









专利摘要
本发明提供一种透明性和低厚度化良好的新型电子部件包装用片材。所述电子部件包装用片材是对苯乙烯类树脂组合物进行双轴拉伸而成,片材厚度为0.1~0.7mm,依照ASTM D-1504测得的取向松弛应力值为0.2~0.8MPa,所述苯乙烯类树脂组合物含有7~99.5质量%的聚苯乙烯树脂(A)、0.5~3质量%的耐冲击性聚苯乙烯树脂(B)、0~92.5质量%的苯乙烯-共轭二烯嵌段共聚物(C),所述耐冲击性聚苯乙烯树脂(B)含有4~10质量%的橡胶成分,所述苯乙烯-共轭二烯嵌段共聚物(C)的苯乙烯嵌段部的分子量在1万以上且小于13万。
说明书
技术领域技术领域
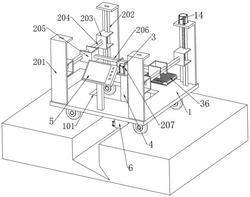
本发明涉及电子部件包装用片材和由该片材制造的电子部件包装容器、特别是载带以及该载带的制造方法。
技术背景背景技术
过去,作为用于在电子设备中装配电子部件的载带,采用压纹载带(emboss carrier tape),该压纹载带是通过将由氯乙烯树脂、苯乙烯类树脂、聚碳酸酯类树脂等热塑性树脂构成的片材热成形为压纹状而得到的载带。
这种压纹载带必须采取防止对电子部件的静电损害的措施,例如用于如IC和LSI等要求高防静电性的电子部件时,采用由使炭黑等导电性填料含于上述热塑性树脂中而得的树脂组合物形成的片材或者在上述树脂片材表面涂布导电性涂料等而得的通常不透明的片材。
另一方面,对于收纳例如电容这样不易被静电损害的电子部件的压纹载带,因为有利于从外部肉眼观察所收纳的电子部件以及检测查该部件上所记载的文字,所以采用以上述树脂中透明性较好的热塑性树脂为基材的透明型压纹载带。
然而,由于上述电子部件的小型化和安装速度的高速化的需求,不仅静电损害引起的部件损坏显著,而且由于静电引起的部件向载带的附着和移动,装配缺陷的问题越发显著,作为防静电措施,也要求赋予透明型压纹载带以防静电性,因而透明型载带的应用领域不断扩展到如IC和LSI等要求高防静电性的电子部件,需要进一步的改良。
作为上述透明型压纹载带用的片材,例如作为苯乙烯类树脂片材,将通用聚苯乙烯树脂与苯乙烯-丁二烯嵌段共聚物混合而得的片材(例如专利文献1、2)、由含有苯乙烯类单体单元和(甲基)丙烯酸酯类单体单元的橡胶改性苯乙烯类聚合物形成的片材(例如专利文献3、4)。一般来说,要求载带根据其使用形态使透明性、耐冲击性、耐弯曲性及成形性等物性达到平衡,目前为止为了提高上述特性以及获得良好的物性平衡而进行了各种研究。另外,还提出有以使上述物性平衡进一步改善而使用上述树脂的叠层片材(例如专利文献5)。
然而,如果想得到具有充分的防静电性的压纹载带(防静电剂的添加量增加),则存在片材的透明性和抗冲击强度、抗折强度等必需的机械特性产生不足的倾向的问题。而且,如果将这些片材热成形为载带,则不容易得到具有充分的压曲强度的收纳电子部件的袋(pocket),很难降低厚度。于是,需要所有这些的要求特性实现更良好的平衡的压纹载带用的片材。并且,也希望尽可能减少在裁切成载带时以及载带成形过程中钻倾斜输送用孔时产生的切屑。
专利文献1:日本专利特开2002-332392号公报
专利文献2:日本专利特开2003-055526号公报
专利文献3:日本专利特开平10-279755号公报
专利文献4:日本专利特开2003-253069号公报
专利文献5:日本专利特开2003-253069号公报
发明内容发明概述
