




专利摘要
本实用新型公开了彩盒翻转装置,整体连接在拆卸彩盒装置的横向滑动,并且彩盒翻转装置包括笔形吸盘装置和旋转底座、Y向翻转滑动板,该彩盒翻转装置能够将彩盒上盖自水平位置依次吸起、升高、平移至远离原位置的位置后翻转,最后放下的自动拆卸彩盒的上彩盒的彩盒翻转装置,用于实现自动将彩盒的上彩盒从下彩盒拆卸下来的工艺过程,最终达到提高彩盒拆卸效率,缓解了工人的拆盒压力,保证了拆彩盒的质量,降低次品率的目的。
权利要求
1.彩盒翻转装置,其特征在于:整体连接在拆卸彩盒装置(200)的横向滑动,并且彩盒翻转装置包括笔形吸盘装置(261)和旋转底座(262)、Y向翻转滑动板(268),设定翻转装置的横向滑动方向为Y方向,其中:
Y向翻转滑动板(268),通过固定设置在Y方向上的至少一根Y向翻转滑轨(266)沿Y向滑动,连接笔形伺服升降气缸(264)用于笔形吸盘装置(261)和旋转底座(262);
旋转底座(262),固定在笔形伺服升降气缸(264)顶部升降,侧面通过笔形伺服旋转气缸(263)连接笔形吸盘装置(261)翻转吸附彩盒;
所述Y向翻转滑轨(266)固定在翻转支座(265)上,翻转支座(265)固定在机架(100)上。
2.根据权利要求1所述的彩盒翻转装置,其特征在于:彩盒翻转装置(260)的笔形吸盘装置(261)整体为十字形结构,并且在十字形结构的四个端部的每一端的底部位置均分别设有至少一个吸盘。
3.根据权利要求2所述的彩盒翻转装置,其特征在于:笔形吸盘装置(261)的十字形结构固定在旋转底座(262)方向的一端为长方形结构。
4.根据权利要求1所述的彩盒翻转装置,其特征在于:Y向翻转滑轨(266)的数量为两根,并且这两根Y向翻转滑轨(266)相互平行地设置在Y方向上,其中Y向翻转滑动板(268)分别通过一块Y向翻转滑块(267)连接在这两根Y向翻转滑轨(266)上滑动。
5.根据权利要求1-4任意一项所述的彩盒翻转装置,其特征在于:笔形伺服旋转气缸(263)还连接负压表(269),用于检测以及显示笔形伺服旋转气缸的真空度,所述负压表(269)连接PLC控制装置(700)。
说明书
技术领域
本实用新型涉及手机彩盒拆卸设备技术领域,特别是涉及彩盒翻转装置。
背景技术
彩盒是指用卡纸和微细瓦楞纸板这两种材料制成的折叠纸盒和微细瓦楞纸盒。
目前,手机加工好之后,需要将外购或者内部生产的手机包装彩盒拆开,将原有的内衬拆除,之后放置与手机配套的手机充电器、耳机、说明书、保修卡等手机配件,从而便于后期的手机销售。然而一方面,这种拆卸手机盒的动作属于单一的重复劳动,工人工作时间长、工作枯燥劳累,而休息时间不足,长期工作会使工作压力大,容易导致流水线作业工人出现焦虑、抑郁等负性情绪。
另一方面,由于手机彩盒自身尺寸比较小,使用专门的工具以及模具拆卸,定位不方便,拆卸时还容易造成彩盒的外表面损伤,故而很少使用模具以及工具辅助拆卸。
目前市面上的一些彩盒机很多都只能完成对尺寸相对大的包装盒的彩盒动作,而针对手机包装彩盒以及和手机彩盒尺寸差不多大的包装盒,并没有专业用的相关设备,故而造成彩盒整天安装效率较低,而且产生的损伤以及损失相对较多,增加了手机的生产成本。
实用新型内容
为了克服上述现有技术的不足,本实用新型提供了一种能够将彩盒上盖自水平位置依次吸起、升高、平移至远离原位置的位置后翻转,最后放下的自动拆卸彩盒的上彩盒的彩盒翻转装置,用于实现自动将彩盒的上彩盒从下彩盒拆卸下来的工艺过程,最终达到提高彩盒拆卸效率,缓解了工人的拆盒压力,保证了拆彩盒的质量,降低次品率的目的。
本实用新型所采用的技术方案是:彩盒翻转装置,整体连接在拆卸彩盒装置的横向滑动,并且彩盒翻转装置包括笔形吸盘装置和旋转底座、Y向翻转滑动板,设定翻转装置的横向滑动方向为Y方向,其中:
Y向翻转滑动板,通过固定设置在Y方向上的至少一根Y向翻转滑轨沿Y向滑动,连接笔形伺服升降气缸用于笔形吸盘装置和旋转底座;
旋转底座,固定在笔形伺服升降气缸顶部升降,侧面通过笔形伺服旋转气缸连接笔形吸盘装置翻转吸附彩盒 ;
所述Y向翻转滑轨固定在翻转支座上,翻转支座固定在机架上。
优选地,彩盒翻转装置的笔形吸盘装置 整体为十字形结构,并且在十字形结构的四个端部的每一端的底部位置均分别设有至少一个吸盘,以实现对上彩盒的均匀吸附,保证其对上彩盒具有较强的吸附力度。
优选地,笔形吸盘装置的十字形结构固定在旋转底座方向的一端为长方形结构,以便笔形吸盘装置能够更好地覆盖其需要吸附以及转移的彩盒。
优选地,Y向翻转滑轨的数量为两根,并且这两根Y向翻转滑轨相互平行地设置在Y方向上,其中Y向翻转滑动板分别通过一块Y向翻转滑块连接在这两根Y向翻转滑轨上滑动,进而提高了Y向翻转滑动板在Y方向上滑动的稳定性能。
优选地,笔形伺服旋转气缸还连接负压表,用于检测以及显示笔形伺服旋转气缸的真空度,所述负压表连接PLC控制装置。
与现有技术相比,本实用新型的有益效果是:本实用新型的彩盒翻转装置,将彩盒上盖自水平位置依次吸起、升高、平移至远离原位置的位置后翻转,最后放下的自动拆卸彩盒的上彩盒的彩盒翻转装置,用于实现自动将彩盒的上彩盒从下彩盒拆卸下来的工艺过程,最终达到提高彩盒拆卸效率,缓解了工人的拆盒压力,保证了拆彩盒的质量,降低次品率的目的。
使用了负压表的该装置,在工作时,当到达预定的真空压力时,就会给PLC控制装置信号,以便快速执行,最终实现将彩盒翻转装置的笔形吸盘装置以及Y向翻转滑动板的滑动位移实现集中控制,自动化程度更高。
附图说明
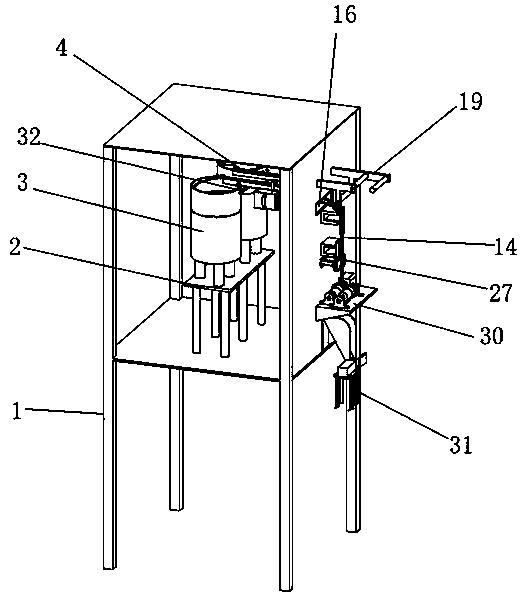
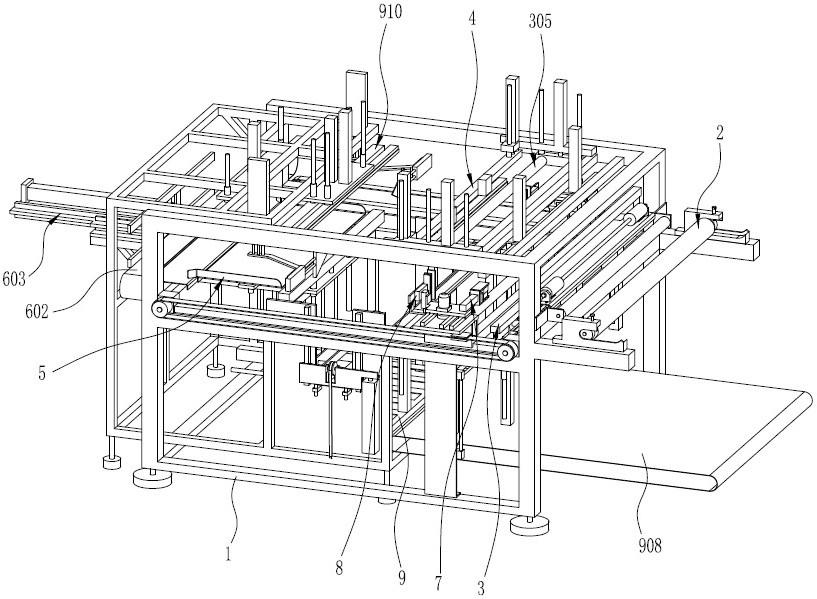
图1为拆彩盒设备的三维结构;
图2为拆彩盒设备的拆卸彩盒装置200和彩盒上料装置300的结构图;
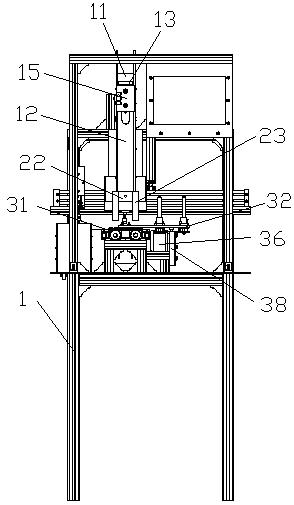
图3为拆彩盒设备的侧视图;
图4为自动升降垫板500的三维结构图;
图5为图4的A处的局部放大视图;
图6为拆卸彩盒装置200的三维结构图;
图7为拆卸彩盒装置200的背后的三维结构图;
图8为拆卸彩盒装置200的正面视图;
图9为L型翻转定位装置210与笔形翻转装置260的三维结构图;
图10为笔形翻转装置260的三维结构图;
图11为自动推料杆280的三维结构图;
图12为内衬运送装置290的正面视图;
图13为内衬运送装置290背面三维结构图;
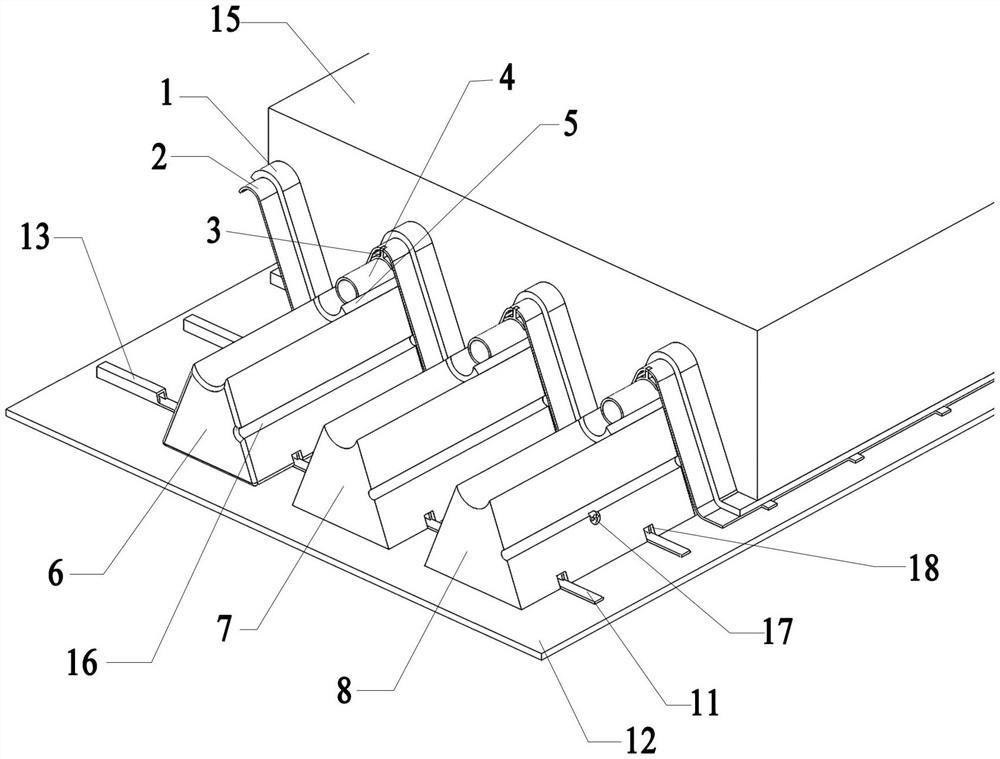
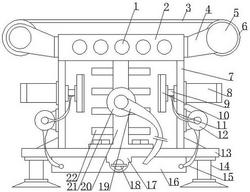
图14为彩盒翻转装置260的一个方向的三维结构图;
图15为彩盒翻转装置260的另外一个方向的三维结构图;
图16为行程限位装置299在内衬固定支架296上的结构图;
图17为行程限位装置299的三维结构图;
图18为光电感应滑道2992的三维结构图;
其中:100-机架;
200-拆卸彩盒装置,
210- L型翻转定位装置,211-彩盒下料定位板,212-下彩盒支撑板,213-翻转压紧装置,2131-旋转气缸,2132-压杆;
220-上彩盒支撑装置,221-内陷凹槽;230-上彩盒下料工位;
240-内衬下料支撑工位,241-下料滑轨,242-内衬下料工位,243-分料挡板;250-下料平台;
260-笔形翻转装置,261-笔形吸盘装置,262-旋转底座,263-笔形伺服旋转气缸,264-笔形伺服升降气缸,265-翻转支座,266-Y向翻转滑轨,267-Y向翻转滑块,268- Y向翻转滑动板,269-负压表;
