









专利摘要
本发明涉及由用于汽酒的复合材料制成的塞,该塞由紧密粘合并由两个范围的不同粒度测量的颗粒制造的两种软木块构成,两个块之间的接合表面由于它们的相互渗透而不规则。本发明还涉及通过单独模制(一片一片)制造这些塞的过程,藉此进行两种颗粒和各自添加剂的同时送料,且通过压制并随后加热用于聚合的时间来结束模制。通常用由(例如)基于TDI的准预聚物或基于MDI的准预聚物构成的反应性块来处理所用的颗粒。在脱模之后,稳定未完成的塞,且稍后将其机械制造为最终尺寸。
权利要求
1.一种由用于瓶中压力超过1.5巴的汽酒的复合材料制成的塞,所述塞在通过拧而不是通过单独拉将其从所述瓶的颈移走时抵抗破裂,并提供与弹性和均匀性有关的良好结果,其特征在于,所述塞包括紧密粘合并由两个范围的不同粒度测量的颗粒制造的两种软木块,在以下百分比中:
a)从具有2和10毫米之间的粒度测量的软木的颗粒1获得的块1的10至90%的体积;
b)从具有0.25和4毫米之间的粒度测量的软木的颗粒2获得的块2的90至10%的体积;
由于两个块相互渗透且具有与所述酒接触的块2,所述两个块之间的所述接合表面不规则。
2.根据权利要求1所述的塞,其特征在于包括块1的40%至60%的体积和块2的60%至40%的体积。
3.根据权利要求1或2制成的塞,其特征在于颗粒1具有3至7毫米的粒度测量且颗粒2具有0.25至2.5毫米的粒度测量。
4.根据权利要求1至3中任一项制成的塞,其特征在于其还可以在所述塞的上和/或下端上包括一或多个天然软木片。
5.一种制造塞的过程,所述塞由用于瓶中压力超过1.5巴的汽酒的复合材料制成,其特征在于所述过程包括软木块的所述塞的单独模制,所述塞包括紧密粘合并由两个范围的不同粒度测量的颗粒制造的两种软木块过程,在以下百分比中:
a)从具有2和10毫米之间的粒度测量的软木的颗粒1获得的块1的10%至90%的体积;
b)从具有0.25和4毫米之间的粒度测量的软木的颗粒2获得的块2的90%至10%的体积;
6.根据权利要求5所述的过程,其特征在于在单独混合物1中通过构成具有颗粒1、粘合剂和其他添加剂的特定公式获得所述块1,且在单独混合物2中通过构成具有颗粒2、粘合剂和其他添加剂的特定公式获得所述块2,所述块1和块2中的每一个由预先确认的体积和质量构成,即所谓的公式,这些原始材料被转变为具有可变剂量的两个独立系统,且将因此制造的所述混合物引入活塞系统以进入单一模制腔和圆柱小孔,所述单一模制腔固定在模具支撑板的每一端。
7.根据权利要求6所述的过程,其特征在于每一个横向送料器由旋转圆柱或半圆柱腔构成,所述送料器在振动搅拌系统的帮助下通过重力给料接收所述颗粒,所述颗粒已经由添加的粘合剂预先弄湿。
