







专利摘要
本实用新型公开了一种单激励匹配式变螺旋纵‑扭复合超声振动加工装置,它包括反射端、压电陶瓷、铜电极和变幅杆,所述变幅杆的发射端的外圆周表面上设置变螺旋槽,所述螺旋槽参数的改变能够产生不同的纵扭振动幅值比例,并且,所述变幅杆的发射端的中心处沿轴线开设圆柱槽,所述圆柱槽内注入有配重液体,所述圆柱槽内设置有封堵并密封所述配重液体的橡胶塞和密封圈;通过调整所述橡胶塞和所述密封圈的位置来改变所述圆柱槽内流体体积,或者更换流体的种类,来改变纵‑扭复合超声振子的质量,以补偿夹装不同刀具杆时的频率的损失或者增加,从而实现夹装不同刀具杆时,超声装置的谐振频率、振动模态及振形的一致性。
权利要求
1.一种单激励匹配式变螺旋纵-扭复合超声振动加工装置,包括反射端、压电陶瓷、铜电极和变幅杆,其特征是:所述变幅杆的发射端的外圆周表面上设置变螺旋槽,所述螺旋槽参数的改变能够产生不同的纵扭振动幅值比例,并且,所述变幅杆的发射端的中心处沿轴线开设圆柱槽,所述圆柱槽内注入有配重液体,所述圆柱槽内设置有封堵并密封所述配重液体的橡胶塞和密封圈;通过调整所述橡胶塞和所述密封圈的位置来改变所述圆柱槽内流体体积,或者更换流体的种类,来改变纵-扭复合超声振子的质量,以补偿夹装不同刀具杆时的频率的损失或者增加,从而实现夹装不同刀具杆时,超声装置的谐振频率、振动模态及振形的一致性。
2.根据权利要求1所述的单激励匹配式变螺旋纵-扭复合超声振动加工装置,其特征是:所述变幅杆为圆锥过渡阶梯型复合变幅杆,其圆锥段开设所述变螺旋槽结构,并且,其中圆锥段和下圆柱段由下端向上沿轴线开设所述圆柱槽;或者,所述变幅杆为阶梯变幅杆,其大圆柱段开设所述变螺旋槽结构,增加了螺旋沟槽长度,进一步增大复合振动中的扭转分量,并且,在其大圆柱段开设所述圆柱槽。
3.根据权利要求1所述的单激励匹配式变螺旋纵-扭复合超声振动加工装置,其特征是:所述圆柱槽的下端口处开设与弹性夹头配合的喇叭口结构;利用高强度外六方的连接螺栓将所述反射端、压电陶瓷片、铜电极及变幅杆进行螺纹连接。
4.根据权利要求1所述的单激励匹配式变螺旋纵-扭复合超声振动加工装置,其特征是:变螺旋槽的形式为:螺旋槽的宽度b、深度h设计为定值,螺旋角β设计为渐变螺距结构,螺旋角β的表达式为: ,其中,P为螺旋槽的螺距,D为变幅杆直径,或者,螺旋槽的宽度b、螺旋槽β设计为定值,深度h设计为渐变结构,或者,螺旋槽的深度h、螺旋槽β设计为定值,宽度b设计为渐变结构,或者,螺旋槽的深度h设计为定值,螺旋槽β和宽度b设计为渐变结构,或者,螺旋槽的宽度b设计为定值,螺旋槽β和深度h设计为渐变结构,或者,螺旋槽的螺旋角β设计为定值,宽度h和深度h设计为渐变结构,或者,螺旋槽的宽度b、深度h和螺旋槽β均设计为渐变结构。
