










专利摘要
本发明公开了一种高界面结合强度铜/铝复合材料的成形方法,属于金属层状复合材料制备技术领域。该成形方法对铜板和铝板的待复合表面进行加工,获得宏观的凹凸不平的待复合表面,并采用百叶片等对待复合表面进行打磨处理,打磨形成的条纹方向垂直于轧向,然后将铜板和铝板进行上下叠合或左右并排对接获得铜/铝组坯,接着进行单道次低压下量冷轧预复合,再进行高温短时加热,最后进行单道次热轧终复合,获得高界面结合强度的铜/铝复合材料。本发明的优点是,生产铜/铝复合材料所需轧机的能力要求低、工艺简单、生产成本低,可以获得非平直人工结构的宏观复合界面以及颗粒钉扎结构的微观复合界面,界面结合强度大于等于90MPa,而且适用的铜/铝复合材料的范围广,易于工业推广。
权利要求
1.一种高界面结合强度铜/铝复合材料的成形方法,其特征在于,包括如下步骤:
步骤1:对铜板和铝板的待复合表面进行辊压或机加工,获得宏观的凹凸不平的矩形齿状、燕尾状、V型状、W型状或异型沟槽状的所述待复合表面,然后对所述铜板和所述铝板进行清洗、打磨表面处理,清洗去除所述铜板和所述铝板的所述待复合表面的杂质,打磨去除所述铜板和所述铝板的所述待复合表面的氧化层,打磨形成的条纹方向垂直于轧向,获得粗糙的所述待复合表面;
步骤2:将打磨处理后的所述铜板和所述铝板进行左右并排对接组坯,在所述待复合表面处通过互相嵌入形式实现机械啮合对接,互相嵌入的机械啮合部位的宽度为0.5~3.5mm,获得铜/铝组坯;
步骤3:在轧速<0.1m/s、压下量30%~39%的条件下对所述铜/铝组坯进行单道次冷轧预复合,获得铜/铝冷轧预复合材料;
步骤4:在空气气氛、真空状态、保护性气氛或还原性气氛条件下对所述铜/铝冷轧预复合材料进行高温短时加热,加热温度为505~540°C、加热时间为1~25min,使所述铜/铝冷轧预复合材料的复合界面的原子发生互扩散形成原子互扩散层,同时形成界面覆盖率为20%~100%、厚度为0.5~20微米的金属间化合物层;
步骤5:在空气气氛、真空状态、保护性气氛或还原性气氛条件下对加热后的所述铜/铝冷轧预复合材料进行单道次热轧终复合,压下量为55%~80%,获得高界面结合强度的铜/铝复合材料,所述铜/铝复合材料的所述复合界面包括颗粒钉扎结构的微观复合界面以及非简单平行于或非简单垂直于所述铜/铝复合材料外表面的非平直人工结构的宏观复合界面,
