

IPC分类号 : B06B3/00I,B06B1/02I,B23Q11/10I,B24B41/04I,B24B45/00I,B24B1/04I,B24B55/02I





专利摘要
本实用新型公开了一种具有内冷却功能的多维振动复合的超声加工系统,从变幅杆后端换能器预紧螺栓至变幅杆前端,开设有贯穿通孔,在刀柄后端设置有中空T型内孔,在贯穿通孔和T型内孔中安置冷却管,冷却管依次穿过刀柄、变幅杆后端螺栓、晶片堆、变幅杆、变幅杆前端;采用单根冷却管贯通整个系统,并对内冷却管道进行严格的密封设计,对刀柄与冷却管连接处、冷却管与前端出口连接处均加设弹性密封垫圈,对安装砂轮或刀具位置的密封,采用专用螺帽内加设密封圈的方法密封,有效防止冷却液或气体渗透进入换能器腔体。本实用新型采用单根冷却管贯通整个系统,并对内冷却管道进行严格的密封设计,冷却部分密封效果好,降低加工过程中的温度。
权利要求
1.一种具有内冷却功能的多维振动复合的超声加工系统,包括超声波发生器、无线电能传输装置、超声变幅杆、超声刀柄和刀具,其特征是:所述超声变幅杆为中空一体式变幅杆,所述变幅杆后端换能器预紧螺栓至变幅杆前端,开设有贯穿通孔,所述超声刀柄为具有冷却功能的超声刀柄,所述超声刀柄的后端设置有中空T型内孔,所述贯穿通孔和T型内孔中安置冷却管,所述冷却管依次穿过刀柄、变幅杆后端螺栓、晶片堆、变幅杆、变幅杆前端;所述超声刀柄与冷却管连接处、冷却管与前端出口连接处均加设弹性密封垫圈,所述冷却管与安装砂轮或刀具位置处设置密封。
2.根据权利要求1所述的具有内冷却功能的多维振动复合的超声加工系统,其特征是:所述中空一体式超声变幅杆的前端装刀部分,根据所装夹刀具的不同,分别有两种实施方式:
(A)在装夹P型/蝶形/杯型磨削砂轮盘时,在变幅杆大端的圆柱过渡面上设置法兰盘,并且在变幅杆小端处设置螺柱,螺柱大小尺寸由砂轮盘孔径所定;通过刀柄的压盖螺母压紧变幅杆大端的法兰盘将其固定在刀柄上,通过螺帽将砂轮盘固定连接在变幅杆小端带定位的螺柱上;从变幅杆后端换能器预紧螺栓至变幅杆小端螺柱,开设有贯穿通孔,用于安置冷却管,冷却管依次穿过换能器后端螺栓、晶片堆、变幅杆、变幅杆前端螺柱;安装砂轮盘时,固定砂轮盘的螺母内放置有密封圈,当与变幅杆前端螺柱旋紧后,冷却管出口与变幅杆前端螺柱间形成的间隙,就由螺帽内的密封圈密封;
(B)在装夹铣刀、钻头、铰刀、小内孔磨头或螺纹工具时,在变幅杆大端的圆柱过渡面上设置法兰盘,在变幅杆小端处设置锥孔,锥孔的大小由所需刀具尺寸所定,通过止水弹簧夹头及螺帽将铣刀或钻头等刀具进行固定,从变幅杆后端换能器预紧螺栓至变幅杆小端锥孔,开设有贯穿通孔,用于安置冷却管,其中在锥孔通孔出口处设置T型阶梯内孔,冷却管依次穿过换能器后端螺栓、晶片堆直至T型阶梯内孔处,在冷却管与T型阶梯处之间放置有密封垫圈,冷却管固定后将会与密封圈紧密贴合,放置冷却液进入变幅杆内孔与冷却管间缝隙内;安装刀具时,通过止水夹头和夹帽密封。
