









专利摘要
本实用新型公开了一种金属微轧制装置,实现控制轧制微型化零部件。该装置包括:放卷机构、润滑机构、微型加热器、精密轧机、擦洗烘干设备、平整机构、收卷机构恒张力控制器、制动器。所述的精密轧机包括制动器、伺服电机、机座、联轴器、减速器、万向联轴器、下轧辊、上轧辊、机架、压力传感器与位移传感器和伺服电动缸。本实用新型可以将板材及其它型材轧制到0.008mm;可以实现变厚度轧制,节省了材料、时间和成本。
权利要求
1.一种金属微轧制装置,其特征是该装置包括:放卷机构(1)、润滑机构(2)、微型加热器(3)、精密轧机(4)、擦洗烘干设备(5)、平整机构(6)、收卷机构恒张力控制器(7)、制动器(8),所述的放卷机构(1)置于润滑机构(2)前端,微型加热器(3)在润滑机构(2)之后,轧材经过润滑机构(2)和微型加热器(3)后,通过导卫辊进入精密轧机(4)轧制,擦洗烘干设备(5)在精密轧机(4)之后,平整机构(6)在烘干设备之后,收卷机构恒张力控制器(7)在最末端;所述的精密轧机(4)包括制动器(8)、伺服电机(9)、机座(10)、联轴器(11)、减速器(12)、万向联轴器(13)、下轧辊(14)、上轧辊(15)、机架(16)、压力传感器与位移传感器(17)和伺服电动缸(18),其中的制动器(8)通过联轴器(11)连接伺服电机(9),伺服电机(9)在机座(10)之上,伺服电机(9)通过联轴器(11)将动力传递给减速器(12),减速器(12)通过万向联轴器(13)将动力分别传递给下轧辊(14)、上轧辊(15),实现异步轧制,机架(16)上安装压力传感器与位移传感器(17),伺服电动缸(18)安装在精密轧机(4)的顶部;所述的伺服电机(9)及伺服电动缸(18)采用PLC控制系统控制。