本发明的课题在于获得至少部分地消除了现有片材中存在的各种不良情况的电子部件包装用片材,其目的特别是在于获得透明性及抗折强度和耐冲击性等物性的平衡优良的可良好地用于制造载带的片材。
此外,本发明的课题还在于提供通过对上述片材进行热成形而得的例如载带等电子部件包装容器,特别是在于获得具有充分的袋强度的压纹载带。
另外,本发明还提供适合用于制造上述载带的方法。
根据本发明,可提供由双轴拉伸苯乙烯类树脂片材形成的电子部件包装用片材。该电子部件包装用片材具有受控的取向松弛应力值,例如按ASTM D-1504测得的取向松弛应力值为0.2~0.8MPa,例如0.3~0.6MPa。此外,该片材的厚度可在0.1~0/7mm的范围内,例如0.1~0.45mm,可进一步优选0.12~0.4mm 。
本发明的一种实施方式中,制造上述片材时使用的苯乙烯类树脂是将多种苯乙烯类树脂混合而成的树脂组合物,该树脂组合物由聚苯乙烯树脂(A)和耐冲击性聚苯乙烯树脂(B),还可含有作为可选成分的苯乙烯-共轭二烯嵌段共聚物(C)。即,制造上述片材时使用的树脂组合物是由聚苯乙烯树脂(A)和耐冲击性聚苯乙烯树脂(B)形成的树脂组合物,或者在聚苯乙烯树脂(A)和耐冲击性聚苯乙烯树脂(B)中进一步掺入苯乙烯-共轭二烯嵌段共聚物(C)而得的树脂组合物。
本发明的一种实施方式中,所述聚苯乙烯树脂(A)是普通的聚苯乙烯树脂,其掺入量相对于树脂组合物的总质量例如为7~99.5质量%。所述耐冲击性聚苯乙烯树脂(B)较好是含有4~10质量%橡胶成分的类型,该耐冲击性聚苯乙烯树脂(B)的掺入量相对于树脂组合物的总质量例如为0.5~3质量%。所述苯乙烯-共轭二烯嵌段共聚物(C)较好是苯乙烯嵌段部的分子量在1万以上且小于13万,该苯乙烯-共轭二烯嵌段共聚物(C)的掺入量相对于树脂组合物的总质量例如为0~92.5质量%。
因此,在一种实施方式中,制造上述片材时使用的苯乙烯类树脂为含有7~79.5质量%的所述聚苯乙烯树脂(A)、0.5~3质量%的所述耐冲击性聚苯乙烯树脂(B)、20~90质量%的所述苯乙烯-丁二烯嵌段共聚物(A)的树脂组合物。其中,苯乙烯-共轭二烯嵌段共聚物(C)例如为包含70~90质量%的苯乙烯、10~30质量%的共轭二烯的共聚物。此外,在另一种实施方式中,在制造上述片材时使用的苯乙烯类树脂为含有97~99.5质量%的所述聚苯乙烯树脂(A)、0.5~3质量%的所述耐冲击性聚苯乙烯树脂(B)的树脂组合物。
此外,根据本发明,还可提供一种通过对上述电子部件包装用片材进行热成形而成的电子部件包装容器,尤其是载带。该载带通过例如下述方法获得:将电子部件包装用片材裁切成带状,仅将带的宽度方向的中央部加热来进行热成形,从而成形成空腔。
另外,根据本发明,还可提供上述载带的制造方法,在一种实施方式中,该方法包括例如下述工序:将电子部件包装用片材裁切成带状,仅将带的宽度方向的中央部加热来进行热成形,从而成形成空腔。
附图说明具体实施方式实施发明的最佳方式
本发明的一种实施方式的电子部件包装用片材是双轴拉伸苯乙烯类树脂片材。其中,苯乙烯类树脂表示苯乙烯类单体的均聚物或共聚物,是指以苯乙烯单元为主成分的普通的聚苯乙烯树脂(以下称为“GPPS树脂”)、耐冲击性聚苯乙烯树脂(以下称为“HIPS树脂”)、苯乙烯-共轭二烯嵌段共聚物、苯乙烯-(甲基)丙烯酸酯共聚物等各种树脂以及它们的一种以上的混合物。