8.根据权利要求5至7中的任一项所述的过程,其特征在于所述送料器与所述模制室轴向对准,且所述压制活塞在将所述颗粒推到所述模具中的所述送料器中滑动,该操作在所述颗粒随后被压下的所述圆柱模具的两个顶部中同时发生。
9.根据权利要求5至8中的任一项所述的过程,其特征在于所述活塞的平移运动确保压紧,所述两种块的所述接合线在分离的平均概念线的任一侧的两个部分的存在一些相互渗透的地方为不规则线。
10.根据权利要求5至9中的任一项所述的过程,其特征在于在关闭之后,所述模具转到预先加热且温度受控的炉,所述模具在此被保持必需的时间以使聚合发生并确保机械稳定性,以允许在冷却之后脱模而不会产生过膨胀。
11.根据权利要求10所述的过程,其特征在于所述模具转到温度受控的冷却室,且被冷却到30℃至80℃,优选为40℃至60℃的温度,随后通过活塞喷射器脱模。
12.根据权利要求10所述的过程,其特征在于将所述模具冷却到40℃至60℃。
13.根据权利要求5或6所述的过程,其特征在于由液体可聚合粘合剂确保所述两种块之间的所述紧密粘合。
14.根据权利要求5或6所述的过程,其特征在于所用的所述粘合剂与块的所述类型的每一个不同。
15.根据权利要求5或6所述的过程,其特征在于所用的所述公式与块的所述类型的每一个不同。
16.根据权利要求5或6所述的过程,其特征在于在所述模具中的压力下保证了所述两种块之间的所述紧密粘合。
17.根据权利要求16所述的过程,其特征在于所述液体可聚合粘合剂具有大分子聚亚安酯结构,且具有或不具有反应功能性。
18.根据权利要求17所述的过程,其特征在于所述基底的所述块中所用的所述聚亚安酯预聚物为所述粘合剂的前体,具有由4’4-二苯基甲烷二异氰酸盐(MDI)和各自的聚合类似物衍生出的或从其异构体或类似物从甲苯二异氰酸盐(TDI)衍生出的末端分子结构。
说明书
技术领域技术领域
本发明是关于用于汽酒的复合材料的软木塞,含有紧密粘结且由两个范围的不同粒度测量的颗粒制造的两种软木块,以及关于使用两个混合物和软木块塞的单独模制的制备。
技术背景背景技术
用于汽酒和气酒的国际市场完全膨胀,且在多于50个国家中已经超出每年制造二十亿瓶。基本方面中非常重要的一个在于此种瓶的正确和安全密封。
实际上,如果是香槟酒和汽酒或气酒的状况,密封物必须以确保保持瓶中压力的方式保证密封。对于汽酒而言,瓶中压力超过1.5巴。
汽酒市场的要求众多且明确,其中其最重要的为:性能的均匀性(密封、老化、开口之后的特性和器官感觉的保存)、市场的接受(蘑菇形软木的传统外观)和与成本有关的高质量。
市场现在偏向于使用软木密封物,其目前市场占有率为80%,剩下的20%由合成密封物和螺旋帽占据。
当前使用的软木密封物不能符合所有要求。
现在通过两个不同的过程来制造软木块塞:
·通过已知为“挤出过程”的连续反应挤出
·通过已知为“单独模制过程”的在封闭模具中的压制反应
