

IPC分类号 : B23P9/00I,B23K26/352I,B23Q11/10I,B24C1/08I,B24C11/00I







专利摘要
射流抛光微织构涂层刀具的制备方法,涉及刀具涂层领域,制备方法包括将涂层刀具表面微磨料射流抛光;完成射流抛光后,对涂层刀具进行清洗;对涂层刀具表面激光加工微织构。以及该涂层刀具配合微量润滑的切削方法,包括将被加工工件固定在机床夹具上,将涂层刀具固定在刀柄或刀杆上;设置微量润滑设备的水量、油量、压缩空气压强和流量;将喷嘴对准刀具切削部分,设置喷嘴至刀具切削部分距离,打开微量润滑设备,出口处稳定地喷射出润滑剂;设置切削速度、进给速度、切削深度及切削宽度,开启机床进行切削加工,该发明能在提升刀具刃口和涂层质量的前提下,在切削过程中进一步降低切屑与刀具前刀面及已加工表面与后刀面的摩擦系数。
权利要求
1.射流抛光微织构涂层刀具的制备方法,其特征在于:包括以下步骤:
S1:将涂层刀具表面微磨料射流抛光;
S2:完成步骤S1的射流抛光后,对涂层刀具进行清洗;
S3:完成步骤S2的清洗后,对涂层刀具表面激光加工微织构;
在步骤S1中,所述微磨料射流抛光包括以下步骤:
1)进行射流抛光前,控制涂层刀具表面温度在40℃以下;
2)用20-40倍显微镜进行观察,确保涂层表面的膜层完整,涂层部分不应有涂层脱落现象,不应有色差出现,涂层与未涂层分界线应清晰分明;
3)将符合步骤1)和步骤2)标准的涂层刀具固定于专用夹具上;
4)选择微磨料;
5)设置射流系统参数,然后对涂层刀具进行射流抛光;
6)抛光结束后关闭电源,并从夹具中取出刀具;
在步骤4)中,所述微磨料为SiC、CeO
在步骤5)中,进行射流抛光时,设置喷嘴的喷射角度为30-60°,喷射压力为0.3-0.5MPa,喷嘴至工件距离为10-60mm,进给速度为1-5mm/s,喷嘴直径为0.2-0.8mm,打开射流系统进行工作,喷射时间为3-10s;
在步骤S3中,所述激光微织构加工方法包括以下步骤:
1)将刀具固定在激光机床夹具上;
2)穿戴好激光加工专用防护眼镜;
3) 打开激光机床,使用激光对需要加工的刀具表面进行对位;
4)将织构模型输入;
5)设置激光加工功率为20-100KW,波长为600-1400nm,光斑直径为0.02-0.06mm,脉冲重复最大频率为20-300KHz,脉冲宽度为5-20ns,扫描速度为400-1000mm/s,扫描次数为1-20次,激光锥度为5-10°;
6)根据工艺要求,若仍需对刀具其它表面进行微织构加工,则重复步骤1)至步骤5)直到完成为止;
7)确认关闭激光后,取出刀具;
制成的涂层刀具配合微量润滑的切削方法,括以下步骤:
a)将被加工工件固定在机床夹具上,将涂层刀具固定在刀柄或刀杆上;
b) 设置微量润滑设备的水量为0.1-10L/h,油量为0.5mL/h-2L/h,压缩空气压强为0.5-8MPa,流量为0.1-200kg/h;
c)将喷嘴对准刀具切削部分,设置喷嘴至刀具切削部分距离为10-200mm,打开微量润滑设备,使微量润滑设备的出口处稳定地喷射出润滑剂;
d)关闭机床门,根据加工要求,设置加工走刀路径、切削速度、进给速度、切削深度及切削宽度,开启机床进行切削加工;
