

IPC分类号 : B32B7/12,B32B9/00,B32B9/04,B32B37/06,B32B37/10,B32B37/12,B32B38/00,B32B5/02,F41H1/00






专利摘要
本发明公开了一种软质防刀刺复合材料,由石墨烯微片膜和纤维单元组成,所述石墨烯微片被所述第一胶黏剂粘合,所述石墨烯微片以平行于所述石墨烯微片膜的表面且二维有序的形式排列;所述纤维层被所述第二胶黏剂粘合;所述纤维层由高强高模纤维组成,每层纤维层中的所述高强高模纤维单向平行;所述石墨烯微片膜通过第三胶黏剂与所述纤维单元粘合。本发明的防刀刺复合材料具有防护效率高,单位防护重量轻,易于制备的特点,可以在防刀刺服、防刀刺手套等防护装备中大量使用。
权利要求
1.一种软质防刀刺复合材料,由石墨烯微片膜和纤维单元组成,其特征在于:
所述石墨烯微片膜由石墨烯微片和第一胶黏剂组成,所述石墨烯微片被所述第一胶黏剂粘合,所述石墨烯微片以平行于所述石墨烯微片膜的表面且二维有序的形式排列;
所述纤维单元由多层纤维层和第二胶黏剂组成;多层所述纤维层被所述第二胶黏剂彼此粘合;所述纤维层由高强高模纤维组成,每层纤维层中的所述高强高模纤维单向平行;
其中,当所述纤维单元为一个时,所述石墨烯微片膜通过第三胶黏剂与所述纤维单元粘合;当所述纤维单元为多个时,所述石墨烯微片膜通过所述第三胶黏剂粘合在所述纤维单元之间;
并且其中,所述第一胶黏剂、所述第二胶黏剂和所述第三胶黏剂均由相同的成分组成。
2.如权利要求1所述的软质防刀刺复合材料,其中,所述第一胶黏剂、所述第二胶黏剂和所述第三胶黏剂均为马来酸酐改性苯乙烯-乙烯-丁烯-苯乙烯聚合物的溶剂型胶黏剂。
3.如权利要求1所述的软质防刀刺复合材料,其中,所述第一胶黏剂、第二胶黏剂和第三胶黏剂均为苯乙烯-乙烯-丁烯-苯乙烯的聚合物、苯乙烯-乙烯-乙烯-丙烯-苯乙烯的聚合物或它们共混物的溶剂型胶黏剂。
4.如权利要求1-3中任一所述的软质防刀刺复合材料,其中,所述纤维层的层数为4层。
5.如权利要求4所述的软质防刀刺复合材料,其中,所述纤维层的取向以0°/90°/45°/135°或0°/90°/135°/45°的形式层叠。
6.如权利要求1所述的软质防刀刺复合材料,其中,当所述纤维单元的数量多于2个时,来自相邻的所述纤维单元的相邻的所述纤维层的取向偏转45°。
7.如权利要求1所述的软质防刀刺复合材料,其中,所述石墨烯微片的含量小于或等于所述石墨烯微片膜的10wt.%。
8.一种制备如权利要求1所述的石墨烯微片膜的方法,包括以下步骤:
步骤1:刮涂或旋涂如权利要求1-3中任一所述的胶黏剂于基底上,烘干;
步骤2:将如权利要求1所述的石墨烯微片浸泡在多巴胺溶液中处理,室温下搅拌后取出,用水冲洗,真空干燥;
步骤3:将步骤2中获得的石墨烯微片溶于第一极性溶剂中,形成稳定相,然后滴加到第二极性溶剂中,在第二极性溶剂表面形成一层石墨烯微片,再将涂有胶黏剂的所述基底伸入第二极性溶剂中,移出所述基底,以将石墨烯微片转移到胶黏剂表面,放入烘箱中烘干;
步骤4:重复步骤1-3,直到所述石墨烯微片膜上的所述石墨烯微片达到预期层数。