2.根据权利要求1所述的一种金属微轧制装置,其特征是所述的微型加热器(3)采用发热板结构,通过温度控制器加温,温度小于650℃。
3.根据权利要求1所述的一种金属微轧制装置,其特征是所述的润滑机构(2)采用喷淋方式喷乳化液。
4.根据权利要求1所述的一种金属微轧制装置,其特征是所述的精密轧机(4)中下轧辊(14)和上轧辊(15)的直径为φ25mm;机架(16)采用高强度板材焊接、锁螺丝结构;位移传感器与压力传感器(17)安装在压下系统上。
说明书
技术领域
本实用新型涉及金属微成形加工装置,特别是一种金属微轧制装置。
背景技术
目前随着高精尖微型机械的快速发展,对微型化零件的市场需求迅速增大,但传统轧机已不能在微成形领域中发挥以往的作用,因微轧制不能简单的通过对传统轧制工艺按几何比例缩小到微型尺寸来实现,所有的参数也不可能按比例缩小,因此传统轧机已不能在微观领域进行板材、型材的轧制。
实用新型内容
本实用新型提供了一种金属微轧制装置,实现控制轧制微型化零部件。
一种金属微轧制装置,该装置包括:放卷机构(1)、润滑机构(2)、微型加热器(3)、精密轧机(4)、擦洗烘干设备(5)、平整机构(6)、收卷机构恒张力控制器(7)、制动器(8),所述的放卷机构(1)置于润滑机构(2)前端,微型加热器(3)在润滑机构(2)之后,轧材经过润滑机构(2)和微型加热器(3)后,通过导卫辊进入精密轧机(4)轧制,擦洗烘干设备(5)在精密轧机(4)之后,平整机构(6)在烘干设备之后,对轧后成品进行表面平整,收卷机构恒张力