3.根据权利要求1所述的具有内冷却功能的多维振动复合的超声加工系统,其特征是:所述的中空一体式超声变幅杆可以是直杆型、阶梯型、圆锥形、指数型、悬链线型或贝茨曲线型变幅杆,或是其六种组合而成的复合型变幅杆;所述变幅杆可以是单独的纵向振动,或者在其上通过开设螺旋槽或螺旋孔或斜槽的方式,使变幅杆产生的纵向振动经所述螺旋槽或螺旋孔或斜槽后,转换为频率相同且有一定相位差的纵-扭、纵-径、纵-扭-径多维复合振动,该复合振动在通过变幅杆小端安装的刀具后,实现刀具的纵-扭、纵-径和纵-扭-径复合振动的输出。
4.根据权利要求1所述的具有内冷却功能的多维振动复合的超声加工系统,其特征是:所述变幅杆前端形式,是螺柱形式以安装砂轮,或是安装弹簧夹头的锥孔形式,在弹簧夹头内安装不同直径的中空钻头、中空铣刀、铰刀、镗刀或中空内圆砂轮;变幅杆前端形式还可以是内螺纹形式,安装带螺纹的中空刀具;这些中空刀具,均可通过上述变幅杆外圆上增加或不增加螺旋槽、螺旋孔以及斜槽,实现内冷刀具的纵向、纵-扭、纵-弯、纵-扭-弯多维复合振动输出,如果是盘状工具,实现纵向、纵-扭、纵-径、纵-扭-径多维复合振动输出;通过调整刀柄型号,就可适用于ISO、HSK、SK、BT型号的机床主轴,完成高精度零件的内冷却加工。
5.根据权利要求1所述的具有内冷却功能的多维振动复合的超声加工系统,其特征是:所述的具有内冷却功能的超声刀柄,在刀柄后端设置有中空T型内孔,用于通过冷却管,冷却管依次通过刀柄、变幅杆后端螺栓、变幅杆、刀具处;冷却管的后端设置有大于刀柄通孔孔径的定位法兰,刀柄后端通孔处的孔壁开设有螺纹;在安装冷却管时,通过冷却管锁紧螺母与刀柄通孔小径内的螺纹连接,可将冷却管的定位法兰固定于刀柄后端通孔处;为防止液体通过冷却管与刀柄通孔间缝隙进入刀柄内部,在所述冷却管的定位法兰下端面与刀柄后端阶梯通孔端面间放置密封垫圈,并在冷却管的定位法兰上端面与预紧螺栓间接触面间放置密封垫圈。
6.根据权利要求1所述的具有内冷却功能的多维振动复合的超声加工系统,其特征是:所述的具有内冷却功能的超声刀柄,刀柄前端设置有内螺纹,在刀柄内孔的止口上,开设有一销孔;在变幅杆安装压电晶体片一侧的法兰靠外缘处开设有一环形槽;在变幅杆法兰的另一侧,相邻变幅杆大端直径处的法兰底部上,开设有另一个圆环槽;在变幅杆法兰相应刀体止推面直径的位置上,设置有一个固定销钉。