说明书
技术领域:
本实用新型涉及一种超声振动加工机械领域,特别是涉及一种单激励匹配式变螺旋纵-扭复合超声振动加工装置。
背景技术:
随着硬脆材料,特别是纳米复相陶瓷和金属基复合材料加工需求日益增多,功率超声加工技术得到广泛的应用。传统的超声加工较多采用单一振动形式,随着超声振动理论与实践的不断改进和完善,纵-扭、纵-弯等复合振动形式得到发展。研究表明,在单激励纵-扭复合超声振动形式下,硬脆材料的被加工表面、铣削稳定性及刀具磨损得到大幅度改善。应不同的加工生产需求,对变幅器末端输出纵扭幅值比例要求不同,通过设计变幅杆上不同的螺旋槽结构可以得到不同的纵扭幅值比。
实用新型内容:
本实用新型所要解决的技术问题是:克服现有技术的不足,提供一种设计合理、能够实现最佳纵扭振动幅值比例且有效提高超声加工系统扭转振动分量的单激励匹配式变螺旋纵-扭复合超声振动加工装置。
本实用新型的技术方案是:
一种单激励匹配式变螺旋纵-扭复合超声振动加工装置,包括反射端、压电陶瓷、铜电极和变幅杆,所述变幅杆的发射端的外圆周表面上设置变螺旋槽,所述螺旋槽参数的改变能够产生不同的纵扭振动幅值比例,并且,所述变幅杆的发射端的中心处沿轴线开设圆柱槽,所述圆柱槽内注入有配重液体,所述圆柱槽内设置有封堵并密封所述配重液体的橡胶塞和密封圈;通过调整所述橡胶塞和所述密封圈的位置来改变所述圆柱槽内流体体积,或者更换流体的种类,来改变纵-扭复合超声振子的质量,以补偿夹装不同刀具杆时的频率的损失或者增加,从而实现夹装不同刀具杆时,超声装置的谐振频率、振动模态及振形的一致性。
所述变幅杆为圆锥过渡阶梯型复合变幅杆,其圆锥段开设所述变螺旋槽结构,并且,其中圆锥段和下圆柱段由下端向上沿轴线开设所述圆柱槽;或者,所述变幅杆为阶梯变幅杆,其大圆柱段开设所述变螺旋槽结构,增加了螺旋沟槽长度,进一步增大复合振动中的扭转分量,并且,在其大圆柱段开设所述圆柱槽。
所述圆柱槽的下端口处开设与弹性夹头配合的喇叭口结构;利用高强度外六方的连接螺栓将所述反射端、压电陶瓷片、铜电极及变幅杆进行螺纹连接。
