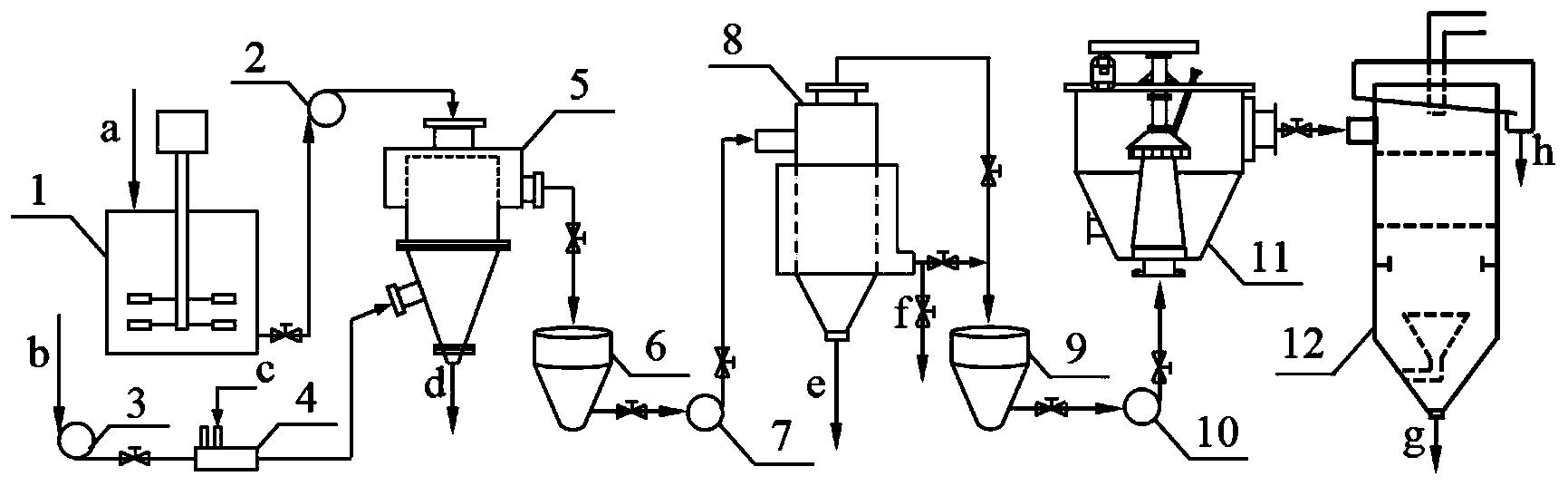
图2是本发明实施例2的结构示意图。
具体实施方式
下面结合附图并通过实施例对本发明作进一步的详细说明,以下实施例是对本发明的解释而本发明并不局限于以下实施例。
实施例1:
参见图1,本实施例中的数字化煤炭分选系统,包括准备车间的超粒度识别系统、生产环节的煤泥水全自动加药系统、生产环节的重介质分选过程参数智能化控制系统、生产环节的浓缩机-压滤机数字化联动系统以及设备智能监控-巡检-预警平台。
超粒度识别系统,超粒度识别装置安装在准备车间的原煤皮带上,利用图像识别进行选煤厂的异常情况检测;可以代替人眼实现自动识别,诸如车底杂物、危险区域、胶带机撕裂/跑偏、大块煤、刮板链断等应用。
煤泥水全自动加药系统,包括安装于浓缩池煤泥水入料管处的煤泥水流量、浓度检测仪以及安装在浓缩池内部的溢流水层厚度、浊度检测仪,通过检测煤泥水流量、浓度、溢流水层厚度和浊度,进行加药量的准确分析;并通过控制器进行加药控制,同时通过煤泥水-药剂静态混合器使煤泥水和药剂充分混合,实现煤泥水药剂的自动、精准、快速添加,减少劳动强度,节省药剂费用。
重介质分选过程参数智能化控制系统,包括安装于合介桶出料管上的密度计、补水量控制器以及加介量控制器,通过对密度的检测以及补水和加介的控制,实现重介质分选装置密度的智能控制;有利于稳定分选密度,减少煤中带矸量和矸中带煤量,增加选煤厂经济效益。
浓缩机-压滤机数字化联动系统,包括浓缩机扭矩检测器、压滤时间检测器以及浓缩机向压滤机给料的控制器,根据浓缩机扭矩、压滤时间的检测,通过对浓缩机向压滤机给料的控制器,实现压滤系统智能给料、高效压滤,有效提高压滤效果,提高压滤处理量。
设备智能监控-巡检-预警平台,在重介质分选装置、振动筛和离心机上安装温度、振动和料位传感器,实现设备状态在线监测和数据采集,通过对自动采集的设备运行状态数据与设备健康状态标准对比分析,按故障等级自动推送报警信息至手持终端,实时反映生产状况及设备运行状态,提高生产效率,指导设备维保。
工作方法:原煤通过超粒度识别系统排除大块堵塞问题,然后进入重介质分选过程参数智能化控制系统,通过智能控制实现原煤的精准稳定分选,分选过程产生的煤泥水通过自动精确加药,保证循环水质量,用于煤泥水沉降的浓缩池中的煤泥通过浓缩机-压滤机数字化联动系统实现智能压滤;选煤厂通过设备智能监控-巡检-预警平台实现选煤厂设备的监控、巡检和预警。
实施例2:
参见图2,本实施例中的数字化煤炭分选系统,包括准备车间的超粒度识别系统、生产环节的煤泥水全自动加药系统、生产环节的重介质分选过程参数智能化控制系统以及生产环节的浓缩机-压滤机数字化联动系统;
超粒度识别系统,超粒度识别装置安装在准备车间的原煤皮带上,利用图像识别进行选煤厂的异常情况检测;可以代替人眼实现自动识别,诸如车底杂物、危险区域、胶带机撕裂/跑偏、大块煤、刮板链断等应用。
煤泥水全自动加药系统,包括安装于浓缩池煤泥水入料管处的煤泥水流量、浓度检测仪以及安装在浓缩池内部的溢流水层厚度、浊度检测仪,通过检测煤泥水流量、浓度、溢流水层厚度和浊度,进行加药量的准确分析;并通过控制器进行加药控制,同时通过煤泥水-药剂静态混合器使煤泥水和药剂充分混合,实现煤泥水药剂的自动、精准、快速添加,减少劳动强度,节省药剂费用。
重介质分选过程参数智能化控制系统,包括安装于合介桶出料管上的密度计、补水量控制器以及加介量控制器,通过对密度的检测以及补水和加介的控制,实现重介质分选装置密度的智能控制;有利于稳定分选密度,减少煤中带矸量和矸中带煤量,增加选煤厂经济效益。
浓缩机-压滤机数字化联动系统,包括浓缩机扭矩检测器、压滤时间检测器以及浓缩机向压滤机给料的控制器,根据浓缩机扭矩、压滤时间的检测,通过对浓缩机向压滤机给料的控制器,实现压滤系统智能给料、高效压滤,有效提高压滤效果,提高压滤处理量。
工作方法:原煤通过超粒度识别系统排除大块堵塞问题,然后进入重介质分选过程参数智能化控制系统,通过智能控制实现原煤的精准稳定分选,分选过程产生的煤泥水通过自动精确加药,保证循环水质量,用于煤泥水沉降的浓缩池中的煤泥通过浓缩机-压滤机数字化联动系统实现智能压滤。
虽然本发明以实施例公开如上,但其并非用以限定本发明的保护范围,任何熟悉该项技术的技术人员,在不脱离本发明的构思和范围内所作的更改,均应属于本发明的保护范围。
一种数字化煤炭分选系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0