7.根据权利要求1所述的具有内冷却功能的多维振动复合的超声加工系统,其特征是:所述的中空一体式超声变幅杆,在变幅杆大端处开设内螺纹孔,利用高强度六方螺栓将反射端、压电陶瓷片、铜电极及变幅杆进行螺纹连接。
8.根据权利要求1所述的一种具有内冷却功能的多维振动复合的超声加工系统,其特征是:所述的无线电能传输装置,分别有无线电能传输盘上盘与无线电能传输盘下盘组成,其中无线电能传输盘下盘固定于超声刀柄外侧,通过导线与换能器连接;无线电能传输盘上盘,通过螺栓与主轴底部外壳连接,通过航空插头与超声波发生器连接。
说明书
技术领域:
本实用新型涉及一种超声振动加工设备,特别是涉及一种具有内冷却功能的多维振动复合的超声加工系统。
背景技术:
随着现代产品中硬脆材料所占比例越来越大,对机械零件加工质量的要求越来越高,超声加工技术得到了广泛的应用。
传统的超声加工较多采用单一振动,随着超声振动理论与实践的不断改进和完善,两种振动经过转换形成的复合振动形式,由于其优点显著,近年来获得了迅速发展。但是在针对类似手机摄像头处火山口结构的零件加工时,不仅对表面质量有严格要求,且对加工效率和表面纹理均匀性和加工中的冷却等提出更高的要求,特别是在可持续性加工和空间结构也有严格的要求的情况下,传统的一维振动或常规加工方法,已经无法满足加工要求。因此设计超声多维复合振动同时具有可冷功能的超声加工工具系统,是当前3C 产品急需的,本实用新型给出了可解决上述问题的一种具有内冷却功能的多维振动复合的超声加工系统。
实用新型内容:
本实用新型所要解决的技术问题是:克服现有技术的不足,提供一种设计合理、减小占用空间、具有多维振动、冷却效果好且能在旋转加工中使用的具有内冷却功能的多维振动复合的超声加工系统。
本实用新型的技术方案是:
一种具有内冷却功能的多维振动复合的超声加工系统,包括超声波发生器、无线电能传输装置、超声变幅杆、超声刀柄和刀具,所述超声变幅杆为中空一体式变幅杆,所述变幅杆后端换能器预紧螺栓至变幅杆前端,开设有贯穿通孔,所述超声刀柄为具有冷却功能的超声刀柄,所述超声刀柄的后端设置有中空T型内孔,所述贯穿通孔和T型内孔中安置冷却管,所述冷却管依次穿过刀柄、变幅杆后端螺栓、晶片堆、变幅杆、变幅杆前端;所述超声刀柄与冷却管连接处、冷却管与前端出口连接处均加设弹性密封垫圈,所述冷却管与安装砂轮或刀具位置处设置密封,防止冷却液或气体渗透进入换能器腔体。
所述中空一体式超声变幅杆的前端装刀部分,根据所装夹刀具的不同,分别有两种实施方式:
(A)在装夹P型/蝶形/杯型磨削砂轮盘时,在变幅杆大端的圆柱过渡面上设置法兰盘,并且在变幅杆小端处设置螺柱,螺柱大小尺寸由砂轮盘孔径所定;通过刀柄的压盖螺母压紧变幅杆大端的法兰盘将其固定在刀柄上,通过螺帽将砂轮盘固定连接在变幅杆小端带定位的螺柱上;从变幅杆后端换能器预紧螺栓至变幅杆小端螺柱,开设有贯穿通孔,用于安置冷却管,冷却管依次穿过换能器后端螺栓、晶片堆、变幅杆、变幅杆前端螺柱;安装砂轮盘时,固定砂轮盘的螺母内放置有密封圈,当与变幅杆前端螺柱旋紧后,冷却管出口与变幅杆前端螺柱间形成的间隙,就由螺帽内的密封圈密封,有效的防止了液体通过贯穿通孔回流至变幅杆与刀柄内部空间;
(B)在装夹铣刀、钻头、铰刀、小内孔磨头或螺纹工具时,在变幅杆大端的圆柱过渡面上设置法兰盘,在变幅杆小端处设置标准锥孔,锥孔的大小由所需刀具尺寸所定,通过标准止水弹簧夹头及螺帽将铣刀或钻头等刀具进行固定,从变幅杆后端换能器预紧螺栓至变幅杆小端锥孔,开设有贯穿通孔,用于安置冷却管,其中在锥孔通孔出口处设置T型阶梯内孔,冷却管依次穿过换能器后端螺栓、晶片堆直至T型阶梯内孔处,在冷却管与T型阶梯处之间放置有密封垫圈,冷却管固定后将会与密封圈紧密贴合,放置冷却液进入变幅杆内孔与冷却管间缝隙内;安装刀具时,通过标准止水夹头和夹帽密封,即可有效解决系统的整体密封性,防止液体从其他位置泄漏。
所述的中空一体式超声变幅杆可以是直杆型、阶梯型、圆锥形、指数型、悬链线型或贝茨曲线型变幅杆,或是其六种组合而成的复合型变幅杆;所述变幅杆可以是单独的纵向振动,或者在其上通过开设螺旋槽或螺旋孔或斜槽的方式,使变幅杆产生的纵向振动经所述螺旋槽或螺旋孔或斜槽后,转换为频率相同且有一定相位差的纵-扭、纵-径、纵-扭-径多维复合振动,该复合振动在通过变幅杆小端安装的刀具后,实现刀具的纵-扭、纵-径和纵-扭-径复合振动的输出。
所述变幅杆前端形式,是螺柱形式以安装砂轮,或是安装标准弹簧夹头的锥孔形式,在弹簧夹头内安装不同直径的中空钻头、中空铣刀、铰刀、镗刀或中空内圆砂轮;变幅杆前端形式还可以是内螺纹形式,安装带螺纹的上述中空刀具;这些中空刀具,均可通过上述变幅杆外圆上增加或不增加螺旋槽、螺旋孔以及斜槽,实现内冷刀具的纵向、纵-扭、纵-弯、纵-扭-弯多维复合振动输出,如果是盘状工具,实现纵向、纵-扭、纵-径、纵-扭-径多维复合振动输出;通过调整刀柄型号,就可适用于ISO、HSK、SK、BT型号的机床主轴,完成高精度零件的内冷却加工。
所述的具有内冷却功能的超声刀柄,在刀柄后端设置有中空T型内孔,用于通过冷却管,冷却管依次通过刀柄、变幅杆后端螺栓、变幅杆、刀具处;冷却管的后端设置有大于刀柄通孔孔径的定位法兰,刀柄后端通孔处的孔壁开设有螺纹;在安装冷却管时,通过冷却管锁紧螺母与刀柄通孔小径内的螺纹连接,可将冷却管的定位法兰固定于刀柄后端通孔处;为防止液体通过冷却管与刀柄通孔间缝隙进入刀柄内部,在所述冷却管的定位法兰下端面与刀柄后端阶梯通孔端面间放置密封垫圈,并在冷却管的定位法兰上端面与预紧螺栓间接触面间放置密封垫圈。