270-支撑平台;
280-自动推料杆,281-滑动底座,282-推料杆,283-X向推料滑轨,284-料杆翻转气缸;
290-内衬运送装置,291-风琴吸嘴,292-竖直滑板,293-风琴吸嘴竖直滑轨,294-方形限位块,295-内衬滑动连接件,296-内衬固定支架,297-横向滑杆,298-横向滑块;
299-行程限位装置,2991-光电感应行程滑片,29911-向光电感应滑道折弯的指针部;2992-光电感应滑道,29921-槽型滑槽,29922-行程开关滑轨;2993-内衬行程滑杆,2994-光电感应开关;
300-彩盒上料装置,310-龙门支架,320-X向滑轨,330-X向滑块,340-Y向送料滑轨,350-上料吸盘装置;400-吸盘;
500-自动升降垫板,510-对射光电装置,520-垫块用升降机构,530-竖直方向的滑槽,540-Y向运动调整滑板,550-增强筋结构,560-Y向滑块,570-Y向滑轨;
600-中隔板,700-PLC控制装置。
具体实施方式
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的组合或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。另外,本实用新型实施例的描述过程中,所有图中的“上”、“下”、“前”、“后”、“左”、“右”等器件位置关系,均以图1为标准。
实施例1
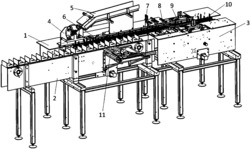
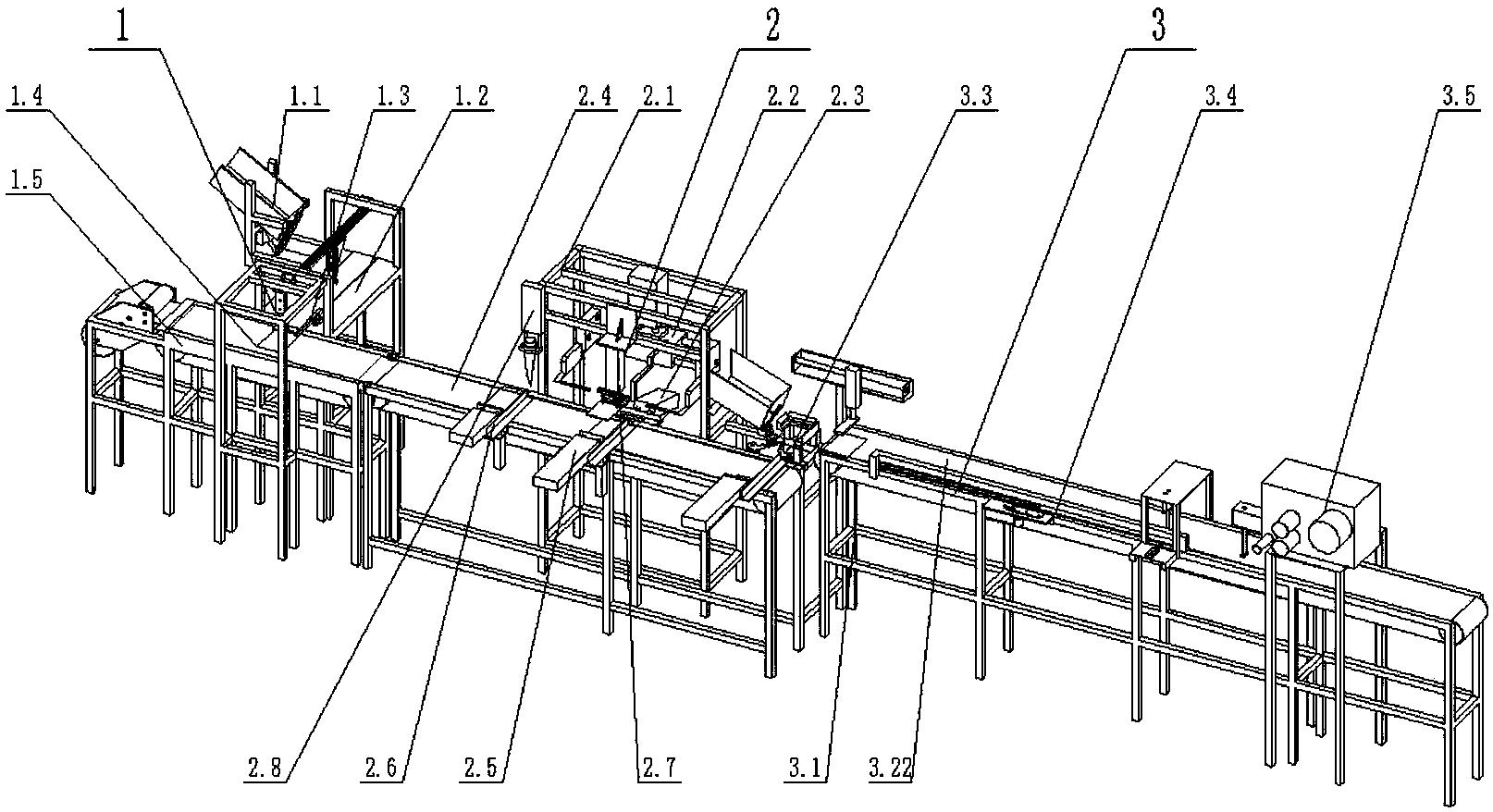
如图1和图2所示,拆彩盒设备,设定前后方向为X方向,左右方向为Y方向,竖直方向为Z方向,所述拆彩盒设备具有:
机架100,其具有以下结构特征:
-X方向的中间部位使用中隔板600隔开;
-X方向的前部中间位置设置拆卸彩盒装置200,以支撑、拆卸彩盒以及将拆卸后的上彩盒、下彩盒推出至下料平台250;
-X方向的后部底部位置设有自动升降垫板500,用于支撑拆卸堆叠的待拆卸彩盒,以及在上一层彩盒被取走之后自动定位彩盒;
-结合图1、图2和图3所示,Z方向的顶部位置通过龙门支架310支撑彩盒上料装置300,以将升降垫板上的彩盒运送至拆卸彩盒装置200进行拆卸;
拆卸彩盒装置200,具有
L型翻转定位装置210,整体的外侧交接部位通过翻转定位气缸带动其在90度范围内翻转,一端为彩盒下料定位板211,另一端为下彩盒支撑板212,彩盒下料定位板211和下彩盒支撑板212内侧均设有若干吸盘400,彩盒下料定位板211的外侧还设有翻转压紧装置213,翻转压紧在装置213为L型压紧爪,其连接压紧气缸,当彩盒翻转到位后,压紧气缸松开压紧爪,并且恢复原位;
上彩盒下料工位230,置于上彩盒支撑装置220前方,用于接收来自自动推料杆280推送出的上彩盒和下彩盒;
内衬下料支撑工位240,连接在固定在支撑平台270上的下料滑轨241上滑动运输拆卸的彩盒内衬,并且通过内衬运送装置290将内衬从下彩盒内运送至内衬下料工位242附近;
上彩盒支撑装置220,置于L型翻转定位装置210侧面,用于支撑拆卸后的上彩盒,靠近中隔板600的侧上方设有彩盒翻转装置260,右侧设有自动推料杆280;
如图6和图14可以看出,彩盒翻转装置260,整体连接在拆卸彩盒装置200的横向滑动,并且包括笔形吸盘装置261和旋转底座262,所述笔形吸盘装置261通过旋转气缸连接在旋转底座262上翻转,旋转底座262连接在Y向翻转滑动板268上升降,同时Y向翻转滑动板268通过彩盒从彩盒下料定位板211至上彩盒支撑装置220的水平位置移动,并且Y向翻转滑动板268通过固定设置在Y方向上的至少一根Y向翻转滑轨266沿Y向滑动,进而带动吸附在笔形吸盘上的上彩盒翻转至顶部向下,随后降低笔形吸盘,将上彩盒放置至上彩盒支撑装置220;
