

IPC分类号 : B22D11/06I,C22C1/03I,C22C1/00I







专利摘要
本发明属于非晶合金制备领域,具体涉及一种使用双辊法连续大冷速高效制备厚度为80~1500μm的宽幅非晶薄带的方法。该方法包括如下步骤:(1)按设定成分冶炼非晶合金,其成分包括锆基、铜基、铁基、镍基等形成极限冷速在500~75000℃/s之间的非晶金属设计其薄带材连续成形的方法,为其后加工工序提供基础材料;(2)通过薄带连铸过程后形成厚度为80~1500μm的宽幅铸带;(3)在惰性气氛条件下进行熔炼、成形并卷取。针对非晶合金制备对原料与制备技术要求高,尚未见非晶合金板带材大量生产的问题,本发明实现12m以上长度、80~1500μm厚度的非晶带材连续铸轧过程。
权利要求
1.一种厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,按以下步骤进行:
(1)非晶母合金放料进入坩埚中,并且将可预热导流管及其位置控制装置进行清理,可预热导流管内部为石英材质内衬,并且附带加热系统,加热温度为非晶母合金凝固温度以上100~200℃,可预热导流管外部通冷却水保护;
(2)按设定成分熔炼非晶母合金,其成分为:锆基、铜基、铁基或镍基非晶合金成分体系,金属融化后均匀混合5~30分钟,开始控温;
(3)合金熔体过热度控制为50~300℃,控温过程中采用体积纯度99.999%以上的高纯氩气保护,熔炼腔内部氩气为微正压,即压力不低于0.11MPa;
(4)熔炼过程中,完成成形腔准备工作,步骤包括:a)成形腔的腔体上所有阀体闭合,抽真空后充入氩气,体积纯度99.99%以上,保持不低于0.11MPa的微正压;b)布流嘴进行预热,布流嘴采用狭缝式布流,安装进入固定位置后进行加热,加热温度为目标合金凝固温度以上100~200℃;c)铸辊冷却循环水温度为3~5℃,总通水量为70~90m
(5)合金熔炼、可预热导流管与布流嘴预热、成形腔充入氩气完成后,采用垂直式薄带铸轧工艺进行非晶薄带制备,进入薄带连铸过程:打开熔炼腔闸板阀,可预热导流管下降,与布流嘴对接,中频感应熔炼炉倾倒合金于可预热导流管内;布流嘴为透明石英材质,通过红外监控摄像头监控,通过中频感应熔炼炉的倾翻速度控制布流嘴内部熔体高度为40~60mm,通过液位将合金熔体经过布流嘴沿竖向均匀布流到铸辊辊缝中,合金熔体在辊缝液位高度控制在2~10mm,合金熔体冷却速度为500~75000℃/s,合金冷却铸轧成形;成形后非晶薄带经导向辊导出,并进入铸后气体冷却系统进一步冷却,采用低温氩气吹扫冷却,气体冷却速度50~800℃/s;
(6)气体冷却后,非晶薄带厚度范围达到80~1500μm,宽度范围110~550mm;80~800μm厚度规格铸带经过卷取收取带卷,超过800μm厚度的铸带不卷取,直接以薄带形式收集。
2.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,铸轧过程中,合金熔体通过铸辊传热快速冷却,通过控制铸轧速度、铸轧力大小和辊缝大小来调控合金薄带出辊温度,并将合金出辊温度控制在小于合金的晶化温度Tx;铸轧速度为0.20~1.8m/s、铸轧力大小控制为每1cm宽度铸带的铸轧力为2~15kN,铸辊辊缝开口宽度设置为80~1500μm,并且不设侧封板。