所述的具有内冷却功能的超声刀柄,刀柄前端设置有内螺纹,在刀柄内孔的止口上,开设有一销孔;在变幅杆安装压电晶体片一侧的法兰靠外缘处开设有一环形槽;在变幅杆法兰的另一侧,相邻变幅杆大端直径处的法兰底部上,开设有另一个圆环槽;在变幅杆法兰相应刀体止推面直径的位置上,设置有一个固定销钉;在变幅杆安装时,首先将一O型密封圈安装在变幅杆的外缘槽中,将法兰直径相同的非金属材料垫片装入变幅杆外侧,然后将变幅杆法兰盘装入刀柄孔内,并将变幅杆法兰的销钉与刀体上的销孔配合,使法兰与刀柄孔内的轴向定位面紧密贴合,然后旋入压紧螺母螺纹将垫片压紧在法兰上,使变幅杆固定;变幅杆法兰上的密封圈起到减振和密封作用,法兰上的两个环形槽,同时起到减小振动向法兰传递的作用。
所述的中空一体式超声变幅杆,在变幅杆大端处开设内螺纹孔,利用高强度六方螺栓将反射端、压电陶瓷片、铜电极及变幅杆进行螺纹连接;在安装前需将各接触面、圆周面进行研抛,达到相应粗糙度及跳动要求;使相邻压电陶瓷片纵向极化方向相反,并将压电陶瓷片、电极、反射罩两端面和变幅杆法兰上的圆台面进行净化处理后,采用螺柱按预定扭矩压紧形成一体式换能变幅器,最后将压制好的一体式换能变幅器进行老化处理。
所述的无线电能传输装置,分别有无线电能传输盘上盘与无线电能传输盘下盘组成,其中无线电能传输盘下盘固定于超声刀柄外侧,通过导线与换能器连接;无线电能传输盘上盘,通过螺栓与主轴底部外壳连接,通过航空插头与超声波发生器连接。
本实用新型的有益效果是:
1、本实用新型变幅杆可以是直杆型、阶梯型、圆锥形、指数型、悬链线型或贝茨曲线型变幅杆,或是其六种组合而成的复合型变幅杆,具有较好的通用性,可适用于多种工作空间要求,具有较高的推广价值。
2、本实用新型变幅杆可以是单独的纵向振动,也可以在其上通过开设螺旋槽或螺旋孔或斜槽的方式,使变幅杆产生的纵向振动经所述螺旋槽(或螺旋孔或斜槽)后,转换为频率相同且有一定相位差的纵-扭、纵-径、纵-扭-径多维复合振动,该复合振动在通过变幅杆小端安装的刀具后,可实现刀具的纵-扭、纵-径和纵-扭-径复合振动的输出。
3、本实用新型冷却部分密封效果好,系统采用单根冷却管贯通整个系统,并对内冷却管道进行严格的密封设计,对刀柄与冷却管连接处、冷却管与前端出口连接处均加设弹性密封垫圈,对安装砂轮或刀具位置的密封,采用专用螺帽内加设密封圈的方法密封,可有效防止冷却液或气体渗透进入换能器腔体。
4、本实用新型为保证纵-扭-径复合振动的超声加工系统的各接触面紧密贴合,有利于波的传递,所有接触面及圆周面需进行精磨,保证一定的粗糙度及跳动要求。
