

IPC分类号 : C22C9/05,C22C9/06,C22C30/02,C22F1/08,B22D11/00




专利摘要
本发明属于铜合金材料技术领域,具体涉及一种高强度高弹性Cu‑Ni‑Mn合金的短流程制备方法。该方法具体包括以下步骤:S1)以纯度大于99.9%的铜、镍、锰、铝和/或硼为原料,利用热冷组合铸型非真空连铸工艺进行制备,得到合金棒材;S2)将S1)合金棒材先进行固溶处理后,再进行深冷轧制,获得厚度为0.5‑2mm的冷轧合金板;S3)将S2)得到的冷轧合金板进行时效热处理,得到高强度高弹性Cu‑Ni‑Mn合金。本发明的方法在Cu‑Ni‑Mn合金本身具有较高的强度、弹性模量、较低的成本的基础上,进一步提高了其力学性能,同时利用连铸技术,缩短了工艺流程,降低了制备条件,具有明显的技术优势。
权利要求
1.高强度高弹性Cu-Ni-Mn合金的短流程制备方法,其特征在于,该方法具体包括以下步骤:
S1)以铜、镍、锰、铝金属为原料,利用热冷组合铸型非真空连铸工艺进行制备,得到合金棒材;
S2)将S1)合金棒材先进行固溶处理后,再进行深冷轧制,获得厚度为0.5-2mm的冷轧合金板;
S3)将S2)得到的冷轧合金板进行时效热处理,得到高强度高弹性Cu-Ni-Mn合金。
2.根据权利要求1所述的方法,其特征在于,所述S1)中各个原料的纯度大于99.9%,各个组分质量百分数为:Cu 45-70%,Ni 14-26%,Mn 14-26%,Al 0.1-5%。
3.根据权利要求2所述的方法,其特征在于,所述S1)原料还包括纯度大于99.9%的硼,质量百分数为0.001-0.3%。
4.根据权利要求1所述的方法,其特征在于,所述S1)中的Ni/Mn的重量比为:0.8-1.2:1。
5.根据权利要求1所述的方法,其特征在于,所述S1)中非真空连铸工艺的工艺为,下拉温度为1230-1400℃,下拉速率为0.5-2mm/s,冷却水为500-700L/h。
6.根据权利要求1所述的方法,其特征在于,所述S2)中深冷轧制的工艺为:在-200--100℃温度下进行深冷轧变形,总变形量为70-90%。
7.根据权利要求6所述的方法,其特征在于,所述深冷方式为:以液氮、液氦作为冷却介质,或者含有液氮、液氦一种或者两种冷却介质下冷却。
8.根据权利要求1所述的方法,其特征在于,所述S3)中的时效热处理的工艺为:合金板加热到400-450℃,保温0.5-48h,空冷至室温。
9.根据权利要求1所述的方法,其特征在于,所述高强度高弹性Cu-Ni-Mn合金抗拉强度能够达到1000-1500MPa,屈服强度能够达到700-1400MPa。
10.一种高强度高弹性Cu-Ni-Mn合金,其特征在于,所述高强度高弹性Cu-Ni-Mn合金采用如权利要求1-8任意一项所述的方法制备得到。
说明书
技术领域
本发明属于铜合金材料技术领域,具体涉及一种高强度高弹性Cu-Ni-Mn合金的短流程制备方法。
背景技术
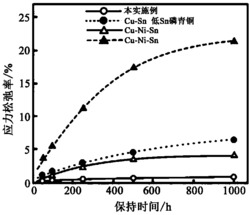
目前,Cu-Ni-Mn合金是一种重要的弹性铜合金材料,具有高强度、高弹性、高工作温度、抗应力腐蚀性能好、导电导热性好、无磁性、无毒性等性能特点。Cu-Ni-Mn合金是析出强化型合金,其热处理敏感性较低,加热后在空气中冷却即可完成固溶处理。在时效处理过程中,该合金通过溶质原子的周期性偏聚首先形成调幅结构。随着时效时间的延长,调幅结构逐渐演变成主要由Ni、Mn原子组成的面心四方结构的析出相。这些难变形析出相的存在,使该合金在时效初期合金的强度和硬度迅速增加。随着时效时间的延长,强度和硬度的增加速度变慢并且最终到达峰值。
Cu-Ni-Mn合金在大气环境下熔炼容易氧化、吸气,因此传统制备加工工艺比较复杂,一般采用真空熔炼-热轧-热锻-固溶-冷轧-时效的方法进行制备,工艺流程长,制备要求高,生产成本高,难以规模化生产。
热冷组合铸型连铸工艺是一种短流程工艺。铸型加热段采用感应加热的方式强制加热,加热温度高于连铸金属熔点;冷却段采用水冷铜套强制冷却。由加热段和冷却段获得足够大的温度梯度,在凝固界面前沿建立很高的轴向温度梯度,既有利于析出气体及夹杂物排入液相,提高管材组织致密度,又可促进晶粒沿轴向生长,获得沿轴向取向的结晶组织,消除冷型连铸时发达的径向柱状晶组织。利用该方法制得的铸锭致密度高、铸锭质量好,少有缩孔、疏松,组织晶粒细小,机械性能高。但如上所述,由于Cu-Ni-Mn合金在大气环境下熔炼容易氧化、吸气,一直难以在非真空条件下采用热冷组合铸型制备Cu-Ni-Mn合金材料。
发明内容
本发明公开了一种高强度高弹性Cu-Ni-Mn合金的短流程制备方法,以解决现有技术的上述以及其他潜在问题中任一问题。
本发明的技术方案是:高强度高弹性Cu-Ni-Mn合金的短流程制备方法,该方法通过添加Al和/或B元素,减少合金所含碳氧杂质含量,解决Cu-Ni-Mn合金在非真空条件下铸造容易吸氧问题,省去真空铸锭,降低生产成本。二是利用热冷组合铸型连铸工艺进行坯料制备,制得的坯料致密度高、质量好,少有缩孔、疏松;具有柱状晶组织,冷加工性能好,可以省去热加工过程,缩短了生产流程,降低了生产成本。三是利用深冷轧制+时效的工艺方法进一步提高合金强度,将固溶后的合金在-200℃--100℃的温度下进行深冷轧制,细化了晶粒,减少了后续时效所需时间,改善了析出相分布,提升了材料的性能。