在这些过程的第一过程中,通过加热的管状段来连续压预先用预聚物添加剂弄湿的颗粒状软木。压制包括填充颗粒与在压力下与成块的颗粒边缘聚合的预聚物添加剂之间的空间。将以此方式制造的连续圆柱杆连续切割为合适长度的片。在完成了已经应用的操作之后,获得具有所要长度和直径的塞子。
在这些过程的第二过程中,将已经由预聚物添加剂预先弄湿的颗粒状软木以半连续方式注入圆柱形模具中。随后,在模具中通过两个圆柱活塞压制颗粒。在热模具中施加了几分钟的压力允许聚合反应以达到高等级的转换(通常超过95%),且因此减少从模具上移走之后的膨胀。
存在两个未描述的其他过程,因为被认为是不相关的;即,管状离心分离块和平行六面体。
具有25mm和30.5mm之间的直径的块状塞是软木颗粒的凝聚结果(2和8mm之间的测量),且具有(例如)在英国专利GB 517798中登记的过程或(较不频繁)单独模制过程中所用的通过挤出过程的化学添加剂。
响应竞争的压力,由于制造过程或所选择的原材料使得这些塞的质量通常次于要求。
使用这些塞会导致酒的器官感觉特征的随机老化,并且导致在放置CO2方面不可靠的性质。
最常用于密封气酒或汽酒的瓶的塞为构成块状软木的圆柱的塞,其中两盘天然软木粘结到末端的每一个上。
通过软木颗粒和化学添加剂的凝聚且通过反应挤出过程或通过模制获得块状圆柱,其中颗粒的平均尺寸在2和8mm之间。
因此,可以用传统方式或如专利EP 0481155中所述使用软木盘。通过将两个材料与不同物理特征粘合来粘结,藉此其中一个经历天然材料的本质易变性和不均匀性,且这会导致性质的不完全满意均匀性。
“新一代”块状软木通过模制过程由软木粒化的凝聚获得,且具有粒化软木的51%的最小重量,具有0.25和8mm之间(且更经常地在0.25和2.5mm之间)的颗粒测量。
这些塞通过目的在于改良老化的器官感觉中性且可以含有欧洲专利EP0496687中所描述的可膨胀合成材料的过程来制备。根据所用的过程,这些塞可能会实现使用要求,即,与机制和器官感觉性质的均匀性有关。然而,通常,软木的视觉方面并不符合潜在客户的期望。
西班牙专利ES2160005(马丁)描述具有或不具有胶合软木片和线框的块状塞。仅存在一种块的类型,且在此状况下,在模制期间软木片经胶合且不紧密粘合(粘合表面规则)。既未描述也未主张制备过程。
西班牙实用新型ES1043200(Emporda)描述了由三个独立部分形成的塞:第一部分为粗糙块(4至8mm),第二部分为天然软木且第三部分为精细块(20.5至3mm)。在单元模具或在方块中通过挤出独立地获得块状部分。在模制期间这些块经胶合且不紧密粘合(粘合表面规则)。
西班牙实用新型ES1047917(Emporda)与西班牙实用新型ES1043200类似,且描述了由三个独立部分形成的塞:第一部分为粗糙块或具有不渗透试剂,第二部分为天然软木且第三部分为具有不渗透试剂的精细块。在模制期间这些块经胶合且不紧密粘合(粘合表面规则)。未描述制备过程。
