

IPC分类号 : F04B39/10I,F04B39/14I,B65G47/256I,B65G47/00I






专利摘要
本发明公开一种曲柄连杆式冰箱压缩机阀板垫片的选装系统和方法。系统由阀板垫片的选垫取放料组装控制装置、阀板垫片的分档盒、阀板垫片的取放料组装装置、气缸面与阀板组件间隙的测量装置、ERP管理系统组成。阀板垫片选装系统自动化,降低了装配工位的劳动强度和差错率,提高了生产效率和压缩机品质;选装系统与ERP集成,系统具备可扩展性;阀板垫片分档盒设置绿色指示灯,取放料组装装置故障时,可辅助阀板垫片装配工位的人工选装,维系装配线运行,提高了装配线的可用性;阀板垫片的漏装检测,提升了系统的可靠性。
权利要求
1.一种曲柄连杆式冰箱压缩机阀板垫片的选装系统,其特征在于,系统由阀板垫片的选垫取放料组装控制装置(100)、阀板垫片的分档盒(200)、阀板垫片的取放料组装装置(400)、气缸面与阀板组件间隙的测量装置(500)、ERP管理系统(600)组成;选垫取放料组装控制装置(100)包括S7 200 PLC的CPU 224XP模块(110)、开关量输出EM233模块(120)、CPU224XP自带的模入/出和开入/出模块(130)、CPU224XP自带的通信模块(160)、电源NES-75-24模块(170)、触摸屏MT8070iH模块(180);通信模块(160)的通信口1经触摸屏MT8070iH模块(180)接入ERP管理系统(600),通信模块(160)的通信口2与阀板垫片的取放料组装装置(400)、气缸面与阀板组件间隙的测量装置(500)相连;模入/出和开入/出模块(130)的DI
阀板垫片的垫片分档盒(200)包括第1垫片盒(211)、第2垫片盒(212)、逐列按序递增至第m垫片盒(21m),逐行按序递增至第n×m垫片盒(2nm);开关量输出EM233模块(120)的第1开关量输出端口D
触摸屏MT8070iH模块(180)下载ERP管理系统(600)的生产计划日排程、阀板垫片需求清单,生成阀板垫片分档盒(200)的规格参数;选垫取放料组装控制装置(100)通过通信模块(160)的通信口2,读入测量装置(500)输出的气缸面与阀板组件间隙值,选择匹配上述间隙值厚度的阀板垫片;阀板垫片的取放料组装装置(400)从阀板垫片的分档盒(200)中获取所选择的阀板垫片,完成阀板垫片的组装;选垫取放料组装控制装置(100)核查阀板垫片的装配;
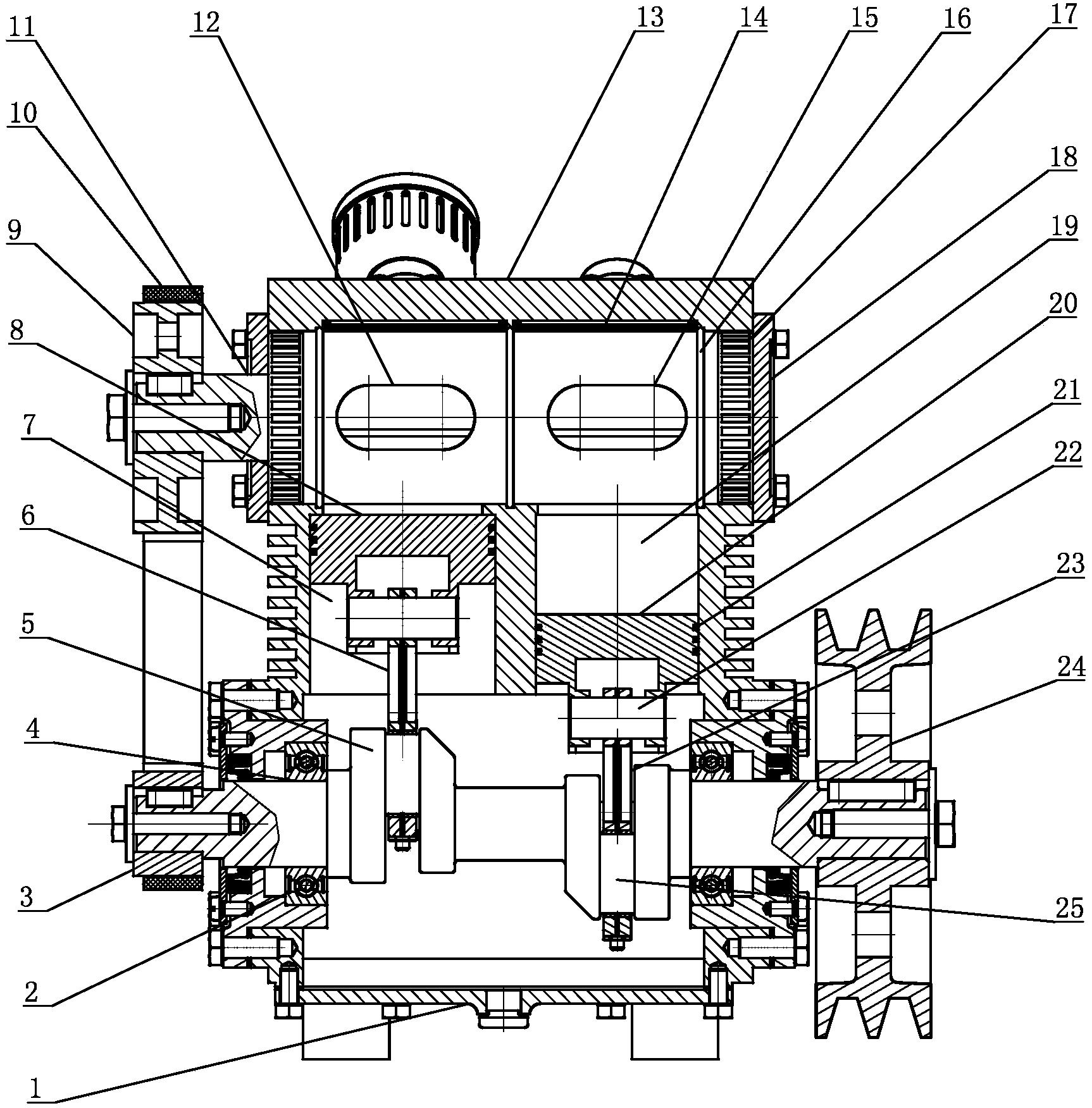
曲柄连杆式冰箱压缩机活塞上止点和阀板组件之间的理论最优间隙值=0,考虑到零部件加工的公差和阀板组件安装及工作时的受力变形,设计时在两者间预留了5丝米空隙;通过选取一定厚度的阀板垫片,使零部件加工公差和阀板组件安装变形的不确定性min;阀板垫片过薄活塞撞击阀板组件,产生噪音并导致零部件损坏;过厚会使压缩机制冷量下降,影响压缩机COP值;测量装置(500)检测间隙L=L1+L3+L4-L2+5,其中,L1:曲轴偏心轴半径,L2:曲轴中心到曲轴箱气缸面距离,L3:连杆两孔中心距离,L4:活塞销孔中心到活塞端面距离,A:气缸面,B:活塞端面;位移单位取丝米,阀板垫片的厚度thickness_gasket=INT(L)+1,即配合间隙L取整,再加1的和作为阀板垫片厚度的分档依据;若检测间隙超出垫片设计的补偿范围,压缩机机芯存在质量问题,下线返工处理。
2.根据权利要求1所述的选装系统,其特征在于,所述的垫片分档盒(200)包括按列逐列递增至第m列、按行逐行递增至第n行的n×m只垫片盒,即从垫片盒(211)排序到垫片盒(2nm),每只垫片盒内放置某一相同厚度的垫片,n≥1,m≥1;垫片盒的顶部中间安装一个绿色指示灯,一旦选中匹配气缸面与阀板组件间隙的阀板垫片,该阀板垫片所放置的垫片盒绿色指示灯点亮,指示从目标垫片盒中取阀板垫片;第1垫片盒(211)的电路包括IRFP150型的固态继电器SSR