5、本实用新型为保证旋转加工时超声刀柄的电能传输,进行安装无线电能传输装置,无线电能传输盘上盘安装于电主轴底部外壳内,无线电能传输下盘固定于所述配套超声刀柄外部,相对于传统超声装置,不仅有效节省了装置空间,并且在进行旋转加工时可防止冷却液由上盘渗透入电能传输系统造成短路。
6、本实用新型为保证所述装置的通用性,本实用新型适用于P型,杯型、蝶形和碗型砂轮;通过调整不同的变幅杆结构,在变幅杆前端,如果将安装砂轮的螺柱以锥孔替换,安装弹簧夹头,就可以适应具有内孔的钻头、铣刀等多种刀具的内冷却功能;通过调整刀柄型号,就可适用于ISO、HSK、SK、BT型号的机床主轴,这类内冷却超声刀具,易于推广实施,不仅为难加工材料可了提供一种新的振动加工方式,且可极大提高零件的加工质量和加工效率,具有良好的经济效益。
附图说明:
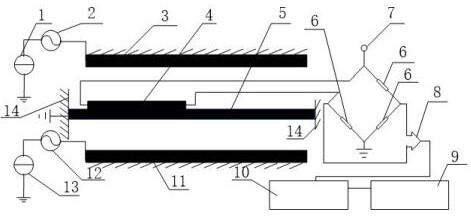
图1为本实用新型的系统结构爆炸分解图;
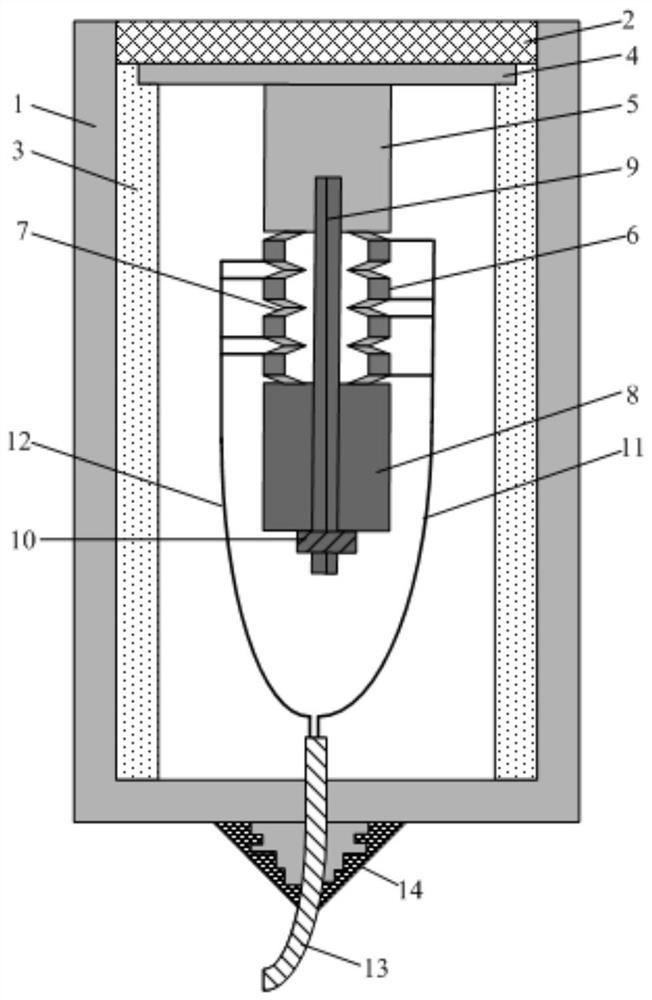
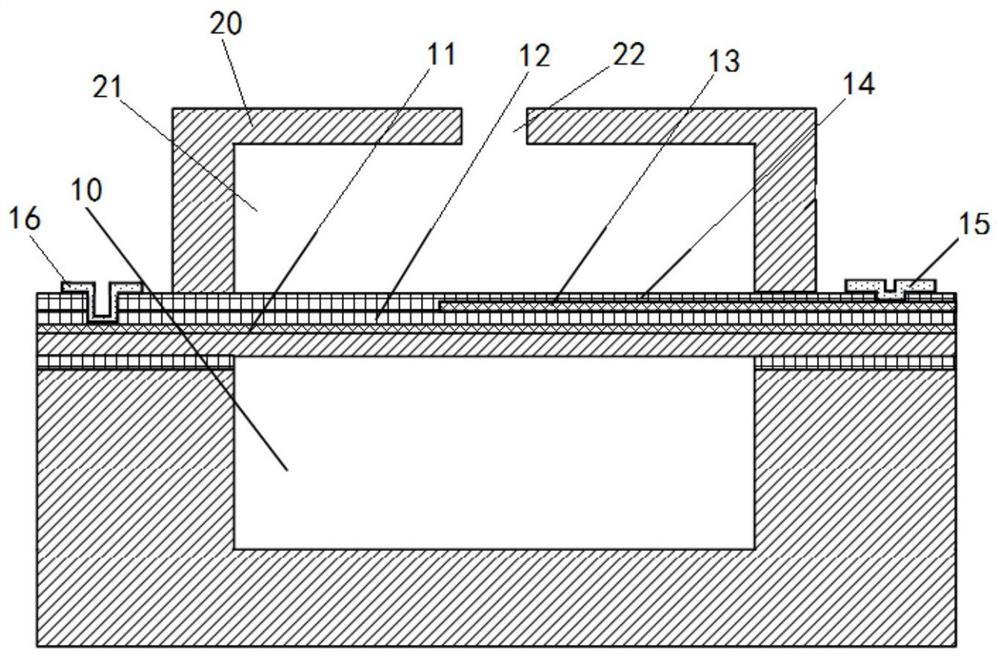
图2为本实用新型的系统局部剖视结构图;
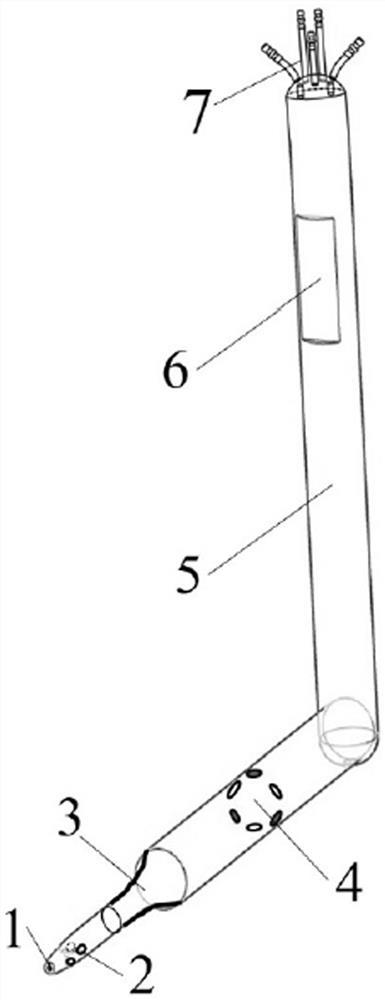
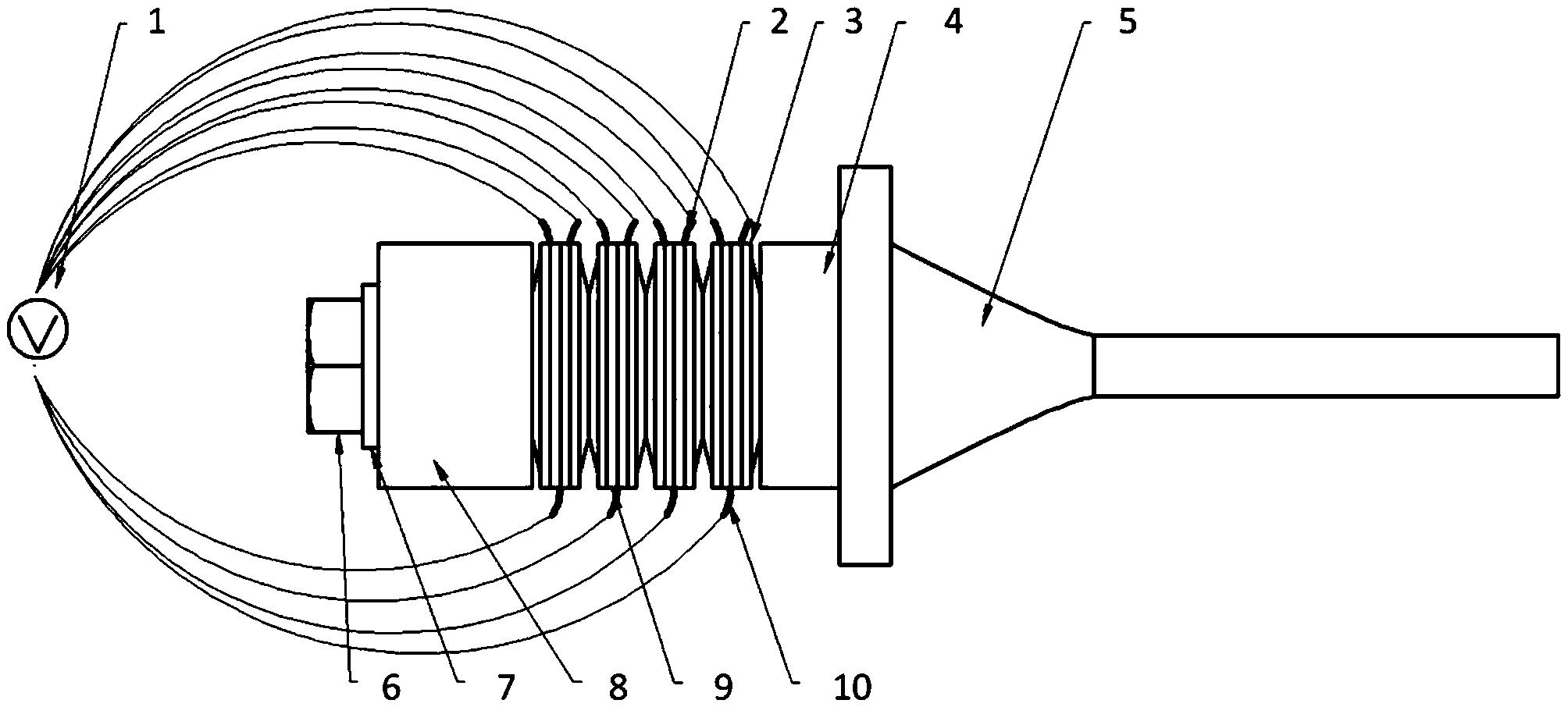
图3为前端带锥孔的中空变幅杆示意图;
图4为装夹砂轮盘的中空变幅杆示意图;
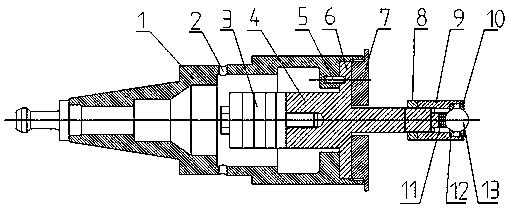
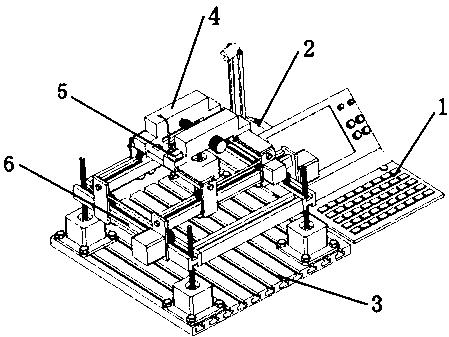
图5为系统完整装配图;
图6为系统结构图局部放大图A;
图7为系统结构图局部放大图B;
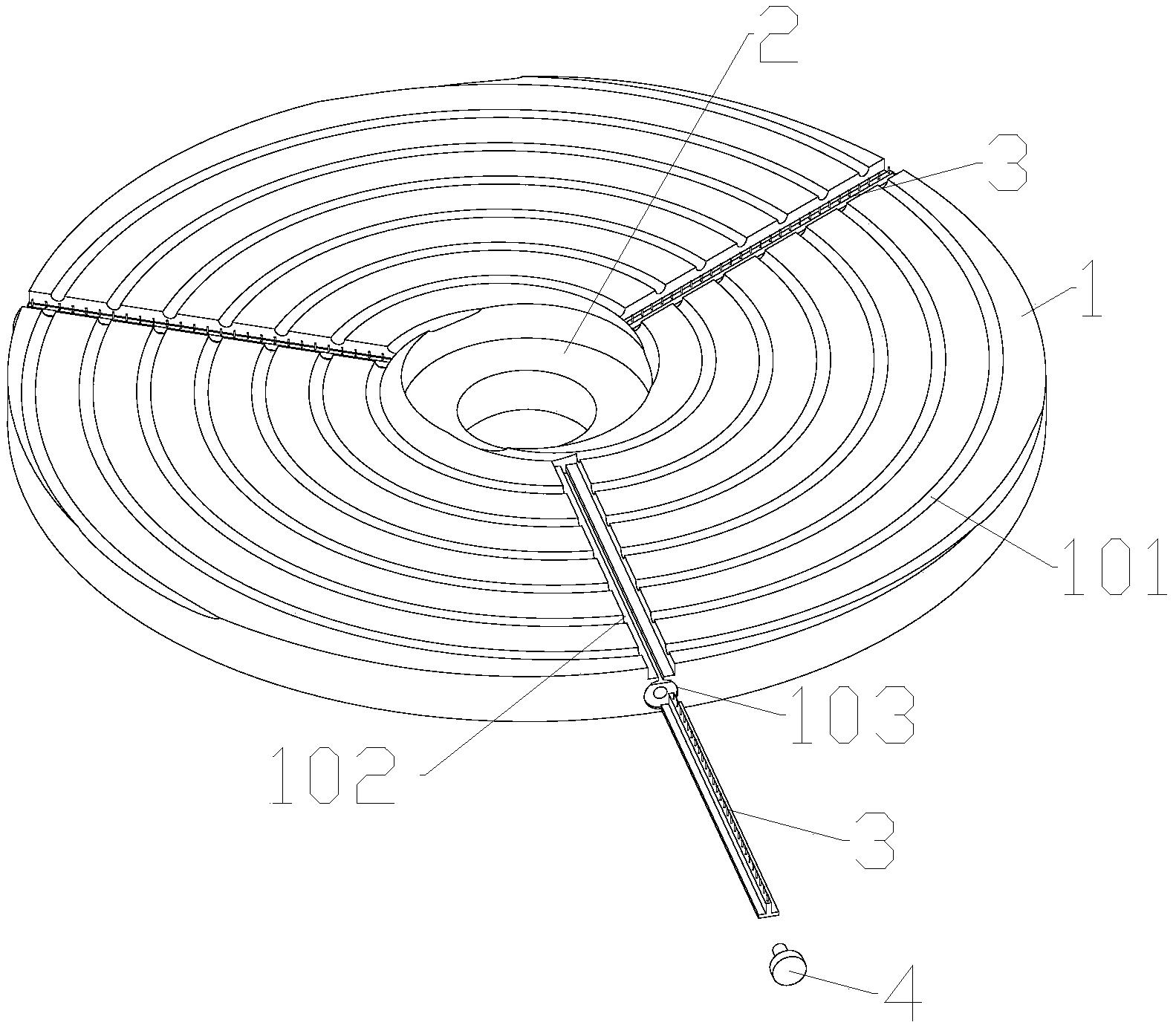
图8为杯型镂空砂轮盘结构示意图;
图9为碟型镂空砂轮盘结构示意图;
图10为杯型砂轮盘结构示意图;
图 11为碟型砂轮盘结构示意图。
具体实施方式:
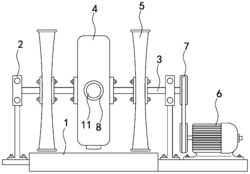
实施例:参见图1和图11,图中,1-超声波发生器,2-无线传输盘上盘外壳,3-航空插头,4-无线传输盘上盘,5-无线传输盘下盘,6-砂轮盘,7-法兰盘压盖螺母,8-超声波刀柄外壳,9-固定无线传输盘上盘高强螺栓,10-固定砂轮盘专用螺帽,11-冷却管定位法兰,12-螺帽内密封垫圈,13-变幅杆前端螺柱,14-冷却管锁紧螺母,15-冷却管定位法兰下密封垫圈,16-冷却管,17-冷却管定位法兰上密封垫圈,18-变幅杆法兰盘,19-高强度中空螺栓,20-电极片,21-陶瓷片,22-螺旋槽或斜槽,23-变幅杆24-反射端;25—法兰端面密封圈;26-压紧法兰防转销子;27-非金属材料垫片,28-止水夹帽,29-止水夹头,30-变幅杆锥孔,31-密封垫圈,32-中空刀具。
