





专利摘要
本发明公开一种具有气调保鲜功能的禽蛋类自动化包装装置及包装方法,包括机架和安装在机架上的禽蛋导向集装装置、动力机构、空盒子存储室、盒子进给机构、往复传送机构、盖盒及压紧机构、翻盖及充气机构、滑块送盒机构和堆垛装置;禽蛋导向集装装置包括依次设置在滚蛋导向机构、180°转向机构、分拨机构和集装机构。本发明通过滚蛋导向机构和180°转向机构的配合实现禽蛋含有气室的一端朝上落入分拨机构,通过分拨机构和集装机构的配合实现鸡蛋的集装。本发明包括了落蛋、包装、压实、充气、堆垛等几部分,能完成送料、包装、保鲜功能,仅用一个动力源,带动曲柄摇杆机构运动,从而带动整个杆系结构运动,实现包装的全部功能,因此提高了包装效率。
权利要求
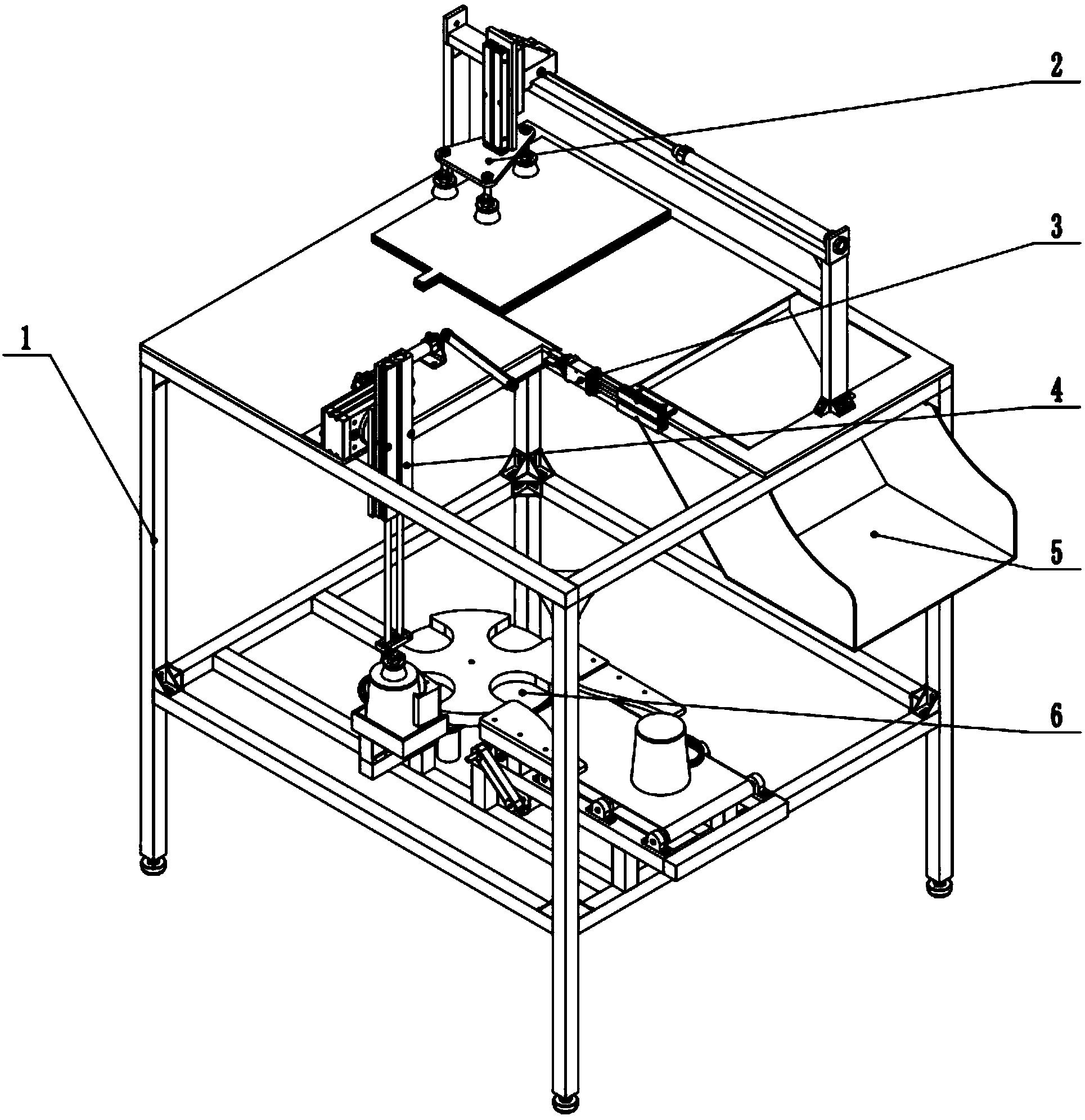
1.一种具有气调保鲜功能的禽蛋类自动化包装装置,其特征在于,包括机架和安装在机架上的禽蛋导向集装装置(4)、动力机构(1)、空盒子存储室(2)、盒子进给机构(3)、往复传送机构(6)、盖盒及压紧机构(7)、翻盖及充气机构(9)、滑块送盒机构(8)和堆垛装置(10);
机架上设有水平导轨,禽蛋导向集装装置设置于机架的前端上部;
禽蛋导向集装装置包括依次设置的滚蛋导向机构(1000)、180°转向机构(2000)、分拨机构(3000)和集装机构(4000);禽蛋导向集装装置用于将放入的禽蛋装入集装机构(4000)中;
动力机构设置于机架底部,用于向滑块送盒机构和堆垛装置提供动力;
空盒子存储室安装于机架前端;
滑块送盒机构安装于机架的水平导轨上;滑块送盒机构连接动力机构和往复传送机构;盒子进给机构安装在滑块送盒机构前端,用于从空盒子存储室中取空的包装盒;
翻盖及充气机构设置于滑块送盒机构后端,用于对包装好的包装盒进行盒盖充气;
盖盒及压紧机构设置于滑块送盒机构后端,用于将包装好的包装盒的上壳体和下壳体压紧;
堆垛装置设置于机架的后端,用于堆垛包装好的包装盒;
滚蛋导向机构包括导向面板(1011)和禽蛋滑道(1012),两者倾斜放置;导向面板倾斜角度为10°~15°,禽蛋滑道倾斜角度为45°~50°;禽蛋滑道前端设有倒V形滑道挡板(1013);禽蛋滑道包括左右对称的两个弧形滑道,两个弧形滑道共用一个出口;
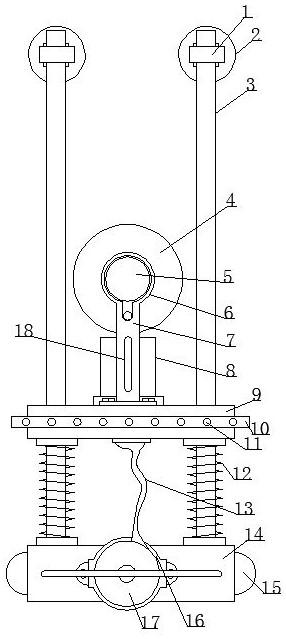
180°转向机构包括转向槽(2021)、转向槽杆(2022)、弹簧(2023)、弹簧杆(2024)、上极限限位(2025)、下极限限位(2026)和固定框(2027);弹簧杆(2024)固定在固定框(2026)上部;转向槽杆(2022)穿过转向槽(2021)尾部通孔并固定在固定框(2027)中间,转向槽(2021)能够绕转向槽杆(2022)转动;上极限限位(2025)固定在固定框(2027)上部,下极限限位(2026)固定在固定框(2027)下部,弹簧(2023)一端固定在弹簧杆(2024)上,另一端固定在转向槽(2021)上部;
分拨机构(3000)包括S型遛道(3031),遛道杆(3032)和步进电动机,步进电动机通过遛道杆(3032)和S型遛道(3031)相连;
集装机构(4000)包括集装盒(4041)、挡板(4042)、挡板滑槽(4043)、齿轮(4044)、齿条(4045)和小马达;集装盒(4041)有四个通孔(4410),集装盒(4041)内部放置小马达,小马达输出轴上固定有齿轮,集装盒下部有两个挡板滑槽(4043)对称分布,两块挡板(4042)架在挡板滑槽(4043)和集装盒(4041)之间,每个挡板(4042)上都固定有齿条(4045),齿条(4045)与小马达输出轴上的齿轮(4044)相啮合;
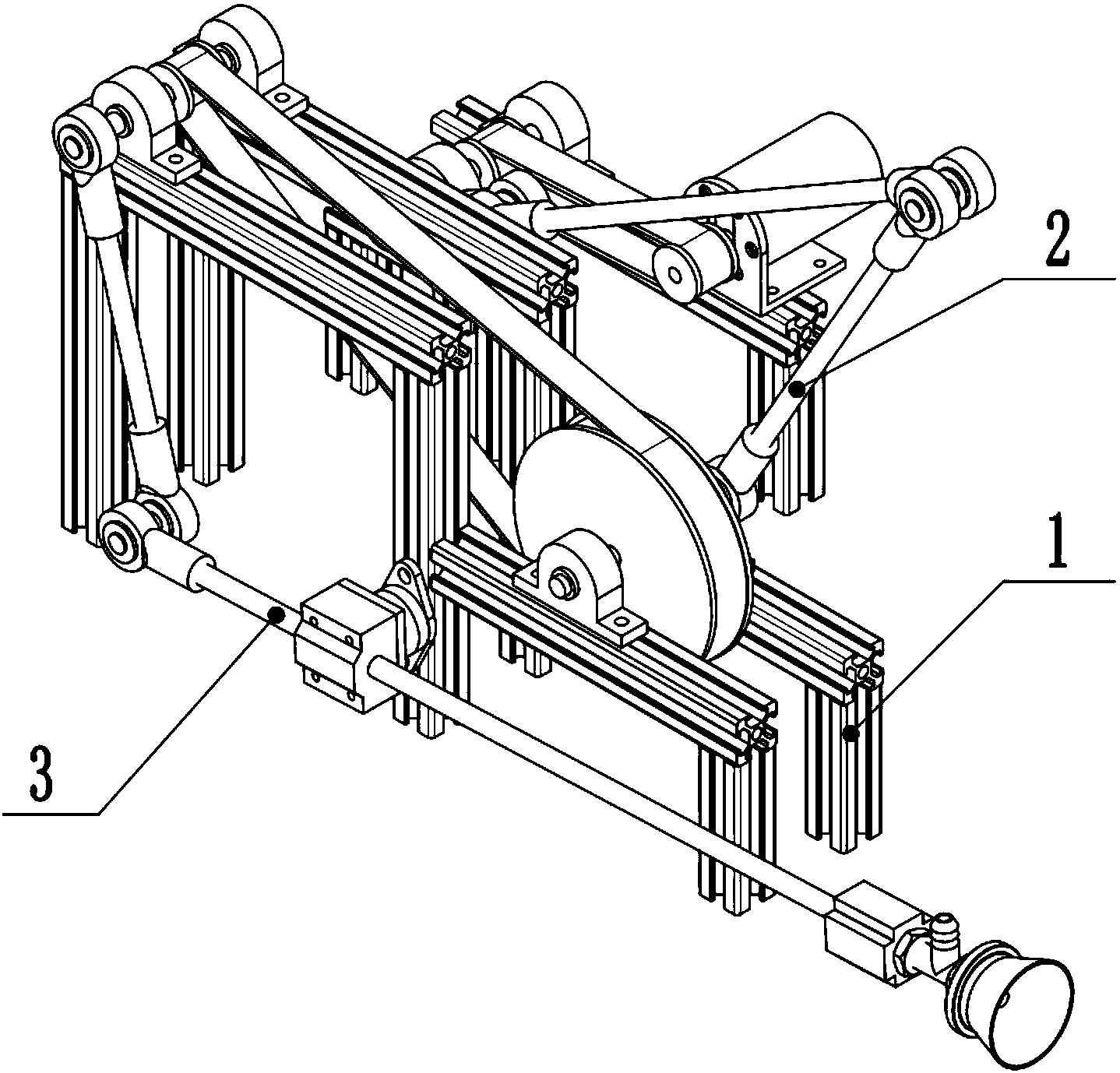
机架上设有齿轮支撑架(180),齿轮支撑架(180)上安装有相互啮合的小齿轮(12)和大齿轮(16);动力机构(1)还包括传动摇杆(1105),传动摇杆(1105)的顶部设有第一滑槽(1101),第一滑槽(1101)中安装有第一滑块(19),第一传动连杆(1103)通过第一滑块轴(1104)铰接第一滑块(19);传动摇杆(1105)的下部铰接在机架上;传动摇杆(1105)的中部设有第二滑槽(1102),大齿轮(16)上固定的曲柄柱设置于第二滑槽(1102)中;小齿轮(12)连接驱动电机。
2.根据权利要求1所述的一种具有气调保鲜功能的禽蛋类自动化包装装置,其特征在于,滑块送盒机构(8)包括水平滑块(80)、自动卡盒子的活动卡子(81)和卡子底座(82);水平滑块(80)安装在机架的水平导轨上,水平滑块(80)固定连接第一传动连杆(1103);底座(82)固定在机架上,活动卡子(81)为一个偏心块,铰接在底座(82)上;水平滑块(80)包括平行且间隔设置的两个,两个水平滑块(80)的前端设有取盒钩子(83),活动卡子(81)和卡子底座(82)设置于两个水平滑块(80)之间。
