

IPC分类号 : C04B35/50,C04B35/64,B22C9/10,B22C1/00,B22C9/24








专利摘要
本发明涉及陶瓷型芯技术领域,具体涉及一种易脱除陶瓷型芯及其制备方法和应用。本发明提供的易脱除陶瓷型芯的制备方法,包括以下步骤:将氧化镧粉末、氧化钙粉末和氧化锆粉末进行混合,得到混合物料;将所述混合物料进行干压成型,得到素坯;将所述素坯进行烧结,得到易脱除陶瓷型芯。本发明以氧化镧为基体粉末,通过氧化钙和氧化锆在烧结过程中与氧化镧作用,保证陶瓷型芯更长久的保存,有助于陶瓷型芯的脱除。本发明制备的陶瓷型芯尺寸变化小,容易脱除,耐火度高,抗热震性好。
权利要求
1.一种易脱除陶瓷型芯的制备方法,包括以下步骤:
(1)将氧化镧粉末、氧化钙粉末和氧化锆粉末进行混合,得到混合物料;
(2)将所述混合物料进行干压成型,得到素坯;
(3)将所述素坯进行烧结,得到易脱除陶瓷型芯。
2.根据权利要求1所述的制备方法,其特征在于,所述氧化镧粉末、氧化钙粉末和氧化锆粉末的质量比为(60~80):(5~10):(10~30)。
3.根据权利要求1或2所述的制备方法,其特征在于,在进行步骤(1)所述混合前,还包括对所述氧化镧粉末进行预烧,所述预烧的温度在1500℃以上,所述预烧的保温时间为2~4h。
4.根据权利要求1或2所述的制备方法,其特征在于,在进行步骤(1)所述混合前,还包括对所述氧化钙粉末和氧化锆粉末进行预烧,所述预烧的温度独立为1300~1400℃,所述预烧的保温时间独立为2~4h。
5.根据权利要求1或2所述的制备方法,其特征在于,步骤(1)所述混合的方式为湿法球磨。
6.根据权利要求5所述的制备方法,其特征在于,所述湿法球磨的介质为聚乙烯醇缩丁醛酯的乙醇溶液。
7.根据权利要求1所述的制备方法,其特征在于,步骤(2)所述干压成型的压力为20~40MPa,保压时间为2~4min。
8.根据权利要求1或6所述的制备方法,其特征在于,步骤(3)所述烧结的控温程序包括:
第一阶段由室温第一升温至200~300℃第一保温1~2h,第一升温的速率为3~5℃/min;第二阶段由200~300℃第二升温至600~700℃第二保温1~2h,第二升温的速率为2.5~3.5℃/min;第三阶段由600~700℃第三升温至800~1000℃第三保温0.5~1h,第三升温的速率为3~5℃/min;第四阶段由800~1000℃第四升温至1500~1600℃第四保温2~4h,第四升温的速率在5℃以下;第五阶段随炉冷却至室温。
9.权利要求1~8任一项所述制备方法制备得到的易脱除陶瓷型芯。
10.权利要求9所述易脱除陶瓷型芯在空心铸件中的应用。
说明书
技术领域
本发明涉及陶瓷型芯技术领域,具体涉及一种易脱除陶瓷型芯及其制备方法和应用。
背景技术
随着航空涡轮发动机高温合金空心叶片制造技术的发展,为了有效地提高叶片的气冷效率,空心叶片的冷却通道设计的极其复杂,形成此种复杂的内腔结构既要保证其尺寸精度,又要保证形成内腔的陶瓷型芯容易脱除而不损伤空心叶片。因此,研发适合多环境多条件下工作的近零收缩的易脱除陶瓷型芯刻不容缓。
氧化镧作为一种稀土金属氧化物,熔点为2315℃,因其具有良好的物理化学性质,在民用、军事和高科技领域已得到了较为广泛的应用,有望成为制备陶瓷型芯的原料,但是氧化镧粉末露置于空气中易吸收二氧化碳和水,逐渐变成碳酸镧,导致陶瓷基体性能较差。
