








专利摘要
本发明涉及一种空腔结构陶瓷构件注浆成型方法,其特点是:将粉料、粘结剂、分散剂、稀释剂混合制成低液相半干浆料,放入模具中振动制成成型浆料;对成型浆料固化、脱模、干燥。本发明还涉及上述氮化硅/碳化硅陶瓷构件注浆成型方法专用模具,包括外形模和芯模,其特点是外形模包括左半模、右半模和底板,左半模、右半模合并形成密闭的型腔,并固定在底板上,在左半模、右半模上方结合处留有进料口,底板上设有与刚性芯模底部相匹配的装配孔,盖板与外形模固连;所述的芯模包括刚性芯模和柔性芯模,刚性芯模固定于底板上,柔性芯模套在刚性芯模上。由于控制浆料中液相含量,以及柔性芯模的设计,避免了构件在体积收缩时产生裂纹。
权利要求
1.一种空腔结构陶瓷构件注浆成型方法专用模具,包括外形模和芯模,其特征在于:所述的外形模包括左半模、右半模和底板,左半模、右半模合并形成密闭的型腔,并固定在底板上,在左半模、右半模上方结合处留有进料口,底板上设有与刚性芯模底部相匹配的装配孔,盖板与外形模固连;所述的芯模包括刚性芯模和柔性芯模,刚性芯模固定于底板上的装配孔内,柔性芯模套在刚性芯模上。
2.根据权利要求1所述的空腔结构陶瓷构件注浆成型方法专用模具,其特征在于:所述的柔性芯模,其材料是聚乙烯塑料泡沫、天然橡胶、硅橡胶的任一种。
3.根据权利要求1所述的空腔结构陶瓷构件注浆成型方法专用模具,其特征在于:所述的外形模、刚性芯模,其材料是金属。
4.一种采用权利要求1专用模具进行空腔结构陶瓷构件注浆成型方法,其特征在于包括以下步骤:
(a)将粉料、粘结剂、分散剂、稀释剂均匀混合,其中,粉料由质量百分比为24~35%的硅粉、质量百分比为65~76%的碳化硅颗粒组成,粘结剂含量为粉料质量的10~16%,分散剂含量为粉料质量的0.5~3%,稀释剂含量为粉料质量的0.5~3.5%,配制出液相含量为8.9~13.3%的半干浆料;
(b)将上述半干浆料放入模具中并在20~50Hz频率范围进行振动,振幅为0.5~1.5mm,振动时间控制在10~40min,制成成型浆料;
(c)对成型浆料进行30~60min的固化处理,制作构件坯体;
(d)待浆料固化后,取出模具中的刚性芯模,将构件坯体从模具中取出;
(e)对构件坯体进行干燥处理,干燥温度为20~90℃,干燥时间8~24h;
(f)构件坯体完全干燥后,取出模具中的柔性芯模。
5.根据权利要求4所述的空腔结构陶瓷构件注浆成型方法,其特征在于:所述的粘结剂是聚乙烯醇、水玻璃、硅溶胶的任一种。
6.根据权利要求4所述的空腔结构陶瓷构件注浆成型方法,其特征在于:所述的分散剂是聚丙烯酸钠、聚丙烯酸铵、羧甲基纤维素钠的任一种。
7.根据权利要求4所述的空腔结构陶瓷构件注浆成型方法,其特征在于:所述的稀释剂是柠檬酸、四甲基氢氧化铵的任一种。
说明书
技术领域
本发明一般涉及一种陶瓷构件注浆成型方法,特别涉及大内腔小口型空腔结构氮化硅/碳化硅陶瓷构件注浆成型方法。本发明还涉及该成型方法专用模具。
背景技术
反应烧结氮化硅/碳化硅复合陶瓷由于具有耐高温、抗氧化和耐磨损以及抗热震等优点,从而在高温、高速、强腐蚀介质的工作环境中具有特殊的使用价值。铝合金是武器装备轻量化的关键材料,是航空航天的主要结构材料,在铝合金熔炼中,由于氮化硅/碳化硅陶瓷对其熔液无污染,所以反应烧结氮化硅/碳化硅陶瓷坩埚、热电偶保护套管、加热器保护套管等构件在铝合金熔炼中具有巨大的应用前景。除上述结构规则的氮化硅/碳化硅复合陶瓷构件,还有大量结构复杂的构件,如各类异型坩埚、除气转子、叶轮、异型喷嘴等,广泛应用于铝合金熔炼、生产领域。