3.根据权利要求1所述的选装系统,其特征在于,所述的取放料组装装置(400)包括X轴向伺服电机(301)、Y轴向伺服电机(302)、压力传感器(303)、真空发生器(304)、气缸上升位传感器(305)、气缸下降位传感器(306)、吸料孔(307)、光纤传感器(308)、线性模组安装底座(309)、阀板垫片箱(310)、取放料气缸(311)、XY线性模组丝杆(312)、XY线性模组联轴器(313),工装板(401)、阀板组件(402)、阀板垫片(403)、第1单向节流阀(404)、第2单向节流阀(405)、取放料头(409)、吸气管(410),取放料组装装置(400)气动单元的气源(341)、过滤器(342)、减压阀(343)、压力表(344)、油雾器(345)、二位五通电磁阀(346)、取放料电磁阀(347)、排气孔(432)、吸盘(434);
X轴向伺服电机(301)、Y轴向伺服电机(302)、线性模组安装底座(309)、XY线性模组丝杆(312)、XY线性模组联轴器(313)构成X、Y轴向运动的线性模组;测量装置(500)输出气缸面与阀板组件的配合间隙L,选垫取放料组装控制装置(100)计算阀板垫片的厚度thickness_gasket,驱动取放料头(409)到阀板垫片箱(310)指定档次的垫片盒;第1单向节流阀(404)、第2单向节流阀(405)、气缸上升位传感器(305)、气缸下降位传感器(306)、吸料孔(307)、吸气管(410)、取放料气缸(311)在选垫取放料组装控制装置(100)控制下,驱动取放料头(409)的升降动作,即Z轴向运动,完成吸取阀板垫片(403)所需的位置定位;阀板垫片的取放料组装装置(400)附设一台射向阀板垫片(403)的红外发射器,光纤传感器(308)接收阀板垫片(403)的红外反射光;阀板垫片释放就位时,模入/出和开入/出模块(130)的DI1口输入光纤传感器(308)的输出值,检测阀板垫片(403)是否漏装;驱动取放料头(409)至预设的放料位置、释放阀板垫片(403)的机理,与取放料头(409)至指定档次的垫片盒、吸取阀板垫片(403)类同;
气源(341)和气动三联件:过滤器(342)、减压阀(343)、油雾器(345),控制压力表(344)的压力在1Mpa;二位五通电磁阀(346)失电时,压缩空气经第2单向节流阀(405)进入取放料气缸(311),气缸活塞位于上位、即取放料头(409)处于上位;取放料电磁阀(347)失电,压缩空气无法通过真空发生器(304)产生吸力;二位五通电磁阀(346)得电换向后,压缩空气经第1单向节流阀(404)进入取放料气缸(311),推动气缸活塞至下位,取放料电磁阀(347)得电,压缩空气经真空发生器(304)产生吸力,压力传感器(303)检测到压力信号变化,吸盘(434)吸取阀板垫片(403);二位五通电磁阀(346)再次失电,取放料头(409)运动到上位,完成取料动作;取放料头(409)的放料动作与取料动作类同;测量装置(500)型号为基恩GT2/GT,压力传感器(303)型号为基恩AP-C30,光纤传感器(308)型号为基恩FS-N40反射型。
4.一种使用如权利要求1所述选装系统的选装方法,其特征在于,阀板垫片选装方法的流程包括阀板垫片选装方法的准备流程,阀板垫片选装方法的运行流程;
选装方法的准备流程
下载ERP(600)的生产计划日排程和阀板垫片需求清单
生成分档盒(200)的规格参数、安装分档盒
设定阀板垫片(430)的放料位置;
选装方法的运行流程
①测量装置(500)输出气缸面与阀板组件的间隙值L
if L∈[205,515]μm
阀板垫片的厚度thickness_gasket=INT(L)+1,转②
else冰箱压缩机不合格,退出装配线,转④
②thickness_gasket的垫片盒绿色指示灯点亮
if取放料组装装置(400)故障
人工从绿色指示灯亮垫片盒取放组装阀板垫片,转④
else取放料组装装置(400)取放组装阀板垫片