所述切削速度为130-150m/s,进给速度为0.05-0.15mm/z,切削深度为1-3mm,切削宽度为0.3-0.5mm。
2.根据权利要求1所述的射流抛光微织构涂层刀具的制备方法,其特征在于:在步骤5)中,进行射流抛光时,设置喷嘴的喷射角度为45°,喷射压力为0.4MPa,喷嘴至工件距离为40mm,进给速度为3mm/s,喷嘴直径为0.5mm,打开射流系统进行工作,喷射时间为5s。
3.根据权利要求1所述的射流抛光微织构涂层刀具的制备方法,其特征在于:在步骤S2中,所述清洗包括以下步骤:
1)将刀具置于专用清洗架上,并将清洗架放入超声清洗机中;
2)注入去离子水,并保证离子水没过刀具最高点;
3)打开超声清洗机,超声频率为20-40KHZ,加热温度为20-60°,清洗时间为3-8min;
4)取出清洗架及刀具,然后吹干刀具。
4.根据权利要求1所述的射流抛光微织构涂层刀具的制备方法,其特征在于,在步骤d)中,所述切削速度为140m/s,进给速度为0.08mm/z,切削深度为2mm,切削宽度为0.3mm。
说明书
技术领域
本发明涉及刀具涂层领域,具体涉及射流抛光微织构涂层刀具的制备方法及该涂层刀具配合微量润滑的切削方法。
背景技术
近些年来,随着仿生非光滑表面技术的研究与发展,将仿生减磨表面应用到金属的切削过程当中,使新型刀具具有较传统刀具所不具备的新特性,已经成为新型刀具开发领域的一个重要方向。这种刀具被人们称为微织构刀具。微织构刀具是指在刀具表面(前刀面或后刀面)的特定位置上加工出具有一定尺寸、形状的微纳结构阵列,以改善刀具在切削过程中刀-屑接触界面的摩擦润滑状态。研究表明微织构刀具在金属切削加工过程中可以减小摩擦力,降低切削温度,从而起到减小切削力,抗粘结抗磨损等作用,可用于加工难加工金属,提高刀具切削性能。
但在微织构刀具制备过程中,由于使用磨削工具或激光等设备在刀具刃口上直接加工出微织构,对刀具刃口强度产生了较大影响,在加工过程中,由于刃口缺乏一定的强度,在加工过程容易过早失效,同时,刃口部分没有得到良好的钝化处理,经激光微织构加工后的刃口平整程度受到影响,极容易在切削过程中出现震颤而导致刃口部分受力不均。而因此在实际生产过程中,会出现微织构刀具加工效益不良的问题。在加工应用上,大部分微织构刀具用于干切及切削液加工,尽管获得了一定的加工性能的提高,但是并不能发挥出微织构刀具最大加工效果。微量润滑冷却技术被认为是微织构刀具在切削加工过程中最佳的润滑方式。一方面刀面上的微织构微槽极大地提高了微量润滑方式下油雾的渗透性能,另一方面,微量润滑具有绿色环保、可降解等优点,加工效果优于干切削。
因此,在涂层刀具进行表面微织构加工前,有必要做好相应的刀具刃口及涂层表面的抛光处理。在完成抛光处理后,使用优化的微织构加工参数进行加工,再配合微量润滑冷却方式,来达到最佳切削效果。
发明内容
本发明的目的在于避免现有技术中的不足之处而提供一种射流抛光微织构涂层刀具的制备方法,该涂层刀具的制作方法能提升刀具刃口和涂层质量,在切削过程中进一步降低切屑与刀具前刀面及已加工表面与后刀面的摩擦系数。