3.根据权利要求2所述的一种具有气调保鲜功能的禽蛋类自动化包装装置,其特征在于,盒子进给机构(3)包括第一伸缩杆(30)、第二伸缩杆(34)和取盒滑块(33);两个水平滑块(80)的前端各连接一个第二伸缩杆(34),第二伸缩杆(34)的前端连接第一伸缩杆(30);两个第一伸缩杆(30)前端固定有取盒滑块(33),取盒滑块(33)上设有取盒倒钩(35);两个第一伸缩杆(30)之间设有盒子挡块(31)和挡块底座(32),挡块底座(32)固定在机架上,盒子挡块(31)为一个偏心块,铰接在挡块底座(32)上。
4.根据权利要求2所述的一种具有气调保鲜功能的禽蛋类自动化包装装置,其特征在于,往复传送机构(6)包括漏蛋电磁铁(60)、电磁铁固定块(61)和蛋托(62);电磁铁固定块(61)固定在蛋托(62)上,漏蛋电磁铁(60)固定在电磁铁固定块(61)上;蛋托(62)上设有四个通孔,蛋托(62)底部设有抽板滑道(67),抽板滑道(67)上安装有连接漏蛋电磁铁(60)的漏蛋抽板(66);往复传送机构(6)还包括四根第一长摆杆(63)和四根第一短摇杆(64),第一长摆杆(63)一端铰接在蛋托(62)上,另一端铰接在机架上;第一短摇杆(64)一端铰接在水平滑块(80),另一端铰接在对应的第一长摆杆(63)中部;蛋托(62)的两侧各设有两个第一长摆杆(63)和两个第一短摇杆(64)。
5.根据权利要求2所述的一种具有气调保鲜功能的禽蛋类自动化包装装置,其特征在于,盖盒及压紧机构(7)包括压杆(70)、两个压紧机构第一摇杆(71)和两个压紧机构第二摇杆(72);压杆(70)设置于机架的尾部,压杆的两端各设有一个压紧机构第一摇杆(71)和一个压紧机构第二摇杆(72),压紧机构第一摇杆(71)下端与机架铰接,上端与压杆(70)铰接;压紧机构第二摇杆(72)上端与压杆(70)铰接,下端与对应的水平滑块(80)铰接;压杆(70)的延伸方向垂直于水平滑块(80)的运动方向。
6.根据权利要求2所述的一种具有气调保鲜功能的禽蛋类自动化包装装置,其特征在于,翻盖及充气机构(9)包括翻盒盖杆(90)、翻盒杆轴(91)、翻盖棘轮(92)、第一带轮(93)、棘爪(94)、第二带轮(96)、第三带轮和气嘴横杆(95);翻盒杆轴(91)铰接在机架的水平导轨末端,翻盖棘轮(92)和第一带轮(93)同轴固定在翻盒杆轴(91)上,翻盒盖杆(90)一端固定在翻盒杆轴(91)上,且位于两个水平滑块(80)之间;气嘴横杆(95)设置在机架的水平导轨下部,且能够上下运动;气嘴横杆(95)旁侧设有一个固定在机架上的带轮固定杆,带轮固定杆上下分别安装有第二带轮(96)和第三带轮,第一带轮(93)和第二带轮(96)之间通过皮带连接,第二带轮(96)和第三带轮之间通过皮带连接,连接第二带轮(96)和第三带轮的皮带同时连接气嘴横杆(95);水平滑块(80)上水平设置有多个与翻盖棘轮(92)配合的棘爪(94)。
7.根据权利要求2所述的一种具有气调保鲜功能的禽蛋类自动化包装装置,其特征在于,堆垛装置(10)包括堆垛侧板(100)、堆垛抽板(101)、底部推板(102)、滚珠丝杠(103)、堆垛传动横杆(104)、堆垛带轮(105)、堆垛传动齿轮(106)、抽板连杆(107)、堆垛传动齿条(108)、螺柱(109)、齿条连接块(110)、圆柱凸轮(111)、凸轮顶杆(112)、传动连杆(113)、传动滑块(114)和滑槽(1140);两个竖直的堆垛侧板(100)平行设置在机架尾部;堆垛侧板(100)的外侧设有若干抽板导轨(1010),抽板导轨(1010)为固定在堆垛侧板(100)外壁上的两个平行板,两个平行板中间夹有堆垛抽板(101);机架上固定设有竖直设置的滑槽(1140);滑槽(1140)中设有多节传动滑块(114),多节传动滑块(114)相互连接,连接处设有一个条形槽(115);堆垛抽板(101)上固定有抽板连杆(107),抽板连杆(107)通过传动连杆(113)铰接对应的传动滑块(114);一个传动滑块(114)通过两个抽板连杆(107)连接位于同一水平位置的两个堆垛抽板(101);最顶部的传动滑块(114)通过螺柱(109)连接齿条连接块(110),齿条连接块(110)上固定有竖直设置的堆垛传动齿条(108);堆垛侧板(100)底部设有底部推板(102),底部推板(102)通过滚珠丝杠(103)连接电机;堆垛传动横杆(104)安装在机架上,能够沿其轴向运动;堆垛传动横杆(104)上固定有堆垛带轮(105)、堆垛传动齿轮(106)和圆柱凸轮(111),机架上固定有凸轮顶杆(112),凸轮顶杆(112)伸入援助凸轮(111)的凸轮槽中;堆垛带轮(105)通过皮带连接机架底部安装的传动带轮(119),传动带轮(119)同轴固定连接有槽轮(121),大齿轮(16)上同轴连接有与槽轮(121)配合的拨盘(120)。