自动推料杆280,具有连接在支撑平台270顶部沿X方向滑动的滑动底座281,以及连接在滑动底座281端部的推料杆282,并且所述推料杆282通过料杆翻转气缸284带动其竖直或者水平,如图10所示,也就是说当自动推料杆翻转至水平位置,并且将上彩盒推出至上彩盒下料工位后,自动翻转的推料杆282自动翻转竖直,避免与彩盒翻转装置作动时碰撞,一般来说,通常还会在滑动底座281底部设X向推料滑轨283。
彩盒上料装置300,从图1、图2和图3可以看出来,其具有固定支撑在龙门支架310上的两根X向滑轨320,以及通过两块X向滑块330连接在两根X向滑轨320上滑动的Y向送料滑轨340;
彩盒上料装置300还具有固定在Y向送料滑轨340滑动的上料吸盘装置350,用于将上料吸盘装置350从自动升降垫板500运送至拆卸彩盒装置200的彩盒运送装置。
自动升降垫板500,底部设有对射光电装置510,用于检测自动升降垫板500上是否有堆叠的待拆彩盒。
本实用新型的拆彩盒设备,在具体使用时,只需按照如下步骤操作即可:
第一步.客户将没有拆开的彩盒都堆放在自动升降垫板500上,自动升降垫板500底部设置的对射光电装置510检测彩盒,如果没有检测到彩盒,自动升降垫板500自动在Z方向上升降,检测到彩盒后执行下一步。
第二步.随后PLC控制装置700控制彩盒上料装置300将彩盒在龙门支架310的X方向和Y方向上调整至合适位置后,将彩盒放置至拆卸彩盒装置200的L型翻转定位装置210的彩盒下料定位板211上。
第三步.随后,彩盒下料定位板211上的吸盘在气压作用下吸紧彩盒,随即翻转压紧装置213旋转压紧彩盒,L型翻转定位装置210和翻转压紧装置213压紧彩盒并且翻转至水平。
第四步. 彩盒翻转装置260的笔形吸盘装置261移动至彩盒上方,并且笔形吸盘装置261的吸盘吸起上彩盒,随后翻转上彩盒至上彩盒顶部朝下,笔形吸盘装置261将上彩盒放至上彩盒支撑装置220上。
第五步. 内衬运送装置290将下彩盒内的内衬吸附,并且运送至内衬下料支撑工位240,内衬下料支撑工位240沿下料滑轨241沿将内衬运送至内衬下料工位242,完成内衬下料循环。
这里所说的第四步和第五步可以倒换顺序执行。
第六步.之后自动推料杆280的推料杆282从侧方翻转翻转至上彩盒后方,将上彩盒以及下彩盒向X方向的前方推动至上彩盒下料工位230,随后自动升降垫板500再检测彩盒并且从第一部开始循环。
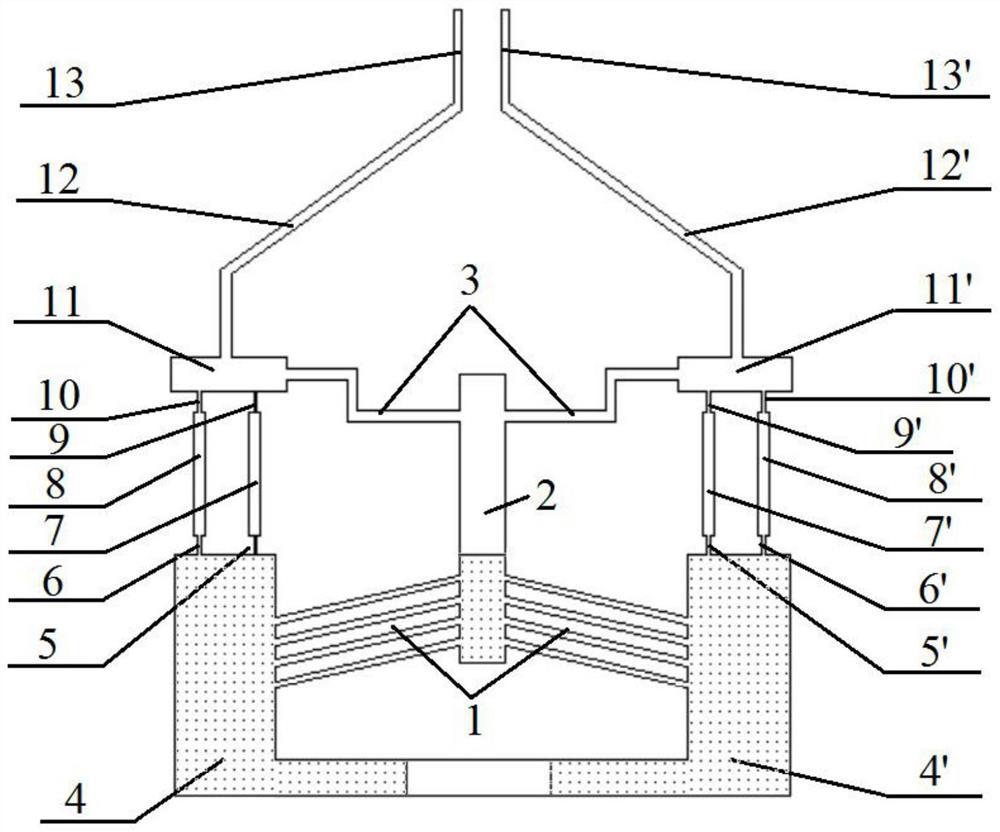
从本实用新型的图4可以看出,机架100的后部底部位置通过中隔板600隔成两个竖直放置空间,每一个竖直放置空间内设一个块自动升降垫板500,每一块自动升降垫板500使用垫块用升降机构520升降,并且每一块自动升降垫板500顶部设有对射光电装置510,以供给每一个自动升降垫板和待拆彩盒升降使用。 还可以进行如下设置,如图4和图5所示,每块自动升降垫板500其中一端设有在Y向上的距离调整装置,并且自动升降垫板500的这一端部设若干竖直方向的滑槽530,具体地说,也就是:距离调整装置包括Y向运动调整滑板540和Y向滑轨570,
Y向运动调整滑板540,底部固定在Y向滑块560上,并且随Y向滑块560在Y向滑轨570上向Y 滑动;Y向滑轨570,供给Y向运动调整滑板540在Y向上滑动,该装置在使用时,一般会在自动升降垫板500的底部安装若干片增强筋结构550;