西班牙实用新型ES1057788(Rutllant)描述了由两个或三个独立部分形成的塞:第一部分为粗糙块(2.72至4.75mm),第二部分为精细块(小于1mm),且第三部分(如果存在一个的话)为天然软木。在模制期间这些块经胶合且不紧密粘合(粘合表面规则)。未描述制备过程。
西班牙实用新型(Trefinos)描述了由粗糙块(3.5mm)的内部圆柱芯和精细块(0.5mm)的外部环形成的塞。此产品通过基于两个同心拖拉框的挤压来获得。
西班牙实用新型ES2255389(Janosa)描述了由精细块和天然软木片构成的塞。制造此塞的过程是在模制期间通过块的成分的混合且并入软木片。然而,塞不具有粗糙块且具有软木片,其粘合表面规则。该过程仅使用一个混合物。
德国实用新型DE 20119241U1和德国专利1936646描述了由通过塑料材料的不渗透片分隔的两个天然软木部分构成的塞。
专利请求WO 2006/003284描述具有胶合到块的相同面的两个天然软木片的仅一个类型的块状软木塞以及制造过程,其粘合表面规则。
法国专利请求2838714描述仅一个类型的块状软木的用于汽酒的塞,其还具有天然软木的胶合片,其粘合表面规则。
发明内容发明内容
本发明是用于制造用于汽酒的复合材料的软木塞,其具有含有补充特征以符合市场要求的两种软木块。
本发明还关于涉及使用两个混合物的塞和软木块的塞的单独模制的制备过程。
在实验室中试验使用不同类型的胶水(聚亚安酯胶水、“热溶性”胶水和反应热溶性”胶水以及干酪素)连接两种块的多种方法,尤其是顶对顶胶合。在每种状况下,胶缝是容易看见的。
这些试验导致满意的结果,但是还导致存在胶水不能涂覆表面和随之产生的沿胶缝的破裂以及在模制之后的操作的高额外成本的高风险的结论。
由于这些观察,作出“单独模制”的过程的决定。在此过程中,两种颗粒的粘合在相同模制操作中发生。
附图说明附图说明
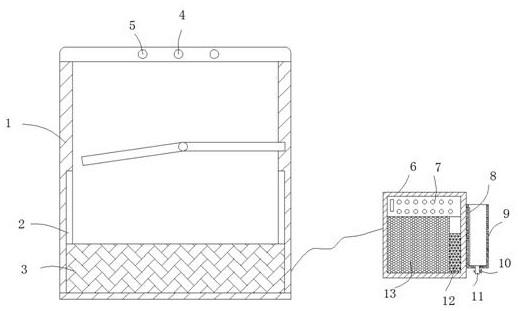
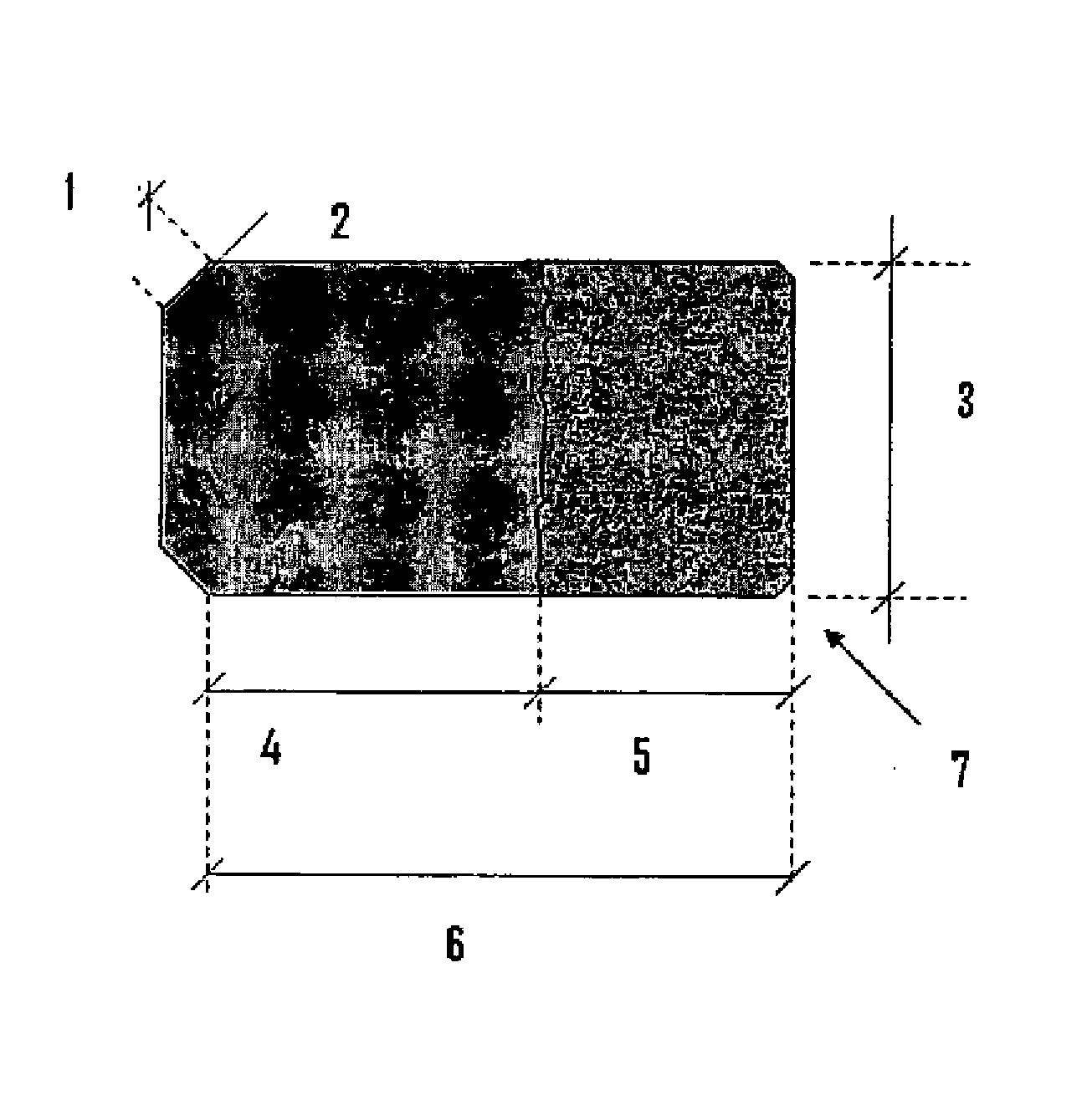
图1示出了对使用所发明的塞的第一模型的纵向切割,其具有38至55mm优选地40至48mm的长度(6),和23至32mm优选地26至31mm的直径(3),且由长度(4)为4至45mm优选地20和30mm之间的软木的粗糙块(其具有2至8mm优选地3至5mm的斜面(1),这样使得与塞的纵向轴的角(2)为45°±20°且优选地45°±5°)和具有4和45mm之间优选地15和25mm之间的长度(5)的软木的精细块(其具有0.5至5mm优选地0至2.5mm的最小斜面)构成。
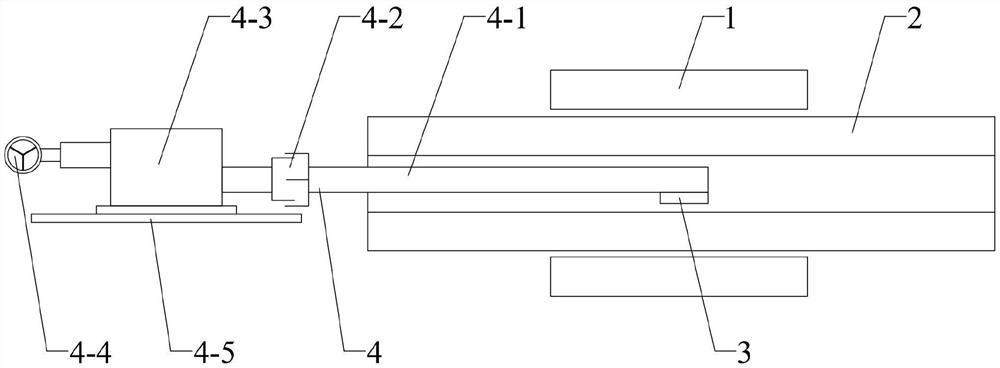