其中,所述铜板和所述铝板以左右并排对接方式进行组坯后,紧接着马上以并排方式送入一个轧辊为内凹型轧辊、另一个轧辊为外凸型轧辊的上下配对的矩形孔型轧辊中进行单道次冷轧预复合,加热后的单道次热轧终复合同样在所述矩形孔型轧辊中进行,所述矩形孔型的宽度为所述铜/铝组坯的宽度的1~1.05倍,所述矩形孔型的高度能满足使所述铜/铝组坯或所述铜/铝冷轧预复合材料发生压下量为30%~80%的轧制变形。
2.根据权利要求1所述的成形方法,其特征在于,所述铜为纯铜或铜合金中的至少一种,所述铝为纯铝或铝合金中的至少一种;所述铜/铝复合材料的结构为2~10层,所述铜/铝复合材料的铜层厚比为1%~95%。
3.根据权利要求1所述的成形方法,其特征在于,所述打磨为百叶片打磨、钢丝刷打磨、磨轮打磨、砂轮打磨或激光打磨中的至少一种。
4.根据权利要求1所述的成形方法,其特征在于,所述铜/铝冷轧预复合材料的厚度为0.05~25mm。
5.根据权利要求1所述的成形方法,其特征在于,所述铜/铝复合材料的所述复合界面处生成了所述金属间化合物层,所述金属间化合物层是单层结构或双层结构,单层结构时以CuAl
6.根据权利要求1所述的成形方法,其特征在于,所述铜/铝复合材料的所述界面结合强度大于等于90MPa。
7.根据权利要求1至6中任一项所述的成形方法,其特征在于,所述铜/铝复合材料后续还需要进行1~20道次的热轧成形或1~10道次的冷精轧。
说明书
技术领域
本发明属于金属层状复合材料制备技术领域,特别是提供了一种高界面结合强度铜/铝复合材料的成形方法。
背景技术
随着科学技术和经济社会的迅速发展,国民经济和国防军工领域对材料性能的要求越来越高,对材料结构改进的要求也越来越强烈,单一金属材料已无法满足实际应用对材料使用性能不断提出的更高要求。于是,兼具不同金属材料的物理、化学和力学性能以及价格优势的金属层状复合材料应运而生。铜/铝复合材料由铜材和铝材以层状方式上下叠合或左右并排对接构成,复合界面为冶金结合,是一种代表性的金属层状复合材料,不仅具有铜的强度高、导电性优异、导热性良好和耐磨性好等优点,而且具有铝的导电、轻质、经济、加工性能好和耐腐蚀能力强等特点,同时还可以用于满足配对焊接铜、铝两种金属材料的要求,广泛应用于散热、通讯、能源、交通和电力等领域。
目前,生产铜/铝复合材料的传统工艺主要为冷轧复合-扩散热处理法。由于铜板和铝板即使经过压下量为70%~80%的大压下量冷轧复合,获得的铜/铝冷轧预复合材料的界面结合强度依然非常低,需要再进行较长时间(通常为1小时~数个小时)的扩散热处理提高其界面结合强度。而为了防止铜/铝冷轧预复合材料在扩散热处理过程中复合界面在高温条件下形成大量脆性的金属间化合物层而恶化其界面结合强度,目前通常采用的热处理方法为低温(≤450℃)扩散热处理,有效防止了复合界面生成金属间化合物层。