9.如权利要求8所述的方法,其中,所述第一极性溶剂选自二甲基甲酰胺和四氢呋喃中的一种,所述第二极性溶剂为水。
10.一种制备如权利要求1所述的软质防刀刺复合材料的方法,其中,通过如权利要求8所述的方法制备石墨烯微片膜,并通过热压的方式将所述石墨烯微片膜粘合在纤维单元之间。
说明书
技术领域
本发明涉及软质防刀刺复合材料,具体涉及一种由高强高模纤维和石墨烯微片组成的防刀刺材料。
背景技术
刀刺是现代文明社会面临的常见威胁之一,在国际“防恐”的形势日趋严峻的情形下,人们对各种个体防护装备的需求更为迫切,尤其是对防刀刺服的要求越来越高,除了要满足日趋严苛的防护标准外,还提出了诸如重量轻、穿戴舒适、便于行动等要求。
防刀刺材料主要分硬质和软质两种,其中,硬质主要采用锰钢等金属材质,软质则以高强高模纤维复合材料为主体。软质防刀刺材料选用的纤维聚合体形态可以是机织物、针织物、非织造布或无纬布等,其中,无纬布本来是为适应防弹需要而发展起来的一种结构形式,但近年也逐渐被引入到防刀刺领域。专利US8420202就利用这种层层结构,达到了既能防弹,又能防刀刺的目的。
从防刀刺机理分析,对于层层结构的复合材料,刀刺侵彻的过程,每层都要重复相同的过程:顶破-切割纤维,再顶破-再切割纤维。因此,防御刀刺的顶破和提高纤维的抗切割能力是提高防刀刺性能的主要内容。选择硬度和模量大的材料,以及耐切割的高强纤维就能达到上述目的。例如,JP2013095131和JP2012225632选用柔软的金属片粘合在织物上以防御刀的威胁;而US6656570和US20130219600采用在芳纶纤维上涂覆无机颗粒的涂层来防御刀的威胁。但是,金属片和无机粒子不仅会增加材料的单位重量,使防刀刺材料变得更重、更硬;还会导致防刀刺材料的穿戴、裁剪变得更为困难。
专利W02007/084104中提出以多层高强高模聚乙烯织物与EVA膜和橡胶复合制得防刀刺层材料,但其复合加工的时间太长,工业化生产困难。
专利US20070105471中提出以多层芳纶织物 双面涂覆无机粒子用于防刀刺材料,然而添加太少的无机粒子,防护效果体现不出来;反之,则材料整体显得太硬,由此带来不舒适性。
同时,上述的软质防刀刺材料的防护效率仍需要提高,防刀刺材料的重量仍需要降低。
因此,本领域的技术人员致力于开发一种软质防刀刺复合材料,它具有防护效率高,单位防护重量轻,易于制备的特点,可以在防刀刺服、防刀刺手套等防护装备中大量使用。
发明内容
为解决上述问题,本发明的一个目的是提供一种软质防刀刺复合材料,由石墨烯微片膜和纤维单元组成,该石墨烯微片膜由石墨烯微片和第一胶黏剂组成,该石墨烯微片被该第一胶黏剂粘合,该石墨烯微片以平行于该石墨烯微片膜的表面且二维有序的形式排列;该纤维单元由多层纤维层和第二胶黏剂组成;多层该纤维层被该第二胶黏剂彼此粘合;该纤维层由高强高模纤维组成,每层纤维层中的该高强高模纤维单向平行;其中,当该纤维单元为一个时,该石墨烯微片膜通过第三胶黏剂与该纤维单元粘合;当该纤维单元为多个时,该石墨烯微片膜通过该第三胶黏剂粘合在该纤维单元之间;并且其中,该第一胶黏剂、该第二胶黏剂和该第三胶黏剂均由相同的成分组成。