进一步,该方法具体包括以下步骤:
S1)以纯度大于99.9%的铜、镍、锰、铝金属为原料,利用热冷组合铸型非真空连铸工艺进行制备,得到合金棒材;
S2)将S1)合金棒材先进行固溶处理后,再进行深冷轧制,获得厚度为0.5-2mm的冷轧合金板;
S3)将S2)得到的冷轧合金板进行时效热处理,得到高强度高弹性Cu-Ni-Mn合金。
进一步,所述S1)中的原料的各个组分质量百分数为:Cu 45-70%,Ni 14-26%,Mn14-26%,Al 0.1-5%。
进一步,所述S1)还包括B 0.001-0.3wt%。
进一步,所述S1)中的Ni/Mn的重量比:0.8-1.2:1。
进一步,所述S1)中非真空连铸工艺的工艺为,下拉温度为1230-1400℃,下拉速率为0.5-2mm/s,冷却水为500-700L/h。
进一步,所述S2)中深冷轧制的工艺为:在-200--100℃温度下进行深冷轧变形,总变形量为70-90%。
进一步,所述S3)中的时效热处理的工艺为:合金板加热到400-450℃,保温0.5-48h,空冷至室温。
进一步,所述高强度高弹性Cu-Ni-Mn合金抗拉强度能够达到1000-1500MPa,屈服强度能够达到700-1400MPa。
一种高强度高弹性Cu-Ni-Mn合金,所述高强度高弹性Cu-Ni-Mn合金采用如权利要求1-8任意一项所述的方法制备得到。
本发明在Cu-Ni-Mn合金本身具有较高的强度、弹性模量、较低的成本的基础上,进一步提高了其力学性能,同时利用连铸技术,缩短了工艺流程,降低了制备条件,解决了该合金制备加工困难,工艺流程长,成本高的问题,具有明显的技术优势。
附图说明
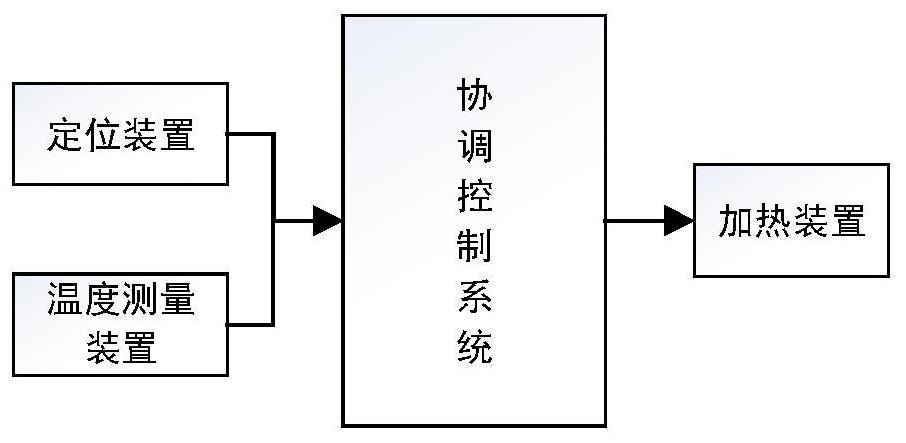
图1为本发明的高强度高弹性Cu-Ni-Mn合金的短流程制备方法的流程框图。
具体实施方式
下面结合具体实施例和附图对本发明的技术方案做进一步说明。
如图1所示,本发明高强度高弹性Cu-Ni-Mn合金的短流程制备方法,该方法具体包括以下步骤:
S1)以铜、镍、锰、铝金属为原料,利用热冷组合铸型非真空连铸工艺进行制备,得到合金棒材;
S2)将S1)合金棒材先进行固溶处理后,再进行深冷轧制,获得厚度为0.5-2mm的冷轧合金板;
S3)将S2)得到的冷轧合金板进行时效热处理,得到高强度高弹性Cu-Ni-Mn合金。
所述S1)中原料的各个组分质量百分数为:Cu 45-70%,Ni 14-26%,Mn 14-26%,Al 0.1-5%,纯度大于99.9%。
所述S1)原料中还包括纯度大于99.9%的硼,质量百分数为:0.001-0.3%。
所述S1)中的Ni/Mn的重量比为:0.8-1.2:1。
所述S1)中非真空连铸工艺的工艺为,下拉温度为1230-1400℃,下拉速率为0.5-2mm/s,冷却水为500-700L/h。
所述S2)中深冷轧制的工艺为:在-200--100℃温度下进行深冷轧变形,总变形量为70-90%。
所述深冷方式为:以液氮、液氦作为冷却介质,或者含有液氮、液氦一种或者两种冷却介质。
所述S3)中的时效热处理的工艺为:合金板加热到400-450℃,保温0.5-48h,空冷至室温。
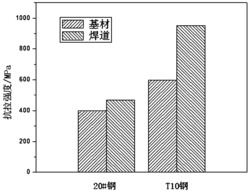
所述高强度高弹性Cu-Ni-Mn合金抗拉强度能够达到1000-1500MPa,屈服强度能够达到700-1400MPa。
一种高强度高弹性Cu-Ni-Mn合金,所述高强度高弹性Cu-Ni-Mn合金采用上述的方法制备得到。
实施例1:Cu-20Ni-20Mn合金
制备Cu-20Ni-20Mn合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为60wt%,Ni元素为20wt%,Mn元素为20wt%,,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1250℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行10道次深冷轧变形,总变形量为75%,获得厚度为1.5mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表1,合金的力学性能见下表2。
表1 Cu-20Ni-20Mn合金各元素含量
表2 Cu-20Ni-20Mn合金的力学性能
实施例2:Cu-20Ni-20Mn-0.05Al合金
制备Cu-20Ni-20Mn-0.05Al合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为0.05wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1250℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行10道次深冷轧变形,总变形量为75%,获得厚度为1.5mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表3,合金的力学性能见下表4。