对于结构复杂的产品,针对其特点采用注浆成型的方法最合适。传统的注浆成型方法采用石膏模具,其具有成本低、使用方便、可成型各种复杂构件等优点,但,其存在一些无法克服的缺点,如:(1)注浆过程中浆料中的细小颗粒在毛细管力的作用下会大量向模具表面迁移,导致沿构件壁厚方向不同粒度颗粒分布不均匀,甚至中间产生大颗粒的架空现象,造成严重缺陷,影响产品质量;(2)构件表面粗糙,无法满足高精度产品的要求,对产品的使用性能产生极大负面影响;(3)由于浆料液相高,导致坯体干燥过程中体积收缩大,造成构件尺寸精度差。其中一种内腔尺寸大于口部尺寸的典型构件,如涡流型喷嘴,由于其存在开口处尺寸小于内腔尺寸的结构特点,在采用传统的注浆成型方法中更存在其它一些无法克服的缺点,如:(1)由于内腔尺寸比口部大,导致坯体成形后芯模无法取出,芯模只能一次性使用,极大提高制备成本;(2)由于浆料液相高,导致坯体干燥过程中体积收缩大,而石膏芯模为刚性模具,不随坯体收缩,极易导致坯体开裂、产品报废。采用传统的注浆成型方法制备该典型结构陶瓷产品无法解决以上问题,导致制备成本高、废品率高、构件表面粗糙、材料性能不稳定和构件尺寸精度无法保证,因此,传统的注浆成型方法不能制备高精度、高质量的大内腔小口型构件,无法满足高标准的使用要求。
发明内容
为了克服现有技术浆料液相含量高以及石膏芯模不随坯体收缩的不足,本发明提供一种空腔结构陶瓷构件注浆成型方法。
本发明提供这种空腔结构陶瓷构件注浆成型方法专用模具。
本发明解决其技术问题所采用的技术方案是:一种空腔结构陶瓷构件注浆成型方法专用模具,包括外形模和芯模,其特征在于:所述的外形模包括左半模、右半模和底板,左半模、右半模合并形成密闭的型腔,并固定在底板上,在左半模、右半模上方结合处留有进料口,底板上设有与刚性芯模底部相匹配的装配孔,盖板与外形模固连;所述的芯模包括刚性芯模和柔性芯模,刚性芯模固定于底板上的装配孔内,柔性芯模套在刚性芯模上。
一种采用上述专用模具进行空腔结构陶瓷构件注浆成型方法,其特点是包括以下步骤:
(a)将粉料、粘结剂、分散剂、稀释剂均匀混合,其中,粉料由质量百分比为24~35%的硅粉、质量百分比为65~76%的碳化硅颗粒组成,粘结剂含量为粉料质量的10~16%,分散剂含量为粉料质量的0.5~3%,稀释剂含量为粉料质量的0.5~3.5%,配制出液相含量为8.9~13.3%的半干浆料;
(b)将上述半干浆料放入模具中并在20~50Hz频率范围进行振动,振幅为0.5~1.5mm,振动时间控制在10~40min,制成成型浆料;
(c)对成型浆料进行30~60min的固化处理,制作构件坯体;
(d)待浆料固化后,取出模具中的刚性芯模,将构件坯体从模具中取出;
(e)对构件坯体进行干燥处理,干燥温度为20~90℃,干燥时间8~24h;
(f)构件坯体完全干燥后,取出模具中的柔性芯模。
本发明的有益效果是:由于其成型方法浆料的配方中降低了液相含量,同时,其专用模具中的柔性芯模的设计,避免了构件在体积收缩时产生的裂纹,同时金属模具也保证了构件尺寸精度,提高了表面光洁度,延长了模具的使用寿命;刚性模具与柔性模具的结合设计,解决了内腔尺寸大于口部尺寸的构件芯模无法脱出的问题,同时还能保证内腔的尺寸精度。