变螺旋槽的形式为:螺旋槽的宽度b、深度h设计为定值,螺旋角β设计为渐变螺距结构,螺旋角β的表达式为: ,其中,P为螺旋槽的螺距,D为变幅杆直径,或者,螺旋槽的宽度b、螺旋槽β设计为定值,深度h设计为渐变结构,或者,螺旋槽的深度h、螺旋槽β设计为定值,宽度b设计为渐变结构,或者,螺旋槽的深度h设计为定值,螺旋槽β和宽度b设计为渐变结构,或者,螺旋槽的宽度b设计为定值,螺旋槽β和深度h设计为渐变结构,或者,螺旋槽的螺旋角β设计为定值,宽度h和深度h设计为渐变结构,或者,螺旋槽的宽度b、深度h和螺旋槽β均设计为渐变结构。
本实用新型的有益效果是:
1、本实用新型单激励产生的纵向振动在螺旋体与圆柱面接触的根部分解为沿着螺旋线方向和垂直螺旋线方向的振动。当这两种振动的振动频率与螺旋体的的局部弯曲振动频率接近或相同时,螺旋体将产生纵向共振和弯曲共振,等效于螺旋体沿圆周面进行扭转振动,但发射端的结构阻尼会造成输出端的纵向振动与扭转振动产生相位差,从而实现工具头的单激励纵-扭复合超声振动,而变螺旋槽结构可以有利于实现最佳的纵扭振动幅值比例。
2、本实用新型将阶梯型变幅杆与锥形变幅杆优势互补,形成圆锥过渡阶梯型复合变幅器,其结构尺寸满足“四分之一波长”设计要求,在保证较大放大系数同时,还保证变幅杆输出端有较高的振动振幅。
3、本实用新型在夹装不同的刀具杆时,超声振子的质量发生改变,通过调整橡胶塞和密封圈的位置来改变圆柱槽内流体体积,或者更换流体的种类等,以改变纵-扭复合超声振子的质量,以补偿夹装不同刀具杆时的频率的损失或者增加,从而实现夹装不同刀具杆时,超声装置的谐振频率、振动模态及振形的一致性,大大提高了装置的通用性。
4、本实用新型在圆锥段或圆柱段上设计螺旋槽结构实现纵振模态向纵扭复合振动模态的转换,通过在变幅杆上合理设计角度渐变、深度渐变、宽度渐变等变螺旋结构,可以更加容易实现生产中所需要的纵扭幅值比例。
5、本实用新型对换能器和变幅杆的进行整体式设计,设计合理、结构紧凑、实用性强,提高振幅输出,易于推广实施,具有良好的经济效益。
附图说明:
图1为本实用新型变螺旋结构圆锥段纵-扭复合超声振动变幅器的结构示意图;
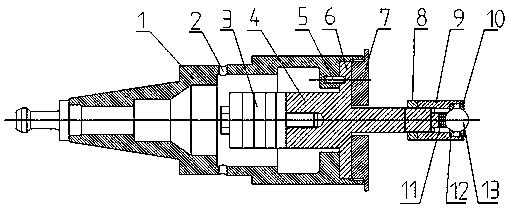
图2为本实用新型变螺旋结构圆柱段纵-扭复合超声振动变幅器的结构示意图;
图3为图2所示变幅器的轴向剖面图;
图4为本实用新型变螺旋结构圆锥段纵-扭复合超声振动变幅器的整体图;
图5为本实用新型圆锥段螺旋槽变深度结构示意图;
图6为本实用新型圆锥段螺旋槽变螺旋角结构示意图;
图7为本实用新型圆锥段螺旋槽变宽度结构示意图;