图2示出了所发明的塞的构成的第二模型中的纵向切割,其具有38至55mm优选地40和48mm之间的长度(13)和23至32mm优选地26和31mm之间的直径(10),且由长度(11)为4至45mm优选地20和30mm之间的软木的粗糙块(其具有2至8mm优选地3至5mm的斜面(8),这样使得与塞的纵向轴的角(9)为45°±20°优选地45°±5°)和具有4至45mm优选地15和25mm之间的长度(12)的软木的精细块以及具有2至6.5mm优选地4和6mm之间的厚度(14)的天然软木片构成。
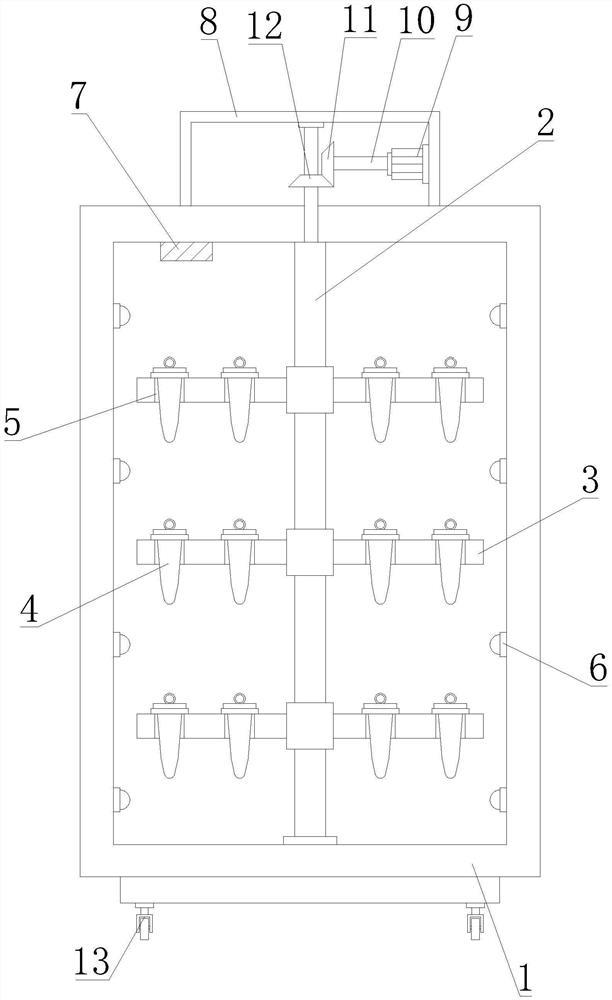
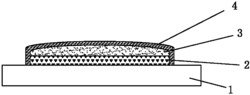
图3示出了未完成的塞稍后将经历完成过程以获得塞的最终产品的制造图。
具体实施方式具体实施方式
本发明的第一个目的涉及由用于瓶中压力超过1.5巴的汽酒的复合材料制成的塞,当通过拧而不是通过单独拉将其从瓶颈移走时通过拧来防破裂,并提供弹性和用于均匀性的良好结果,且其可以由紧密粘合并由两个范围的不同粒度测量的颗粒制造的两种软木块制成,根据以下百分比:
a)从具有2和10mm之间优选地3和7mm之间的粒度测量的软木的颗粒1获得的块1的10至90%的体积优选地40和60%之间的体积;
b)从具有0.25和4mm之间优选地0.25和2.5mm之间的粒度测量的软木的颗粒2获得的块2的90至10%的体积优选地60和40%之间的体积;
由于相互渗透且具有与酒接触的块2,所以两个块之间的接合表面不规则。
根据此发明,在塞的其他实施例中,塞还可以在塞的下和/或上端包括一或多个天然软木片。
本发明的第二个目的涉及由用于瓶中压力超过1.5巴的汽酒的复合材料制成的塞,其特征在于通过两种紧密粘合并由两个范围的不同粒度测量的颗粒制造的软木块的塞进行单独模制,根据以下百分比:
a)从具有2和10mm之间优选地3和7mm之间的粒度测量的软木的颗粒1获得的块1的10至90%的体积优选地40和60%之间的体积;
b)从具有0.25和4mm之间优选地0.25和2.5mm之间的粒度测量的软木的颗粒2获得的块2的90至10%的体积优选地60和40%之间的体积。
在单独混合物1中通过进行具有颗粒1、粘合剂和其他添加剂的特定公式获得块1,且在单独混合物2中通过进行具有颗粒2、粘合剂和其他添加剂的特定公式获得块2,其每一个由预先确认的体积和质量(所谓的公式)构成,这些原始材料被转变为具有可变剂量的两个独立系统,且将因此制造的混合物引入活塞系统以进入单一模制腔,圆柱小孔,所述单一模制腔固定到模具支撑板上的每个端。
通常,横向送料器由旋转圆柱或半圆柱腔构成,其在振动搅拌系统的帮助下通过重力给料接收颗粒,颗粒已经由添加的粘合剂预先弄湿。