但是,采用该冷轧复合-扩散热处理法直接制备铜/铝复合材料时,存在着冷轧复合压下量大,对轧机能力要求高,仅仅通过扩散热处理方法获得的界面结合强度(<50MPa)偏低以及生产成本高等问题。也有研究者提出了冷轧-热轧相结合的铜/铝复合材料制备方法,在轧前表面清理方法、压下量和加热温度等方面进行了研究,使得铜/铝复合材料的界面结合强度得到了进一步提高(最高值提升到了85MPa),但是仍然存在加热时间较长以及难以满足实际应用对铜/铝复合材料的界面结合强度不断提出的高要求等问题。总之,采用现有方法制备的铜/铝复合材料的界面结合强度还不够高,极大地影响了铜/铝复合材料的推广应用,限制了国防军工尖端领域和国民经济高新技术领域快速发展对低成本、高界面结合强度铜/铝复合材料的迫切需求。
因此,针对目前成形方法存在的不足,开发一种铜/铝复合材料成形新方法,低成本生产出高界面结合强度的铜/铝复合材料,具有十分重要的意义。
发明内容
本发明针对现有方法制备的铜/铝复合材料的界面结合强度低等问题,提出对铜板和铝板的待复合表面进行加工,获得宏观的凹凸不平的待复合表面,并采用百叶片等对表面清洗脱脂后的待复合表面进行打磨处理,使打磨形成的条纹方向垂直于轧向,然后将铜板和铝板进行上下叠合或左右并排对接组坯,接着在室温条件下对铜/铝组坯进行单道次低压下量冷轧预复合,获得铜/铝冷轧预复合材料,然后将铜/铝冷轧预复合材料进行高温短时加热,使其达到后续热轧终复合所需温度,同时在加热过程中使铜/铝冷轧预复合材料的复合界面的原子发生互扩散并形成适量的金属间化合物层,接着迅速进行单道次热轧终复合,通过工艺参数的合理匹配,低成本制备得到高界面结合强度的高性能铜/铝复合材料。本发明的目的是提供一种高界面结合强度铜/铝复合材料的成形方法,特别适用于高质量的厚度薄或薄铜层的铜/铝复合带材和箔材的制备。
根据本发明,提供一种高界面结合强度铜/铝复合材料的成形方法,包括如下步骤:
步骤1:在室温条件下对铜板和铝板进行清洗、打磨表面处理,清洗去除所述铜板和所述铝板的待复合表面的油污等杂质,打磨去除所述铜板和所述铝板的所述待复合表面的氧化层,打磨形成的条纹方向垂直于轧向,获得粗糙的所述待复合表面;
步骤2:将打磨处理后的所述铜板和所述铝板进行上下叠合或左右并排对接组坯,获得铜/铝组坯;