发明内容
本发明的目的在于提供一种易脱除陶瓷型芯的制备方法,本发明制备的陶瓷型芯在烧结前后收缩率极低,易脱除,而且强度大,高温性能好,性能优异。
为了实现上述发明目的,本发明提供以下技术方案:
本发明提供了一种易脱除陶瓷型芯的制备方法,包括以下步骤:
(1)将氧化镧粉末、氧化钙粉末和氧化锆粉末进行混合,得到混合物料;
(2)将所述混合物料进行干压成型,得到素坯;
(3)将所述素坯进行烧结,得到易脱除陶瓷型芯。
优选地,所述氧化镧粉末、氧化钙粉末和氧化锆粉末的质量比为(60~80):(5~10):(10~30)。
优选地,在进行步骤(1)所述混合前,还包括对所述氧化镧粉末进行预烧,所述预烧的温度在1500℃以上,所述预烧的保温时间为2~4h。
优选地,在进行步骤(1)所述混合前,还包括对所述氧化钙粉末和氧化锆粉末进行预烧,所述预烧的温度独立为1300~1400℃,所述预烧的保温时间独立为2~4h。
优选地,步骤(1)所述混合的方式为湿法球磨。
优选地,所述湿法球磨的介质为聚乙烯醇缩丁醛酯的乙醇溶液。
优选地,步骤(2)所述干压成型的压力为20~40MPa,保压时间为2~4min。
优选地,步骤(3)所述烧结的控温程序包括:
第一阶段由室温第一升温至200~300℃第一保温1~2h,第一升温的速率为3~5℃/min;第二阶段由200~300℃第二升温至600~700℃第二保温1~2h,第二升温的速率为2.5~3.5℃/min;第三阶段由600~700℃第三升温至800~1000℃第三保温0.5~1h,第三升温的速率为3~5℃/min;第四阶段由800~1000℃第四升温至1500~1600℃第四保温2~4h,第四升温的速率在5℃以下;第五阶段随炉冷却至室温。
本发明还提供了上述技术方案所述制备方法制备得到的易脱除陶瓷型芯。
本发明提供了上述技术方案所述易脱除陶瓷型芯在空心铸件中的应用。
本发明提供了一种易脱除陶瓷型芯的制备方法,包括以下步骤:将氧化镧粉末、氧化钙粉末和氧化锆粉末进行混合,得到混合物料;将所述混合物料进行干压成型,得到素坯;将所述素坯进行烧结,得到易脱除陶瓷型芯。本发明以氧化镧为基体粉末,能够确保烧结后的陶瓷型芯具有优良的脱除能力;氧化钙和氧化锆在烧结过程中与氧化镧作用,使氧化镧发生一定的晶格畸变,改变其露置在空气中的不良特性,保证陶瓷型芯更长久的保存,也有助于陶瓷型芯的脱除;氧化钙和氧化锆均具有高熔点和高的化学稳定性,两者的烧结产物锆酸钙同样是高熔点高化学稳定性的物质,氧化钙和氧化锆在烧结反应过程中会带来一定的体积膨胀,可以用来弥补主基体的烧结收缩的同时,膨胀产生的微裂纹能够提高型芯的抗热震性。本发明制备的陶瓷型芯尺寸变化小,容易脱除,耐火度高,抗热震性好。另外,本发明所用原料为常见稀土原料和常见氧化物,价格低廉,制备工艺简便。
附图说明
图1为本发明实施例1和实施例2制备的易脱除陶瓷型芯的性能检测结果。
具体实施方式
本发明提供了一种易脱除陶瓷型芯的制备方法,包括以下步骤:
(1)将氧化镧粉末、氧化钙粉末和氧化锆粉末进行混合,得到混合物料;
(2)将所述混合物料进行干压成型,得到素坯;
(3)将所述素坯进行烧结,得到易脱除陶瓷型芯。
本发明将氧化镧粉末、氧化钙粉末和氧化锆粉末进行混合,得到混合物料。在本发明中,所述氧化镧粉末、氧化钙粉末和氧化锆粉末的质量比优选为(60~80):(5~10):(10~30),更优选为(65~75):(6~8):(20~25)。