8.具有气调保鲜功能的禽蛋类自动化包装方法,其特征在于,包括以下步骤;
将鸡蛋横向放置于导向面板(1011)的前端并自由释放,禽蛋经禽蛋滑道(1012)前端的倒V形滑道挡板(1013)分流会分为两路,从而从不同的入口进入禽蛋滑道(1012),并于禽蛋滑道(1012)同一出口处滑出,进入180°转向机构(2000)的转向槽(2021)中;
当禽蛋以有气室一端朝向前进方向进入转向槽后,由于禽蛋重力的原因,转向槽绕转向槽杆(2022)向下转动,接触到下极限限位(2025)后停止转动,禽蛋以无气室一端朝前进入分拨机构(3000)的S型遛道(3031)中,然后掉入集装盒(4041)中对应的通孔(4410);
当一个禽蛋进入180°转向机构(2000)后,系统给步进电动机提供一个信号,使S型遛道(3031)转动90度,S型遛道(3031)的出口与集装盒(4041)中一个通孔对齐,禽蛋无气室一端位于下方下落;如此循环,直到集装盒(4041)中四个通孔(4410)装满禽蛋为止;
集装盒(4041)装满禽蛋的同时,往复传送机构(6)的蛋托(62)运动到集装盒(4041)下方,集装机构(4000)的小马达得到信号并通电,齿轮(4044)旋转,使两个齿条(4045)向两边移开,从而带动两块挡板(4042)向两边打开,四个禽蛋同时落入蛋托(62)的通孔中;之后,小马达得到信号并通电,齿轮(4044)逆向旋转,使两个齿条(4045)向中间平移,从而带动两块挡板(4042)向中间平移,准备第二轮集装;蛋托(62)外机架后方运动至包装盒上方时,漏蛋电磁铁(60)带动漏蛋抽板(66)滑动离开通孔下方,通孔中的鸡蛋自由下落在包装盒的下壳体的四个包装位置上;然后水平滑块(80)朝机架前方运动,固定在水平滑块(80)上的棘爪(94)驱动翻盖棘轮(92)运动,带动翻盒杆轴(91)旋转将包装盒的上壳体扣在下壳体上,同时,压杆(70)在水平滑块(80)的带动下下降将上壳体和下壳体压紧,翻盒杆轴(91)随着翻盖棘轮(92)同步旋转,翻盒杆轴(91)上的第一带轮(93)旋转驱动第二带轮(96)和第三带轮旋转,第二带轮(96)和第三带轮旋转过程中,两者之间的皮带运动带动气嘴横杆(95)向上运动,气嘴横杆(95)上的气嘴插入包装盒下壳体底部的气嘴中对包装盒中冲入氮气对鸡蛋保鲜;水平滑块(80)向前运动过程中,取盒滑块(33)从盒子存储仓(21)中勾取一个空的包装盒放在挡块底座(32)和底座(82)之间,挡块底座(32)和底座(82)之间的盒子在水平滑块(80)返回机架后端时被取盒钩子(83)勾取至底座(82)与堆垛装置(10)之间;水平滑块(80)向机架前端运动的过程中,挡块底座(32)和底座(82)之间的盒子以及底座(82)与堆垛装置(10)之间的盒子由于挡块底座(32)和底座(82)的阻挡与能向机架前方运动;水平滑块(80)返程的过程中,取盒滑块(33)从盒子存储仓(21)中勾取新的盒子,新的盒子将盒子挡块(31)压下,然后将之前在挡块底座(32)和底座(82)之间的盒子推到底座(82)与堆垛装置(10)之间,底座(82)与堆垛装置(10)之前的盒子被推到堆垛装置(10)中;
堆垛装置(10)靠动力机构(1)传动间歇运动,每包装完一盒鸡蛋后动作一次;包装盒运动到堆垛装置(10)的最顶层堆垛抽板(101)后,堆垛传动横杆(104)转动带动堆垛传动齿轮(106)旋转,驱动堆垛传动齿条(108)向上运动,进而通过齿条连接块(110)带动最上端的一节传动滑块(114)在滑槽(1140)中向上运动,同时通过抽板连杆(107)驱动最顶层的堆垛抽板(101)朝外运动抽出,包装盒下落到下一层堆垛抽板(101)上;下一个周期时,新的包装盒下落到原来的包装盒上,堆垛传动齿轮(106)旋转带动堆垛传动齿条(108)继续向上运动,使第二层堆垛抽板(101)打开,两盒包装好的包装盒下落到第三层堆垛抽板(101)上,直到所有堆垛抽板(101)都打开,所有包装好的包装盒落到底部推板(102)上,电机通过滚珠丝杠(103)驱动底部推板(102)将所有包装好的包装盒推出;圆柱凸轮(111)在底部推板(102)推出后,对堆垛装置(10)进行复位,圆柱凸轮(111)上设有凹槽,凸轮顶杆(112)与圆柱凸轮(111)中的凹槽配合,在底部推板(102)推出后将堆垛传动横杆(104)在轴向上顶开,堆垛传动齿轮(106)与堆垛传动齿条(108)脱离,抽板连杆(107)、堆垛传动齿条(108)、螺柱(109)和齿条连接块(110)下落,所有堆垛抽板(101)重新回复堆垛侧板(100)中,然后堆垛传动横杆(104)复位,堆垛传动齿轮(106)与堆垛传动齿条(108)重新啮合,准备进行下一周期的堆垛。
说明书
技术领域
本发明涉及禽蛋包装技术领域,具体涉及一种具有气调保鲜功能的禽蛋类自动化包装装置及包装方法。
背景技术