本发明的另一目的在于避免现有技术中的不足之处而提供一种射流抛光微织构涂层刀具配合微量润滑的切削方法,该切削方法能降低切削温度,减少切削力,从而提高切削稳定性,刀具寿命与加工产品质量。
本发明的目的之一通过以下技术方案实现:提供一种射流抛光微织构涂层刀具的制备方法,包括以下步骤:
S1:将涂层刀具表面微磨料射流抛光;
S2:在完成步骤S1的射流抛光后,对涂层刀具进行清洗;
S3:在完成步骤S2的清洗后,对涂层刀具表面激光加工微织构。
其中,在步骤S1中,所述微磨料射流抛光包括以下步骤:
1)进行射流抛光前,控制涂层刀具表面温度在40°C以下;
2)用20-40倍显微镜进行观察,确保涂层表面的膜层完整,涂层部分不应有涂层脱落现象,不应有色差出现,涂层与未涂层分界线应清晰分明;
3)将符合步骤1)和步骤2)标准的涂层刀具固定于专用夹具上;
4)选择微磨料;
5)设置射流系统参数,然后对涂层刀具进行射流抛光;
6)抛光结束后关闭电源,并从夹具中取出刀具。
其中,在步骤S1中的步骤4)中,所述微磨料为SiC、CeO2和Al2O3颗粒中的一种,所述微磨料的直径为0.5-30um,所述微磨料的浓度为75-100g/L。
其中,在步骤S1中的步骤5)中,进行射流抛光时,设置喷嘴的喷射角度为30-60°,喷射压力为0.3-0.5MPa,喷嘴至工件距离为10-60mm,进给速度为1-5mm/s,喷嘴直径为0.2-0.8mm,打开射流系统进行工作,喷射时间为3-10s。
优选地,在步骤S1中的步骤5)中,进行射流抛光时,设置喷嘴的喷射角度为45°,喷射压力为0.4MPa,喷嘴至工件距离为40mm,进给速度为3mm/s,喷嘴直径为0.5mm,打开射流系统进行工作,喷射时间为5s。
其中,在步骤S2中,所述清洗包括以下步骤:
1)将刀具置于专用清洗架上,并将清洗架放入超声清洗机中;
2)注入去离子水,并保证离子水没过刀具最高点;
3)打开超声清洗机,超声频率为20-40KHZ,加热温度为20-60°,清洗时间为3-8min;
4)取出清洗架及刀具,然后吹干刀具。
其中,在步骤S3中,所述激光微织构加工方法包括以下步骤:
1)将刀具固定在激光机床夹具上;
2)穿戴好激光加工专用防护眼镜;
3) 打开激光机床,使用激光对需要加工的刀具表面进行对位;
4)将织构模型输入;
5)设置激光加工功率为20-100KW,波长为600-1400nm,光斑直径为0.02-0.06mm,脉冲重复最大频率为20-300KHz,脉冲宽度为5-20ns,扫描速度为400-1000mm/s,扫描次数为1-20次,激光锥度为5-10°;
6)根据工艺要求,若仍需对刀具其它表面进行微织构加工,则重复步骤S3中的步骤1)至步骤5)直至完成为止;
7)确认关闭激光后,取出刀具。
另外,还提供一种如上制成的涂层刀具配合微量润滑的切削方法,包括以下步骤:
a)将被加工工件固定在机床夹具上,将涂层刀具固定在刀柄或刀杆上;
b) 设置微量润滑设备的水量为0.1-10L/h,油量为0.5mL/h-2L/h,压缩空气压强为0.5-8MPa,流量为0.1-200kg/h;
c)将喷嘴对准刀具切削部分,设置喷嘴至刀具切削部分距离为10-200mm,打开微量润滑设备,出口处稳定地喷射出润滑剂;