在本发明中,所述氧化镧粉末的粒径优选为100~325目,更优选为200目。在本发明中,进行所述混合前,还优选包括对所述氧化镧粉末进行预烧,所述预烧的温度优选在1500℃以上,更优选为1500~1600℃;所述预烧的保温时间优选为1.5~3h,更优选为2h。
在本发明中,所述氧化钙粉末的粒径优选为100~325目,更优选为200目。在本发明中,进行所述混合前,还优选包括对所述氧化钙粉末进行预烧,所述预烧的温度优选为1300~1400℃,所述预烧的保温时间优选为1.5~3h,更优选为2h。本发明进行预烧的作用是促使氧化钙中相稳定,活性降低,耐火度提高。
在本发明中,所述氧化锆粉末的粒径优选为1000~4000目,更优选为2000目。在本发明中,进行所述混合前,还优选包括对所述氧化锆粉末进行预烧,所述预烧的温度优选为1300~1400℃,所述预烧的保温时间优选为1.5~3h,更优选为2h。本发明进行预烧的作用是促使氧化锆中相稳定,活性降低,耐火度提高。
在本发明中,所述氧化镧粉末、氧化钙粉末和氧化锆粉末进行混合的方式优选为湿法球磨。在本发明中,所述湿法球磨的介质优选为聚乙烯醇缩丁醛酯的乙醇溶液(PVB乙醇液)。在本发明中,所述PVB乙醇液中PVB的含量优选为8~10wt.%;所述PVB乙醇液与氧化镧粉末的质量比优选为(5~7.5):(60~80),更优选为(5.5~7):(65~75)。在本发明的具体实施例中,将所述氧化镧粉末、氧化钙粉末、氧化锆粉末和PVB乙醇液进行湿法球磨,得到混合物料。在本发明中,所述湿法球磨采用的磨球优选为二氧化锆球;所述湿法球磨的球料比优选为(1~3):1,更优选为2:1;所述湿法球磨的时间优选为10~20h,更优选为12h;所述湿法球磨的转速优选为15~60r/min,更优选为20r/min。
本发明优选在所述湿法球磨后,除去磨球,然后进行干燥,得到混合物料。在本发明中,所述除去磨球的方式优选为过筛筛出二氧化锆球;所述干燥的温度优选为105~200℃,更优选为120℃;所述干燥的时间优选为12~24h,更优选为18h。
得到混合物料后,本发明将所述混合物料进行干压成型,得到素坯。在本发明中,所述干压成型的压力优选为20~40MPa,更优选为23~35MPa;保压时间优选为2~4min。在本发明中,所述干压成型优选在不锈钢模具中进行。
得到素坯后,本发明将所述素坯进行烧结,得到易脱除陶瓷型芯。在本发明中,所述烧结的控温程序优选为:
第一阶段:由室温第一升温至200~300℃,更优选为250℃;在250℃条件下第一保温1~2h,第一升温的速率优选为3~5℃/min,更优选为4℃/min;
第二阶段:由200~300℃第二升温至600~700℃,更优选为650℃;在650℃条件下第二保温1~2h,第二升温的速率优选为2.5~3.5℃/min,更优选为3℃/min;
第三阶段:由600~700℃第三升温至800~1000℃,更优选为900℃;在900℃条件下第三保温0.5~1h,第三升温的速率优选为3~5℃/min,更优选为4℃/min;
第四阶段:由800~1000℃第四升温至1500~1600℃,更优选为1550~1560℃;在1500~1600℃条件下第四保温2~4h,第四升温的速率优选在5℃以下,更优选为3℃/min;
第五阶段:随炉冷却至室温。