步骤3:在轧速<0.1m/s、压下量30%~39%的条件下对所述铜/铝组坯进行单道次冷轧预复合,获得铜/铝冷轧预复合材料,压下量明显低于传统冷轧复合-扩散热处理法中冷轧复合采用的70%~80%压下量,显著降低对冷轧所需轧机能力的要求,使所述铜板和所述铝板的所述待复合表面相互紧贴形成复合界面,并使所述复合界面处的铜和铝相互嵌入形成机械咬合或少量冶金结合,排除了所述铜板和所述铝板的所述复合界面处的空气,避免了后续加热时所述复合界面发生氧化;
步骤4:在空气气氛、真空状态、保护性气氛或还原性气氛条件下对所述铜/铝冷轧预复合材料进行高温短时加热,加热温度为505~540℃、加热时间为1~25min,使所述铜/铝冷轧预复合材料的所述复合界面的原子发生互扩散形成原子互扩散层,同时形成界面覆盖率(界面覆盖率为0%时对应所述复合界面根本没有形成金属间化合物层的情况,界面覆盖率为100%时对应所述复合界面完全形成了连续的所述金属间化合物层的情况,界面覆盖率为其他百分比时对应所述复合界面形成了断续的所述金属间化合物层的情况)为20%~100%、厚度为0.5~20μm的所述金属间化合物层;
步骤5:在空气气氛、真空状态、保护性气氛或还原性气氛条件下对加热后的所述铜/铝冷轧预复合材料进行单道次热轧终复合,压下量为55%~80%,在热轧终复合过程中,所述复合界面处的所述金属间化合物层垂直于轧向发生断裂,断裂后的金属间化合物的片段在热轧变形区内沿轧向逐渐分离,将在所述复合界面上形成多个微观挤压模具,由于所述金属间化合物的硬度远高于铜层和铝层的硬度,使得高温变形抗力较低的金属(通常是铝)在热轧辊施加的强大压力作用下从微观挤压模具中挤出,实现新鲜铜和铝之间的牢固焊合,形成所述金属和所述金属间化合物相互交错结合的颗粒钉扎结构的微观复合界面,且全部为冶金结合,获得高界面结合强度的铜/铝复合材料。
进一步的,所述铜为纯铜或铜合金中的至少一种,所述铝为纯铝或铝合金中的至少一种;所述铜/铝复合材料的结构为2~10层,所述铜/铝复合材料的铜层厚比(所述铜的层厚与所述铜/铝复合材料的层厚之比)为1%~95%。
进一步的,所述铜/铝复合材料的类型为叠层复合结构型、侧面复合结构型、包覆复合结构型或镶嵌复合结构型中的至少一种。
进一步的,在对所述铜板和所述铝板进行清洗、打磨表面处理之前,对所述铜板和所述铝板的所述待复合表面进行辊压或机加工,获得宏观的矩形齿状、燕尾状、V型状、W型状或异型沟槽状的所述待复合表面,并使所述铜板和所述铝板在冷轧预复合前以上下叠合或左右并排对接方式在所述待复合表面处通过互相嵌入形式实现机械啮合对接,互相嵌入的机械啮合部位的宽度为0.5~3.5mm,最终通过成形获得非简单平行于或非简单垂直于所述铜/铝复合材料外表面的非平直人工结构的宏观复合界面,有助于进一步提高所述铜/铝复合材料的界面结合强度。