③模入/出和开入/出模块(130)的DI
if阀板垫片(403)漏装
压缩机退出装配线,转④
else启动下一台压缩机进入阀板垫片装配工位
④返回①。
说明书
技术领域
本发明属位移测量,垫片选垫、取放料和组装的选装技术范畴;特别是指面向曲柄连杆式冰箱压缩机阀板垫片的选装系统和方法。
背景技术
垫片选装技术是现代工业装配部门的关键共性技术。汽车主减速器总成关系到整车质量,装配工艺参数旨在保证主/被动锥齿轮齿侧间隙和主减速器启动力矩,对应的技术手段是选装合适厚度的调整垫片,控制被动锥齿轮在轴向的位置;自动变速箱通过多摩擦片换挡制动器进行换挡,摩擦片组的间隙是制动器装配质量的关键控制参数,相应的处理手段是选装合适厚度的法兰垫片,修正摩擦片组的间隙;发动机汽缸盖安装完毕的后序装配工序是调整气门间隙,发动机的动力性能、燃油消耗及排放均取决于气门间隙合适与否,相关的保障措施是选装合适厚度的气门垫片,调节气门的间隙。全封闭曲柄连杆式冰箱压缩机装配时,阀板垫片装配工位亦采用垫片选装技术实现。垫片选装系统涉及μm数量级的高精度位移测量,以及垫片的选垫、取放料和组装共四项技术;业界的关注点聚焦高精度位移测量,后三项技术的关注度不够。全自动位移测量装置蚕食了传统卡尺、千分尺的地盘;但是,垫片的选垫、取放料和组装技术进步相对缓慢,成为垫片选装系统中的薄弱环节,装配流水线的瓶颈。
2017年,中国家用冰箱产量8670.3万台;2018年,预计产量≥8510.4万台;2013年以来,我国家用冰箱年产量始终维持在8000余万台水平,占世界总产量的5成以上。1913年,首台家用冰箱诞生;基于压缩机制冷的主流制冷模式沿袭至今;因此,压缩机是冰箱制冷设备中的核心组件。2015年,国产冰箱压缩机为1.237亿台;2016年,达1.379亿台。冰箱压缩机得到全方位的持续开发,包括制冷剂的变化、电机铝线化、小型化、变频化等,短期内压缩机难以再有颠覆性的突破。压缩机根据制冷机理分为:气体压缩、气体吸收、吸附和半导体式;其中,汽态制冷剂通过压缩机压缩后在冷凝器中放热液化,液态制冷剂在蒸发器中汽化吸热的压缩式冰箱,制冷效率最高、生产技术和工艺最成熟,传统家用冰箱中的90%都属于此类型;本文的选装系统面向曲柄连杆式冰箱的气体压缩机。
曲柄连杆式冰箱压缩机运转时,活塞在气缸内压缩制冷剂,高温高压制冷剂从气缸出口处导向冷凝器。当活塞运转至上止点(活塞顶部在曲轴旋转中心最远的位置)时,为了保证活塞端面和阀板组件的间隙,消除各零部件的公差范围,选取一定厚度的阀板垫片就非常关键。阀板垫片过薄则活塞直接撞击阀板组件,产生噪音并导致零部件损坏;过厚会使压缩机制冷量下降,影响压缩机COP值。因此,压缩机结构设计中在气缸面与阀板组件之间安装了阀板垫片。由于气缸面与阀板组件的间隙值不可控即存在不确定性:不确定性既取决零件的加工精度,也受制装配的一致性;装配工艺给出的解决方案:在线实测活塞运转到上止点时活塞端面与气缸面之间的间隙值,选择合适厚度的阀板垫片匹配上述“间隙值”,使阀板垫片厚度-“间隙值”+“设计预留50μm”的差值不确定性∈(0,10]μm,从而消除不可控不确定“间隙值”对压缩机品质的负面影响。例如,XXXX型压缩机装配流水线,提供厚度范围0.21~0.52mm的阀板垫片组,每一丝米(0.01mm,10μm)一档,阀板垫片组合计32档;气缸面与阀板组件的不确定“间隙值”,借助32档不同厚度的阀板垫片选配修正----{阀板垫片厚度-“间隙值”}∈(0,10]μm。
垫片装配工位的传统工艺是采用通用量具人工测量,人工计算间隙的位移值;根据间隙的位移值,选择最接近该位移值的某档厚度垫片(“厚度”-“间隙值”>0),取放所选择的垫片,完成垫片的组装;传统方法精度差,劳动强度大,效率低,差错率高;亟待开发全自动高可靠高可用选装系统。必须指出,垫片装配工位涉及的高精度位移测量技术有成熟的成套商品化产品:
王淼,穆荣生(南京鹏力科技有限公司).高效节能压缩机上死点测量机的设计与应用[J].中国制造业信息化,2012,41(19):91-99。
www.keyence.com,高精度数字接触式传感器GT2-100系列用户手册,2014。
上述基于光栅尺脉冲技术的产品己在冰箱压缩机装配线上得到成功应用,测量精度1μm、测量速率6S,符合装配线要求。目前,阀板垫片装配工位出现的问题主要源于垫片的选垫、取放料和组装技术上存在不足,在装配线的装配节拍下,无论是垫片选垫、取放料环节的劳动强度和差错率,还是垫片组装环节的劳动强度和差错率,均差强人意有待改进。此外,阀板垫片选装系统自身的集成度,以及与ERP系统的集成度,亦有待提高。垫片和垫片装配工位涉及的垫片设计,位移测量技术、选垫技术、取放料技术和组装技术较有代表性的知识产权成果综述如下:
·发明专利“致冷压缩机的密封垫片”(ZL95108044.X),提出由金属基板或芯层和粘附于其上的弹性涂层制成密封垫片,通过与载荷成反比地限定膨胀的部位来形成较好的密封。
·发明专利“垫片厚度测量仪”(ZL200410066022.4),提出由底部测量平台和位于测量平台上方的测量压板构成的夹板状测量头,测量平台为轴向移动构件,与千分表的测头联动的轴移测杆沿测量压板的轴向设置,轴移测杆以测量平台为传感面,底部端面伸向测量平台。
·发明专利“气门间隙调整垫片选配测量仪及垫片选配方法”(ZL201510942101.5),提出测量仪用于凸轮轴与气门挺杆间垫片选配,通过测量机构和标准件,分别对缸盖凸轮轴主轴孔底部边缘到气门挺杆顶端距离和凸轮基圆半径与凸轮主轴半径差的半自动测量,计算凸轮轴各凸轮与气门挺杆间垫片厚度。
·发明专利“一种垫片装配机构”(ZL201210258364.0),提出垫片装配机构包括上、下两根水平横向配置的滑轨,第一滑轨固定在底座,第二滑轨通过滑块安装在第一滑轨;双滑轨移动机构推动垫片进入安装空间的零件凹槽内。
·发明专利“一种垫片自动分离送料机构”(CN201610744707.2),提出一种垫片自动分离送料机构,包括支架、导杆、配重块、导向套、滑台工装、推料气缸及底座,支架上设有导杆、配重块以及导向套;导杆固定在支架上,导杆上套设有配重块及导向套,配重块将待分离垫片压在滑台工装上,导向套下端设一开口,高度略高于单片垫片厚度,限制其他垫片的移动。
上述有益探索,包括密封垫片的生产,用于垫片装配工序的位移测量仪和配套机构、垫片选配方法,以及垫片装配的专用设备;是垫片装配中位移测量技术,垫片的选垫、取放料和组装技术研究成果的综述。鉴于垫片装配工序中的高精度位移测量技术有成熟的解决方案,而垫片的选垫、取放料和组装技术存在不足:垫片选垫、取放料和组装环节的劳动强度和差错率有待降低,垫片选装系统自身以及与ERP系统的集成度有待提高。本文针对垫片选垫、取放料和组装技术上的缺陷,提出改进的曲柄连杆式冰箱压缩机阀板垫片选装系统和方法。相关知识产权成果的探索有参考价值,但成果仍存在局限。因此,有必要在现有成果的基础上,作进一步的创新设计。
发明内容
本发明的目的是克服现有技术的不足,提供一种曲柄连杆式冰箱压缩机阀板垫片的选装系统和方法。
曲柄连杆式冰箱压缩机阀板垫片的选装系统由阀板垫片的选垫取放料组装控制装置、阀板垫片的分档盒、阀板垫片的取放料组装装置、气缸面与阀板组件间隙的测量装置、ERP管理系统组成;选垫取放料组装控制装置包括S7 200 PLC的CPU 224XP模块、开关量输出EM233模块、CPU224XP自带的模入/出和开入/出模块、CPU224XP自带的通信模块、电源NES-75-24模块、触摸屏MT8070iH模块;通信模块的通信口1经触摸屏MT8070iH模块接入ERP管理系统,通信模块的通信口2与阀板垫片的取放料组装装置、气缸面与阀板组件间隙的测量装置相连;模入/出和开入/出模块的DI1口与阀板垫片的取放料组装装置相连;