随着生活水平的提高,消费者对食品的保鲜要求也日益上升,尤其是禽蛋类。由于禽蛋的特殊形状,以及将含有气室的一端朝上放置更有利于保存,如何应用其气室固有特性进行包装成为一个亟需解决的问题。
发明内容
本发明的目的在于提供一种具有气调保鲜功能的禽蛋类自动化包装装置及包装方法,以解决禽蛋类保鲜包装的问题。
为达到上述目的,本发明采用以下技术方案:
一种具有气调保鲜功能的禽蛋类自动化包装装置,包括机架和安装在机架上的禽蛋导向集装装置、动力机构、空盒子存储室、盒子进给机构、往复传送机构、盖盒及压紧机构、翻盖及充气机构、滑块送盒机构和堆垛装置;机架上设有水平导轨,禽蛋导向集装装置设置于机架的前端上部;禽蛋导向集装装置包括依次设置在滚蛋导向机构、180°转向机构、分拨机构和集装机构;禽蛋导向集装装置用于将放入的禽蛋装入集装机构中;动力机构设置于机架底部,用于向滑块送盒机构和堆垛装置提供动力;空盒子存储室安装于机架前端;滑块送盒机构安装于机架的水平导轨上;滑块送盒机构连接动力机构和往复传送机构;盒子进给机构安装在滑块送盒机构前端,用于从空盒子存储室中取空的包装盒;翻盖及充气机构设置于滑块送盒机构后端,用于对包装好的包装盒进行盒盖充气;盖盒及压紧机构设置于滑块送盒机构后端,用于将包装好的包装盒的上壳体和下壳体压紧;堆垛装置设置于机架的后端,用于堆垛包装好的包装盒。
进一步的,滚蛋导向机构包括导向面板和禽蛋滑道,两者倾斜放置;导向面板倾斜角度为10°~15°,禽蛋滑道倾斜角度为45°~50°;禽蛋滑道前端设有倒V形滑道挡板;禽蛋滑道包括左右对称的两个弧形滑道,两个弧形滑道共用一个出口;180°转向机构包括转向槽、转向槽杆、弹簧、弹簧杆、上极限限位、下极限限位和固定框;弹簧杆固定在固定框上部;转向槽杆穿过转向槽尾部通孔并固定在固定框中间,转向槽能够绕转向槽杆转动;上极限限位固定在固定框上部,下极限限位固定在固定框下部,弹簧一端固定在弹簧杆上,另一端固定在转向槽上部;分拨机构包括S型遛道,遛道杆和步进电动机,步进电动机通过遛道杆和S型遛道相连;集装机构包括集装盒、挡板、挡板滑槽、齿轮、齿条和小马达;集装盒有四个通孔,集装盒内部放置小马达,小马达输出轴上固定有齿轮,集装盒下部有两个挡板滑槽对称分布,两块挡板架在挡板滑槽和集装盒之间,每个挡板上都固定有齿条,齿条与小马达输出轴上的齿轮相啮合。
进一步的,机架上设有齿轮支撑架,齿轮支撑架上安装有相互啮合的小齿轮和大齿轮;动力机构还包括传动摇杆,传动摇杆的顶部设有第一滑槽,第一滑槽中安装有第一滑块,第一传动连杆通过第一滑块轴铰接第一滑块;传动摇杆的下部铰接在机架上;第一传动连杆的中部设有第二滑槽,大齿轮上固定的曲柄柱设置于第二滑槽中;小齿轮连接驱动电机。
进一步的,滑块送盒机构包括水平滑块、自动卡盒子的活动卡子和卡子底座;水平滑块安装在机架的水平导轨上,水平滑块固定连接第一传动连杆;底座固定在机架上,活动卡子为一个偏心块,铰接在底座上;水平滑块包括平行且间隔设置的两个,两个水平滑块的前端设有取盒钩子,活动卡子和卡子底座设置于两个水平滑块之间。
进一步的,盒子进给机构包括第一伸缩杆、第二伸缩杆和取盒滑块;两个水平滑块的前端各连接一个第二伸缩杆,第二伸缩杆的前端连接第一伸缩杆;两个第一伸缩杆前端固定有取盒滑块,取盒滑块上设有取盒倒钩;两个第一伸缩杆之间设有盒子挡块和挡块底座,挡块底座固定在机架上,盒子挡块为一个偏心块,铰接在挡块底座上。
进一步的,往复传送机构包括漏蛋电磁铁、电磁铁固定块和蛋托;电磁铁固定块固定在和蛋托上,漏蛋电磁铁固定在电磁铁固定块上;蛋托上设有四个通孔,蛋托底部设有抽板滑道,抽板滑道上安装有连接漏蛋电磁铁的漏蛋抽板;往复传送机构还包括四根第一长摆杆和四根第一短摇杆,第一长摆杆一端铰接在蛋托上,另一端铰接在机架上;第一短摇杆一端铰接在水平滑块,另一端铰接在对应的第一长摆杆中部;蛋托的两侧各设有两个第一长摆杆和两个第一短摇杆。
进一步的,盖盒及压紧机构包括压杆、两个压紧机构第一摇杆和两个压紧机构第二摇杆;压杆设置于机架的尾部,压杆的两端各设有一个压紧机构第一摇杆和一个压紧机构第二摇杆,压紧机构第一摇杆下端与机架铰接,上端与压杆铰接;压紧机构第二摇杆上端与压杆铰接,下端与对应的水平滑块铰接;压杆的延伸方向垂直于水平滑块的运动方向。
进一步的,翻盖及充气机构包括翻盒盖杆、翻盒杆轴、翻盖棘轮、第一带轮、棘爪、第二带轮、第三带轮和气嘴横杆;翻盒杆轴铰接在机架的水平导轨末端,翻盖棘轮和第一带轮同轴固定在翻盒杆轴上,翻盒盖杆一端固定在翻盒杆轴上,且位于两个水平滑块之间;气嘴横杆设置在机架的水平导轨下部,且能够上下运动;气嘴横杆旁侧设有一个固定在机架上的带轮固定杆,带轮固定杆上下分别安装有第二带轮和第三带轮,第一带轮和第二带轮之间通过皮带连接,第二带轮和第三带轮之间通过皮带连接,连接第二带轮和第三带轮的皮带同时连接气嘴横杆;水平滑块上水平设置有多个与翻盖棘轮配合的棘爪。