d)关闭机床门,根据加工要求,设置加工走刀路径、切削速度、进给速度、切削深度及切削宽度,开启机床进行切削加工。
其中,在步骤d)中,所述切削速度为130-150m/s,进给速度为0.05-0.15mm/z,切削深度为1-3mm,切削宽度为0.3-0.5mm。
优选地,在步骤d)中,所述切削速度为140m/s,进给速度为0.08mm/z,切削深度为2mm,切削宽度为0.3mm。
相对于现有技术,本发明的射流抛光微织构涂层刀具的制备方法的有益效果:在涂层刀具上先进行射流抛光后再进行激光加工微织构,消除了液滴对涂层的影响,能在提升刀具刃口和涂层质量的前提下,在切削过程中配合微量润滑切削方式进一步降低切屑与刀具前刀面及已加工表面与后刀面的摩擦系数。
相对于现有技术,本发明的涂层刀具配合微量润滑的切削方法的有益效果:由于微织构的存在,配合微量润滑切削方式进行加工,射流抛光微织构涂层刀具能显著提升喷雾的渗透性能,降低了对雾滴体积要求,使喷雾更容易进入刀尖部位,微织构中的微槽或微孔结构能储存润滑液,在刀尖形成稳定的油膜。
附图说明
利用附图对发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
图1是本发明的涂层刀具未抛光前的表面形貌图;
图2是本发明的涂层刀具一次抛光的表面形貌图;
图3是本发明的涂层刀具二次抛光的表面形貌图;
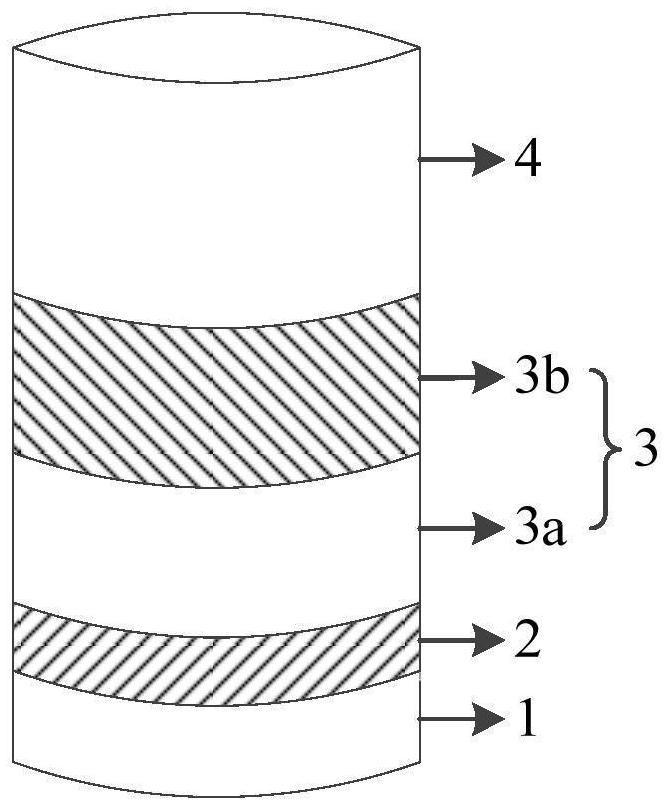
图4是本发明的涂层刀具的激光微织构微槽型加工示意图;
图5是本发明的涂层刀具的激光微织构微孔型加工示意图;
图6是不同后处理刀具后刀面磨损性能对比图,其中Cutting length-切削长度。
具体实施方式
以下结合附图和实施例对本发明的具体实施作进一步说明,但本发明并不局限于此。
实施例1:
一种射流抛光微织构涂层刀具的制备方法,包括步骤如下:
S1:涂层刀具表面微磨料射流抛光:待涂层刀具表面温度在40°C以下时,用20倍显微镜进行检查,涂层表面的膜层应完整,涂层部分不应有涂层脱落现象,不应有色差出现,涂层与未涂层分界线应清晰分明,附合上述标准后,方可进行下一步,进行射流抛光前,将涂层刀具固定于专用夹具上,选用磨料为Al2O3颗粒,磨料直径为10um,磨料浓度为75g/L,进行射流抛光时,设置喷嘴的喷射角度为30°,喷射压力为0.3MPa,喷嘴至工件距离为20mm,进给速度为1mm/s,喷嘴直径为0.2mm,打开射流系统进行工作,喷射时间为10s,抛光结束后关闭电源,并从夹具中取出刀具。
在未处理的涂层刀具上进行射流抛光的优势在于:
1)修整刃口的同时能避免因冲击力过大造成刃口损失,保证刀具涂层部分厚度均匀;
2)释放涂层残余拉应力,产生残余压应力,抑制裂纹扩展;
3)去除涂层表面液滴,改善表面质量,降低表面粗糙度及摩擦系数;
4)在涂层表面产生塑性变形,细化涂层表面晶粒,提高表硬度。
S2:涂层刀具清洗:将刀具置于专用清洗架上,并将清洗架放入超声清洗机中,注入去离子水,并保证离子水没过刀具最高点,打开超声清洗机,设置超声频率为20KHZ,加热温度为20°,清洗时间为5min;取出清洗架及刀具,用吹风机吹干刀具。