在本发明中,第一阶段进行PVB的充分软化;第二阶段进行PVB的挥发,除去PVB;第三阶段对放置过程中可能存在的碳酸镧和碳酸钙进行裂解,避免对陶瓷型芯的不良影响,在保温过程中完成对材料的纯化;第四阶段各原料相互烧结成体,氧化钙与氧化锆发挥弥补收缩补偿作用。
本发明还提供了上述技术方案所述制备方法制备得到的易脱除陶瓷型芯。在本发明的具体实施例中,所述易脱除陶瓷型芯中氧化镧、氧化钙和氧化锆的质量比优选为70:7:23。
本发明还提供了上述技术方案所述易脱除陶瓷型芯在制作空心铸件中的应用,优选用于制备高温合金空心叶片。采用本发明提供的易脱除陶瓷型芯进行空心铸件的制备,烧结前后陶瓷型芯的收缩率在1%以内,脱除时间仅需0.5h,适宜制备具有复杂内腔结构的空心铸件。本发明制备的易脱除陶瓷型芯具有优异的高温性能,能够适用于更高温度条件下的高温合金空心叶片的制备,且能保证叶片的尺寸精度和合格率。
下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
将预烧好的200目的氧化镧粉末、200目的氧化钙粉末、2000目的氧化锆粉末和PVB乙醇液进行球磨混合,制成混合物料;在所述混合物料中,氧化镧粉末的添加量为80wt.%,氧化钙粉末的添加量为5wt.%,氧化锆粉末的添加量为10wt.%,PVB乙醇液的添加量为5wt.%;所述球磨混合用的磨球为二氧化锆球,球料比为2:1,球磨混合时间为12h;当所述球磨混合完成后,将获得的粉末过筛筛出二氧化锆球,然后将筛下物在120℃条件下烘干,即得到混合物料;
采用干压成型方法制备陶瓷型芯,将所述混合物料装入不锈钢模具中,在机械压机上获得所需的陶瓷型芯素坯,控制干压成型的压力为20MPa,并保压2min,得到素坯;
将所述素坯放置到烧结炉中烧结,所述烧结的控温程序为:首先以3℃/min的升温速率加热到250℃,保温时间为1h;接着以2.5℃/min的升温速率加热到650℃,保温时间为2h;继续以3℃/min的升温速率加热到900℃,保温时间为1h;最后以3℃/min的升温速率加热到1550℃进行高温烧结处理,保温时间为2h,之后进行随炉冷却,获得近零收缩的易脱除陶瓷型芯。
实施例2
将预烧好的200目的氧化镧粉末、200目的氧化钙粉末、2000目的氧化锆粉末和PVB乙醇液进行球磨混合,制成混合物料;在所述混合物料中,氧化镧粉末的添加量为75wt.%,氧化钙粉末的添加量为5wt.%,氧化锆粉末的添加量为15wt.%,PVB乙醇液的添加量为5wt.%;所述球磨混合用的磨球为二氧化锆球,球料比为2:1,球磨混合时间为12h;当所述球磨混合完成后,将获得的粉末过筛筛出二氧化锆球,然后将筛下物在120℃条件下烘干,即得到混合物料;
采用干压成型方法制备陶瓷型芯,将所述混合物料装入不锈钢模具中,在机械压机上获得所需的陶瓷型芯素坯,控制干压成型的压力为20MPa,并保压2min,得到素坯;
将所述素坯放置到烧结炉中烧结,所述烧结的控温程序为:首先以3℃/min的升温速率加热到250℃,保温时间为1h;接着以2.5℃/min的升温速率加热到650℃,保温时间为2h;继续以3℃/min的升温速率加热到900℃,保温时间为1h;最后以3℃/min的升温速率加热到1550℃进行高温烧结处理,保温时间为2h,之后进行随炉冷却,获得近零收缩的易脱除陶瓷型芯。
实施例3