阀板垫片的垫片分档盒包括第1垫片盒、第2垫片盒、逐列按序递增至第m垫片盒,逐行按序递增至第n×m垫片盒;开关量输出EM233模块的第1开关量输出端口D1211与第1垫片盒相连、第2开关量输出端口D1212与第2垫片盒相连、逐一按序递增至第n×m开关量输出端口D12nm与第n×m垫片盒相连,n≥1,m≥1;
触摸屏MT8070iH模块下载ERP管理系统的生产计划日排程、阀板垫片需求清单,生成阀板垫片分档盒的规格参数;选垫取放料组装控制装置通过通信模块的通信口2,读入测量装置输出的气缸面与阀板组件间隙值,选择匹配上述间隙值厚度的阀板垫片;阀板垫片的取放料组装装置从阀板垫片的分档盒中获取所选择的阀板垫片,完成阀板垫片的组装;选垫取放料组装控制装置核查阀板垫片的装配;
曲柄连杆式冰箱压缩机活塞上止点和阀板组件之间的理论最优间隙值=0,考虑到零部件加工的公差和阀板组件安装及工作时的受力变形,设计时在两者间预留了5丝米空隙;通过选取一定厚度的阀板垫片,使零部件加工公差和阀板组件安装变形的不确定性min;阀板垫片过薄活塞撞击阀板组件,产生噪音并导致零部件损坏;过厚会使压缩机制冷量下降,影响压缩机COP值;测量装置检测间隙L=L1+L3+L4-L2+5,其中,L1:曲轴偏心轴半径,L2:曲轴中心到曲轴箱气缸面距离,L3:连杆两孔中心距离,L4:活塞销孔中心到活塞端面距离,A:气缸面,B:活塞端面;以XXXX型压缩机为例,位移单位取丝米,阀板垫片的厚度thickness_gasket=INT(L)+1,即配合间隙L取整,再加1的和作为阀板垫片厚度的分档依据;若检测间隙超出垫片设计的补偿范围,压缩机机芯存在质量问题,下线返工处理。
所述的垫片分档盒包括按列逐列递增至第m列、按行逐行递增至第n行的n×m只垫片盒,即从第1只垫片盒排序到第n×m只垫片盒,每只垫片盒内放置某一相同厚度的垫片,n≥1,m≥1;垫片盒的顶部中间安装一个绿色指示灯,一旦选中匹配气缸面与阀板组件间隙的阀板垫片,该阀板垫片所放置的垫片盒绿色指示灯点亮,指示从目标垫片盒中取阀板垫片;第1垫片盒的电路包括IRFP150型的固态继电器SSR211、绿色指示灯L211、电源,SSR211输出端1经电源、绿色指示灯L211、与SSR211输出端2相连,构成闭合电路,SSR211控制端与开关量输出EM233模块的第1开关量输出端口D1211相连;控制SSR211通/断,等价绿色指示灯L211得/失电,绿色指示灯L211的得/失电对应指示灯的点亮/熄灭;其余(n×m)-1只垫片盒的电路类同。
所述的取放料组装装置包括X轴向伺服电机传感器、气缸下降位传感器、吸料孔、光纤传感器、线性模组安装底座、阀板垫片箱、取放料气缸、XY线性模组丝杆、XY线性模组联轴器,工装板、阀板组件、阀板垫片、第1单向节流阀、第2单向节流阀、取放料头、吸气管,取放料组装装置气动单元的气源、过滤器、减压阀、压力表、油雾器、二位五通电磁阀、取放料电磁阀、真空发生器、排气孔、压力传感器、吸盘;
X轴向伺服电机、Y轴向伺服电机、线性模组安装底座、XY线性模组丝杆、XY线性模组联轴器构成X、Y轴向运动的线性模组;测量装置输出气缸面与阀板组件的配合间隙L,选垫取放料组装控制装置计算阀板垫片的厚度thickness_gasket,驱动取放料头到阀板垫片箱指定档次的垫片盒;第1单向节流阀、第2单向节流阀、气缸上升位传感器、气缸下降位传感器、吸料孔、吸气管、取放料气缸在选垫取放料组装控制装置控制下,驱动取放料头的升降动作,即Z轴向运动,完成吸取阀板垫片所需的位置定位;阀板垫片的取放料组装装置附设一台射向阀板垫片的红外发射器,光纤传感器接收阀板垫片的红外反射光;阀板垫片释放就位时,模入/出和开入/出模块的DI1口输入光纤传感器的输出值,检测阀板垫片是否漏装;驱动取放料头至预设的放料位置、释放阀板垫片的机理,与取放料头至指定档次的垫片盒、吸取阀板垫片类同;