控制器(7)在最末端,对成品轧材进行收卷;所述的精密轧机(4)包括制动器(8)、伺服电机(9)、机座(10)、联轴器(11)、减速器(12)、万向联轴器(13)、下轧辊(14)、上轧辊(15)、机架(16)、压力传感器与位移传感器(17)和伺服电动缸(18),其中的制动器(8)通过联轴器(11)连接伺服电机(9),伺服电机(9)在机座(10)之上,伺服电机(9)通过联轴器(11)将动力传递给减速器(12),减速器(12)通过万向联轴器(13)将动力分别传递给下轧辊(14)、上轧辊(15),实现异步轧制,机架(16)上安装压力传感器与位移传感器(17),实现轧制力与辊缝的测量与反馈,伺服电动缸(18)安装在精密轧机(4)的顶部;所述的伺服电机(9)及伺服电动缸(18)采用PLC控制系统控制,进行自动调整辊缝、自动控制轧制速度、自动放卷收卷、控制温轧的加热温度、自动控制润滑系统的启闭、自动控制擦洗装置的启闭以及平整机构的启闭等,并实时数据采集,反馈给计算机,计算机通过数据处理,转换成物理量进行显示各项数据,进行数据的存储,供用户调取分析及打印。
所述的微型加热器(3)采用发热板结构,通过温度控制器加温,温度小于650℃。
所述的润滑机构(2)采用喷淋方式喷乳化液。
所述的精密轧机(4)中下轧辊(14)和上轧辊(15)的直径为φ25mm;机架(16)采用高强度板材焊接、锁螺丝结构;位移传感器与压力传感器安装在压下系统上。
本实用新型与现有同类技术相比,其显著地有益效果体现在:
一、实现了自动化智能控制,操作方便,提高了工作效率和精确性;伺服电动缸的运用,增加了反应速度,极大的提高了差厚控制的精准度,而且经济环保。