优选地,该第一胶黏剂、第二胶黏剂和第三胶黏剂均为马来酸酐改性苯乙烯-乙烯-丁烯-苯乙烯聚合物的溶剂型胶黏剂。
优选地,该第一胶黏剂、第二胶黏剂和第三胶黏剂均为苯乙烯-乙烯-丁烯-苯乙烯的聚合物、苯乙烯-乙烯-乙烯-丙烯-苯乙烯的聚合物或它们共混物的溶剂型胶黏剂。
优选地,该纤维层的层数为4层。
进一步地,该纤维层的取向以0°/90°/45°/135°或0°/90°/135°/45°的形式层叠。
优选地,当该纤维单元多于2个时,来自相邻的该纤维单元的相邻的该纤维层的取向偏转45°。
优选地,该石墨烯微片的含量小于或等于该石墨烯微片膜的10wt.%。
优选地,该纤维层中的该高强高模纤维的强度为大于或等于2.5GPa,模量为大于或等于90GPa。
进一步地,该高强高模纤维的强度为3.0GPa以上,模量为100GPa以上。
优选地,该纤维层中的该高强高模纤维为超高分子量聚乙烯纤维、芳纶纤维或聚芳酯纤维中的一种或两种。
优选地,该石墨烯微片为厚度小于100nm,D50大于1μm,拉伸强度大于1GPa的石墨烯层状体。
进一步地,该石墨烯微片为厚度在5-20nm之间,直径D50在1-20μm之间,拉伸强度在1-10GPa之间的石墨烯的层状体。
优选地,该杂化膜的面密度小于或等于40g/m2,厚度小于或等于5μm。
本发明的另一个目的是提供一种制备石墨烯微片膜的方法,包括以下步骤:
步骤1:刮涂或旋涂胶黏剂于基底上,烘干;
步骤2:将石墨烯微片浸泡在多巴胺溶液中处理,室温下搅拌后取出,用水冲洗,真空干燥;
步骤3:将步骤2中获得的石墨烯微片溶于第一极性溶剂中,形成稳定相,然后滴加到第二极性溶剂中,在第二极性溶剂表面形成一层石墨烯微片,再将涂有胶黏剂的该基底伸入第二极性溶剂中,移出所述基底,以将石墨烯微片转移到胶黏剂表面,放入烘箱中烘干;
步骤4:重复步骤1-3,直到该石墨烯微片膜上的该石墨烯微片达到预期层数。
优选地,该第一极性溶剂选自二甲基甲酰胺和四氢呋喃中的一种,该第二极性溶剂为水。
优选地,该多巴胺溶液的pH大于8,浓度为2-10g/l。
优选地,步骤2中室温搅拌不低于0.5h。
优选地,该胶黏剂为马来酸酐改性苯乙烯-乙烯-丁烯-苯乙烯聚合物的溶剂型胶黏剂。
优选地,该胶黏剂为苯乙烯-乙烯-丁烯-苯乙烯的聚合物、苯乙烯-乙烯-乙烯-丙烯-苯乙烯的聚合物或它们共混物的溶剂型胶黏剂。
本发明的又一个目的是提供一种制备防刀刺复合材料的方法,其中,通过上述的方法制备石墨烯微片膜,并通过热压的方式将该石墨烯微片膜粘合在纤维单元之间及外表面。
优选地,热压温度为90-120℃,压力为1-10MPa,热压时间15-60min。
进一步地,热压温度为100-105℃,压力为1-5MPa,热压时间为15-30min。
本发明的效果将进一步通过以下的叙述来说明:
在本发明的一个较佳实施方式中,首先,采用厚度<15nm,直径D50约为5μm,拉伸强度在5GPa的石墨烯微片制备了3层组装的膜,将8个UHMWPE纤维的纤维单元(P)与上述制备的4片含石墨烯微片膜(M),按照M/P/P/M/P/P/M/P/P/M/P/P的方式复合,相邻纤维单元间(有或没有石墨烯微片膜)均以45°角发生取向偏转;经105℃,4MPa的热压25min后成型得到防刺复合材料。相对于不含有石墨烯微片的UHMWPE层压材料,该复合材料表现出较好的动态防刺性能。