气源和气动三联件:过滤器、减压阀、油雾器,控制压力表的压力在1Mpa;二位五通电磁阀失电时,压缩空气经第2单向节流阀进入取放料气缸,气缸活塞位于上位、即取放料头处于上位;取放料电磁阀失电,压缩空气无法通过真空发生器产生吸力;二位五通电磁阀得电换向后,压缩空气经第1单向节流阀进入取放料气缸,推动气缸活塞至下位,取放料电磁阀得电,压缩空气经真空发生器产生吸力,压力传感器检测到压力信号变化,吸盘吸取阀板垫片;五通电磁阀再次失电,取放料头运动到上位,完成取料动作;取放料头的放料动作与取料动作类同;测量装置型号为基恩GT2/GT,压力传感器型号为基恩AP-C30,光纤传感器型号为基恩FS-N40反射型。
所述的阀板垫片选装方法的流程包括阀板垫片选装方法的准备流程,阀板垫片选装方法的运行流程;
选装方法的准备流程
下载ERP的生产计划日排程和阀板垫片需求清单
生成分档盒的规格参数、安装分档盒
设定阀板垫片的放料位置;
选装方法的运行流程
①测量装置输出气缸面与阀板组件的间隙值L
if L∈[205,515]μm
阀板垫片的厚度thickness_gasket=INT(L)+1,转②
else 冰箱压缩机不合格,退出装配线,转④
②thickness_gasket的垫片盒绿色指示灯点亮
if 取放料组装装置故障
人工从绿色指示灯亮垫片盒取放组装阀板垫片,转④
else 取放料组装装置取放组装阀板垫片
③模入/出和开入/出模块的DI1口输入光纤传感器输出值
if 阀板垫片漏装
压缩机退出装配线,转④
else 启动下一台压缩机进入阀板垫片装配工位
④返回①。
本发明与背景技术相比,具有的有益效果是:
阀板垫片选装系统自动化,降低了装配工位的劳动强度和差错率,提高了生产效率和压缩机品质;选装系统与ERP集成,系统具备可扩展性;阀板垫片分档盒设置绿色指示灯,取放料组装装置故障时,可辅助垫片装配工位的人工选装,维系装配线的运行,提高了装配线的可用性;阀板垫片的漏装检测,提升了系统的可靠性。
附图说明
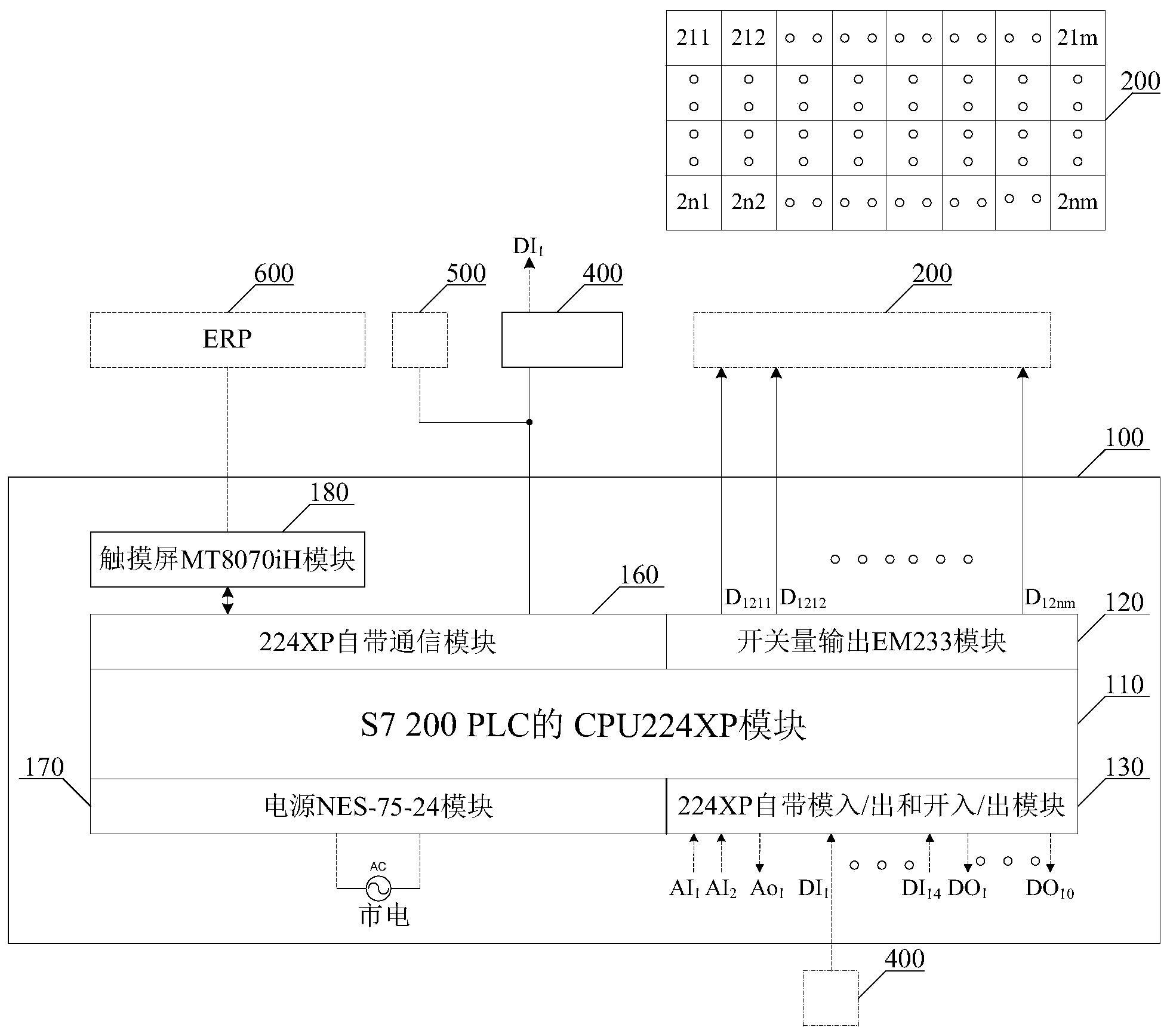
图1(a)是阀板垫片选装系统的原理框图;
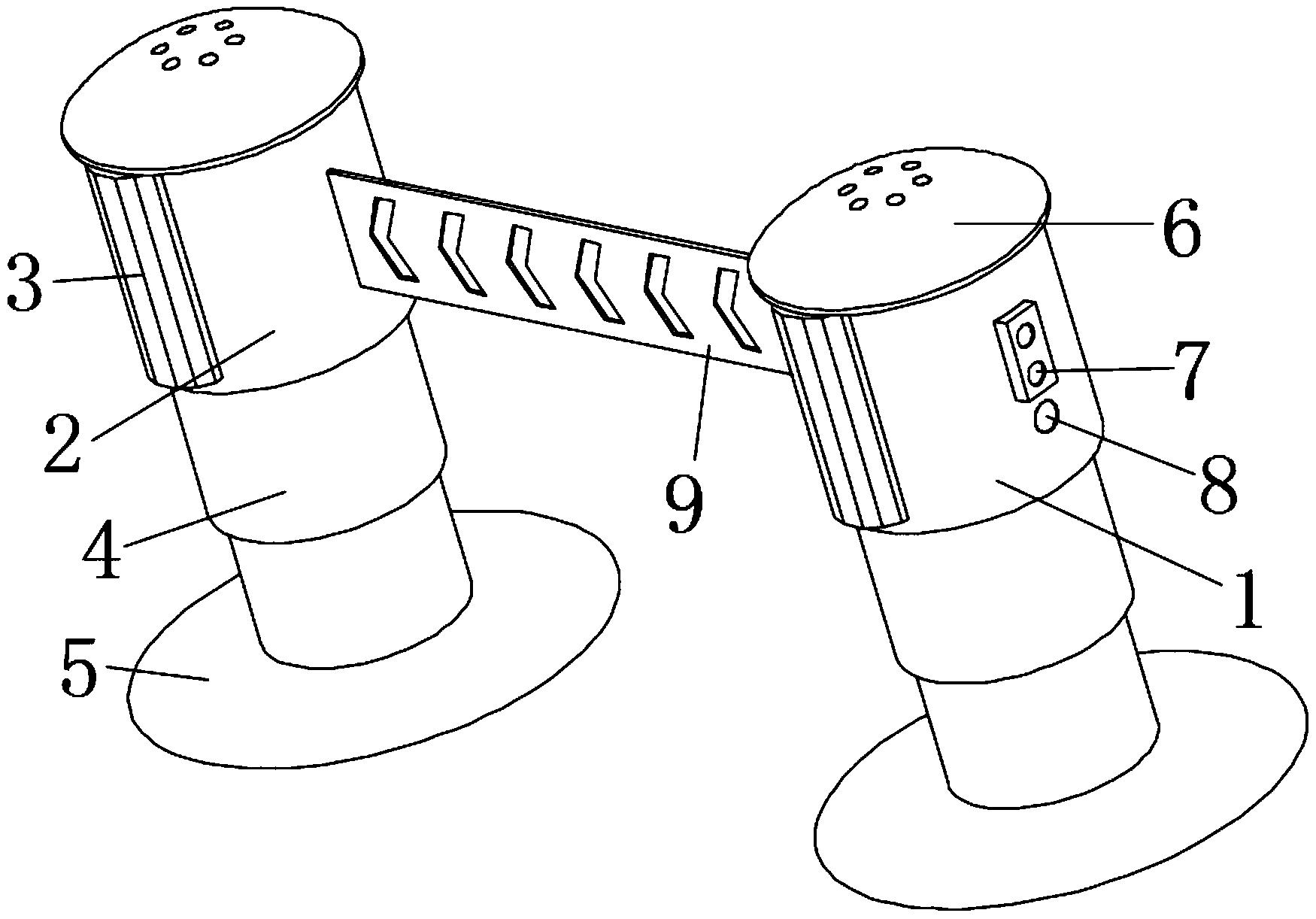
图1(b)是曲柄连杆式冰箱压缩机加装阀板垫片的示意图;
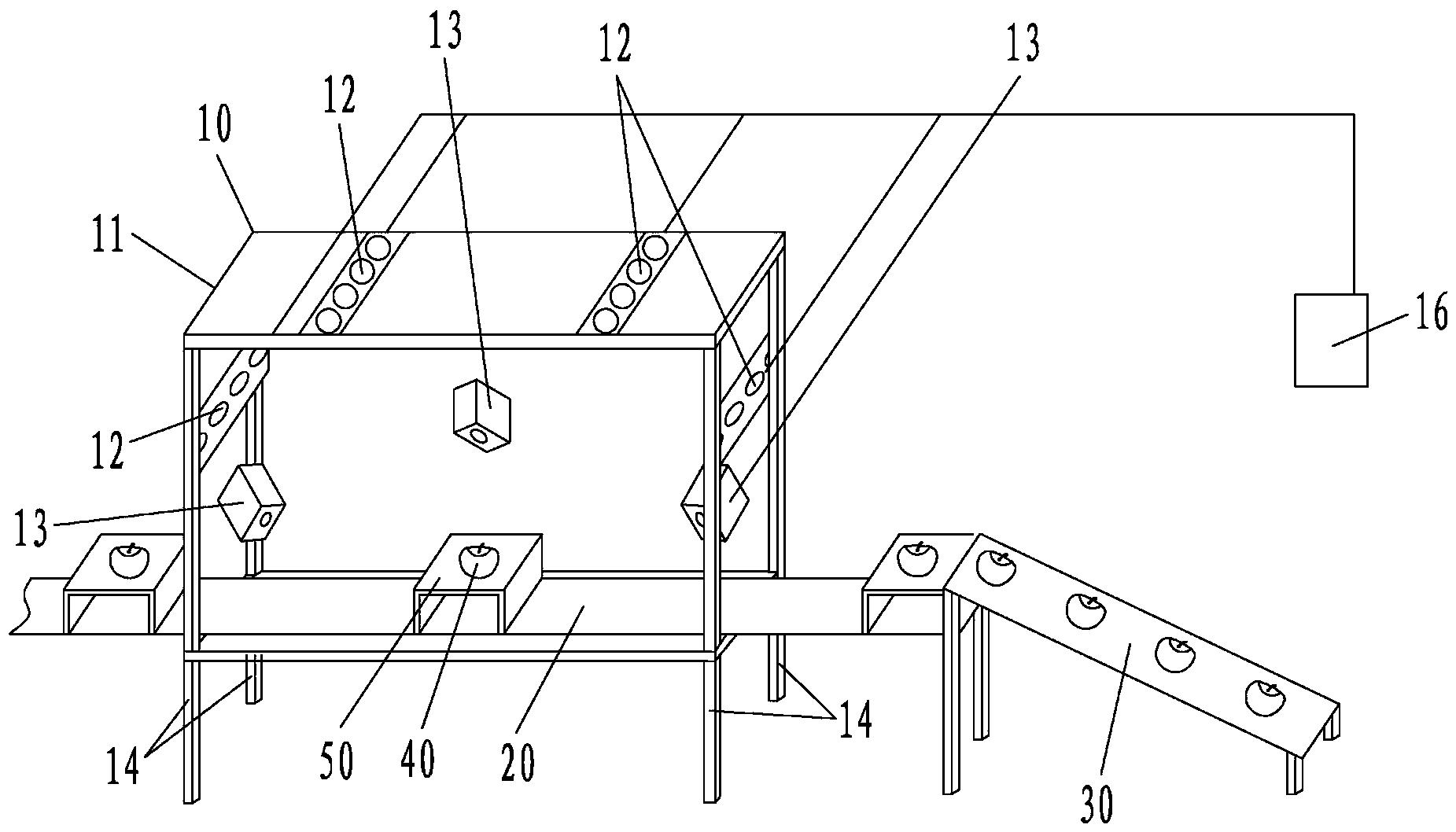
图2(a)是阀板垫片分档盒的结构图;
图2(b)是阀板垫片分档盒的电路图;
图3(a)是阀板垫片取放料组装装置的立体图;
图3(b)是阀板垫片取放料组装装置的局部立体图;
图3(c)是阀板垫片取放料组装装置的气动单元原理图;
图4(a)是阀板垫片选装方法的流程图;
图4(b)是阀板垫片选装方法的准备流程图;
图4(c)是阀板垫片选装方法的运行流程图。
具体实施方式
如图1(a)、图1(b)所示,曲柄连杆式冰箱压缩机阀板垫片的选装系统由阀板垫片的选垫取放料组装控制装置100、阀板垫片的分档盒200、阀板垫片的取放料组装装置400、气缸面与阀板组件间隙的测量装置500、ERP管理系统600组成;选垫取放料组装控制装置100包括S7 200PLC的CPU 224XP模块110、开关量输出EM233模块120、CPU224XP自带的模入/出和开入/出模块130、CPU224XP自带的通信模块160、电源NES-75-24模块170、触摸屏MT8070iH模块180;通信模块160的通信口1经触摸屏MT8070iH模块180接入ERP管理系统600,通信模块160的通信口2与阀板垫片的取放料组装装置400、气缸面与阀板组件间隙的测量装置500相连;模入/出和开入/出模块130的DI1口与阀板垫片的取放料组装装置400相连;
阀板垫片的垫片分档盒200包括第1垫片盒211、第2垫片盒212、逐列按序递增至第m垫片盒21m,逐行按序递增至第n×m垫片盒2nm;开关量输出EM233模块120的第1开关量输出端口D1211与第1垫片盒211相连、第2开关量输出端口D1212与第2垫片盒212相连、逐一按序递增至第n×m开关量输出端口D12nm与第n×m垫片盒2nm相连,n≥1,m≥1;