送料器与模制室轴向对准,且压制活塞在将颗粒推到模具中的送料器中滑动,且此操作在颗粒随后被压下的圆柱模具的两个顶部同时发生。
活塞的平移运动确保压紧,两种块的接合线在分离的平均概念线的每侧的两个部分的存在一些渗透的地方为不规则线。
随后,将模具转到预先加热且温度受控的炉,在此其被保持必需时间以使聚合发生并确保机械稳定性,以允许在冷却之后脱模而不会产生额外膨胀。
随后,模具转到温度受控的冷却室,且被冷却到30和80℃之间优选地40至60℃的温度,在此其通过活塞喷射器脱模。
由液体可聚合粘合剂确保两种块之间的紧密粘合。
所用的粘合剂可以与块的类型的每一个不同。
所用的公式也可以与块的类型的每一个不同。
在模具中的压力下保证了两种块之间的紧密粘合。
优选地,液体可聚合粘合剂具有大分子聚亚安酯结构,其具有或不具有反应功能性。
基底的块中所用的聚亚安酯预聚物为粘合剂的前体,具有由4’4-二苯基甲烷二异氰酸盐(MDI)和各自的聚合类似物衍生出的或从其异构体或类似物从甲苯二异氰酸盐(TDI)衍生出的末端分子结构。
根据本发明的过程允许由两个不同块状结构制成的更具抵抗力的塞的制造,块状结构紧密粘合且在通过而不是仅通过拉来从瓶颈移走时通过拧来抵抗破裂并示出了在弹性和均匀性方面良好结果。
实验部分
送料器系统由两个用于粘合剂和其他添加剂的独立颗粒混合电路构成,其确保相等剂量的数量被引入模具。
可以用具有不同特征的颗粒(粗糙和精细)和粘合剂以及不同添加剂来对这些系统中的每一个进行送料。
在两个独立混合物(颗粒粘合剂和其他添加剂的类型,由预先确认为所谓的公式的体积和重量构成)中准备两个特定公式,且这些原材料被转变为可变剂量的两个独立系统。由活塞系统将因此制造的混合物引入单一模制腔,圆柱小孔,所述单一模制腔固定到模具支撑板上的每个端。
横向送料器的每一个由旋转圆柱或半圆柱腔构成,其在振动搅拌系统的帮助下通过重力给料接收颗粒,颗粒已经由粘合剂添加剂预先弄湿。随后将送料器与模制室轴向对准。压制活塞在将颗粒推到模具中的送料器滑动。
此操作在圆柱模具的两个顶部中同时发生。随后将颗粒压到模具中直到体积从6减少到1。此可以变化达到3至1,或优选地从4到1。
因此,未完成的塞由每个顶部中的不同颗粒制成。每个侧面中剂量数量的前提允许未完成块状塞的每个类型的长度变化,其中每个塞始终由两个不同类型的颗粒构成。
活塞的滑动运动不确保颗粒的混合,而是确保与两种块(由于部分之间的一些渗透而不规则)的接合线的紧密。
因此,在两个不同类型的块的模具中形成块状软木的未完成塞,但是该塞紧紧粘合。
所描述的制造过程允许受控方式的变化和从10至90%优选地从40%到60%的块的类型的每个的相对比例的连续。
在完成模具之后,其转入到预先加热且温度受控的炉,在此其被保持必需时间以使聚合发生并确保机械稳定性,以允许在冷却之后脱模而不会产生过膨胀。