在一种实施方式中,作为用于制造上述片材的所述苯乙烯类树脂的原料,在苯乙烯类树脂中特别选用GPPS、HIPS,还根据情况需要并用作为可选成分树脂的含有苯乙烯-共轭二烯嵌段共聚物的树脂。以下例举树脂组合物的配合例:7~99.5质量%的GPPS树脂、0.5~3质量%的HIPS树脂(B)及0~92.5质量%的苯乙烯-共轭二烯嵌段共聚物。
所以,在代表性的实施方式中,电子部件包装用片材以含有7~99.5质量%的GPPS树脂(A)、0.5~3质量%的HIPS树脂(B)及0~92.5质量%的含苯乙烯-共轭二烯嵌段共聚物的树脂(C)的树脂组合物为原料而制成。
上述中,GPPS树脂(A)是基本上由苯乙烯单元构成的树脂,虽然没有特别的限定,但为了维持电子部件包装用片材的强度和透明性,以由凝胶渗透色谱法(GPC)得到的聚苯乙烯换算值计,重均分子量例如为20万~40万,优选22万~35万,特别优选22万~26万。
如上所述,HIPS(B)是一般被称为“耐冲击性聚苯乙烯树脂”的树脂,可例举例如在存在二烯橡胶等橡胶成分的条件下使苯乙烯接枝聚合而成的树脂。从透明性和强度的观点来看,优选的是:将HIPS设为100质量%时,橡胶成分含量为4~10质量%,橡胶粒径为0.5~4μm。并且,优选树脂流动性为5g/10分钟以上的流动性良好的树脂,更优选5~10g/10分钟。
另外,橡胶粒径是指体积标准的平均粒径,流动性为依照JIS K7210测定的值。
如上所述,苯乙烯-共轭二烯嵌段共聚物(C)是可选树脂成分,是在其结构中含有以苯乙烯类单体为主体的聚合物嵌段和以共轭二烯单体为主体的聚合物嵌段部的聚合物。作为苯乙烯类单体,有苯乙烯、邻甲基苯乙烯、对甲基苯乙烯、对叔丁基苯乙烯、1,3-二甲基苯乙烯、α-甲基苯乙烯、乙烯基萘、乙烯基蒽、1,1-二苯基乙烯等,其中优选苯乙烯。可以使用一种或两种以上的苯乙烯类单体。共轭二烯单体是指在其结构中有共轭双键的化合物,例如有1,3-丁二烯(丁二烯)、2-甲基-1,3-丁二烯(异戊二烯)、2,3-二甲基-1,3-丁二烯、1,3-戊二烯、1,3-己二烯、2-甲基戊二烯等,其中优选丁二烯和异戊二烯。可以使用一种或两种以上的共轭二烯单体。
可以使用一种或两种以上的上述苯乙烯-共轭二烯嵌段共聚物,并且可以直接使用市售产品。特别优选苯乙烯-丁二烯嵌段共聚物。
作为苯乙烯-共轭二烯嵌段共聚物的嵌段结构,只要不破坏电子部件包装用片材的透明性和加工性,可采用各种嵌段结构的苯乙烯-共轭二烯嵌段共聚物,由于电子部件包装用片材的透明性、强度以及片材裁切工序、冲裁工序、开孔工序等中的切屑控制良好,可例示苯乙烯含有率为70~90质量%、丁二烯含有率为10~30质量%且苯乙烯嵌段部的分子量为1万~13万的共聚物。其中,如果苯乙烯嵌段部的分子量低于1万,则电子部件包装用片材的透明性会下降,从而破坏成形品的外观。此外,苯乙烯嵌段部的分子量在13万以上时,虽然其与聚苯乙烯树脂的相容性变好,电子部件包装用片材的透明性良好,但挤出成形工序中的流动性非常差,必须将挤出温度提升到高温,成形性差。并且,必须在高温下进行挤出加工,拉伸温度变高,强度下降。
另外,在本发明中,苯乙烯嵌段部的分子量是指如下得到的值:在对嵌段共聚物进行臭氧分解(Y.TANAKA等,《橡胶化学与技术(RUBBER CHEMISTRY AND TECHNOLOGY)》,59,16(1986)中记载的方法)所得到的乙烯基芳香烃聚合物成分的GPC测定(检测器采用设定为波长254nm的紫外分光检测器)中,根据使用标准聚苯乙烯和苯乙烯低聚物制成的校正曲线求出与各峰对应的分子量而得。其中,在含有分子量不同的多个苯乙烯嵌段部的嵌段共聚物中,对应于每个嵌段,可获测多个苯乙烯嵌段部的分子量。在这种情况下,任意一个苯乙烯嵌段部的分子量为1万~13万即可,但优选所有苯乙烯嵌段部的分子量均为1万~13万。