3.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,通过布流嘴下端的开口尺寸、铸辊辊缝开口宽度、铸轧速度、铜质铸辊、钢质铸辊、铸辊冷却水量的铸轧工艺参数控制凝固冷却速度达到500~75000℃/s。
4.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,锆基、铜基、铁基或镍基非晶合金中加入质量百分数为0.0045~0.020的钇元素,用于除去环境中带入的O、N污染。
5.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,采用石英材质狭缝式布流嘴布流,狭缝开口宽度根据不同产品厚度设计;布流嘴为在线预热,预热温度为合金凝固温度以上100~200℃,布流嘴下端的开口端部通过钨合金片导热,布流嘴的端部温度达到合金凝固温度附近,布流嘴内部设有挡坝冲进行稳流;可预热导流管的内衬为可快速更换的石英玻璃,预热温度为合金凝固温度以上100~200℃,可预热导流管外部通冷却水保护。
6.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,布流嘴宽度侧面设置红外监控摄像头,反馈给倾翻控制系统达到布流控制的目的;其中,布流嘴下端的开口距离铸辊辊缝Kiss线高度控制范围为10~50mm,布流嘴内部液位高度为40~60mm。
7.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,铸辊使用水平相对设置的双辊,双辊两侧加装支承辊,铸辊直径为280~420mm,每组支承辊直径设计大于铸辊直径100mm。
8.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,熔炼腔与成形腔采用分级真空设计,其中:熔炼腔工作真空度达到1×10
9.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,采用中频感应熔炼炉+高纯石墨坩埚进行非晶合金熔炼,加热温度不超过金属融化温度以上400℃,防止氧化和金属元素烧损。
10.根据权利要求1所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,其特征在于,非晶母合金来料中加入不超过20wt%的铸带切边废料。
说明书
技术领域
本发明属于非晶合金制备领域,具体涉及一种使用双辊法连续大冷速高效制备厚度为80~1500μm的宽幅非晶薄带的方法。
背景技术
非晶合金,也称金属玻璃(Metallic Glass)或玻璃合金(Glassy Alloy),是应用现代快速凝固冶金技术制备获得的一种新型的、特殊的、物质状态明显区别于晶态的合金材料。由于非晶合金独特的原子结构排列及金属键组成,使非晶合金具有相比于传统晶态金属材料更为优异的力学性能、物理性能及化学性能。这使非晶合金在航空航天、兵器工业、精密仪器、生物医疗和电力输送等方面具有广泛的应用前景。
早期非晶合金的制备需要很大的冷却速度(>10