触摸屏MT8070iH模块180下载ERP管理系统600的生产计划日排程、阀板垫片需求清单,生成阀板垫片分档盒200的规格参数;选垫取放料组装控制装置100通过通信模块160的通信口2,读入测量装置500输出的气缸面与阀板组件间隙值,选择匹配上述间隙值厚度的阀板垫片;阀板垫片的取放料组装装置400从阀板垫片的分档盒200中获取所选择的阀板垫片,完成阀板垫片的组装;选垫取放料组装控制装置100核查阀板垫片的装配;
曲柄连杆式冰箱压缩机包括曲轴箱9、曲轴8、曲柄连杆7、阀板垫片6、阀板组件5、曲轴箱气缸孔4、活塞3、定子2、转子1,A是气缸面,B是活塞端面;压缩机通电后,电机的定子线圈产生旋转磁场带动转子运动,再依次带动曲轴8旋转,通过曲柄连杆7转换成活塞3在曲轴箱9气缸孔内的往复运动;活塞3与气缸组成的空腔周期性地扩大与缩小;当活塞3从上止点运动到下止点的过程中,空腔扩大,气缸内的气体膨胀,压力降低并吸入气体;当活塞3从下止点运动到上止点过程中,空腔缩小,气体被压缩,压力升高并排出气体;活塞3往复一次,依次完成膨胀、吸气、压缩、排气四个冲程,总称为一个工作循环;如此周而复始,推动制冷剂在系统中流动,完成和外界热交换达到制冷效果;
曲柄连杆式冰箱压缩机活塞上止点和阀板组件5之间的理论最优间隙值=0,考虑到零部件加工的公差和阀板组件5安装及工作时的受力变形,设计时在两者间预留了5丝米空隙;通过选取一定厚度的阀板垫片6,使零部件加工公差和阀板组件5安装变形的不确定性min;阀板垫片6过薄活塞撞击阀板组件,产生噪音并导致零部件损坏;过厚会使压缩机制冷量下降,影响压缩机COP值;测量装置500检测间隙L=L1+L3+L4-L2+5,其中,L1:曲轴偏心轴半径,L2:曲轴中心到曲轴箱气缸面距离,L3:连杆两孔中心距离,L4:活塞销孔中心到活塞端面距离,A:气缸面,B:活塞端面;以XXXX型压缩机为例,位移单位取丝米,阀板垫片的厚度thickness_gasket=INT(L)+1,即配合间隙L取整,再加1的和作为阀板垫片厚度的分档依据;若检测间隙超出垫片设计的补偿范围,压缩机机芯存在质量问题,下线返工处理。
说明1:不失一般性,阀板垫片的分档盒200用于XXXX型压缩机装配流水线,提供厚度范围0.21~0.52mm的阀板垫片组,每一丝米(0.01mm,10μm)一档,共32档的阀板垫片;即文中的n=4,m=8。鉴于气缸面与阀板组件间隙的测量装置500是成熟的成套产品,ERP属公知知识,故图中用虚线标注加以区分,文中只提及不展开论述。
如图2(a)、图2(b)所示,阀板垫片的垫片分档盒200包括按列逐列递增至第m列、按行逐行递增至第n行的n×m只垫片盒,即从垫片盒211排序到垫片盒2nm,每只垫片盒内放置某一相同厚度的垫片,n≥1,m≥1;垫片盒的顶部中间安装一个绿色指示灯,一旦选中匹配气缸面与阀板组件间隙的阀板垫片,该阀板垫片所放置的垫片盒绿色指示灯点亮,指示从目标垫片盒中取阀板垫片;第1垫片盒211的电路包括IRFP150型的固态继电器SSR211、绿色指示灯L211、电源,SSR211输出端1经电源、绿色指示灯L211、与SSR211输出端2相连,构成闭合电路,SSR211控制端与开关量输出EM233模块120的第1开关量输出端口D1211相连;控制SSR211通/断,等价绿色指示灯L211得/失电,绿色指示灯L211的得/失电对应指示灯的点亮/熄灭;其余(n×m)-1只垫片盒的电路类同。
说明2:取放料组装装置400工作失效时,绿色指示灯可辅助垫片装配工位的人工选装,提高装配线的可用性。同时绿色指示灯,也有助垫片装配工人发现取放料组装装置400的故障,提高装配线的可靠性。