所以,本发明的一种实施方式的双轴拉伸苯乙烯类树脂片材在苯乙烯类树脂中选用含有7~99.5质量%的GPPS(A)、0.5~3质量%的HIPS(B)和0~92.5质量%的苯乙烯-共轭二烯嵌段共聚物(C)的苯乙烯树脂组合物作为其树脂原料,所述HIPS(B)含有4~10质量%的橡胶成分,所述苯乙烯-共轭二烯嵌段共聚物(C)的苯乙烯嵌段部的分子量为1万~13万。
在上述实施方式中,GPPS(A)的含量低于7质量%时,片材的拉伸弹性模量会降低,成形为载带后袋压曲强度不足。另一方面,如后所述,含有0.5质量%的HIPS(B)对苯乙烯类树脂的双轴拉伸片材很重要,因此GPPS(A)的最大含量为99.5质量%。
从片材表面的光滑性的观点来看,树脂原料中的HIPS(B)的含量优选为至少0.5质量%以上;从透明性和强度的观点来看,HIPS(B)的含量至多为3质量%。从得到良好的透明性的观点来看,优选为0.5~2质量%。
另一方面,苯乙烯-共轭二烯嵌段共聚物(C)为可选树脂成分,也可以不含有该树脂成分,在要减少GPPS(A)和HIPS(B)的情况下,可至多含有92.5质量%。并且,从完全满足本发明的上述目的的观点来看,优选含有20~90质量%的苯乙烯-共轭二烯嵌段共聚物(C)的苯乙烯类树脂,更优选为40~90质量%。与此相应地,GPPS(A)的含量优选为7~79.5质量%,更优选为7~59.5质量%。通过采用上述含量范围,可以将上述片材成形为载带时进行的开孔加工以及上述片材裁切成带状时产生的切屑抑制在较低水平。
在不妨碍本发明的目的的范围内,可在上述树脂组合物中添加各种添加剂,例如稳定剂(磷类、硫类或受阻酚类等的抗氧化剂,紫外线吸收剂,热稳定剂等)、增塑剂(矿物油等)、防静电剂、润滑剂(硬脂酸、脂肪酸酯等)、脱模剂等。另外,也可使用无机粒子(磷酸钙、硫酸钡、滑石、沸石、硅石等)。
上述电子部件包装用片材可通过常用的方法由上述树脂组合物制得。例如,在一种实施方式中,可使用挤出机将上述原料树脂组合物进行熔融混炼(例如,在170~240℃的温度下混炼)并从模具(特别是T型模头)中挤出,然后在例如85~135℃的温度下,在两个轴向分别以1.5~5倍、优选1.5~4倍、更优选2~3倍的拉伸倍数进行逐次双轴拉伸或同时双轴拉伸,从而形成上述电子部件包装用片材。如果拉伸倍数低于1.5倍,则电子部件包装用片材的强度、特别是强韧性会降低;如果超过5倍,则通过真空成形/加压成形等热成形工序成形而得的容器容易发生厚度不均。因此,优选将拉伸倍数控制在5倍以下,形成在整体上大致均匀地拉伸的电子部件包装用片材。作为逐次双轴拉伸法,可以举出例如下述方法等:对于使用T型模头或压延机挤出成形而得的原始片材,在90~135℃的加热状态下,在一个轴向以1.5~4倍的拉伸倍数进行拉伸,然后在90~135℃的加热状态下,在与上述拉伸方向正交的方向上以1.5~4倍的拉伸倍数进行拉伸。