S3:涂层刀具表面激光微织构加工:将刀具固定在激光机床夹具上,穿戴好激光加工专用防护眼镜,打开激光机床,使用激光对需要加工的刀具表面进行对位并将织构模型输入,设置激光加工功率为40KW,波长为800nm,光斑直径为0.02mm,脉冲重复最大频率为200KHz,脉冲宽度为10ns,扫描速度为600mm/s,扫描次数为1次,激光锥度为5°,确认关闭激光后,取出刀具。
与磨削加工微织构相比,激光加工涂层刀具微织构的优势在于:
1)激光微织构形状更多样化,可任意打出复杂形状;
2)加工参数易调整,加工效率高,能批量化生产;
3)可在复杂曲面上进行加工,如带曲面的前刀面;
4)可加工点阵列。
与未涂层刀具相比,在涂层刀具上作微织构可最大程度避免微织构加工对刀具基体的影响及刀具刃口强度的不足等问题,提高了加工稳定性。
本实施例的射流抛光微织构涂层刀具配合微量润滑的切削方法,包括的步骤如下:
a)将被加工工件固定在机床夹具上,把刀具固定在刀柄上;
b)设置微量润滑设备的水量为1L/h,油量为500mL/h,压缩空气压强为2MPa,流量为20kg/h;
c)将喷嘴对准刀具切削部分,设置喷嘴至刀具切削部分距离为50mm,打开微量润滑设备,出口处稳定地喷射出润滑剂;
d)关闭机床门,设置切削速度为140m/s、进给速度为0.05mm/z、切削深度为2mm及切削宽度为0.5mm,开启机床进行切削加工。
经射流抛光及激光微织构处理的涂层刀具配合微量润滑方式加工,其优势在于:
1)进一步提高了微量润滑的渗透性能;
2)减少了切屑与刀具前刀面的接触面积及摩擦系数;
3)在加工过程中,润滑液能储存在微织构中,使得油膜在刀尖处稳定形成;
4)增大了切屑与前刀面毛细管的形成空间,使得大直径雾滴(如油水复合喷雾等)更易发挥渗透性能;
5)减少了后刀面与已加工表面的摩擦,降低了产品表面粗糙度及硬化层厚度,提高了产品表面质量。
实施例2:
一种射流抛光微织构涂层刀具的制备方法,包括步骤如下:
S1:涂层刀具表面微磨料射流抛光:待涂层刀具表面温度在40°C以下时,用20倍显微镜进行检查,涂层表面的膜层应完整,涂层部分不应有涂层脱落现象,不应有色差出现,涂层与未涂层分界线应清晰分明,附合上述标准后,方可进行下一步,进行射流抛光前,将涂层刀具固定于专用夹具上,选用磨料为Al2O3颗粒,磨料直径为20um,磨料浓度为100g/L,进行射流抛光时,设置喷嘴的喷射角度为60°,喷射压力为0.4MPa,喷嘴至工件距离为25mm,进给速度为2mm/s,喷嘴直径为0.3mm,打开射流系统进行工作,喷射时间为8s,抛光结束后关闭电源,并从夹具中取出刀具。
在未处理的涂层刀具上进行射流抛光的优势在于:
1)修整刃口的同时能避免因冲击力过大造成刃口损失,保证刀具涂层部分厚度均匀;
2)释放涂层残余拉应力,产生残余压应力,抑制裂纹扩展;
3)去除涂层表面液滴,改善表面质量,降低表面粗糙度及摩擦系数;
4)在涂层表面产生塑性变形,细化涂层表面晶粒,提高表硬度。