进一步的,堆垛装置包括堆垛侧板、堆垛抽板、底部推板、滚珠丝杠、堆垛传动横杆、堆垛带轮、堆垛传动齿轮、抽板连杆、堆垛传动齿条、螺柱、齿条连接块、圆柱凸轮、凸轮顶杆、传动连杆、传动滑块和滑槽;两个竖直的堆垛侧板平行设置在机架尾部;堆垛侧板的外侧设有若干抽板导轨,抽板导轨为固定在堆垛侧板外壁上的两个平行板,两个平行板中间夹有堆垛抽板;机架上固定设有竖直设置的滑槽;滑槽中设有多节传动滑块,多节传动滑块相互连接,连接处设有一个条形槽;堆垛抽板上固定有抽板连杆,抽板连杆通过传动连杆铰接对应的传动滑块;一个传动滑块通过两个抽板连杆连接位于同一水平位置的两个堆垛抽板;最顶部的传动滑块通过螺柱连接齿条连接块,齿条连接块上固定有竖直设置的堆垛传动齿条;堆垛侧板底部设有底部推板,底部推板通过滚珠丝杠连接电机;堆垛传动横杆安装在机架上,能够沿其轴向运动;堆垛传动横杆上固定有堆垛带轮、堆垛传动齿轮和圆柱凸轮,机架上固定有凸轮顶杆,凸轮顶杆伸入援助凸轮的凸轮槽中;堆垛带轮通过皮带连接机架底部安装的传动带轮,传动带轮同轴固定连接有槽轮,大齿轮上同轴连接有与槽轮配合的拨盘。
具有气调保鲜功能的禽蛋类自动化包装方法,包括以下步骤;将鸡蛋横向放置于导向面板的前端并自由释放,禽蛋经禽蛋滑道前端的倒V形滑道挡板分流会分为两路,从而从不同的入口进入禽蛋滑道,并于禽蛋滑道同一出口处滑出,进入180°转向机构的转向槽中;当禽蛋以有气室一端朝向前进方向进入转向槽后,由于禽蛋重力的原因,转向槽绕转向槽杆向下转动,接触到下极限限位后停止转动,禽蛋以无气室一端朝前进入分拨机构的S型遛道中,然后掉入集装盒中对应的通孔;当一个禽蛋进入180°转向机构后,系统给步进电动机提供一个信号,使S型遛道转动90度,S型遛道的出口与集装盒中一个通孔对齐,禽蛋无气室一端位于下方下落;如此循环,直到集装盒中四个通孔装满禽蛋为止;集装盒装满禽蛋的同时,往复传送机构的蛋托运动到集装盒下方,集装机构的小马达得到信号并通电,齿轮旋转,使两个齿条向两边移开,从而带动两块挡板向两边打开,四个禽蛋同时落入蛋托的通孔中;之后,小马达得到信号并通电,齿轮逆向旋转,使两个齿条向中间平移,从而带动两块挡板向中间平移,准备第二轮集装;蛋托外机架后方运动至包装盒上方时,漏蛋电磁铁带动漏蛋抽板滑动离开通孔下方,通孔中的鸡蛋自由下落在包装盒的下壳体的四个包装位置上;然后水平滑块朝机架前方运动,固定在水平滑块上的棘爪驱动翻盖棘轮运动,带动翻盒杆轴旋转将包装盒的上壳体扣在下壳体上,同时,压杆在水平滑块的带动下下降将上壳体和下壳体压紧,翻盒杆轴随着翻盖棘轮同步旋转,翻盒杆轴上的第一带轮旋转驱动第二带轮和第三带轮旋转,第二带轮和第三带轮旋转过程中,两者之间的皮带运动带动气嘴横杆向上运动,气嘴横杆上的气嘴插入包装盒下壳体底部的气嘴中对包装盒中冲入氮气对鸡蛋保鲜;水平滑块向前运动过程中,取盒滑块从盒子存储仓中勾取一个空的包装盒放在挡块底座和底座之间,挡块底座和底座之间的盒子在水平滑块返回机架后端时被取盒钩子勾取至底座与堆垛装置之间;水平滑块向机架前端运动的过程中,挡块底座和底座之间的盒子以及底座与堆垛装置之间的盒子由于挡块底座和底座的阻挡与能向机架前方运动;水平滑块返程的过程中,取盒滑块从盒子存储仓中勾取新的盒子,新的盒子将盒子挡块压下,然后将之前在挡块底座和底座之间的盒子推到底座与堆垛装置之间,底座与堆垛装置之前的盒子被推到堆垛装置中;堆垛装置靠动力机构传动间歇运动,每包装完一盒鸡蛋后动作一次;包装盒运动到堆垛装置的最顶层堆垛抽板后,堆垛传动横杆转动带动堆垛传动齿轮旋转,驱动堆垛传动齿条向上运动,进而通过齿条连接块带动最上端的一节传动滑块在滑槽中向上运动,同时通过抽板连杆驱动最顶层的堆垛抽板朝外运动抽出,包装盒下落到下一层堆垛抽板上;下一个周期时,新的包装盒下落到原来的包装盒上,堆垛传动齿轮旋转带动堆垛传动齿条继续向上运动,使第二层堆垛抽板打开,两盒包装好的包装下下落到第三层堆垛抽板上,直到所有堆垛抽板都打开,所有包装好的包装盒落到底部推板上,电机通过滚珠丝杠驱动底部推板将所有包装好的包装盒推出;圆柱凸轮在底部推板推出后,对堆垛装置进行复位,圆柱凸轮上设有凹槽,凸轮顶杆与圆柱凸轮中的凹槽配合,在底部推板推出后将堆垛传动横杆在轴向上顶开,堆垛传动齿轮与堆垛传动齿条脱离,抽板连杆、堆垛传动齿条、螺柱和齿条连接块下落,所有堆垛抽板重新回复堆垛侧板中,然后堆垛传动横杆复位,堆垛传动齿轮与堆垛传动齿条重新啮合,准备进行下一周期的堆垛。
相对于现有技术,本发明具有以下有益效果:本发明一种具有气调保鲜功能的禽蛋类自动化包装装置,通过滚蛋导向机构和180°转向机构的配合实现禽蛋含有气室的一端朝上落入分拨机构,通过分拨机构和集装机构的配合实现鸡蛋的集装。包装装置,包括了落蛋、包装、压实、充气、堆垛等几部分,能完成送料、包装、保鲜等功能,仅用一个动力源,带动曲柄摇杆机构运动,从而带动整个杆系结构运动,实现包装的全部功能,因此提高了包装效率。通过改变导轨间距及平行四边形机构长度可以调整平行四边形机构上的禽蛋托块和包装的尺寸,可适用于各种圆形食品、易碎品等的包装,具有广泛性和实用性;充气装置与压盖装置通过定滑轮连接,能保证在压盖完成后充气立即完成。