采用上述方法得到的载带用片材的取向松弛应力随所用的苯乙烯类树脂组合物的组成、上述拉伸温度、拉伸倍数等条件而发生变化,通过调整这些条件,就能得到具有预定的取向松弛应力(收缩应力)的片材。即,对于本发明的一种实施方式的载带用片材,上述各种条件经过调整,按ASTM D-1504测定的取向松弛应力(130℃时的收缩应力)为0.2~0.8 MPa,优选为0.3~0.6 MPa。取向松弛应力低于0.2时,就无法得到充分的透明度;如果超过0.8,则载带的成形就变得困难。
另外,从片材的透明性、强度、成形性、切屑抑制和毛刺抑制效果的观点来看,通过上述方式得到的载带用片材的厚度在0.1~0.7 mm的范围内,优选为0.1~0.45 mm,更优为0.12~0.4 mm。
因为本发明的电子部件包装用片材由双轴拉伸苯乙烯类树脂制得,所以透明性高,这也可由后文的实施例确认。因此,能够减小包装容器中成形部分和非成形部分的厚度差所产生的透明性的差异,能够提高内容物的辨识性。
此外,因为本发明的电子部件包装用片材具有预定的片材厚度和取向松弛应力,所以不仅可以实现厚度减小,还能够极大地抑制片材裁切工序以及成形品的冲裁加工、开孔加工等后续加工时的切屑(树脂粉末)的产生。
本发明的载带用片材可以是单层,也可以是多层。例如,要得到具有多层的载带用片材的情况下,可通过用多台挤出机对用于各构成层的树脂组合物进行成形并将所得的片材加热层叠而一体化的热层压法等来制造,也可通过用通用的带有夹钳式送料机构的模头或多流道模头等进行共挤出的方法等来制造。通过进行共挤出的方法,可得到薄的表面层,量产性优异,所以是优选的。通过上述方法对这样得到的叠层片材进行双轴拉伸,也能够制得本发明的经双轴拉伸的叠层片材。
在收纳像IC这样容易被静电损害的电子部件的情况下,优选对载带的表面实施防静电处理。防静电处理例如可以通过在载带用片材的表面涂布防静电剂来进行。
载带用片材可以在涂布脱模剂、防静电剂等表面处理剂并经过干燥工序后,卷取至辊上。优选在涂布上述表面处理剂前进行电晕处理等以提高表面处理剂的浸润性。
另外,也可如上所述在树脂组合物中添加防静电剂来进行防静电处理。
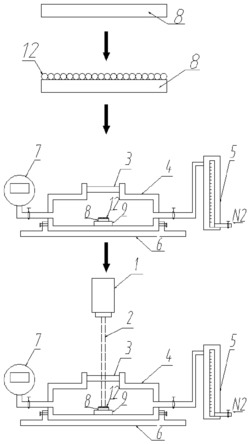
本发明的载带可通过下述方法来制造:将上述载带用片材裁切成窄带状,经过真空成形、加压成形、冲压成形、热板成形等热成形,成形为在带的长度方向上连续的收纳小型电子部件的袋,由此制造本发明的载带。
一般来说,在进行上述热成形时,经双轴拉伸的苯乙烯类树脂片材存在热收缩倾向,因此在用于食品包装等时,大多使用不易受此影响的热板成形,且未应用于像载带那样要求高精度的成形领域。然而,通过将如上所述由上述树脂组合物制得的双轴拉伸片材裁切成带状,将其以片材的温度加热至120~160℃进行热成形,从而可以得到解决本发明的课题的载带。此外,热成形法优选采用冲压成形。此外,不管使用哪种方法,为了进一步抑制带加热时的宽度方向的收缩,都优选在带预热时遮盖住带的两侧边缘部分,使得仅带的中央部分受热。
作为收纳于本发明的载带的电子部件,并没有特别的限定,例如有IC、LED(发光二极管)、电阻、液晶、电容、晶体管、压电元件电阻、滤波器、石英振子、晶体振子、二极管、连接器、开关、电位器、继电器、电感等。IC的形式并没有特别的限定,例如有SOP、HEMT、SQFP、BGA、CSP、SOJ、QFP、PLCC等。
实施例
以下,示出实施例和比较例,但本发明并不限于这些实施例。载带用片材的各种性能的评价通过下述方法进行。
1.取向松弛应力
依照ASTM D-1504,测定了片材的MD和TD的取向松弛应力。MD是片材的卷取方向,TD是片材的宽度方向。
2.雾度