若干竖直方向的滑槽530,供给Y向运动调整滑板540滑动调整Y向运动调整滑板540相对于自动升降垫板500的另一端的距离,以达到调整彩盒放置长度的目的,从而适应不同厚度的彩盒放置。
在本实施例中,还可以如图6所示,在内衬下料支撑工位240中间部位设有分料挡板243,以将内衬下料支撑工位240隔成两个独立的放料单元,在使用时可将其中一个单元用于抽检样品放置。
在本实施例中,还可以如图14和图15所示,将彩盒翻转装置260的笔形吸盘装置261 整体设置为十字形结构,并且在十字形结构的四个端部的每一端的底部位置均分别设有至少一个吸盘,以实现对上彩盒的均匀吸附,保证其对上彩盒具有较强的吸附力度。
在本实施例中,还可以如图10所示,所述上彩盒支撑装置220对应笔形吸盘装置261的位置设有高度不低于笔形吸盘装置261的内陷凹槽221,内陷凹槽221供给笔形吸盘装置261在自动推料杆280推料时暂存。
从图6中可以看出,L型翻转定位装置210的翻转压紧装置213包括旋转气缸2131和压杆2132,其中:
旋转气缸2131,一端固定在彩盒下料定位板211,并且另一端连接压杆2132旋转以压紧置于彩盒下料定位板211和下彩盒支撑板212之间的彩盒,最终将彩盒旋转至水平,以便卸料。所述压杆2132通过螺纹配合结构连接在旋转气缸2131端部旋转,便于安装和拆卸。
结合图6、图12和图13,还可看出,内衬运送装置290包括:
风琴吸嘴291,连接在PLC控制装置700上,用于吸附、紧固以及放开彩盒内衬,固定在竖直滑板292上;
竖直滑板292,通过内衬升降气缸驱动其在横向滑块298的竖直方向上滑动,
横向滑杆297,通过内衬固定支架296固定在拆卸彩盒装置200的侧面;从图7和图12以及图13中还可以看出来,所述内衬固定支架296通过若干连接螺杆组件穿过其与拆卸彩盒装置200的侧面实现固定连接;横向滑块298,通过内衬滑动连接件295以及内衬横向伺服驱动装置连接在横向滑杆297上滑动;
图13看出,内衬滑动连接件295,一端与横向滑块298固定连接,另一端套接在横向滑杆297外侧滑动。
所述拆卸彩盒装置200、彩盒上料装置300和自动升降垫板500均分别连接PLC控制装置700,以实现自动运送彩盒上料、自动拆卸彩盒以及自动将拆卸后的彩盒推送至出料工位。
实施例2
图6所示,单独将拆卸彩盒装置200应用在彩盒拆卸上,具体的方案是拆卸彩盒装置200具有以下技术特征:
L型翻转定位装置210,整体的外侧交接部位通过L型翻转定位气缸带动其在90度范围内翻转,一端为彩盒下料定位板211,另一端为下彩盒支撑板212,彩盒下料定位板211和下彩盒支撑板212内侧均设有若干吸盘400,彩盒下料定位板211的外侧还设有翻转压紧装置213,翻转压紧在装置213为L型压紧爪,其连接压紧气缸,当彩盒翻转到位后,压紧气缸松开压紧爪,并且恢复原位。
上彩盒支撑装置220,置于L型翻转定位装置210侧面,用于支撑拆卸后的上彩盒,靠近中隔板600的侧上方设有笔形翻转装置260,右侧设有自动推料杆280。
从图14看出,笔形翻转装置260,整体连接在拆卸彩盒装置200的横向滑动,并且包括笔形吸盘装置261和旋转底座262,所述笔形吸盘装置261通过旋转气缸连接在旋转底座262上翻转,旋转底座262通过笔形作动机械臂263带动其和上彩盒从彩盒下料定位板211的水平位置移动至上彩盒支撑装置220,进而带动吸附在笔形吸盘上的上彩盒翻转至顶部向下,随后降低笔形吸盘,将上彩盒放置至上彩盒支撑装置220。