附图说明
图1为本发明一种具有气调保鲜功能的禽蛋类自动化包装装置的结构示意图;
图2为本发明一种具有气调保鲜功能的禽蛋类自动化包装装置的一个角度的立体图;
图3为180°转向机构的示意图;
图4为集装机构的示意图;
图5为集装机构的仰视图;
图6为本发明不带堆垛装置的正视图;
图7为本发明另一角度的立体图;
图8为本发明另一角度的立体图;
图9为活动卡子和卡子底座的示意图;
图10为堆垛装置的示意图;
图11为堆垛装置中部分构件的示意图;
图12为堆垛装置侧视图。
具体实施方式
以下结合附图对本发明优选的实施例做进一步描述:
请参阅图1至图2所示,本发明一种具有气调保鲜功能的禽蛋类自动化包装装置,包括禽蛋导向集装装置4、动力机构1、空盒子存储室2、盒子进给机构3、往复传送机构6、盖盒及压紧机构7、翻盖及充气机构9、滑块送盒机构8和堆垛装置10。
禽蛋导向集装装置4包括滚蛋导向机构1000、180°转向机构2000、分拨机构3000和集装机构4000。
请参阅图2所示,滚蛋导向机构1000包括导向面板1011和禽蛋滑道1012,两者呈一定倾斜角度放置。导向面板1011倾斜角度为10°~15°,禽蛋滑道1012倾斜角度为45°~50°可根据实际情况进行调节;禽蛋滑道1012前端设有倒V形滑道挡板1013;禽蛋滑道1012包括左右对称的两个弧形滑道,两个弧形滑道共用一个出口。将鸡蛋横向放置于导向面板1011的前端并自由释放,利用鸡蛋两端曲率不同以及重心偏于无气室一端,故而在自由滚动时会绕无气室一端旋转,从而形成有气室一端朝向前进方向的原理,将其导向。由于其放置时禽蛋两端方向的不同,禽蛋经禽蛋滑道1012前端的倒V形滑道挡板1013分流会分为两路,从而从不同的入口进入禽蛋滑道1012,并于禽蛋滑道1012同一出口处滑出,进入180°转向机构2000。
请参阅图3所示,180°转向机构2000目的在于将禽蛋转向180°,包括转向槽2021、转向槽杆2022、弹簧2023、弹簧杆2024、上极限限位2025、下极限限位2026和固定框2027。弹簧杆2024固定在固定框2026上部;转向槽杆2022穿过转向槽2021尾部通孔并固定在固定框2027中间,转向槽2021可绕转向槽杆2022转动;上极限限位2025固定在固定框2027上部,下极限限位2026固定在固定框2027下部,弹簧2023一端固定在弹簧杆2024上,另一端固定在转向槽2021上部。当禽蛋以有气室一端朝向前进方向进入转向槽2021后,由于禽蛋重力的原因,转向槽2021绕转向槽杆2022向下转动一定角度,接触到下极限限位2025后停止转动,禽蛋以无气室一端朝前进入分拨机构3000。
请参阅图4所示,分拨机构3000包括S型遛道3031,遛道杆3032和步进电动机(未图示)连接,步进电动机通过遛道杆3032和S型遛道3031相连。当一个禽蛋进入180°转向机构2000后,系统给步进电动机提供一个信号,使其转动90度,S型遛道3031的出口与集装盒4041中一个通孔对齐,禽蛋无气室一端位于下方下落。如此循环,直到集装盒4041中四个通孔4410装满禽蛋为止。
请参阅图4及图5所示,集装机构4000包括集装盒4041、挡板4042、挡板滑槽4043、齿轮4044、齿条4045和小马达未图示,集装盒4041有四个通孔4410,集装盒4041内部放置小马达,小马达输出轴上固定有齿轮集装盒下部有两个挡板滑槽4043对称分布,两块挡板4042架在挡板滑槽4043和集装盒4041之间,每个挡板4042上都固定有齿条4045,齿条4045与小马达输出轴上的齿轮4044相啮合。当四个通孔4410内装满禽蛋后,同时后续包装设备到达集装盒4041正下方后,小马达得到相应信号并通电,齿轮4044旋转,使两个齿条4045向两边移开,从而带动两块挡板4042向两边打开,四个禽蛋同时落入后续包装设备。之后,小马达得到相应信号并通电,齿轮4044逆向旋转,使两个齿条4045向中间平移,从而带动两块挡板4042向中间平移,准备第二轮集装。
请参阅图6所示,动力机构1安装在机架上。机架上设有齿轮支撑架180,齿轮支撑架180上安装有相互啮合的小齿轮12和大齿轮16;小齿轮12通过小齿轮轴11安装在齿轮支撑架180上,大齿轮16通过大齿轮轴13安装在齿轮支撑架180上。动力机构1还包括传动摇杆1105,传动摇杆1105的顶部设有第一滑槽1101,第一滑槽1101中安装有第一滑块19,第一传动连杆1103通过第一滑块轴1104铰接第一滑块19;传动摇杆1105的下部铰接在机架上;第一传动连杆1103的中部设有第二滑槽1102,大齿轮16上固定的曲柄柱114设置于第二滑槽1102中。小齿轮12连接驱动电机,驱动电机通过小齿轮12和大齿轮16带动传动摇杆1105不断前后往复。