具有内冷却功能的多维振动复合的超声加工系统,其技术方案是:系统分别由超声波发生器、中空一体式超声变幅杆、具有内冷却功能的超声刀柄、无线电能传输装置及刀具组成。
中空一体式超声变幅杆中的变幅杆23可以是直杆型、阶梯型、圆锥形、指数型、悬链线型或贝茨曲线型变幅杆,或是其六种组合而成的复合型变幅杆;变幅杆23的结构尺寸满足“四分之一波长”设计要求,当工具要求的长度较长时,也可以满足半波长或半波长的整数倍来设计;变幅杆23可以在其上开设螺旋槽或螺旋孔或斜槽22,使变幅杆23产生的纵向振动经螺旋槽或斜槽22后,转换为频率相同且有一定相位差的纵-扭、纵-径、纵-扭-径多维复合振动,该复合振动在通过变幅杆小端螺柱13安装的砂轮盘6后,可实现刀具6的纵-扭、纵-径和纵-扭-径复合振动的输出。
根据装夹刀具的不同,前端装刀部分分别有两种实施方式:(A)在装夹P型/蝶形/杯型等磨削砂轮盘时,在变幅杆大端的圆柱过渡面上设置法兰盘18,并且在变幅杆小端处设置螺柱13,螺柱13大小尺寸由砂轮盘6孔径所定;通过刀柄8的压盖螺母7压紧变幅杆大端的法兰盘18将其固定在刀柄上,通过螺帽10将砂轮盘6固定连接在变幅杆小端带定位的螺柱13上。(B)在装夹铣刀、钻头、铰刀、小内孔磨头或螺纹工具等中空刀具32时,可在变幅杆大端的圆柱过渡面上设置法兰盘18,可在变幅杆小端处设置标准锥孔30,锥,30的大小由所需刀具32尺寸所定,通过标准止水弹簧夹头29及止水夹帽28将铣刀或钻头等刀具32进行固定。
根据装夹刀具不同,变幅杆中空部分分别有两种实施方式:(A)在装夹P型/蝶形/杯型等磨削砂轮盘时,从变幅杆后端高强度螺栓19至变幅杆小端螺柱13,开设有贯穿通孔用于放置冷却管16,冷却管16依次穿过变幅杆后端高强度中空螺栓19、变幅杆23、变幅杆前端螺柱13,冷却管16前端与变幅杆前端螺柱13处于同一垂直平面;安装砂轮盘6时,固定砂轮盘的螺母10、冷却管16前端与变幅杆前端螺柱13预紧后形成的间隙,由螺帽内的密封圈12密封,使冷却管16出口与变幅杆前端螺柱13间形成密封条件,有效防止液体回流至变幅杆内部通孔内。(B)在装夹铣刀、钻头、铰刀、小内孔磨头或螺纹工具32时,可在变幅杆小端处设置标准锥孔30,从变幅杆后端换能器预紧螺栓19至变幅杆小端锥孔30,开设有贯穿通孔,用于安置冷却管16,其中在锥孔通孔出口处设置T型阶梯内孔。冷却管依次穿过换能器后端螺栓19、晶片堆直至T型阶梯内孔处,在冷却管与T型阶梯处之间放置有密封垫圈31,冷却管16固定后将会与密封圈31紧密贴合,防止冷却液进入变幅杆内孔与冷却管间缝隙内;安装刀具32时,通过标准止水夹头29和夹帽28的密封,即可有效解决系统的整体密封性,防止液体从其他位置泄漏。