见图11所示,自动推料杆280,具有连接在支撑平台270顶部沿X方向滑动的滑动底座281,以及连接在滑动底座281端部的推料杆282,并且所述推料杆282通过料杆翻转气缸284带动其竖直或者水平,如图10所示,也就是说当自动推料杆翻转至水平位置,并且将上彩盒推出至上彩盒下料工位后,自动翻转的推料杆282自动翻转竖直,避免与笔形翻转装置作动时碰撞,一般来说,通常还会在滑动底座281底部设X向推料滑轨283。
从图6和图7中可以看出,上彩盒下料工位230,置于上彩盒支撑装置220前方;内衬下料支撑工位240,连接在固定在支撑平台270上的下料滑轨241上滑动运输拆卸的拆盒内衬,并且通过内衬运送装置290将内衬从下彩盒内运送至内衬下料工位242附近。 图6中还示出,内衬下料支撑工位240中间部位设有分料挡板243,以将内衬下料支撑工位240隔成两个独立的放料单元,在使用时可将其中一个单元用于抽检样品放置。
图14和图15均显示笔形翻转装置260的笔形吸盘装置261 整体为十字形结构,并且在十字形结构的四个端部的每一端的底部位置均分别设有至少一个吸盘,以实现对上彩盒的均匀吸附,保证其对上彩盒具有较强的吸附力度。
与实施例1相似,所述上彩盒支撑装置220对应笔形吸盘装置261的位置设有高度不低于笔形吸盘装置261的内陷凹槽221,内陷凹槽221供给笔形吸盘装置261在自动推料杆280推料时暂存。
从图6、图9和图10中可以看出,L型翻转定位装置210的翻转压紧装置213包括旋转气缸2131和压杆2132,其中:
旋转气缸2131,一端固定在彩盒下料定位板211,并且另一端连接压杆2132旋转以压紧置于彩盒下料定位板211和下彩盒支撑板212之间的彩盒,最终将彩盒旋转至水平,以便卸料。通常地,还可以把压杆2132通过螺纹配合结构连接在旋转气缸2131端部,便于安装和拆卸。
与实施例1相同地,内衬运送装置290可以设置为包括以下结构的装置:
风琴吸嘴291,用于吸附、紧固以及放开内衬,其固定在竖直滑板292上随内衬升降气缸带动其在连接在横向滑块298升降;
横向滑杆297,通过内衬固定支架296固定在拆卸彩盒装置200的侧面;从图7和图12以及图13中还可以看出来,所述内衬固定支架296通过若干连接螺杆组件穿过其与拆卸彩盒装置200的侧面实现固定连接;
横向滑块298,通过内衬滑动连接件295连接在横向滑杆297上滑动;
内衬滑动连接件295一端与竖直滑板292固定连接,另一端连接在横向滑杆297上滑动。
与上述方案所不同的是,还可以将L型翻转定位装置210、笔形翻转装置260、自动推料杆280的所有动力源均分别连接PLC控制装置700,以实现自动拆卸彩盒装置。
本实用新型的拆卸彩盒装置,自彩盒上料至L型翻转定位装置开始,依次对其进行压紧翻转、上彩盒拆卸、上彩盒自动翻转、上彩盒运输以及压紧、内衬拆卸以及运输、上彩盒以及下彩盒下料的全自动化的拆卸彩盒装置,实现了彩盒的自动拆卸以及运输下料,从而提高了彩盒人工拆除效率,缓解了工人的拆盒压力,保证了拆彩盒的质量,降低了成品率。
该拆卸彩盒装置,在使用时,首先将彩盒放置至拆卸彩盒装置200的L型翻转定位装置210的彩盒下料定位板211上。
随后,彩盒下料定位板211上的吸盘在气压作用下吸紧彩盒,随即翻转压紧装置213旋转压紧彩盒,L型翻转定位装置210和翻转压紧装置213压紧彩盒并且翻转至水平。
再将彩盒翻转装置260的笔形吸盘装置261移动至彩盒上方,并且笔形吸盘装置261的吸盘吸起上彩盒,随后翻转上彩盒至上彩盒顶部朝下,笔形吸盘装置261将上彩盒放至上彩盒支撑装置220上。
最后,内衬运送装置290将下彩盒内的内衬吸附,并且运送至内衬下料支撑工位240,内衬下料支撑工位240沿下料滑轨241沿将内衬运送至内衬下料工位242,完成内衬下料循环。
实施例3
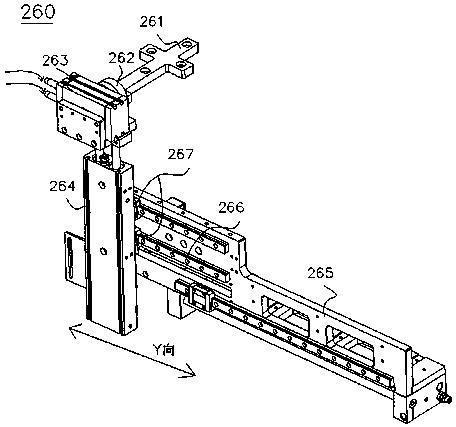