二、实现了微轧制领域内微型零部件的轧制,为微纳机械的进步奠定了基础;且机型微小,轧辊直径小,轧薄能力强,可以将轧材厚度轧制为0.008mm。
三、实现了差厚控制,轧制在长、宽方向厚度不等的轧件,为变厚度轧材的连续轧制的实现提供可能,且节省了目前变厚度件的焊接工艺,节省了时间与成本,轧制的变厚度轧件具有高可靠性与机械性能。
四、可以轧制不同的金属材料,如,不锈钢材、铜材、镁合金、铝合金及钛合金等。
五、实现了温轧与带张力轧制,可以轧制镁合金等难变形材料,提高带材的平整度,降低了轧制力。
附图说明
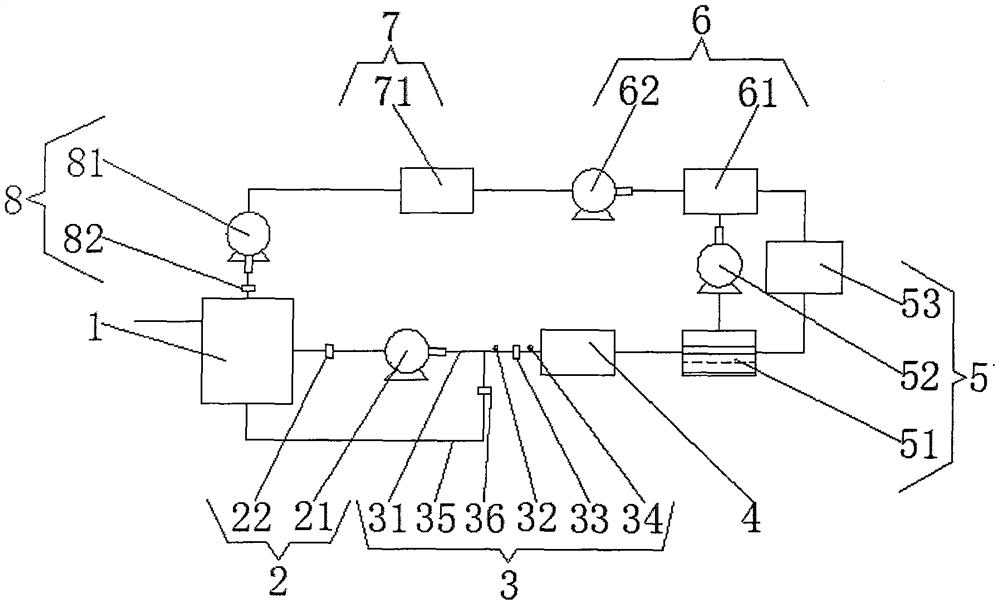
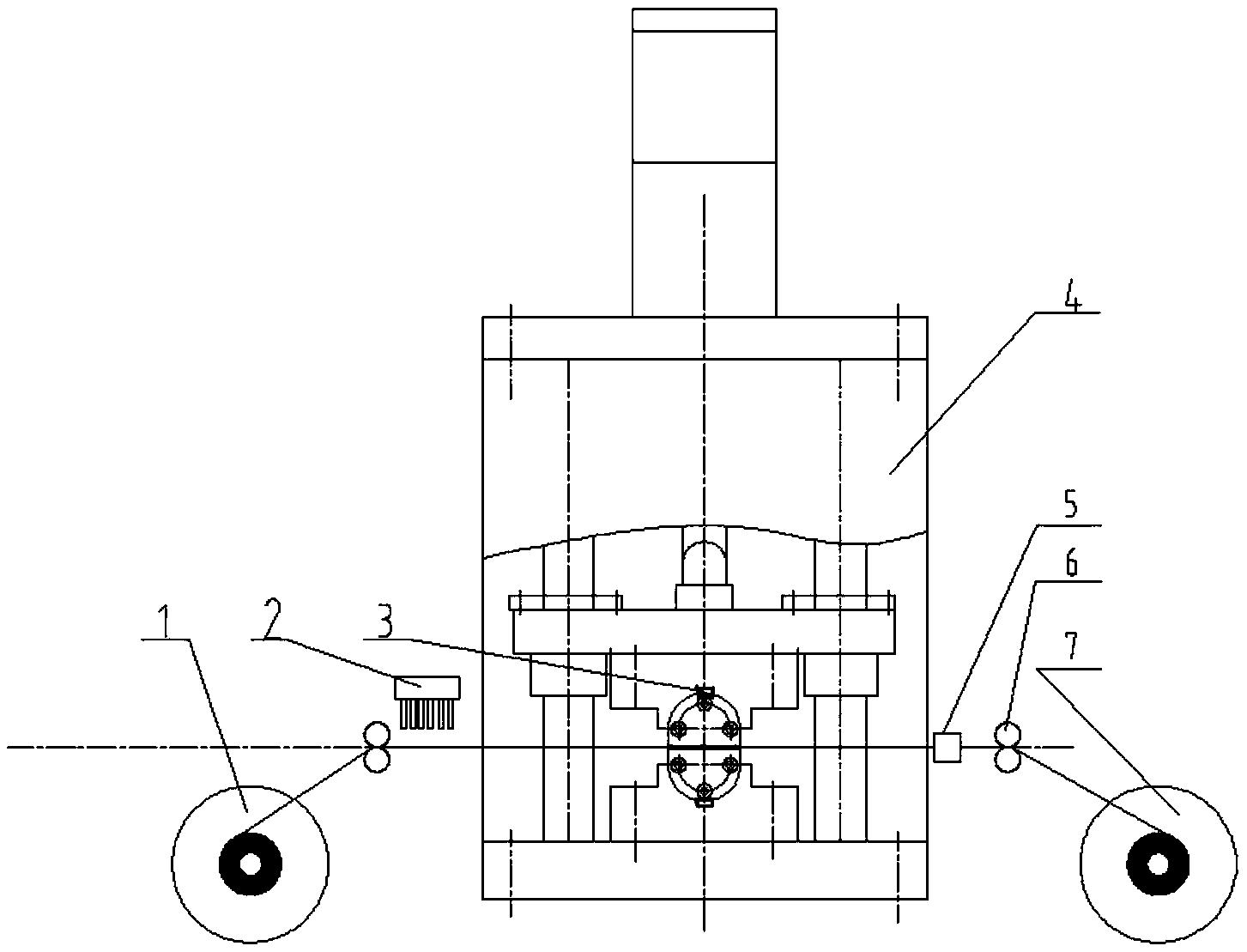
图1是一种金属微轧制装置结构示意图。
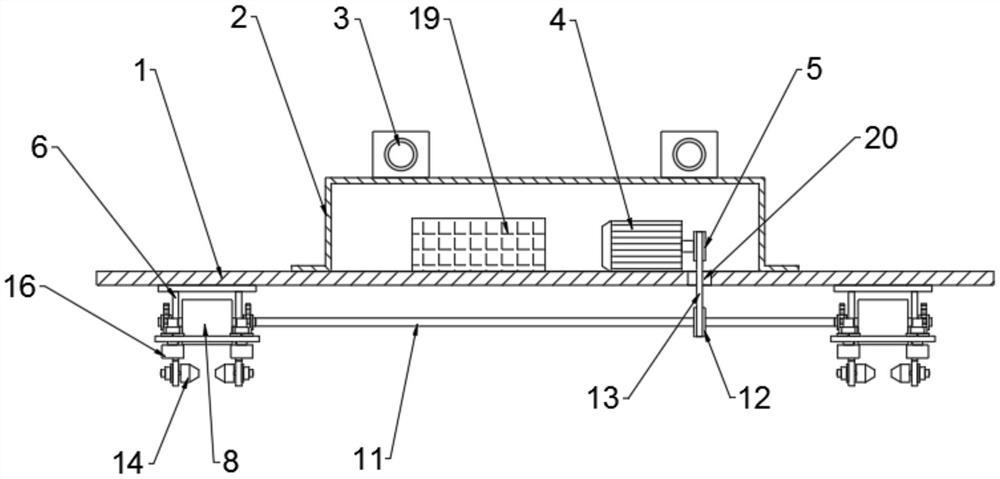
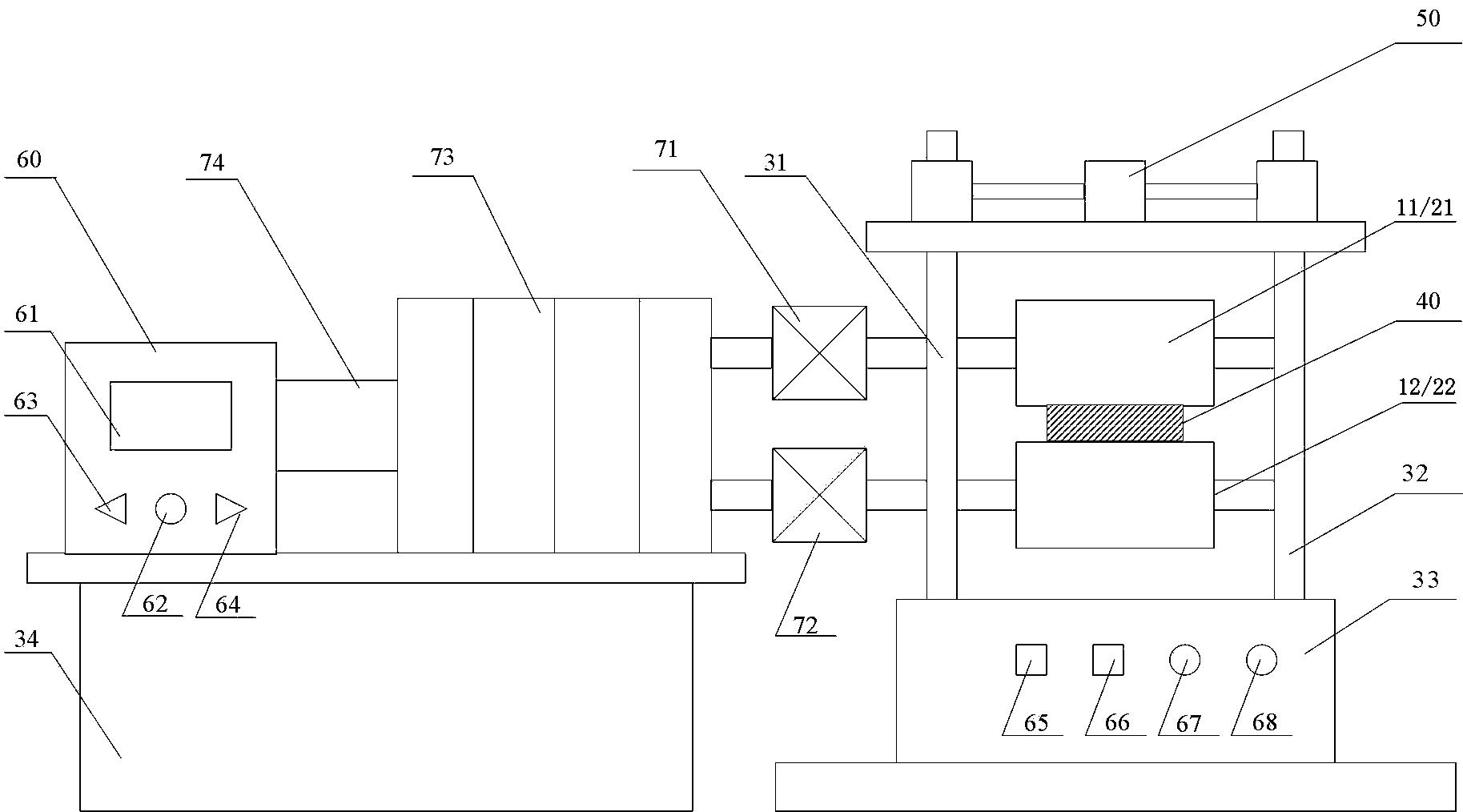
图2是一种金属微轧制装置中精密轧机结构示意图。
图中编号:1放卷机构;2润滑机构;3微型加热器;4精密轧机;5擦洗烘干设备;6平整机构;7收卷机构恒张力控制器;8制动器;9伺服电机;10机座;11联轴器;12减速器;13万向联轴器;14下轧辊;15上轧辊;16机架;17压力传感器与位移传感器;18伺服电动缸。
具体实施方式
下面结合附图对本实用新型作更详细说明。