图8为本实用新型圆锥段螺旋槽多参数变化结构示意图;
图9为本实用新型圆柱段螺旋槽变深度度结构示意图;
图10为本实用新型圆柱段螺旋槽变螺旋角结构示意图;
图11为本实用新型圆柱段螺旋槽变宽度结构示意图;
图12为本实用新型圆柱段螺旋槽多参数变化结构示意图。
具体实施方式:
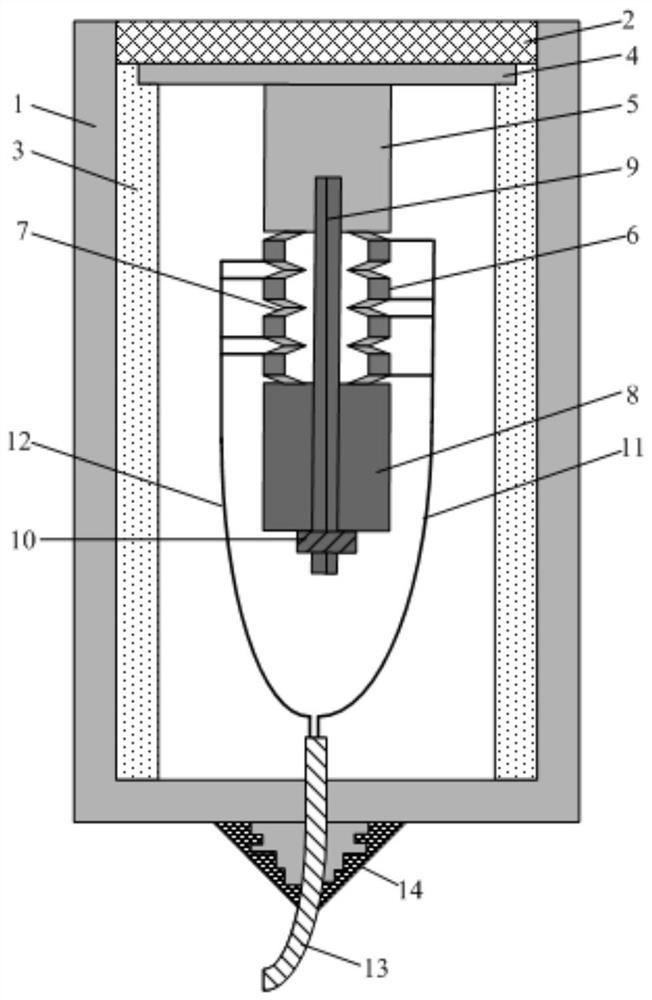
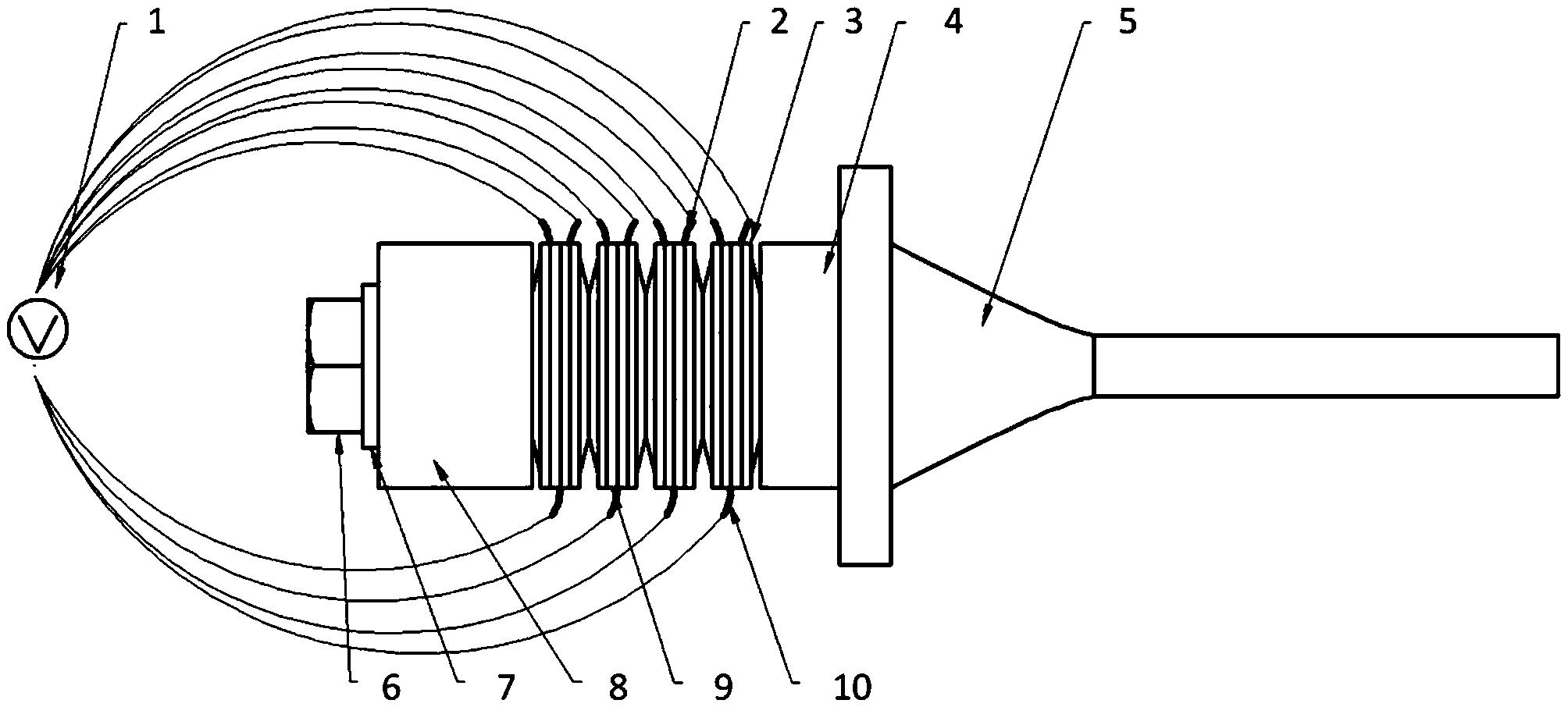
实施例:参见图1-图12,图中,2-夹心式纵振换能器,3-带螺旋槽的复合变幅杆,4-带螺旋槽的阶梯变幅杆,5-配重液体,6-橡胶塞,7-密封圈,8-连接螺栓,9-反射端,10-压电陶瓷片,11-铜电极,12-发射端。
单激励匹配式变螺旋纵-扭复合超声振动加工装置包括反射端9、压电陶瓷10、铜电极11和变幅杆12,通过连接螺栓8串接在一起,其中:变幅杆的发射端的外圆周表面上设置变螺旋槽,螺旋槽参数的改变能够产生不同的纵扭振动幅值比例,并且,变幅杆的发射端的中心处沿轴线开设圆柱槽,圆柱槽内注入有配重液体5,圆柱槽内设置有封堵并密封配重液体5的橡胶塞6和密封圈7;由于变幅杆夹装不同材料、直径的刀具杆以及刀具杆的伸出长度不同都会影响谐振频率,通过调整橡胶塞6和密封圈7的位置来改变圆柱槽内流体体积,或者更换流体的种类,来改变纵-扭复合超声振子的质量,以补偿夹装不同刀具杆时的频率的损失或者增加,从而实现夹装不同刀具杆时,超声装置的谐振频率、振动模态及振形的一致性。
变幅杆为圆锥过渡阶梯型复合变幅杆3时,其圆锥段开设变螺旋槽结构,并且,其中圆锥段和下圆柱段由下端向上沿轴线开设圆柱槽;或者,变幅杆为阶梯变幅杆4时,其大圆柱段开设变螺旋槽结构,增加了螺旋沟槽长度,进一步增大复合振动中的扭转分量,并且,在其大圆柱段开设圆柱槽。
圆柱槽的下端口处开设与弹性夹头配合的喇叭口结构;其螺旋槽的宽度b、深度h及螺旋角β等参数可以设计为可变参数,即在同一个螺旋槽上将宽度b、深度h及螺旋角β等参数中的一个或者多个设计为渐变形式,亦可以将其中某个参数设计为以变幅杆截面位置x为变量的函数。
变螺旋槽的形式为:螺旋槽的宽度b、深度h设计为定值,螺旋角β设计为渐变螺距结构,螺旋角β的表达式为: ,其中,P为螺旋槽的螺距,D为变幅杆直径,或者,螺旋槽的宽度b、螺旋槽β设计为定值,深度h设计为渐变结构,或者,螺旋槽的深度h、螺旋槽β设计为定值,宽度b设计为渐变结构,或者,螺旋槽的深度h设计为定值,螺旋槽β和宽度b设计为渐变结构,或者,螺旋槽的宽度b设计为定值,螺旋槽β和深度h设计为渐变结构,或者,螺旋槽的螺旋角β设计为定值,宽度h和深度h设计为渐变结构,或者,螺旋槽的宽度b、深度h和螺旋槽β均设计为渐变结构。