目前,非晶板带的主要生产方法包括单辊熔体急冷法、双辊熔体急冷法和铸型拉铸法。目前应用最广的、已用于工业化生产的是单辊熔体急冷法,简称单辊法。单辊法生产的铁基非晶带材具有优良的软磁性能,能代替硅钢、坡莫合金以制作变压器铁芯,进而大大提高变压器效率,降低配电变压器的铁损,同时减小体积和重量。然而单辊法生产工艺限制带材的厚度(约20~50μm)和宽度(小于220mm)。双辊熔体急冷法简称双辊法。基于双辊法开发多种块体非晶合金的连铸方法。美国专利(公开号US2006/0260782A1)公开一种块体非晶合金板材的连续住在装置和方法,专利中装置采用多组小直径冷却辊冷却合金带材,由于其排辊只能施加较小接触压力,其系统冷速只能达到小于10℃/s,制备的板材厚度为0.1~10mm,且仅限于形成能力强的含Be的Zr基非晶合金的成型,也会降低非晶寿命和稳定性。与之技术思想较为接近的是中国专利(公开号CN 107755652 A),其利用履带式冷却,连续铸造非晶,其接触力较小,冷速有限,同样会降低非晶寿命和制备非晶的成分设计冗余度。中国专利(公开号CN1486800A)公开一种块体非晶合金连续铸轧技术,将坩埚中熔化的金属熔体注入两个相对旋转的水冷轧辊中,采用双轧辊铸轧制备块体非晶板材、棒材等,但该专利未见具体工艺保护节点和技术实施方案,同时对熔炼温度、保温措施、控流措施、冷速、铸轧力等详细参数也没有进行公开。而且辊缝位置可以施加相对较大轧制力,以实现较大冷速,在理论上其冷却能力大于单辊法,而且可是制备厚度规格较大的非晶合金板带材。铸型拉铸法,是一种熔炼后的母合金在坩埚中熔化、保温后经流嘴浇铸到水冷的孔型中,并通过以一定速度给成型的非晶合金以拉力,实现非晶合金连续铸造的方法。中国专利(公开号CN101543885A)公开一种块体非晶合金水平连续铸造的装置和方法,合金的冷却主要依靠水冷铜模,凝固的铸坯由电动机驱动的牵引杆拉动不断输出。
发明内容
针对非晶合金制备对原料与制备技术要求高,尚未见非晶合金板带材大量生产的问题,本发明的目的在于提供一种使用双辊法连续大冷速高效制备厚度为80~1500μm的宽幅非晶薄带的方法,实现12m以上长度、80~1500μm厚度的非晶带材连续铸轧过程。
本发明的技术方案是:
一种厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,按以下步骤进行:
(1)合金放料进入坩埚中,并且将可预热导流管及其位置控制装置进行清理,可预热导流管内部为石英材质内衬,并且附带加热系统,加热温度为目标合金凝固温度以上100~200℃,可预热导流管外部通冷却水保护;
(2)按设定成分熔炼非晶母合金,其成分为:锆基、铜基、铁基或镍基非晶合金成分体系,金属融化后均匀混合5~30分钟,开始控温;
(3)合金熔体过热度控制为50~300℃,控温过程中采用体积纯度99.999%以上的高纯氩气保护,熔炼腔内部氩气为微正压,即压力不低于0.11MPa;
(4)熔炼过程中,完成成形腔准备工作,步骤包括:a)成形腔的腔体上所有阀体闭合,抽真空后充入氩气,体积纯度99.99%以上,保持不低于0.11MPa的微正压;b)布流嘴进行预热,布流嘴采用狭缝式布流,安装进入固定位置后进行加热,加热温度为目标合金凝固温度以上100~200℃;c)铸辊冷却循环水温度为3~5℃,总通水量为70~90m