如图1和图2所示,一种金属微轧制装置,该装置由放卷机构1、润滑机构2、微型加热器3、精密轧机4、擦洗烘干设备5、平整机构6、收卷机构恒张力控制器7、制动器8,所述的放卷机构1置于润滑机构2前端,微型加热器3在润滑机构2之后,轧材经过润滑机构2和微型加热器3后,通过导卫辊进入精密轧机4轧制,擦洗烘干设备5在精密轧机4之后,平整机构6在烘干设备之后,对轧后成品进行表面平整,收卷机构恒张力控制器7在最末端,对成品轧材进行收卷;所述的精密轧机4包括制动器8、伺服电机9、机座10、联轴器11、减速器12、万向联轴器13、下轧辊14、上轧辊15、机架16、压力传感器与位移传感器17和伺服电动缸18,其中的制动器8通过联轴器11连接伺服电机9,伺服电机9在机座10之上,伺服电机9通过联轴器11将动力传递给减速器12,减速器12通过万向联轴器13将动力分别传递给下轧辊14、上轧辊15,实现异步轧制,机架16上安装压力传感器与位移传感器17,实现轧制力与辊缝的测量与反馈,伺服电动缸18安装在精密轧机4的顶部;所述的伺服电机9及伺服电动缸18采用PLC控制系统控制,进行自动调整辊缝、自动控制轧制速度、自动放卷收卷、控制温轧的加热温度、自动控制润滑系统的启闭、自动控制擦洗装置的启闭以及平整机构的启闭等,并实时数据采集,反馈给计算机,计算机通过数据处理,转换成物理量进行显示各项数据,进行数据的存储,供用户调取分析及打印。所述的微型加热器3采用发热板结构,通过温度控制器加温,温度小于650℃。所述的润滑机构2采用喷淋方式喷乳化液。所述的精密轧机4中下轧辊14和上轧辊15的直径为φ25mm;机架16采用高强度板材焊接、锁螺丝结构;位移传感器与压力传感器安装在压下系统上。
一种金属微轧制装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0