随后,模具转到在受控温度的冷却室,且被冷却到30至80℃优选地40至60℃的温度。在此其通过活塞喷射器脱模。从将粒化引入到圆柱体的提取,完成周期占用30至80分钟,优选地40至70分钟。
随后将所获得的未完成塞存储充足时间以允许完全聚合。根据周围温度和相对湿度,此时间间隔可以在12和168小时之间优选地24和72小时之间变化。
随后,将其机械制造为预期尺寸,且可以或可以不将其洗涤,且在此状况下,随后使其变干。因此,在常规表面处理之后,所获得的塞可以具有定制的记号。
根据所描述的发明过程制造的塞具有以下优点:
○允许性能的极好可重复性和关于弹性的机械的物理特性的均匀性,以及应用的特异性的功效。此允许由于机械特性的可重复性而从装瓶所必需的压力的恒定性获得优点。
○在传统塞一致的装瓶之后,外部视觉方面,且在比传统塞更坚固的瓶开口上的“蘑菇”形状。
○从与所使用的原材料有关的技术的更好掌握获得的器官感觉特性的均匀性。
实例和随后的比较研究为了说明本发明,但是并非意欲限于此。只要不脱离此发明的精神和范畴,就存在本技术领域专家可以进行的明显可能的变化。
实例1
根据本发明的塞的制造
在混合物1中,我们引入16kg的颗粒1(具有3和7mm之间的粒度测量)、2kg的粘合剂1和0.1kg的添加剂1,同时在混合物2中,我们引入12kg的颗粒2(具有0.5和2.5mm之间的粒度测量)、2.5kg的粘合剂2和0.2kg的添加剂2。在混合物的每一个中进行15分钟的成分混合。由于此操作不连续且随后的操作连续,所以混合时间必须与使用混合物的时间大约相等。随后,剂量系统继续填充体积,且此操作占用约2.5秒。
圆柱模具的每个侧面上的活塞将颗粒转移到模具中,且通过两个顶部同时进行此转变。
因此,剂量容器的体积确保在两个活动期间最大必需压制发生,且此操作占用约4.5秒。随后,模具架在炉中在120℃的温度保持约35分钟。随后,模具架转到被设置为65℃的温度的冷却腔中且此占用约15秒。因此,两个炉中的总时间为约50分钟,且此为“周期”的指定总时间。
通过此发明的过程获得的塞的特征
长度(mm)...............................................40.8±0.5
直径(mm)...............................................30.5±0.3
外观质量密度(k/m3).....................................275±20
长度、微粒(0.25至2.5mm)
复合块.................................................25.0±2.0
长度、传统颗粒(3至7mm)