如图3(a)、图3(b)、图3(c)所示,阀板垫片的取放料组装装置400包括X轴向伺服电机301、Y轴向伺服电机302、压力传感器303、真空发生器304、气缸上升位传感器305、气缸下降位传感器306、吸料孔307、光纤传感器308、线性模组安装底座309、阀板垫片箱310、取放料气缸311、XY线性模组丝杆312、XY线性模组联轴器313,工装板401、阀板组件402、阀板垫片403、第1单向节流阀404、第2单向节流阀405、取放料头409、吸气管410,取放料组装装置400气动单元的气源341、过滤器342、减压阀343、压力表344、油雾器345、二位五通电磁阀346、取放料电磁阀347、真空发生器304、排气孔432、压力传感器303、吸盘434;
X轴向伺服电机301、Y轴向伺服电机302、线性模组安装底座309、XY线性模组丝杆312、XY线性模组联轴器313构成X、Y轴向运动的线性模组;测量装置500输出气缸面与阀板组件的配合间隙L,选垫取放料组装控制装置100计算阀板垫片的厚度thickness_gasket,驱动取放料头409到阀板垫片箱310指定档次的垫片盒;第1单向节流阀404、第2单向节流阀405、气缸上升位传感器305、气缸下降位传感器306、吸料孔307、吸气管410、取放料气缸311在选垫取放料组装控制装置100控制下,驱动取放料头409的升降动作,即Z轴向运动,完成吸取阀板垫片403所需的位置定位;阀板垫片的取放料组装装置400附设一台射向阀板垫片403的红外发射器,光纤传感器308接收阀板垫片403的红外反射光;阀板垫片释放就位时,模入/出和开入/出模块130的DI1口输入光纤传感器308的输出值,检测阀板垫片403是否漏装;驱动取放料头409至预设的放料位置、释放阀板垫片403的机理,与取放料头409至指定档次的垫片盒、吸取阀板垫片403类同;
气源341和气动三联件:过滤器342、减压阀343、油雾器345,控制压力表344的压力在1Mpa;二位五通电磁阀346失电时,压缩空气经第2单向节流阀405进入取放料气缸311,气缸活塞位于上位、即取放料头409处于上位;取放料电磁阀347失电,压缩空气无法通过真空发生器304产生吸力;二位五通电磁阀346得电换向后,压缩空气经第1单向节流阀404进入取放料气缸311,推动气缸活塞至下位,取放料电磁阀347得电,压缩空气经真空发生器304产生吸力,压力传感器303检测到压力信号变化,吸盘434吸取阀板垫片403;二位五通电磁阀346再次失电,取放料头409运动到上位,完成取料动作;取放料头409的放料动作与取料动作类同;测量装置500型号为基恩GT2/GT,压力传感器303型号为基恩AP-C30,光纤传感器308型号为基恩FS-N40反射型。
说明3:阀板垫片为黑色低密度聚乙烯材料,阀板组件为钢质镜面,二者对红外光的反射率差别大;光纤传感器通过接收阀板垫片反射红外光的強度差异,检测判别阀板垫片是否漏装。阀板垫片漏装是小概率亊件,但对压缩机质量影响极大;不但影响压缩机生产厂家自身声誉,而且损伤冰箱整机厂和用户的体验。
如图4(a)、图4(b)、图4(c)所示,曲柄连杆式冰箱压缩机阀板垫片的选装方法流程包括选装方法的准备流程,选装方法的运行流程;
选装方法的准备流程
下载ERP 600的生产计划日排程和阀板垫片需求清单
生成分档盒200的规格参数、安装分档盒
设定阀板垫片430的放料位置;
选装方法的运行流程
①测量装置500输出气缸面与阀板组件的间隙值L
if L∈[205,515]μm
阀板垫片的厚度thickness_gasket=INT(L)+1,转②
else 冰箱压缩机不合格,退出装配线,转④
②thickness_gasket的垫片盒绿色指示灯点亮
if 取放料组装装置400故障
人工从绿色指示灯亮垫片盒取放组装阀板垫片,转④
else 取放料组装装置400取放组装阀板垫片
③模入/出和开入/出模块130的DI1口输入光纤传感器308输出值
if 阀板垫片403漏装
压缩机退出装配线,转④
else 启动下一台压缩机进入阀板垫片装配工位
④返回①。
曲柄连杆式冰箱压缩机阀板垫片的选装系统和方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0