附图说明
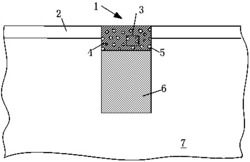
附图是本发明空腔结构陶瓷构件注浆成型方法专用模具结构示意图。
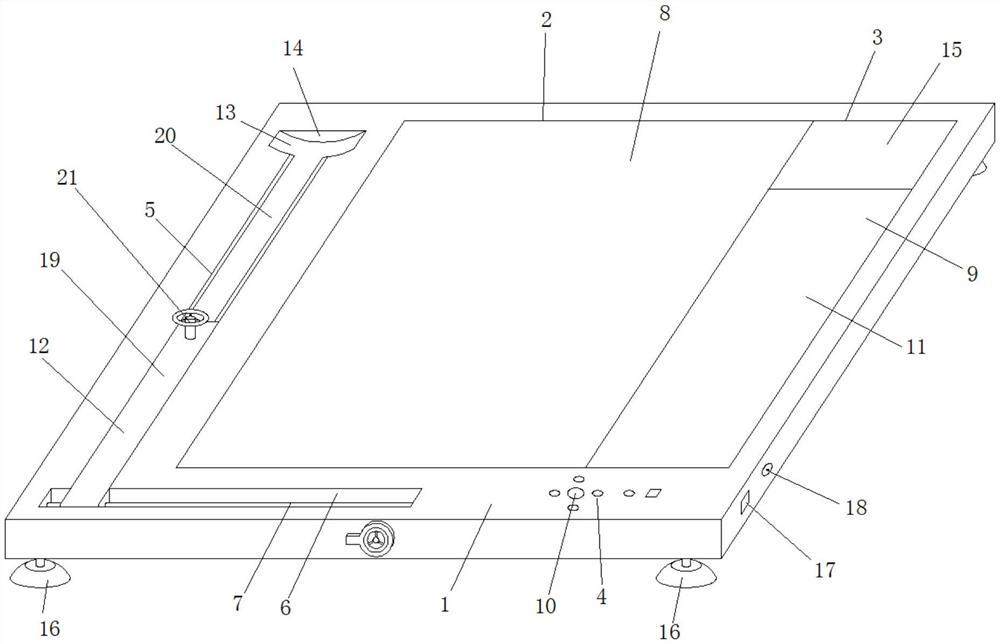
图中,1-底板,2-左半模,3-刚性芯模,4-盖板,5-柔性芯模,6-右半模。
具体实施方式
实施例1:将720g硅粉与2280g碳化硅颗粒混合成粉料,然后加入480g硅溶胶、60g柠檬酸和60g羧甲基纤维素钠均匀混合,制备出液相含量13.3%的半干浆料;将制备好的半干浆料放入专用模具中,在振动平台上振动15min,振幅1mm,至浆料完全填充满模具型腔;对浆料进行固化处理,处理时间30min;待浆料固化后,取出刚性芯模,将构件坯体从模具的型腔中取出;对构件坯体进行干燥处理,干燥温度为50℃,干燥时间18h;构件坯体完全干燥后,取出柔性芯模。
实施例2:将560g硅粉与1440g碳化硅颗粒混合成粉料,然后加入200g水玻璃、30g四甲基氢氧化铵和10g聚丙烯酸钠均匀混合,制备出液相含量8.9%的半干浆料;将制备好的半干浆料放入专用模具中,在振动平台上振动10min,振幅0.5mm,至浆料完全填充满模具型腔;对浆料进行固化处理,处理时间40min;待浆料固化后,取出刚性芯模,将构件坯体从模具的型腔中取出;对构件坯体进行干燥处理,干燥温度为20℃,干燥时间24h;构件坯体完全干燥后,取出柔性芯模。
实施例3:将1200g硅粉与2800g碳化硅颗粒混合成粉料,然后加入560g聚乙烯醇、48g柠檬酸和20g聚丙烯酸铵均匀混合,制备出液相含量12.1%的半干浆料;将制备好的半干浆料放入专用模具中,在振动平台上振动30min,振幅1mm,至浆料完全填充满模具型腔;对浆料进行固化处理,处理时间50min;待浆料固化后,取出刚性芯模,将构件坯体从模具的型腔中取出;对构件坯体进行干燥处理,干燥温度为70℃,干燥时间10h;构件坯体完全干燥后,取出柔性芯模。
实施例4:将1750g硅粉与3250g碳化硅颗粒混合成粉料,然后加入750g水玻璃、175g四甲基氢氧化铵和150g聚丙烯酸钠均匀混合,制备出液相含量11.1%的半干浆料;将制备好的半干浆料放入专用模具中,在振动平台上振动400min,振幅1.5mm,至浆料完全填充满模具型腔;对浆料进行固化处理,处理时间60min;待浆料固化后,取出刚性芯模,将构件坯体从模具的型腔中取出;对构件坯体进行干燥处理,干燥温度为90℃,干燥时间8h;构件坯体完全干燥后,取出柔性芯模。
实施例5:参照附图,上述氮化硅/碳化硅陶瓷构件注浆成型方法专用模具,包括外形模和芯模,所述外形模包括左半模2、右半模6、底板1,左半模2、右半模6合并形成密闭的型腔,并固定在底板1上,在左半模2、右半模6上方结合处留有进料口,装料完成后用盖板4盖住,底板1上设有与刚性芯模3底部相匹配装配孔;所述的芯模由刚性芯模3和柔性芯模5组成,刚性芯模3固定于底板1上装配孔内,柔性芯模5套在刚性芯模3上。本专用模具中,左半模2、右半模6、底板1、刚性芯模3、盖板4采用45#钢、CrWMn模具钢或者铝合金制作,柔性芯模5采用天然橡胶、硅橡胶或者塑料泡沫制作。
空腔结构陶瓷构件注浆成型方法及专用模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0