S2:涂层刀具清洗:将刀具置于专用清洗架上,并将清洗架放入超声清洗机中,注入去离子水,并保证离子水没过刀具最高点,打开超声清洗机,设置超声频率为20KHZ,加热温度为30°,清洗时间为5min;取出清洗架及刀具,用吹风机吹干刀具。
S3:涂层刀具表面激光微织构加工:将刀具固定在激光机床夹具上,穿戴好激光加工专用防护眼镜,打开激光机床,使用激光对需要加工的刀具表面进行对位并将织构模型输入,设置激光加工功率为60KW,波长为600nm,光斑直径为0.03mm,脉冲重复最大频率为100KHz,脉冲宽度为15ns,扫描速度为700mm/s,扫描次数为2次,激光锥度为8°,确认关闭激光后,取出刀具。
与磨削加工微织构相比,激光加工涂层刀具微织构的优势在于:
1)激光微织构形状更多样化,可任意打出复杂形状;
2)加工参数易调整,加工效率高,能批量化生产;
3)可在复杂曲面上进行加工,如带曲面的前刀面;
4)可加工点阵列。
与未涂层刀具相比,在涂层刀具上作微织构可最大程度避免微织构加工对刀具基体的影响及刀具刃口强度的不足等问题,提高了加工稳定性。
本实施例的射流抛光微织构涂层刀具配合微量润滑的切削方法,包括的步骤如下:
a)将被加工工件固定在机床夹具上,将刀具固定在刀杆上;
b)设置微量润滑设备的水量为0.5L/h,油量为200mL/h,压缩空气压强为4MPa,流量为20kg/h;
c)将喷嘴对准刀具切削部分,设置喷嘴至刀具切削部分距离为30mm,打开微量润滑设备,出口处稳定地喷射出润滑剂;
d)关闭机床门,设置切削速度为140m/s、进给速度为0.15mm/r、切削深度为2mm及切削宽度为0.4mm,开启机床进行切削加工。
经射流抛光及激光微织构处理的涂层刀具配合微量润滑方式加工,其优势在于:
1)进一步提高了微量润滑的渗透性能;
2)减少了切屑与刀具前刀面的接触面积及摩擦系数;
3)在加工过程中,润滑液能储存在微织构中,使得油膜在刀尖处稳定形成;
4)增大了切屑与前刀面毛细管的形成空间,使得大直径雾滴(如油水复合喷雾等)更易发挥渗透性能;
5)减少了后刀面与已加工表面的摩擦,降低了产品表面粗糙度及硬化层厚度,提高了产品表面质量。
实施例3:
一种射流抛光微织构涂层刀具的制备方法,包括步骤如下:
S1:涂层刀具表面微磨料射流抛光:待涂层刀具表面温度在40°C以下时,用20倍显微镜进行检查,涂层表面的膜层应完整,涂层部分不应有涂层脱落现象,不应有色差出现,涂层与未涂层分界线应清晰分明,附合上述标准后,方可进行下一步,进行射流抛光前,将涂层刀具固定于专用夹具上,选用磨料为SiC颗粒,磨料直径为20um,磨料浓度为80g/L,进行射流抛光时,设置喷嘴的喷射角度为45°,喷射压力为0.35MPa,喷嘴至工件距离为40mm,进给速度为3mm/s,喷嘴直径为0.4mm,打开射流系统进行工作,喷射时间为6s,抛光结束后关闭电源,并从夹具中取出刀具。
在未处理的涂层刀具上进行射流抛光的优势在于:
1)修整刃口的同时能避免因冲击力过大造成刃口损失,保证刀具涂层部分厚度均匀;
2)释放涂层残余拉应力,产生残余压应力,抑制裂纹扩展;
3)去除涂层表面液滴,改善表面质量,降低表面粗糙度及摩擦系数;
4)在涂层表面产生塑性变形,细化涂层表面晶粒,提高表硬度。