用日本电色工业株式会社(日本電色工業社)制的雾度计NDH2000,依据JISK 7105测定了片材的雾度。
3.拉伸弹性模量
使用拉伸试验机,依照JIS K 7127测定了片材的拉伸弹性模量。
4.片材冲击
使用试验机产业株式会社(テスタ一産業社)制的膜冲击试验机,通过前端形状(R10)的撞击器测定了片材冲击强度。
5.耐折强度
使用耐折强度测定机,依照JIS P8115,测定了至片材试验片折断为止的反复弯折次数。
6.成形性的评价
将各实施例和比较例的载带用片材裁切成24mm宽,用EDG公司(EDG社)制的加压成形机成形为用于包装QFP 14 mm×20 mm-64管脚的IC的压纹载带,肉眼观察片材的赋形性。赋形性按以下的3个等级来评价:赋形性良好的片材评价为○,赋形性一般但可进行压纹成形的片材评价为△,因开孔等而导致不能进行压纹成形的片材评价为×。
7.开孔加工时的切屑的产生情况
用测定显微镜(三丰公司(ミットョ社)制)观察用EDG公司制的加压成形机进行上述的成形而得到的压纹载带的定位孔部分。将没有切屑的状态设为0%,计算了切屑在定位孔中所占的面积比。
8.成形品的压曲强度
对于通过上述的成形得到的压纹载带,使用拉伸试验机从袋部的底面进行压缩,测定其压曲强度。
在实施例和比较例中,作为苯乙烯类树脂,将下述树脂1~6用作原料。其中,树脂1为GPPS树脂(A),树脂2为HIPS树脂(B),树脂3~5为含有苯乙烯-共轭二烯嵌段共聚物(C)的树脂,树脂6为含有橡胶改性苯乙烯类聚合物的树脂,该橡胶改性苯乙烯类聚合物含有(甲基)丙烯酸酯类单体单元。
树脂1··重均分子量为24万的GPPS树脂(东洋苯乙烯株式会社(東洋スチレン社)制TOYOSTYROL GP HRM61)
树脂2··苯乙烯/橡胶的质量比为95/5、橡胶粒径为2.9μm、流动性为7.0g/10分钟的HIPS树脂(东洋苯乙烯株式会社制TOYOSTYROL HI H370)
树脂3··含有苯乙烯/丁二烯的质量比为85/15、苯乙烯嵌段部的分子量为2.4万和12.5万的苯乙烯-丁二烯嵌段共聚物的树脂(电气化学工业株式会社(電気化学工業社)制CLEAREN 850L)
树脂4··含有苯乙烯/丁二烯的质量比为75/25、苯乙烯嵌段部的分子量为4.8万和7.6万的苯乙烯-丁二烯嵌段共聚物的树脂(电气化学工业株式会社制CLEAREN 730L)
树脂5··含有苯乙烯/丁二烯的质量比为76/24、苯乙烯嵌段部的分子量为1.5万和7.1万的苯乙烯-丁二烯嵌段共聚物的树脂(电气化学工业株式会社制CLEAREN 210M)
树脂6··含有橡胶改性苯乙烯类聚合物的树脂,其中,该橡胶改性苯乙烯类聚合物含有苯乙烯/丁二烯/甲基丙烯酸甲酯/丙烯酸正丁酯的质量比为50.5/6.0/36.5/7.0的苯乙烯类单体单元和(甲基)丙烯酸酯类单体单元。
实施例1~11、比较例1~2
GPPS树脂(A)采用树脂1,HIPS树脂(B)采用树脂2,含苯乙烯-丁二烯嵌段共聚物(C)的树脂采用苯乙烯/丁二烯质量比和苯乙烯嵌段部的分子量不同的树脂2~4,含有(甲基)丙烯酸酯类单体单元的苯乙烯类树脂采用树脂6,按表1~3所示的比例进行混合来制备各种树脂组合物。接着,通过挤出机将各树脂组合物进行熔融混炼后从T型模头挤出,得到无拉伸片材。接着,用纵向拉伸机将该片材纵向拉伸2.3倍后,用横向拉伸机将该片材横向拉伸2.3倍,从而得到双轴拉伸而成的实施例1~11和比较例1~2的的电子部件包装用片材。接着,通过上述方法对所得到的片材的取向松弛应力、雾度、拉伸弹性模量、片材冲击、耐折强度等进行测定。