如图6可以看出,彩盒翻转装置260,整体连接在拆卸彩盒装置200的横向滑动,并且彩盒翻转装置包括笔形吸盘装置261和旋转底座262、Y向翻转滑动板268,设定翻转装置的横向滑动方向为Y方向,其中:
如图14和图15所示,Y向翻转滑动板268,通过固定设置在Y方向上的至少一根Y向翻转滑轨266沿Y向滑动,连接笔形伺服升降气缸264用于升降笔形吸盘装置261和旋转底座262;
旋转底座262,固定在笔形伺服升降气缸264顶部升降,侧面通过笔形伺服旋转气缸263连接笔形吸盘装置261翻转吸附彩盒;
所述Y向翻转滑轨266固定在翻转支座265上,翻转支座265固定在机架100上。
如图14所示,笔形吸盘装置261可以实现360度翻转,也就是将上彩盒顶部吸起,然后再进行360度翻转后放至上彩盒支撑装置220后,便于推出之后直接排列使用,无需多余的工序。带动笔形吸盘装置261和上彩盒从彩盒下料定位板211的水平位置移动至上彩盒支撑装置220,进而带动吸附在笔形吸盘上的上彩盒翻转至顶部向下,随后降低笔形吸盘,将上彩盒放置至上彩盒支撑装置220。
从图14和图15中还可以看出,彩盒翻转装置260的笔形吸盘装置261 整体为十字形结构,并且在十字形结构的四个端部的每一端的底部位置均分别设有至少一个吸盘,以实现对上彩盒的均匀吸附,保证其对上彩盒具有较强的吸附力度。笔形吸盘装置261的十字形结构固定在旋转底座262方向的一端为长方形结构,以便笔形吸盘装置261能够更好地覆盖其需要吸附以及转移的彩盒。
从图14中还能看出,Y向翻转滑轨266的数量为两根,并且这两根Y向翻转滑轨266相互平行地设置在Y方向上,其中Y向翻转滑动板268分别通过一块Y向翻转滑块267连接在这两根Y向翻转滑轨266上滑动,进而提高了Y向翻转滑动板在Y方向上滑动的稳定性能。
图15还能看出,笔形伺服旋转气缸263还连接负压表269,用于检测以及显示笔形伺服旋转气缸的真空度,所述负压表269连接PLC控制装置700,使用了负压表的该装置,在工作时,当到达预定的真空压力时,就会给PLC控制装置信号,以便快速执行,最终实现将彩盒翻转装置的笔形吸盘装置以及Y向翻转滑动板的滑动位移实现集中控制,自动化程度更高。
该彩盒翻转装置在工作时,笔形吸盘装置升高,并且平行移动至彩盒上方,随后笔形吸盘装置的吸盘吸起上彩盒,随后翻转180度使得上彩盒的顶部朝下,然后平移至远离下彩盒的位置,随后放下上彩盒,此时放下的上彩盒顶部朝下,同时笔形吸盘装置位于上彩盒的下面。
在工作时,还可以在笔形吸盘装置的吸盘吸起上彩盒后,直接平移至下彩盒的位置后,再翻转180度使得上彩盒的顶部朝下也是可以的,只要保证翻转后的上彩盒的顶部朝下即可。
综上所示,本实用新型的彩盒翻转装置,将彩盒上盖自水平位置依次吸起、升高、平移至远离原位置的位置后翻转,最后放下的自动拆卸彩盒的上彩盒的彩盒翻转装置,用于实现自动将彩盒的上彩盒从下彩盒拆卸下来的工艺过程,最终达到提高彩盒拆卸效率,缓解了工人的拆盒压力,保证了拆彩盒的质量,降低次品率的目的。
实施例4
拆彩盒装置用内衬运送装置,目的是将内衬从下彩盒内吸取,并且运送至内衬下料支撑工位的内衬下料工位后放下,所述内衬下料支撑工位连接在彩盒的支撑平台上的下料滑轨上滑动运输拆卸的彩盒内衬,其工作过程是:
1.当彩盒上、下盖打开后,PLC控制装置控制风琴吸嘴在竖直滑板上降下,并且风琴吸嘴吸住下彩盒内的内衬,随后风琴吸嘴在竖直滑板上上升。
2.PLC控制装置控制内衬横向伺服驱动装置驱动横向滑块以及风琴吸嘴和吸附在风琴吸嘴上的内衬,将内衬运送至内衬下料工位后放下。
3.PLC控制装置控制内衬横向伺服驱动装置驱动横向滑块以及风琴吸嘴回复到下彩盒放置位置继续往复循环,或者等待下一个运送循环。