(5)合金熔炼、可预热导流管与布流嘴预热、成形腔充入氩气完成后,采用垂直式薄带铸轧工艺进行非晶薄带制备,进入薄带连铸过程:打开熔炼腔闸板阀,可预热导流管下降,与布流嘴对接,中频感应熔炼炉倾倒合金于可预热导流管内;布流嘴为透明石英材质,通过红外监控摄像头监控,通过中频感应熔炼炉的倾翻速度控制布流嘴内部熔体高度为40~60mm,通过液位将合金熔体经过布流嘴沿竖向均匀布流到铸辊辊缝中,合金熔体在辊缝液位高度控制2~10mm,合金熔体冷却速度为500~75000℃/s,合金冷却铸轧成形;成形后非晶薄带经导向辊导出,并进入铸后气体冷却系统进一步冷却,采用低温氩气吹扫冷却,气体冷却速度50~800℃/s;
(6)气体冷却后,非晶薄带厚度范围达到80~1500μm,宽度范围110~550mm;80~800μm厚度规格铸带经过卷取收取带卷,超过800μm厚度的铸带不卷取,直接以薄带形式收集。
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,铸轧过程中,合金通过铸辊传热快速冷却,通过控制铸轧速度、铸轧力大小和辊缝大小来调控合金薄带出辊温度,并将合金出辊温度控制在接近或小于合金的晶化温度Tx;铸轧速度为0.20~1.8m/s、铸轧力大小控制为每1cm宽度铸带的铸轧力为2~15kN,铸辊辊缝开口宽度设置为80~1500μm,并且不设侧封板。
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,通过布流嘴下端的开口尺寸、铸辊辊缝值、铸轧速度、铜质铸辊、钢质铸辊、铸辊冷却水量的铸轧工艺参数控制凝固冷却速度达到500~75000℃/s。
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,锆基、铜基、铁基或镍基非晶合金中加入质量百分数为0.0045~0.020的钇元素,用于除去环境中带入的O、N污染。
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,采用石英材质狭缝式布流嘴布流,狭缝开口宽度根据不同产品厚度设计;布流嘴为在线预热,预热温度为合金凝固温度以上100~200℃,布流嘴下端的开口端部通过钨合金片导热,布流嘴的端部温度达到合金凝固温度附近,布流嘴内部设有挡坝冲进行稳流;采用可预热导流管的内衬为可快速更换的石英玻璃,预热温度为合金凝固温度以上100~200℃,可预热导流管外部通冷却水保护。
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,布流嘴宽度侧面设置红外监控摄像头,反馈给倾翻控制系统达到布流控制的目的;其中,布流嘴下端的开口距离铸辊辊缝Kiss线高度控制范围为10~50mm,布流嘴内部液位高度为40~60mm。
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,铸辊使用水平相对设置的双辊,双辊两侧加装支承辊,铸辊直径为280~420mm,每组支承辊直径设计大于铸辊直径100mm。
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,熔炼腔与成形腔采用分级真空设计,其中:熔炼腔工作真空度达到1×10
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,采用中频感应熔炼炉+高纯石墨(含碳量≥99.99wt%)坩埚进行非晶合金熔炼,加热温度不超过金属融化温度以上400℃,防止氧化和金属元素烧损。
所述的厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法,非晶母合金来料中加入不超过20wt%的铸带切边废料。