将预烧好的200目的氧化镧粉末、200目的氧化钙粉末、2000目的氧化锆粉末和PVB乙醇液进行球磨混合,制成混合物料;在所述混合物料中,氧化镧粉末的添加量为70wt.%,氧化钙粉末的添加量为5wt.%,氧化锆粉末的添加量为20wt.%,PVB乙醇液的添加量为5wt.%;所述球磨混合用的磨球为二氧化锆球,球料比为2:1,球磨混合时间为12h;当所述球磨混合完成后,将获得的粉末过筛筛出二氧化锆球,然后将筛下物在120℃条件下烘干,即得到混合物料;
采用干压成型方法制备陶瓷型芯,将所述混合物料装入不锈钢模具中,在机械压机上获得所需的陶瓷型芯素坯,控制干压成型的压力为20MPa,并保压2min,得到素坯;
将所述素坯放置到烧结炉中烧结,所述烧结的控温程序为:首先以3℃/min的升温速率加热到250℃,保温时间为1h;接着以2.5℃/min的升温速率加热到650℃,保温时间为2h;继续以3℃/min的升温速率加热到900℃,保温时间为1h;最后以3℃/min的升温速率加热到1550℃进行高温烧结处理,保温时间为2h,之后进行随炉冷却,获得近零收缩的易脱除陶瓷型芯。
实施例4
将预烧好的200目的氧化镧粉末、200目的氧化钙粉末、2000目的氧化锆粉末和PVB乙醇液进行球磨混合,制成混合物料;在所述混合物料中,氧化镧粉末的添加量为65wt.%,氧化钙粉末的添加量为5wt.%,氧化锆粉末的添加量为25wt.%,PVB乙醇液的添加量为5wt.%;所述球磨混合用的磨球为二氧化锆球,球料比为2:1,球磨混合时间为12h;当所述球磨混合完成后,将获得的粉末过筛筛出二氧化锆球,然后将筛下物在120℃条件下烘干,即得到混合物料;
采用干压成型方法制备陶瓷型芯,将所述混合物料装入不锈钢模具中,在机械压机上获得所需的陶瓷型芯素坯,控制干压成型的压力为20MPa,并保压2min,得到素坯;
将所述素坯放置到烧结炉中烧结,所述烧结的控温程序为:首先以3℃/min的升温速率加热到250℃,保温时间为1h;接着以2.5℃/min的升温速率加热到650℃,保温时间为2h;继续以3℃/min的升温速率加热到900℃,保温时间为1h;最后以3℃/min的升温速率加热到1550℃进行高温烧结处理,保温时间为2h,之后进行随炉冷却,获得近零收缩的易脱除陶瓷型芯。
实施例5
将预烧好的200目的氧化镧粉末、200目的氧化钙粉末、2000目的氧化锆粉末和PVB乙醇液进行球磨混合,制成混合物料;在所述混合物料中,氧化镧粉末的添加量为60wt.%,氧化钙粉末的添加量为10wt.%,氧化锆粉末的添加量为25wt.%,PVB乙醇液的添加量为5wt.%;所述球磨混合用的磨球为二氧化锆球,球料比为2:1,球磨混合时间为12h;当所述球磨混合完成后,将获得的粉末过筛筛出二氧化锆球,然后将筛下物在120℃条件下烘干,即得到混合物料;
采用干压成型方法制备陶瓷型芯,将所述混合物料装入不锈钢模具中,在机械压机上获得所需的陶瓷型芯素坯,控制干压成型的压力为20MPa,并保压2min,得到素坯;
将所述素坯放置到烧结炉中烧结,所述烧结的控温程序为:首先以3℃/min的升温速率加热到250℃,保温时间为1h;接着以2.5℃/min的升温速率加热到650℃,保温时间为2h;继续以3℃/min的升温速率加热到900℃,保温时间为1h;最后以3℃/min的升温速率加热到1550℃进行高温烧结处理,保温时间为2h,之后进行随炉冷却,获得近零收缩的易脱除陶瓷型芯。