表3 Cu-20Ni-20Mn-0.05Al合金各元素含量
表4 Cu-20Ni-20Mn-0.05Al合金的力学性能
实施例3:Cu-20Ni-20Mn-1Al合金
制备Cu-20Ni-20Mn-1Al合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为1wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1250℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行10道次深冷轧变形,总变形量为75%,获得厚度为1.5mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表5,合金的力学性能见下表6。
表5 Cu-20Ni-20Mn-1Al合金各元素含量
表6 Cu-20Ni-20Mn-1Al合金的力学性能
实施例4:Cu-20Ni-20Mn-1Al-0.03B合金
制备Cu-20Ni-20Mn-1Al-0.03B合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为1wt%,B元素为0.03wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1250℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行10道次深冷轧变形,总变形量为75%,获得厚度为1.5mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表7,合金的力学性能见下表8。
表7 Cu-20Ni-20Mn-1Al-0.03B合金各元素含量
表8 Cu-20Ni-20Mn-1Al-0.03B合金的力学性能
实施例5:Cu-20Ni-20Mn-1Al-0.03B合金
制备Cu-20Ni-20Mn-1Al-0.03B合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为1wt%,B元素为0.03wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1250℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行12道次深冷轧变形,总变形量为85%,获得厚度为0.9mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表9,合金的力学性能见下表10。
表9 Cu-20Ni-20Mn-1Al-0.03B合金各元素含量
表10 Cu-20Ni-20Mn-1Al-0.03B合金的力学性能
实施例6:Cu-20Ni-20Mn-1Al-0.03B合金
制备Cu-20Ni-20Mn-1Al-0.03B合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为1wt%,B元素为0.03wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1250℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行15道次深冷轧变形,总变形量为90%,获得厚度为0.6mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表11,合金的力学性能见下表12。
表11 Cu-20Ni-20Mn-1Al-0.03B合金各元素含量
表12 Cu-20Ni-20Mn-1Al-0.03B合金的力学性能
实施例7:Cu-20Ni-20Mn-1Al-0.03B合金
制备Cu-20Ni-20Mn-1Al-0.03B合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为1wt%,B元素为0.03wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1340℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行15道次深冷轧变形,总变形量为75%,获得厚度为1.5mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表13,合金的力学性能见下表14。
表13 Cu-20Ni-20Mn-1Al-0.03B合金各元素含量
表14 Cu-20Ni-20Mn-1Al-0.03B合金的力学性能
实施例8:Cu-20Ni-20Mn-1Al-0.03B合金