请参阅图7和图8所示,往复传送机构6包括漏蛋电磁铁60、电磁铁固定块61和蛋托62;电磁铁固定块61固定在和蛋托62上,漏蛋电磁铁60固定在电磁铁固定块61上。蛋托62上设有四个通孔,蛋托62底部设有抽板滑道67,抽板滑道67上安装有连接漏蛋电磁铁60的漏蛋抽板66。漏蛋抽板66位于通孔下方时,可以将鸡蛋暂时存储在通孔中,漏蛋电磁铁60带动漏蛋抽板66滑动离开通孔下方时,通孔中的鸡蛋将会自由下落。往复传送机构6还包括四根第一长摆杆63和四根第一短摇杆64,第一长摆杆63一端铰接在蛋托62上,另一端铰接在机架上;第一短摇杆64一端铰接在水平滑块80,另一端铰接在对应的第一长摆杆63中部。蛋托62的两侧各设有两个第一长摆杆63和两个第一短摇杆64。
请参阅图7所示,盖盒及压紧机构7包括压杆70、两个压紧机构第一摇杆71和两个压紧机构第二摇杆72。压杆70设置于机架的尾部,压杆的两端各设有一个压紧机构第一摇杆71和一个压紧机构第二摇杆72,压紧机构第一摇杆71下端与机架铰接,上端与压杆70铰接;压紧机构第二摇杆72上端与压杆70铰接,下端与对应的水平滑块80铰接。压杆70的延伸方向垂直于水平滑块80的运动方向。
滑块送盒机构8包括水平滑块80、自动卡盒子的活动卡子81和卡子底座82;水平滑块80安装在机架的水平导轨上,水平滑块80固定连接第一传动连杆1103,在第一传动连杆1103的带动下不断的做往复直线运动;底座82固定在机架上,活动卡子81为一个偏心块,铰接在底座82上。水平滑块80包括平行且间隔设置的两个,两个水平滑块80的前端设有取盒钩子83,活动卡子81和卡子底座82设置于两个水平滑块80之间。
空盒子存储室2包括盒子存储仓21和折叠支架;盒子存储仓21固定在折叠支架上,折叠支架由六根可折叠连杆20组成,这几根折叠杆折叠后,可以把盒子存储仓21放下,可在运输中节省不少空间。折叠支架伸展后,可以将盒子存储仓21水平支撑。盒子存储仓21中竖直堆叠有多个孔盒子,盒子存储仓21下部有出盒孔,可供取盒滑块33和取盒倒钩35伸入,并将最底部的盒子勾出。
盒子进给机构3包括第一伸缩杆30、第二伸缩杆34和取盒滑块33。两个水平滑块80的前端各连接一个第二伸缩杆34,第二伸缩杆34的前端连接第一伸缩杆30;两个第一伸缩杆30前端固定有取盒滑块33,取盒滑块33上设有取盒倒钩35。两个第一伸缩杆30之间设有盒子挡块31和挡块底座32,挡块底座32固定在机架上,盒子挡块31为一个偏心块,铰接在挡块底座32上。
请参阅图2及图8所示,翻盖及充气机构9包括翻盒盖杆90、翻盒杆轴91、翻盖棘轮92、第一带轮93、棘爪94、第二带轮96、第三带轮和气嘴横杆95。翻盒杆轴91铰接在机架的水平导轨末端,翻盖棘轮92和第一带轮93同轴固定在翻盒杆轴91上,翻盒盖杆90一端固定在翻盒杆轴91上,且位于两个水平滑块80之间。气嘴横杆95设置在机架的水平导轨下部,且能够上下运动。气嘴横杆95旁侧设有一个固定在机架上的带轮固定杆,带轮固定杆上下分别安装有第二带轮96和第三带轮,第一带轮93和第二带轮96之间通过皮带连接,第二带轮96和第三带轮之间通过皮带连接,连接第二带轮96和第三带轮的皮带同时连接气嘴横杆95。水平滑块80上水平设置有多个与翻盖棘轮92配合的棘爪94。
堆垛装置10包括堆垛侧板100、堆垛抽板101、底部推板102、滚珠丝杠103、堆垛传动横杆104、堆垛带轮105、堆垛传动齿轮106、抽板连杆107、堆垛传动齿条108、螺柱109、齿条连接块110、圆柱凸轮111、凸轮顶杆112、传动连杆113、传动滑块114和滑槽1140。两个竖直的堆垛侧板100平行设置在机架尾部;堆垛侧板100的外侧设有若干抽板导轨1010,抽板导轨1010为固定在堆垛侧板100外壁上的两个平行板,两个平行板中间夹有堆垛抽板101。机架上固定设有竖直设置的滑槽1140。滑槽1140中设有多节传动滑块114,多节传动滑块114相互连接,连接处设有一个条形槽115,条形槽115的存在,使得前一个传动滑块114运动时,后一个传动滑块有一个间歇周期后再由于前一节的拖拽而运动。堆垛抽板101上固定有抽板连杆107,抽板连杆107通过传动连杆113铰接对应的传动滑块114。如图10所示,一个传动滑块114通过两个抽板连杆107连接位于同一水平位置的两个堆垛抽板101;最顶部的传动滑块114通过螺柱109连接齿条连接块110,齿条连接块110上固定有竖直设置的堆垛传动齿条108。堆垛侧板100底部设有底部推板102,底部推板102通过滚珠丝杠103连接电机。堆垛传动横杆104安装在机架上,能够沿其轴向运动;堆垛传动横杆104上固定有堆垛带轮105、堆垛传动齿轮106和圆柱凸轮111,机架上固定有凸轮顶杆112,凸轮顶杆112伸入援助凸轮111的凸轮槽中。堆垛带轮105通过皮带连接机架底部安装的传动带轮119,传动带轮119同轴固定连接有槽轮121,大齿轮16上同轴连接有与槽轮121配合的拨盘120。