在变幅杆23大端处开设内螺纹孔,利用中空高强度六方螺栓19将反射端24、压电陶瓷片21、电极片20及变幅杆23进行螺纹连接。在安装前需将各接触面、圆周面进行研抛,达到相应粗糙度及跳动要求;使相邻压电陶瓷片21纵向极化方向相反,并将压电陶瓷片21、电极片20、反射端24及变幅杆23后端面两面进行净化处理,最后将压制好的一体式变幅杆进行老化处理。
具有内冷却功能的超声刀柄,在刀柄8后端设置有中空内孔用于放置冷却管16,冷却管16依次通过刀柄8、变幅杆23后端高强度中空螺栓19、变幅杆23、砂轮盘6处;冷却管16的后端设置有大于刀柄8通孔孔径的定位法兰11,刀柄8后端通孔处的孔壁开设有螺纹;在安装冷却管16时,通过冷却管锁紧螺母14与刀柄通孔的螺纹连接,可将冷却管定位法兰11固定于刀柄8后端通孔处;所述的定位法兰11与刀柄后端通孔间,所述的定位法兰11与冷却管锁紧螺母14间,分别放置有圆形密封垫片。
刀柄8前端设置有内螺纹,在刀柄8前端内孔的止口上,开设有一销孔;在变幅杆安装压电晶体片一侧的法兰盘18的靠外缘处开设有一环形槽;在变幅杆法兰18的另一侧,相邻变幅杆大端直径处的法兰底部上,开设有另一个圆环槽。在变幅杆法兰相应刀体止推面直径的位置上,设置有一个固定销钉26;
在变幅杆23安装时,首先将密封圈25安装在变幅杆法兰盘18的外缘槽中,将法兰盘18直径相同的非金属材料垫片27装入变幅杆法兰盘外侧,然后将变幅杆法兰盘18装入刀柄孔内,并将变幅杆法兰盘18的销钉26与刀体上的销孔配合,使法兰盘18与刀柄8的孔内的轴向定位面紧密贴合,然后旋入压盖螺母7的螺纹将非金属材料垫片27压紧在法兰盘18上,使变幅杆23固定。变幅杆法兰盘23上的密封圈25与非金属材料垫片27起到减振和密封作用,法兰盘18上的两个环形槽,同时起到减小振动向法兰传递的作用。
无线电能传输装置,分别有无线电能传输盘上盘4与无线电能传输盘下盘5组成,其中无线电能传输盘下盘5固定于超声刀柄外侧,通过导线与一体式变幅杆的换能器连接;无线电能传输盘上盘4,固定安装于无线电能传输上盘外壳2内,将外壳通过螺栓与主轴底部外壳连接,通过航空插头3与超声波发生器连接。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
具有内冷却功能的多维振动复合的超声加工系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0