制备Cu-20Ni-20Mn-1Al-0.03B合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为1wt%,B元素为0.03wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1390℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行15道次深冷轧变形,总变形量为75%,获得厚度为1.5mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表15,合金的力学性能见下表16。
表15 Cu-20Ni-20Mn-1Al-0.03B合金各元素含量
表16 Cu-20Ni-20Mn-1Al-0.03B合金的力学性能
实施例9:Cu-20Ni-20Mn-1Al-0.03B合金
制备Cu-20Ni-20Mn-1Al-0.03B合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为1wt%,B元素为0.03wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1250℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-190℃温度下进行15道次深冷轧变形,总变形量为75%,获得厚度为1.5mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到450℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表17,合金的力学性能见下表18。
表17 Cu-20Ni-20Mn-1Al-0.03B合金各元素含量
表18 Cu-20Ni-20Mn-1Al-0.03B合金的力学性能
实施例10:Cu-20Ni-20Mn-1Al-0.03B合金
制备Cu-20Ni-20Mn-1Al-0.03B合金,包括如下步骤:
(1)连铸工艺:以纯度大于99.9%的纯铜、纯镍、纯锰、纯铝、纯硼金属为原料,按照主要成分Cu元素为59wt%,Ni元素为20wt%,Mn元素为20wt%,Al元素为1wt%,B元素为0.03wt%,利用热冷组合铸型非真空连铸工艺进行制备,下拉温度为1250℃,下拉速率为1mm/s,冷却水为600L/h,制得直径20mm的棒材。
(2)变形工艺:将合金棒材进行固溶处理后,在-100℃温度下进行15道次深冷轧变形,总变形量为75%,获得厚度为1.5mm的冷轧合金板;
(3)时效热处理:将固溶处理并且深冷轧后的合金板加热到400℃,分别保温0.5h、1h、2h、5h、10h、24h、36h、48h,空冷至室温。合金各元素含量见下表19,合金的力学性能见下表20。
表19 Cu-20Ni-20Mn-1Al-0.03B合金各元素含量
表20 Cu-20Ni-20Mn-1Al-0.03B合金的力学性能
本发明通过添加微量Al、B合金元素,降低非真空连铸所得棒材C、O杂质的含量,同时细化时效析出相,提高合金强度。制备时,利用热冷组合铸型非真空连铸技术,近终端一次成型棒材,后将合金棒材进行固溶处理,并通过深冷轧变形获得厚度为0.5-2mm的深冷轧合金板。将固溶处理并且深冷轧后的合金板加热到400-450℃,保温0.5-48h,空冷至室温。该合金的抗拉强度可达1000-1500MPa,屈服强度可达700-1400MPa。
以上对本申请实施例所提供的一种高强度高弹性Cu-Ni-Mn合金的短流程制备方法,进行了详细介绍。以上实施例的说明只是用于帮助理解本申请的方法及其核心思想;同时,对于本领域的一般技术人员,依据本申请的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本申请的限制。
如在说明书及权利要求书当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求书并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求书当中所提及的“包含”、“包括”为一开放式用语,故应解释成“包含/包括但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。说明书后续描述为实施本申请的较佳实施方式,然所述描述乃以说明本申请的一般原则为目的,并非用以限定本申请的范围。本申请的保护范围当视所附权利要求书所界定者为准。
还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,A和/或B,可以表示:单独存在A,同时存在A和B,单独存在B这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
上述说明示出并描述了本申请的若干优选实施例,但如前所述,应当理解本申请并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本申请的精神和范围,则都应在本申请所附权利要求书的保护范围内。
高强度高弹性Cu-Ni-Mn合金的短流程制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0