复合块.................................................23.0±2.0
因为与酒接触的微粒块状复合物的长度与用于密封气体饮料的密封的已知深度相对应,所以选择此实例。
通过具有来自先前技术的塞的此发明制成的塞的比较研究
以下呈现根据本发明过程在的塞之间的物理特征的标记,且其通过传统过程(3至7mm粒化)制造:模制块、具有粘合到相同端的两片和新一代块(由0.3至1.2的粒化制造)。
所有这些塞具有尺寸、体积和重量的类似特征。
借助于压制力与松弛力的关系来测量弹性。从标准ISO 9727中含有的方法获得用于力的这些图。
同样测量将塞从其30.5mm的初始直径压制到15mm(在装瓶时的压制直径)的瞬间压制强度。
在塞从15mm到17.5mm(香槟酒和汽酒瓶的瓶颈的底部直径)之后一分钟测量塞所施加的力。关系Fcomp/Freove越低,块状软木的机械性质越佳,因为此意味着其可以被压制,且将保持良好密封绝对必需的良好恢复强度。
Fcomp-压制强度
Freove-恢复强度(剩余弹性强度)
所执行的比较试验示出了以下结果:
根据本发明的过程制造的塞......................1.23±0.02
模制块状塞....................................1.32±0.29
具有两个片的块状塞............................1.24±0.13
新一代微粒块状塞..............................1.30±0.10
因此我们观察出,通过本发明过程获得的塞示出了与弹性等级以及试验结果中方面的均匀性有关的更佳结果。
当被拧时对破裂的抵抗力也是关于将通过拧而不是仅通过拉从瓶颈拔出的塞的基础参数。通过使用设计用于这些测试的机器来试验此行动。破裂发生的二进制值越高,被测试的塞具有更多抵抗力。获得以下结构:
破裂二进制
(N.m)
根据本发明的过程制造的塞.........................49.9±3.5
模制块状塞.......................................41.9±3.8
具有两个片的块状塞...............................44.1±3.8
新一代微粒块状塞.................................46.2±3.7
因此,注意到根据本发明过程制造的塞呈现出更好且更多的均匀性结果。
同样验证了来自拧的破裂以随机方式发生,在精细块合成物中与传统块中发生得一样多。在两种状况下,不存在显著区别。
沿两种块之间的理论接合线未检测到塞中的破裂。
用于汽酒的复合软木材料的塞子及其制造过程专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0