本发明一种具有气调保鲜功能的禽蛋类自动化包装装置的包装方法,包括以下步骤:将鸡蛋横向放置于导向面板1011的前端并自由释放,利用鸡蛋两端曲率不同以及重心偏于无气室一端,故而在自由滚动时会绕无气室一端旋转,从而形成有气室一端朝向前进方向的原理,将其导向。由于其放置时禽蛋两端方向的不同,禽蛋经禽蛋滑道1012前端的倒V形滑道挡板1013分流会分为两路,从而从不同的入口进入禽蛋滑道1012,并于禽蛋滑道1012同一出口处滑出,进入180°转向机构2000的转向槽2021中。
当禽蛋以有气室一端朝向前进方向进入转向槽2021后,由于禽蛋重力的原因,转向槽2021绕转向槽杆2022向下转动一定角度,接触到下极限限位2025后停止转动,禽蛋以无气室一端朝前进入分拨机构3000的S型遛道3031中,然后掉入集装盒4041中对应的通孔4410。
当一个禽蛋进入180°转向机构2000后,系统给步进电动机提供一个信号,使S型遛道3031转动90度,S型遛道3031的出口与集装盒4041中一个通孔对齐,禽蛋无气室一端位于下方下落。如此循环,直到集装盒4041中四个通孔4410装满禽蛋为止。
集装盒4041装满禽蛋的同时,往复传送机构6的蛋托62运动到集装盒4041下方,集装机构4000的小马达得到信号并通电,齿轮4044旋转,使两个齿条4045向两边移开,从而带动两块挡板4042向两边打开,四个禽蛋同时落入蛋托62的通孔中;之后,小马达得到信号并通电,齿轮4044逆向旋转,使两个齿条4045向中间平移,从而带动两块挡板4042向中间平移,准备第二轮集装。蛋托62外机架后方运动至包装盒上方时,漏蛋电磁铁60带动漏蛋抽板66滑动离开通孔下方,通孔中的鸡蛋自由下落在包装盒的下壳体的四个包装位置上。然后水平滑块80朝机架前方运动,固定在水平滑块80上的棘爪94驱动翻盖棘轮92运动,带动翻盒杆轴91旋转将包装盒的上壳体扣在下壳体上(上壳体和下壳体之间设有一对永磁体,扣合后牢靠固定),同时,压杆70在水平滑块80的带动下下降将上壳体和下壳体压紧,翻盒杆轴91随着翻盖棘轮92同步旋转,翻盒杆轴91上的第一带轮93旋转驱动第二带轮96和第三带轮旋转,第二带轮96和第三带轮旋转过程中,两者之间的皮带运动带动气嘴横杆95向上运动,气嘴横杆95上的气嘴插入包装盒下壳体底部的气嘴中对包装盒中冲入氮气对鸡蛋保鲜。水平滑块80向前运动过程中,取盒滑块33从盒子存储仓21中勾取一个空的包装盒放在挡块底座32和底座82之间,挡块底座32和底座82之间的盒子在水平滑块80返回机架后端时被取盒钩子83勾取至底座82与堆垛装置10之间。水平滑块80向机架前端运动的过程中,挡块底座32和底座82之间的盒子以及底座82与堆垛装置10之间的盒子由于挡块底座32和底座82的阻挡与能向机架前方运动;水平滑块80返程的过程中,取盒滑块33从盒子存储仓21中勾取新的盒子,新的盒子将盒子挡块31压下,然后将之前在挡块底座32和底座82之间的盒子推到底座82与堆垛装置10之间,底座82与堆垛装置10之前的盒子被推到堆垛装置10中。
堆垛装置10靠动力机构1传动间歇运动,每包装完一盒鸡蛋后动作一次。包装盒运动到堆垛装置10的最顶层堆垛抽板101后,堆垛传动横杆104转动带动堆垛传动齿轮106旋转,驱动堆垛传动齿条108向上运动,进而通过齿条连接块110带动最上端的一节传动滑块114在滑槽1140中向上运动,同时通过抽板连杆107驱动最顶层的堆垛抽板101朝外运动抽出,包装盒下落到下一层堆垛抽板101上;下一个周期使,新的包装盒下落到原来的包装盒上,堆垛传动齿轮106旋转带动堆垛传动齿条108继续向上运动,使第二层堆垛抽板101打开,两盒包装好的包装下下落到第三层堆垛抽板101上,直到所有堆垛抽板101都打开,所有包装好的包装盒落到底部推板102上,电机通过滚珠丝杠103驱动底部推板102将所有包装好的包装盒退出。圆柱凸轮111在底部推板102推出后,对堆垛装置10进行复位,圆柱凸轮111上设有凹槽,凸轮顶杆112与圆柱凸轮111中的凹槽配合,在底部推板102推出后将堆垛传动横杆104在轴向上顶开,堆垛传动齿轮106与堆垛传动齿条108脱离,抽板连杆107、堆垛传动齿条108、螺柱109和齿条连接块110下落,所有堆垛抽板101重新回复堆垛侧板100中,然后堆垛传动横杆104复位,堆垛传动齿轮106与堆垛传动齿条108重新啮合,准备进行下一周期的堆垛。
以上对本发明的优选实施例及原理进行了详细说明,对本领域的普通技术人员而言,依据本发明提供的思想,在具体实施方式上会有改变之处,而这些改变也应视为本发明的保护范围。
具有气调保鲜功能的禽蛋类自动化包装装置及包装方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0