实施例6
将预烧好的200目的氧化镧粉末、200目的氧化钙粉末、2000目的氧化锆粉末和PVB乙醇液进行球磨混合,制成混合物料;在所述混合物料中,氧化镧粉末的添加量为60wt.%,氧化钙粉末的添加量为10wt.%,氧化锆粉末的添加量为25wt.%,PVB乙醇液的添加量为5wt.%;所述球磨混合用的磨球为二氧化锆球,球料比为2:1,球磨混合时间为12h;当所述球磨混合完成后,将获得的粉末过筛筛出二氧化锆球,然后将筛下物在120℃条件下烘干,即得到混合物料;
采用干压成型方法制备陶瓷型芯,将所述混合物料装入不锈钢模具中,在机械压机上获得所需的陶瓷型芯素坯,控制干压成型的压力为20MPa,并保压2min,得到素坯;
将所述素坯放置到烧结炉中烧结,所述烧结的控温程序为:首先以4℃/min的升温速率加热到250℃,保温时间为1h;接着以3.5℃/min的升温速率加热到650℃,保温时间为2h;继续以4℃/min的升温速率加热到900℃,保温时间为1h;最后以3℃/min的升温速率加热到1550℃进行高温烧结处理,保温时间为2h,之后进行随炉冷却,获得近零收缩的易脱除陶瓷型芯。
实施例7
将预烧好的200目的氧化镧粉末、200目的氧化钙粉末、2000目的氧化锆粉末和PVB乙醇液进行球磨混合,制成混合物料;在所述混合物料中,氧化镧粉末的添加量为60wt.%,氧化钙粉末的添加量为10wt.%,氧化锆粉末的添加量为25wt.%,PVB乙醇液的添加量为5wt.%;所述球磨混合用的磨球为二氧化锆球,球料比为2:1,球磨混合时间为12h;当所述球磨混合完成后,将获得的粉末过筛筛出二氧化锆球,然后将筛下物在120℃条件下烘干,即得到混合物料;
采用干压成型方法制备陶瓷型芯,将所述混合物料装入不锈钢模具中,在机械压机上获得所需的陶瓷型芯素坯,控制干压成型的压力为20MPa,并保压2min,得到素坯;
将所述素坯放置到烧结炉中烧结,所述烧结的控温程序为:首先以5℃/min的升温速率加热到250℃,保温时间为1h;接着以3.5℃/min的升温速率加热到650℃,保温时间为2h;继续以5℃/min的升温速率加热到900℃,保温时间为1h;最后以3℃/min的升温速率加热到1550℃进行高温烧结处理,保温时间为2h,之后进行随炉冷却,获得近零收缩的易脱除陶瓷型芯。
测试例
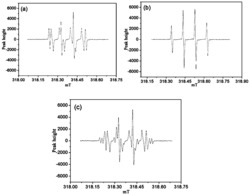
实施例1~7制备的易脱除陶瓷型芯的烧结线性收缩率(a1~a7)、乙酸脱除时间(b1~b7)和高温抗折强度(c1~c7)如图1所示;
其中,高温抗折强度的检测方法为三点抗弯法。
由图1可以看出,本发明制备的易脱除陶瓷型芯在烧结前后收缩率为0.2~0.8%,收缩率极低;乙酸脱除时间为30~40min,易脱除;高温抗折强度为16~26MPa,高温力学性能优异。
本发明提供的制备方法简单,可操作性强,生产周期短,成本低廉,所制备的易脱除陶瓷型芯具有优异的高温性能,能够适用于更高温度条件下的高温合金空心叶片的制备,且能保证叶片的尺寸精度和合格率。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种易脱除陶瓷型芯及其制备方法和应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0