本实用新型由超声波发生器、夹心式纵振换能器2、带变螺旋槽的复合变幅杆3或带变螺旋槽的阶梯变幅杆4等结构组成,采用单激励纵振方式,通过在变幅杆上设置螺旋槽的方式实现振动模态的转换,由于螺旋槽对声波的反射和折射作用使原来的纵振转换为纵扭复合振动。当在变幅杆上采用不同角度、不同宽度、不同深度的螺旋槽时,纵扭复合变幅器末端输出的扭转振动分量和纵振分量幅值比例将发生变化。
结合有限元模态分析和谐响应分析,通过修正法兰盘节点位置、大端小端长度、螺旋槽位置及形状等结构参数,优化几何模型。结合有限元模态分析结果,在发射端末端实现“纵-扭”方向的超声振动的转换及输出。
更换工具杆时,若工具杆夹装伸长量不变,测量两种刀具杆的质量之差,通过注入或者抽取相同质量的圆柱槽内的液体,以匹配超声振子的质量的改变,使更换刀具杆前后装置的谐振频率不变,保证更换前后超声振子在同一模态下振动,其振形保持一致;若更换刀具杆后,刀具杆夹装长度发生改变,测量两种刀具杆的伸长量及质量之差,参考变幅杆设计理论,按照“伸长量差值→谐振频率差值→质量差值”的换算顺序,将伸长量的差值对谐振频率的影响等量换算成质量差值,结合两个质量差值,改变圆柱槽的液体的质量,匹配纵-扭复合超声振子的谐振频率,使其在相同的谐振频率模态下振动,得到与更换刀具杆前相同的超声纵-扭振动振形。
针对严格的应用空间需求及振动频率需求,可以进行1/4波长换能器和1/4波长复合变幅杆的一体式理论设计,获得一体式纵扭复合变幅器的几何模型,并在其发射端进行以上各种变螺旋结构设计。压电陶瓷片预应力3000-3500N/cm2,根据压电陶瓷片的面积和联接螺栓的横截面积,计算一体式纵扭复合变幅器的预紧力,并通过测力矩扳手施加预紧力,进一步保障结合面间紧密贴合。
要求各结合面精磨,达到粗糙度要求;相邻压电陶瓷片纵向极化方向相反,压电陶瓷片净化后采用专业粘合剂粘合,并进行老化处理。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
单激励匹配式变螺旋纵-扭复合超声振动加工装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0