本发明优点及有益效果是:
1、对于块体非晶合金连续成形过程,大的冷速和良好的稳定性是必不可少的。而一般铸轧设备因其浇铸方式简单,合金熔池较宽,使得合金在浅过冷液相区的冷速较小,难以形成非晶合金。本发明根据块体非晶凝固的特点,结合双辊铸轧技术,采取深入辊缝浇铸法,合金熔池窄、冷速大、变形小。其原理、结构和方法尚未见公开报道。
2、本发明可以通过布流嘴狭缝宽度、铸辊辊缝值、铸速、铜质铸辊、钢质铸辊、铸辊冷却水量等铸轧工艺参数控制凝固冷却速度达到500~75000℃/s。针对系列形成极限冷速在500~75000℃/s之间的非晶金属设计其薄带材连续成形的方法,为其后加工工序提供基础材料。
3、本发明采用石英材质狭缝式布流嘴布流,狭缝开口宽度根据不同产品厚度设计0.15~0.8mm。布流嘴为可工位在线预热,预热温度为合金凝固温度以上100~200℃,布流嘴的端部通过钨合金片导热,端部温度达到合金凝固温度附近。布流嘴内部设有挡坝冲进行稳流。
4、本发明通过布流嘴宽度侧面有红外监控摄像头,反馈给倾翻控制系统达到布流控制的目的。其中布流嘴下端的开口距离铸辊辊缝Kiss线(Kiss线指双工作辊最接近的线)高度控制范围为10~50mm,布流嘴内部液位高度为40~60mm。铸轧系统采用流量-铸速匹配控制合金熔体辊缝沿竖向自由流动策略,取消铸轧过程的侧封板。
5、本发明铸轧系统采用加装铸辊的支承辊方式提高横向稳定控制,减小铸机传动侧与操作侧厚度偏差。铸辊直径为280~420mm,每组支承辊直径设计大于工作辊(铸辊)直径100mm,辊面粗糙度Ra≤10μm。
6、本发明采用带预热的导流设计,可预热导流管内衬为可快速更换的石英玻璃,预热温度为合金凝固温度以上100~200℃,可预热导流管外部通冷却水保护。
7、本发明熔炼腔与成形腔分级真空设计,其中熔炼腔工作真空度达到1×10
8、本发明铸后气体冷却系统采用低温氩气吹扫冷却,冷却速度为50~800℃/s。
附图说明
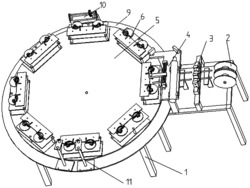
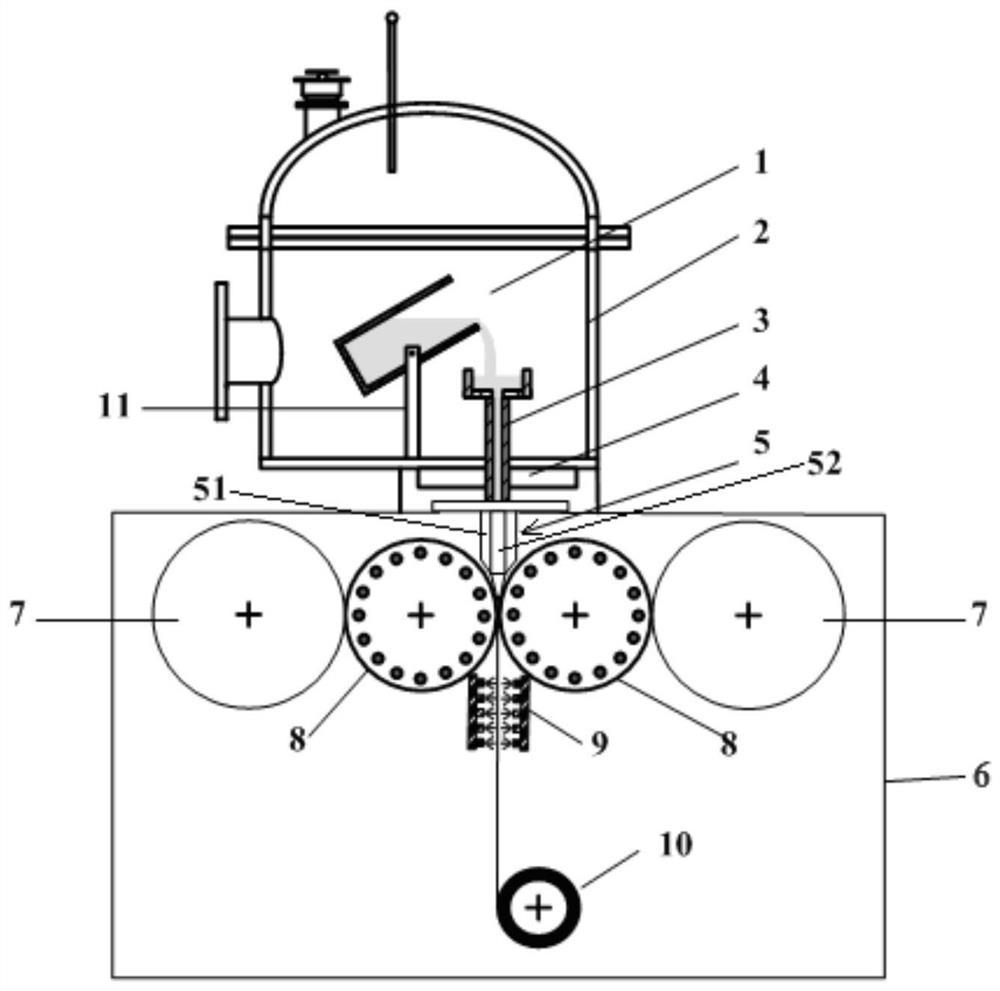
图1是本发明宽幅非晶薄带连续大冷速高效制备的铸轧装置的结构示意图。图中,1中频感应熔炼炉;2高真空熔炼腔;3可预热导流管;4闸板阀;5布流嘴与红外摄像监控装置;51布流嘴;52红外监控摄像头;6成形腔;7支撑辊;8铸辊;9铸后气体冷却系统;10卷取设备;11倾翻控制系统。
图2是0.55毫米厚非晶带材示意图。
图3是微观组织照片(a)及XRD曲线图(b)。图中,横坐标2θ代表衍射角(drgee),纵坐标intensity代表相对强度(a.u.)。
图4是微观组织照片(a)及XRD曲线图(b)。图中,横坐标2θ代表衍射角(drgee),纵坐标intensity代表相对强度(a.u.)。
具体实施方式
如图1所示,本发明宽幅非晶薄带连续大冷速高效制备的铸轧装置,主要包括:中频感应熔炼炉1、高真空熔炼腔2(腔室压强<0.1Pa)、可预热导流管3、闸板阀4、布流嘴与红外摄像监控装置5、成形腔6、支撑辊7、铸辊8、铸后气体冷却系统9、卷取设备10、倾翻控制系统11等,具体结构如下:
高真空熔炼腔2的底部开口与成形腔6的顶部开口相对应,高真空熔炼腔2的底部开口通过闸板阀4与成形腔6的顶部开口相通;高真空熔炼腔2内设置中频感应熔炼炉1、可预热导流管3和倾翻控制系统11,可预热导流管3位于中频感应熔炼炉1的一侧,可预热导流管3竖向设置,其下端口与成形腔6内顶部的布流嘴51上端口相对应;中频感应熔炼炉1安装于倾翻控制系统11上,中频感应熔炼炉1通过转轴绕倾翻控制系统11转动,使中频感应熔炼炉1的上口与可预热导流管3的上口相对应。
布流嘴与红外摄像监控装置5包括布流嘴51和红外监控摄像头52两部分,布流嘴51内部设有挡坝冲进行稳流,布流嘴51的较宽一侧面设有红外监控摄像头52,通过红外监控摄像头52反馈给倾翻控制系统11达到布流控制的目的。当中频感应熔炼炉1中熔炼获得非晶母合金熔体时,倾倒于可预热导流管3内,可预热导流管3下移穿过中频感应熔炼炉1的底部开口与闸板阀4,非晶母合金熔体经可预热导流管3进入布流嘴51内。
布流嘴51的下端口与两个铸辊8之间的辊缝相对应,两个铸辊8的外侧分别设置支撑辊7,可预热导流管3内的合金熔体经过布流嘴51均匀布流到两个铸辊8之间的辊缝,合金熔体连续经过铸辊8下方的铸后气体冷却系统9形成铸带,铸带经过卷取设备10成卷。
在具体实施过程中,本发明宽幅非晶薄带连续大冷速高效制备的方法如下:(1)按设定成分冶炼非晶合金,其成分包括锆基、铜基、铁基、镍基等形成极限冷速在500~75000℃/s之间的非晶金属设计其薄带材连续成形的方法,为其后加工工序提供基础材料;(2)通过薄带连铸过程后形成厚度为80~1500μm的宽幅铸带;(3)在惰性气氛条件下进行熔炼、成形并卷取。
下面,结合附图和具体实施例对本发明作进一步的说明。
实施例一
合金成分:(Zr53.5Hf1.5Cu30Al10Ni5)99.9O0.1(原子百分比at.%,下同);
布流方式:深入辊缝布流;
制备流程:
a.按原子百分比配20kg原料,将其投入中频感应熔炼炉中,并对熔炼腔抽真空至6×10
b.熔炼过程中,完成成形腔准备工作,步骤包括:1)成形腔的腔体上所有阀体闭合,抽真空至0.5Pa,后充入氩气,体积纯度99.99%以上,保持0.12MPa的微正压;2)布流嘴进行预热,布流嘴采用狭缝式布流,安装进入固定位置后进行加热,加热温度为1150℃;3)铸辊冷却循环水温度为5℃,总通水量为80m
c.关闭真空泵,向中频感应熔炼炉内充入体积纯度99.999%的高纯氩气至0.12MPa的微正压,打开闸板阀,放下可预热导流管,将合金熔体经过可预热导流管(导流管的预热温度为1150℃)和布流嘴均匀布流到铸辊辊缝中。
其参数如下表1所示。
表1实验主要参数
d.实验使用的布流嘴为透明石英材质。实验过程中,通过红外监控摄像头和坩埚倾翻速度监控和控制布流嘴内部熔体液位高度为60mm。依靠合金液体压力将合金熔体经过布流嘴均匀布流到铸辊辊缝中,将合金熔体在辊缝液位高度控制在5~10mm,并且不设侧封板,合金冷却铸轧成形,合金熔体冷却速度为10000℃/s;铸轧过程中,合金通过铸辊传热快速冷却,通过控制铸轧速度、铸轧力大小和辊缝大小来调控合金薄带出辊温度,并将合金出辊温度控制在约400℃;成形后非晶薄带经导向辊导出铸轧装置并进入铸后气体冷却系统进一步冷却至100℃以下,气体冷却系统的冷却速度100℃/s。
试验获得0.55毫米厚非晶带材,如图2所示。其微观组织照片及XRD曲线如图3所示。由图2-图3可以看出,铸带基体为非晶态组织,仅存在极少晶体杂质。
实施例二