在本发明的另一个较佳实施方式中,首先,采用四层单向张紧对位芳纶纤维用苯乙烯嵌段共聚物粘合后,以0°/90°/45°/135°的形式叠合,作为芳纶纤维的纤维单元;再选取厚度<15nm,直径D50约为5μm,拉伸强度在5GPa的石墨烯微片制备了1层组装的膜;将1个芳纶纤维的纤维单元(P)与上述制备的1片石墨烯微片膜(M),按照M/P方式复合;经100℃,2MPa的热压15min后成型得到防刺复合材料。相对于不含有石墨烯微片的芳纶层压材料,该复合材料表现出较好的准静态防刺性能。
本发明巧妙利用了石墨烯这种具有独特性质的材料。目前已知,石墨烯是世上最薄却也是最坚硬的纳米材料(Science,2008,321(5887):385),单层石墨烯的杨氏模量可达到1060GPa。多层厚度在100nm以下的石墨烯堆积层即石墨烯微片,保持了石墨原有的晶体结构和部分优异的力学性能,其本体密度低、宽厚比(直径/厚度比)大,是一种优良的纳米增强材料。
我们惊喜地发现,利用层层组装的石墨烯微片膜可以提高防刺材料的硬度,迫使锋利刀尖顶破材料需要克服更大的阻力;利用按特定取向偏转角层叠的高强高模纤维纤维单元,可以使得刀刃在行进过程中消耗更多剪切能。同时,石墨烯微片含量在10wt.%以下,可以有效降低材质的刚度,提高复合材料穿戴的舒适性。与现有的防刀刺材料相比,这种复合材料不仅能有效地结合石墨烯微片轻质高强和纤维高强高模的特点,实现在较轻重量的前提下,消耗更多的刀刺能量,获得更好防护刀刺的效果,而且,能明显改善层压材料的舒适性。
以下将对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
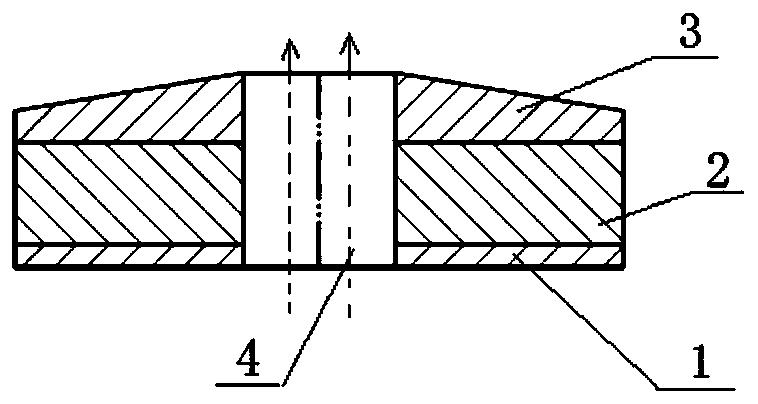
图1是刀刺过程中受到的阻力和能量的变化规律图。
具体实施方式
下面结合实例对本发明作进一步的说明,但本发明的实施方式不限于此。
图1简单示出了在刀具穿刺过程中,刀具受到的阻力和能量随侵彻位移或时间的变化规律。由图1可见,提高刀刺过程中的阻力最大值和消耗的能量,就能够提高防刺材料的防护效率。
复合材料防刺性能的测试:
动态防刺实验:刀型P1刀,采用INSTRON9250HV设备测试P1刀的冲刺,穿刺能量6J,无衬垫,记录冲刺过程中P1刀遇到的最大阻力。
准静态穿刺实验:刀型P1刀,采用INSTRON9250HV设备测试,P1刀行进速度为10mm/min,记录行进过程中阻力随位移或时间的变化,以及最大阻力。
实施例1
采用市售的无膜ZTC17(四层无纬片,以0°/90°/45°/135°的形式叠合,湖南中泰特种装备有限公司生产)作为超高分子量聚乙烯UHMWPE纤维的纤维单元,以及一种石墨烯微片(厚度<15nm,直径D50约为5μm,拉伸强度在5GPa,厦门凯纳石墨烯技术有限公司提供)为主要原料。