此外,将所得到的双轴拉伸片材如上所述裁切成24mm宽,用EDG公司制的加压成形机(实施例1~10和比较例2)和大鸟机工株式会社(大鳥機工社)制的冲压成形机(实施例11和比较例1)成形为用于包装QFP 14 mm×20 mm-64管脚的IC的压纹载带,通过上述评价方法评价所得到的压纹载带的成形性和压曲强度,并考查其定位孔部中的切屑的产生情况。结果一并示于表1~3。
实施例12
重复和实施例1同样的工序,制造由具有与实施例1相同的树脂组成、树脂配比的树脂组合物形成的相同片材厚度的无拉伸片材。接着,用纵向拉伸机将该片材纵向拉伸1.5倍后,用横向拉伸机将该片材横向拉伸1.5倍,从而得到双轴拉伸而成的实施例12的电子部件包装用片材。然后,通过上述测定方法对所得到的片材的各种物性进行测定。另外,通过和上述实施例等相同的方法成形为压纹载带,并考查其成形性等。结果一并示于表2。
实施例13
与实施例1同样地进行操作,制造由具有与实施例1相同的树脂组成、树脂配比的树脂组合物形成的相同片材厚度的无拉伸片材。接着,用纵向拉伸机将该片材纵向拉伸4.5倍后,用横向拉伸机将该片材横向拉伸4.5倍,从而得到双轴拉伸而成的实施例13的电子部件包装用片材。然后,通过上述测定方法对所得到的片材的各种物性进行测定。另外,通过和上述实施例等相同的方法成形为压纹载带,并考查其成形性等。结果一并示于表2。
比较例3
与实施例1同样地进行操作,制造由具有与实施例1相同的树脂组成、树脂配比的树脂组合物形成的相同片材厚度的无拉伸片材。接着,用纵向拉伸机将该片材纵向拉伸5.8倍后,用横向拉伸机将该片材横向拉伸5.8倍,从而得到双轴拉伸而成的比较例3的电子部件包装用片材。然后,通过上述测定方法对所得到的片材的各种物性进行测定。另外,通过和上述实施例等相同的方法成形为压纹载带,并考查其成形性等。结果一并示于表3。
比较例4~6
与实施例1、5、9同样地进行操作,制造由具有与这些实施例相同的树脂组成、树脂配比、片材厚度的无拉伸片材,从而分别得到比较例4、5、6的电子部件包装用片材。接着,通过上述测定方法对所得到的片材的各种物性进行测定。另外,通过和上述实施例等相同的方法成形为压纹载带,并考查其成形性等。结果一并示于表3。
比较例7
用挤出机熔融混炼含有包含(甲基)丙烯酸酯类单体单元的橡胶改性苯乙烯类聚合物的树脂6,并将其从T型模头中挤出,从而得到无拉伸片材,进而制成比较例7的电子部件包装用片材。接着,通过上述测定方法对所得到的片材的各种物性进行测定。另外,通过和上述实施例等相同的方法成形为压纹载带,并考查其成形性等。结果一并示于表3。
[表1]
[表2]
[表3]
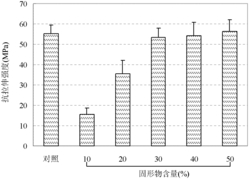
由上表的结果可知,由含有预定量的GPPS树脂(A)、HIPS树脂(B)以及根据需要含有的苯乙烯-丁二烯嵌段共聚物(C)树脂组合物制成的片材厚度和取向松弛应力值被控制在所期望的范围内的实施例1~13的电子部件包装用片材的雾度(透明性)、拉伸弹性模量、片材冲击强度、耐折强度优良。
此外,实施例1~13的压纹载带的成形性和成形品袋的压曲强度优异,开孔加工时的切屑产生情况也被抑制。
电子部件包装用片材专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0