S2:涂层刀具清洗:将刀具置于专用清洗架上,并将清洗架放入超声清洗机中,注入去离子水,并保证离子水没过刀具最高点,打开超声清洗机,设置超声频率为30KHZ,加热温度为40°,清洗时间为5min;取出清洗架及刀具,用吹风机吹干刀具。
S3:涂层刀具表面激光微织构加工:将刀具固定在激光机床夹具上,穿戴好激光加工专用防护眼镜,打开激光机床,使用激光对需要加工的刀具表面进行对位并将织构模型输入,设置激光加工功率为50KW,波长为700nm,光 斑直径为0.04mm,脉冲重复最大频率为150KHz,脉冲宽度为15ns,扫描速度为700mm/s,扫描次数为5次,激光锥度为5°,确认关闭激光后,取出刀具。
与磨削加工微织构相比,激光加工涂层刀具微织构的优势在于:
1)激光微织构形状更多样化,可任意打出复杂形状;
2)加工参数易调整,加工效率高,能批量化生产;
3)可在复杂曲面上进行加工,如带曲面的前刀面;
4)可加工点阵列。
与未涂层刀具相比,在涂层刀具上作微织构可最大程度避免微织构加工对刀具基体的影响及刀具刃口强度的不足等问题,提高了加工稳定性。
本实施例的射流抛光微织构涂层刀具配合微量润滑的切削方法,包括的步骤如下:
a)将被加工工件固定在机床夹具上,将刀具固定在刀柄上;
b)设置微量润滑设备的水量为0.1L/h,油量为150mL/h,压缩空气压强为5MPa,流量为30kg/h;
c)将喷嘴对准刀具切削部分,设置喷嘴至刀具切削部分距离为40mm,打开微量润滑设备,出口处稳定地喷射出润滑剂;
d)关闭机床门,设置切削速度为140m/s、进给速度为0.08mm/z、切削深度为2mm及切削宽度为0.3mm,开启机床进行切削加工。
经射流抛光及激光微织构处理的涂层刀具配合微量润滑方式加工,其优势在于:
1)进一步提高了微量润滑的渗透性能;
2)减少了切屑与刀具前刀面的接触面积及摩擦系数;
3)在加工过程中,润滑液能储存在微织构中,使得油膜在刀尖处稳定形成;
4)增大了切屑与前刀面毛细管的形成空间,使得大直径雾滴(如油水复合喷雾等)更易发挥渗透性能;
5)减少了后刀面与已加工表面的摩擦,降低了产品表面粗糙度及硬化层厚度,提高了产品表面质量。
根据以上实施例,涂层刀具未抛光、一次抛光及二次抛光的形貌图如图1至图3所示,在涂层刀具上先进行射流抛光后再进行激光加工微织构,激光加工微织构有微槽型和微孔型,如图4和图5所示,消除了液滴对涂层的影响,能在提升刀具刃口和涂层质量的前提下,在切削过程中进一步降低切屑与刀具前刀面及已加工表面与后刀面的摩擦系数;由于微织构的存在,配合微量润滑切削方式进行加工,射流抛光微织构涂层刀具能显著提升喷雾的渗透性能,降低了对雾滴体积要求,使喷雾更容易进入刀尖部位,微织构中的微槽或微孔结构能储存润滑液,在刀尖形成稳定的油膜,不同后处理刀具后刀面磨损性能对比如图6所示。
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
射流抛光微织构涂层刀具的制备方法及该涂层刀具配合微量润滑的切削方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0