合金成分:(Zr53.5Hf1.5Cu30Al10Ni5)99.9O0.1;
布流方式:深入辊缝布流;
制备流程:
a.按原子百分比配50kg原料,将其投入中频感应熔炼炉中,并对熔炼腔抽真空至6×10
b.熔炼过程中,完成成形腔准备工作,步骤包括:1)成形腔的腔体上所有阀体闭合,抽真空至0.5Pa,后充入氩气,体积纯度99.99%以上,保持0.11MPa的微正压;2)布流嘴进行预热,布流嘴采用狭缝式布流,安装进入固定位置后进行加热,加热温度为1000℃;3)铸辊冷却循环水温度为5℃,总通水量为80m
c.关闭真空泵,向中频感应熔炼炉内充入体积纯度99.999%的高纯氩气至0.11MPa的微正压,打开闸板阀,放下可预热导流管,将合金熔体经过可预热导流管(导流管的预热温度为1150℃)和布流嘴均匀布流到铸辊辊缝中。
其参数如下表2所示。
表2实验主要参数
d.实验使用的布流嘴为透明石英材质。实验过程中,通过红外监控摄像头和坩埚倾翻速度监控和控制布流嘴内部熔体液位高度为60mm。依靠合金液体压力将合金熔体经过布流嘴均匀布流到铸辊辊缝中,将合金熔体在辊缝液位高度控制在5~10mm,并且不设侧封板,合金冷却铸轧成形,合金熔体冷却速度为6000℃/s;铸轧过程中,合金通过铸辊传热快速冷却,通过控制铸轧速度、铸轧力大小和辊缝大小来调控合金薄带出辊温度,并将合金出辊温度控制在约400℃;成形后非晶薄带经导向辊导出铸轧装置并进入铸后气体冷却系统进一步冷却至100℃以下,气体冷却系统的冷却速度80℃/s。
试验获得0.5mm厚非晶带材。其微观组织照片及XRD曲线如图4所示。由图4可以看出,铸带为完全非晶组织。
实施例三
合金成分:(Cu60Zr20Hf10Ti10)99.9O0.1;
布流方式:深入辊缝布流;
制备流程:
a.按原子百分比配30kg原料,将其投入中频感应熔炼炉中,并对熔炼腔抽真空至7×10
b.熔炼过程中,完成成形腔准备工作,步骤包括:1)成形腔的腔体上所有阀体闭合,抽真空至0.5Pa,后充入氩气,体积纯度99.99%以上,保持0.11MPa的微正压;2)布流嘴进行预热,布流嘴采用狭缝式布流,安装进入固定位置后进行加热,加热温度为1150℃;3)铸辊冷却循环水温度为5℃,总通水量为80m
c.关闭真空泵,向中频感应熔炼炉内充入体积纯度99.999%的高纯氩气至0.11MPa的微正压,打开闸板阀,放下可预热导流管,将合金熔体经过可预热导流管(导流管的预热温度为1150℃)和布流嘴均匀布流到铸辊辊缝中。
其参数如下表3所示。
表3实验主要参数
d.实验使用的布流嘴为透明石英材质。实验过程中,通过红外监控摄像头和坩埚倾翻速度监控和控制布流嘴内部熔体液位高度为60mm。依靠合金液体压力将合金熔体经过布流嘴均匀布流到铸辊辊缝中,将合金熔体在辊缝液位高度控制在5~10mm,并且不设侧封板,合金冷却铸轧成形,合金熔体冷却速度为8000℃/s;铸轧过程中,合金通过铸辊传热快速冷却,通过控制铸轧速度、铸轧力大小和辊缝大小来调控合金薄带出辊温度,并将合金出辊温度控制在约400℃;成形后非晶薄带经导向辊导出铸轧装置并进入铸后气体冷却系统进一步冷却至100℃以下,气体冷却系统的冷却速度60℃/s。
试验获得0.5毫米厚非晶带材。
实施例四
合金成分:Fe69C5Si3B5P8Cr3Al2Mo5;
布流方式:深入辊缝布流;
制备流程:
a.按原子百分比配20kg原料,将其投入中频感应熔炼炉中,并对熔炼腔抽真空至8×10
b.熔炼过程中,完成成形腔准备工作,步骤包括:1)成形腔的腔体上所有阀体闭合,抽真空至0.5Pa,后充入氩气,体积纯度99.99%以上,保持0.11MPa的微正压;2)布流嘴进行预热,布流嘴采用狭缝式布流,安装进入固定位置后进行加热,加热温度为1200℃;3)铸辊冷却循环水温度为5℃,总通水量为80m
c.关闭真空泵,向中频感应熔炼炉内充入体积纯度99.999%的高纯氩气至0.11MPa的微正压,打开闸板阀,放下可预热导流管,将合金熔体经过可预热导流管(导流管的预热温度为1150℃)和布流嘴均匀布流到铸辊辊缝中。
其参数如下表4所示。
表4实验主要参数
d.实验使用的布流嘴为透明石英材质。实验过程中,通过红外监控摄像头和坩埚倾翻速度监控和控制布流嘴内部熔体液位高度为60mm。依靠合金液体压力将合金熔体经过布流嘴均匀布流到铸辊辊缝中,将合金熔体在辊缝液位高度控制在5~10mm,并且不设侧封板,合金冷却铸轧成形,合金熔体冷却速度为5000℃/s;铸轧过程中,合金通过铸辊传热快速冷却,通过控制铸轧速度、铸轧力大小和辊缝大小来调控合金薄带出辊温度,并将合金出辊温度控制在约520℃;成形后非晶薄带经导向辊导出铸轧装置并进入铸后气体冷却系统进一步冷却至100℃以下,气体冷却系统的冷却速度50℃/s。
试验获得0.25毫米厚非晶带材。
实施例五
合金成分:Ni40Cu5Ti16Zr28Hf1Al10;
布流方式:深入辊缝布流;
制备流程:
a.按原子百分比配20kg原料,将其投入中频感应熔炼炉中,并对熔炼腔抽真空至6×10
b.熔炼过程中,完成成形腔准备工作,步骤包括:1)成形腔的腔体上所有阀体闭合,抽真空至0.5Pa,后充入氩气,体积纯度99.99%以上,保持0.11MPa的微正压;2)布流嘴进行预热,布流嘴采用狭缝式布流,安装进入固定位置后进行加热,加热温度为1200℃;3)铸辊冷却循环水温度为5℃,总通水量为80m
c.关闭真空泵,向中频感应熔炼炉内充入体积纯度99.999%的高纯氩气至0.11MPa的微正压,打开闸板阀,放下可预热导流管,将合金熔体经过可预热导流管(导流管的预热温度为1150℃)和布流嘴均匀布流到铸辊辊缝中。
其参数如下表5所示。
表5实验主要参数
d.实验使用的布流嘴为透明石英材质。实验过程中,通过红外监控摄像头和坩埚倾翻速度监控和控制布流嘴内部熔体液位高度为60mm。依靠合金液体压力将合金熔体经过布流嘴均匀布流到铸辊辊缝中,将合金熔体在辊缝液位高度控制在5~10mm,并且不设侧封板,合金冷却铸轧成形,合金熔体冷却速度为7000℃/s;铸轧过程中,合金通过铸辊传热快速冷却,通过控制铸轧速度、铸轧力大小和辊缝大小来调控合金薄带出辊温度,并将合金出辊温度控制在约520℃;成形后非晶薄带经导向辊导出铸轧装置并进入铸后气体冷却系统进一步冷却至100℃以下,气体冷却系统的冷却速度80℃/s。
试验获得0.25毫米厚非晶带材。
上述实施例仅用于说明本发明的技术特点,而非是对本发明保护范围的限制,其目的是对本发明作详细说明。但凡是据此发明精神实质所做的等效替代,而不脱离本发明技术实质的方案都在本发明的保护范围之内。
一种厚度为80~1500μm的宽幅非晶薄带连续大冷速高效制备的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0