如图6、图12和图13所示,拆彩盒装置用内衬运送装置290,通过内衬固定支架296固定在拆卸彩盒装置200的侧面,用于将内衬从下彩盒内吸取,并且运送至内衬下料支撑工位240的内衬下料工位242后放下,所述内衬下料支撑工位240连接在彩盒的支撑平台270上的下料滑轨241上滑动运输拆卸的彩盒内衬,其中:如图13所示,所述内衬运送装置290包括:
-风琴吸嘴291,连接在PLC控制装置700上,用于吸附、紧固以及放开彩盒内衬,固定在竖直滑板292上;
-竖直滑板292,通过内衬升降气缸驱动其在横向滑块298的竖直方向上滑动,
-横向滑杆297,通过内衬固定支架296固定在拆卸彩盒装置200的侧面;从图7和图12以及图13中还可以看出来,所述内衬固定支架296通过若干连接螺杆组件穿过其与拆卸彩盒装置200的侧面实现固定连接;
-横向滑块298,如图12和图13所示,可以通过内衬滑动连接件295以及内衬横向伺服驱动装置连接在横向滑杆297上滑动;并且内衬滑动连接件295一端与横向滑块298固定连接,另一端套接在横向滑杆297外侧滑动,以便实现连接。 更优的实施方式是在横向滑块298上设置有风琴吸嘴竖直滑轨293,供给竖直滑板292连接在其上滑动,可以更好地保证竖直滑板292以及连接在竖直滑板292上的风琴吸嘴291的稳定性能。
从图13和图15中可以看出来,内衬滑动连接件295与横向滑块298的一端外侧连接方形限位块294,横向滑块298对应方形限位块294的位置设方形卡槽,所述方形限位块294尺寸大于横向滑块298的方形卡槽进而实现限位,并且所述方形限位块294与内衬滑动连接件295可拆卸地连接,具体的可拆卸方式为在内衬滑动连接件295的连接部设置连接内/外螺纹,通过在方形限位块294的连接端部设置外/螺纹,实现配合连接,也可以直接采样过盈的直插式连接,这一结构的优点是安装以及拆卸方便。
在上述实施例中,所述内衬固定支架296的内侧沿Y方向上还设有行程限位装置299,以便控制内衬下料支撑工位240在支撑平台270上的对应行程位置,
如图16和17所示,所述行程限位装置299包括光电感应行程滑片2991以及光电感应滑道2992,其中:
光电感应滑道2992, 通过支撑板或者支撑杆结构与内衬行程滑杆2993保持一个平行距离地设置一个光电感应开关2994,以传递行程信号信息;
光电感应开关2994连接PLC控制装置700,也就是设置于Y方向上,但是在X方向上有一定的距离,这样设置的目的是为了保证光电感应行程滑片具有滑动空间;
光电感应行程滑片2991,连接在固定于机架100上的内衬行程滑杆2993上滑动,具有向光电感应滑道折弯的指针部29911以直接接近光电感应滑道2992。
如图18所示,光电感应滑道2992包括槽型滑槽29921以及设置于槽型滑槽29921内的行程开关滑轨29922,每一个行程开关可滑动调节地连接在行程开关滑轨29922上,具体的实施方式时,可以在行程开关滑轨上安装一个半圆柱形滑动调节轨道,然后将行程开关通过滑块连接在半圆柱形滑动调节轨道上运动。
本实施例的拆彩盒装置用内衬运送装置,能够将彩盒的上彩盒盖和下彩盒盖拆下来之后,将位于下彩盒之内的内衬运输至内衬下料支撑工位的内衬运送装置,提高了彩盒拆卸的自动化程度以及拆卸效率,降低了彩盒生产的时间成本。
本实用新型的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本实用新型的精神,并做出不同的引申和变化,但只要不脱离本实用新型的精神,都在本实用新型的保护范围内。
彩盒翻转装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0