首先,通过以下步骤制备石墨烯微片膜:1)在干净的不锈钢片上刮涂苯乙烯-乙烯-丁烯-苯乙烯(SEBS)的胶水,烘干后得到胶黏层;2)将石墨烯微片浸泡在pH=8.5,5g/l的多巴胺溶液中处理,室温下搅拌24h后,取出用水洗净,真空干燥;3)将处理后的石墨烯微片溶于N,N-二甲基甲酰胺中,形成稳定相;然后取少量,滴加到水中,超声30分钟后在水面形成一层石墨烯微片层;再将涂有胶黏层的不锈钢片伸入到水中,倾斜缓慢移出,将石墨烯微片转移到胶黏层表面,烘干;4)重复步骤1)-3)三次,得到含三层石墨烯微片的石墨烯微片膜。单层石墨烯微片的面密度0.55g/m2,在膜中的含量约2wt.%。
取8个ZTC17片(P)和4片石墨烯微片膜(M),按照M/P/P/M/P/P/M/P/P/M/P/P的方式复合,相邻ZTC17片间(有或没有石墨烯微片膜)以45°角发生取向偏转;经热压工艺成型,热压温度为105℃,压力4MPa,热压时间为25min。
上述得到的复合材料,做P1刀的动态穿刺试验,结果见表1。
实施例2
采用苯乙烯嵌段共聚物粘合的四层芳纶无纬片,以0°/90°/45°/135°的形式叠合,作为一个芳纶纤维(对位芳纶629,烟台泰和新材料股份有限公司提供)的纤维单元,以及一种石墨烯微片(厚度<15nm,直径D50约为5μm,拉伸强度在5GPa,厦门凯纳石墨烯技术有限公司提供)为主要原料。
首先,通过以下步骤制备含石墨烯微片的石墨烯微片膜:1)在干净的不锈钢片上刮涂苯乙烯-乙烯-丁烯-苯乙烯(SEBS)的胶水,烘干后得到胶黏层;2)将石墨烯微片浸泡在pH=8.5,5g/l的多巴胺溶液中处理,室温下搅拌24h后,取出用水洗净,真空干燥;3)将处理后的石墨烯微片溶于N,N-二甲基甲酰胺中,形成稳定相;然后取少量,滴加到水中,超声30分钟后在水面形成一层石墨烯微片;再将涂有胶黏层的不锈钢片伸入到水中,倾斜缓慢移出,将石墨烯微片转移到胶黏层表面,烘干,得到含一层石墨烯微片的石墨烯微片膜。单层石墨烯微片的面密度为0.55g/m2,在膜中的含量约10wt.%。
取一个芳纶纤维单元和一片石墨烯微片的膜,经热压工艺复合成型,热压温度为100℃,压力2MPa,热压时间为15min。
上述得到的复合材料,做P1刀的准静态穿刺试验,结果见表1。
对比例1
采用实施例1中超高分子量聚乙烯纤维的纤维单元8个,叠合后直接做P1刀的动态防刺试验,结果见表1。
对比例2
采用实施例2中芳纶纤维的纤维单元一个,直接做P1刀的准静态穿刺试验,结果见表1。
表1
从表1中可以看出,在应刺面添加含石墨烯微片的层压材料,可以明显提高P1刀在动态、准静态穿刺过程中的最大阻力,从而更多消耗P1刀的侵彻能量,有利于复合材料的防刺,且材料更软,利于人体穿戴。综上该,本发明提供的软质防刀刺复合材料,具有优异的防刀刺能力。这种制备方法中石墨烯微片的层层组装,工艺简单,含量容易控制;且与纤维单元通过热压复合,易于实现工业化。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
软质防刀刺复合材料及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0