进一步的,所述打磨为百叶片打磨、钢丝刷打磨、磨轮打磨、砂轮打磨或激光打磨中的至少一种。
进一步的,所述铜/铝冷轧预复合材料的厚度为0.05~25mm。
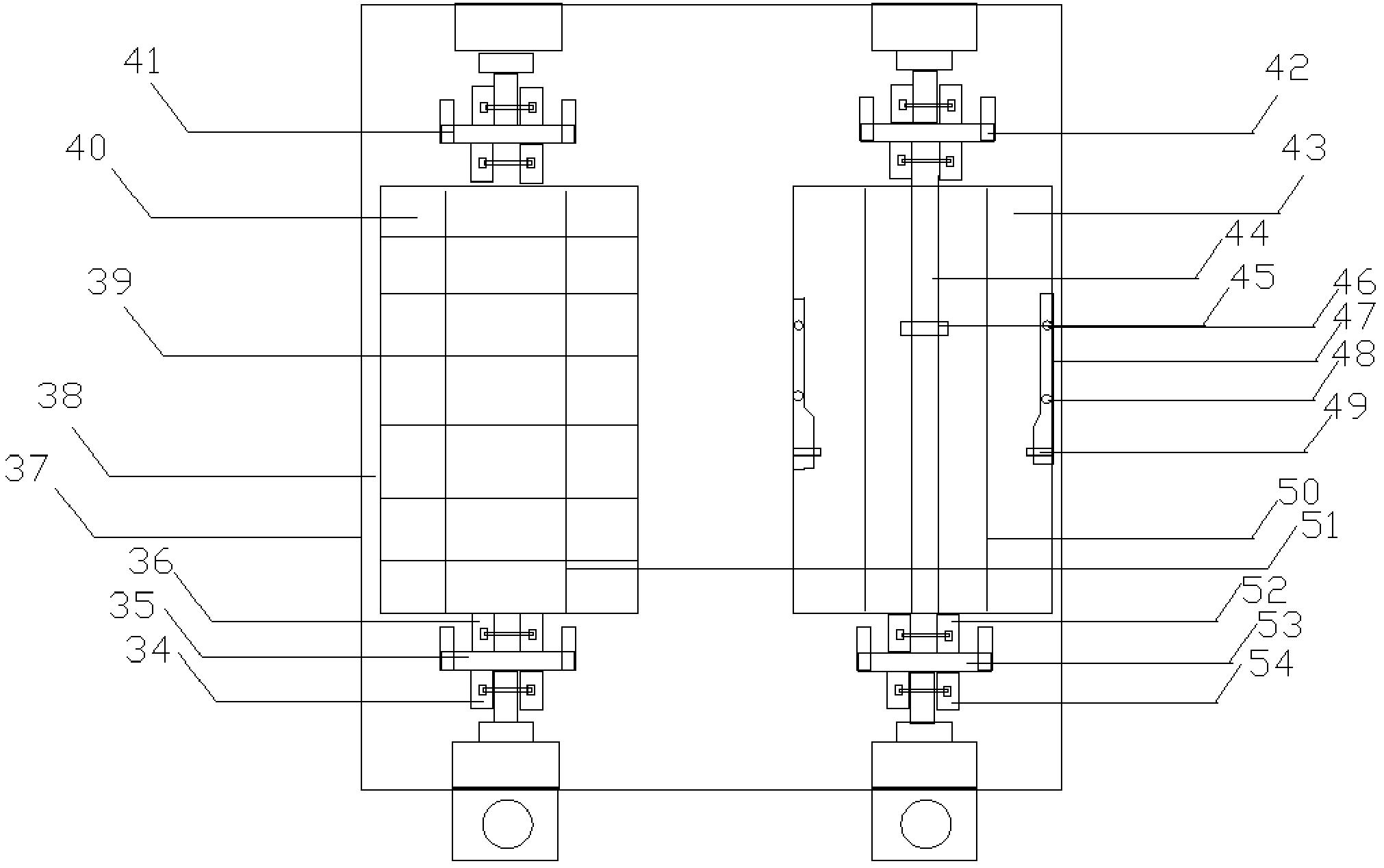
进一步的,所述铜板和所述铝板以左右并排对接方式进行组坯,紧接着马上以并排方式送入一个轧辊为内凹型轧辊、另一个轧辊为外凸型轧辊的上下配对的矩形孔型轧辊中进行单道次冷轧预复合,加热后的单道次热轧终复合同样在所述矩形孔型轧辊中进行,所述矩形孔型的宽度为所述铜/铝组坯的宽度的1~1.05倍,所述矩形孔型的高度能满足使所述铜/铝组坯或所述铜/铝冷轧预复合材料发生压下量为30%~80%的轧制变形,通过所述矩形孔型约束所述铜/铝组坯或所述铜/铝冷轧预复合材料在轧制变形过程中在平行于所述矩形孔型轧辊轴线的方向上产生的横向宽展,使所述铜板和所述铝板在所述复合界面处产生较强的相互挤压,从而将所述铜板和所述铝板在所述复合界面处紧密地推到一起,并且在所述复合界面处实现新鲜金属的固相结合或完全冶金结合。
进一步的,所述铜/铝复合材料的所述复合界面处生成了所述金属间化合物层,所述金属间化合物层是单层结构或双层结构,单层结构时以CuAl2金属间化合物层为主,双层结构时以Cu9Al4+CuAl2金属间化合物层为主;所述复合界面的所述颗粒钉扎结构的颗粒高度为0.5~20μm,所述复合界面的所述金属间化合物的覆盖率为4%~80%。
进一步的,所述铜/铝复合材料的所述界面结合强度大于等于90MPa。
进一步的,所述铜/铝复合材料后续还需要进行1~20道次的热轧成形或1~10道次的冷精轧。
经过上述工艺流程制备的铜/铝复合材料,因形成了非平直人工结构的宏观复合界面以及颗粒钉扎结构的微观复合界面,宏观和微观两种复合界面的综合作用,使得铜/铝复合材料的界面结合强度很高,一般都超过铜/铝复合材料中强度较低铝层的拉剪强度。根据国标GB/T 6396-2008《复合钢板力学及工艺性能试验方法》中提供的金属层状复合材料拉剪强度的测试方法测量铜/铝复合材料的界面结合强度,拉剪断裂后复合界面未完全分离,拉剪强度较低的铝层被拉断或被撕裂贴合在复合界面上,实际界面结合强度已难以测得,仅能够用测得的拉剪强度作为界面结合强度的下限值。
本发明的特点和优点如下:
(1)本发明方法采用百叶片等打磨方式,使铜板或铝板的待复合表面形成垂直于轧向的条纹,具有该条纹的粗糙待复合表面在后续冷轧预复合时界面摩擦力更大、更易开裂,易于实现新鲜金属的挤出焊合,能将铜/铝组坯的冷轧预复合压下量显著降低至40%以下,明显低于传统冷轧复合-扩散热处理法中冷轧复合采用的70%~80%压下量,极大地降低了对冷轧所需轧机能力的要求,显著降低了轧制加工技术的难度。
(2)本发明方法的各步骤之间以及各工艺参数之间是相互影响、彼此依存的,具有不可分割性。采用的冷轧轧速<0.1m/s,可显著提高冷轧预复合时铜、铝组元之间的接触时间,有利于实现待复合表面的预复合;在上述冷轧轧速下,可采取压下量为30%~39%的小变形量冷轧,既达到了排除铜板和铝板复合界面间的空气,使铜/铝冷轧预复合材料具有一定的界面结合强度的目的,又显著降低了对冷轧所需轧机能力的要求;同时,缩短加热时间为1~25min,可进行加热温度为505~540℃的短时高温加热,在保证复合界面处铜、铝之间不发生共晶反应(548.2℃)的条件下,短时高速地实现了复合界面处原子的互扩散和基体金属的再结晶软化,所需时间明显低于传统的铜/铝复合材料冷轧-热轧复合法中采用的1h加热时间;在上述高的加热温度下,可采取压下量为55%~80%的大变形量热轧,能确保复合界面的金属间化合物更好地破碎以及复合界面更好地实现冶金结合,形成具有高界面结合强度的颗粒钉扎结构的微观复合界面。
(3)采用本发明方法制备的铜/铝复合材料的复合界面不仅包括由金属和金属间化合物相互交错结合构成的颗粒钉扎结构的微观复合界面,微观复合界面的金属间化合物层厚度为0.5~20μm,该微观复合界面既构成了强的机械咬合又形成了强的冶金结合;而且还包括非简单平行于或非简单垂直于铜/铝复合材料外表面的非平直人工结构的宏观复合界面,该宏观复合界面的存在,进一步提高了铜/铝复合材料的界面结合强度,确保了铜/铝复合材料优异的界面结合质量。
(4)本发明方法可以采用厚度大的铜板和铝板为原材料,适用的铜/铝复合材料的几何尺寸和规格品种范围广,生产所需轧机的能力要求低,只需在冷轧预复合和热轧终复合之间进行高温短时加热,而无需超过25min的长时间扩散热处理,也无需涂覆石墨烯或施加磁场等,而且可以生产超长、大卷重或宽幅的铜/铝复合材料,成材率高,能耗低,生产周期短,生产效率高,生产成本低,易于工业推广。
(5)本发明方法制备的铜/铝复合材料的界面结合强度大于等于90MPa,特别适用于高质量的厚度薄或薄铜层的铜/铝复合带材和箔材的制备。
附图说明
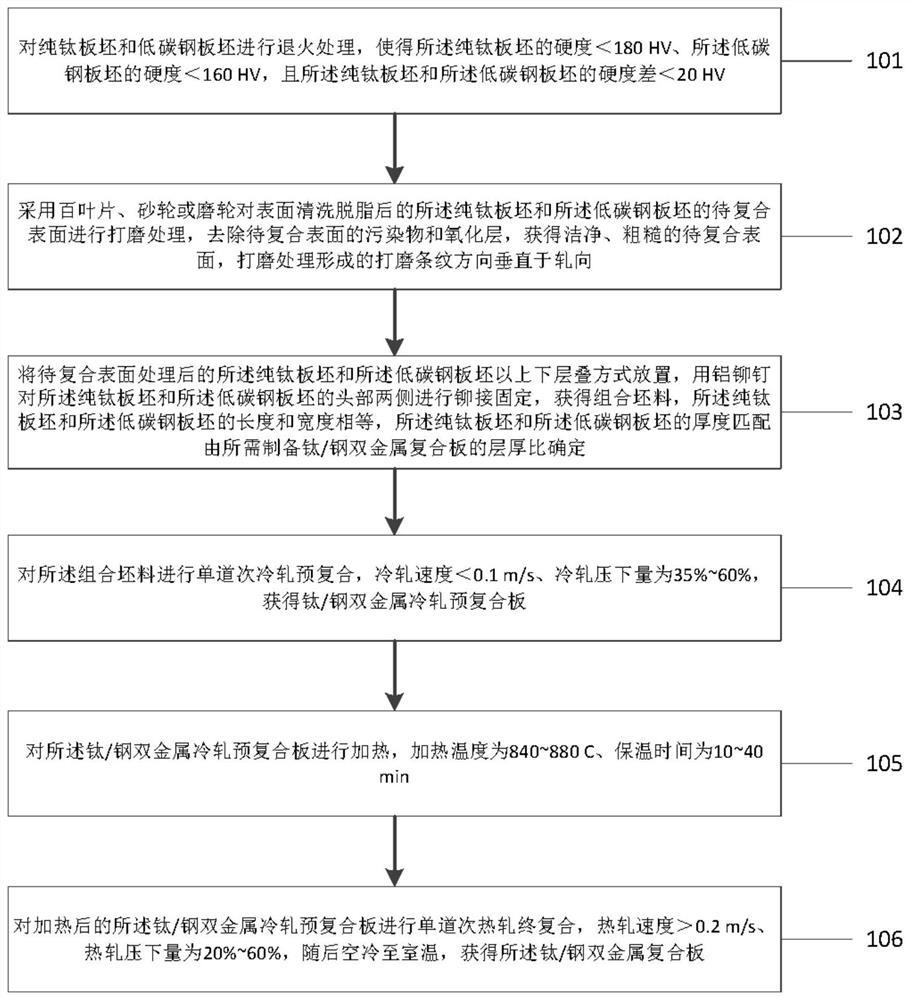
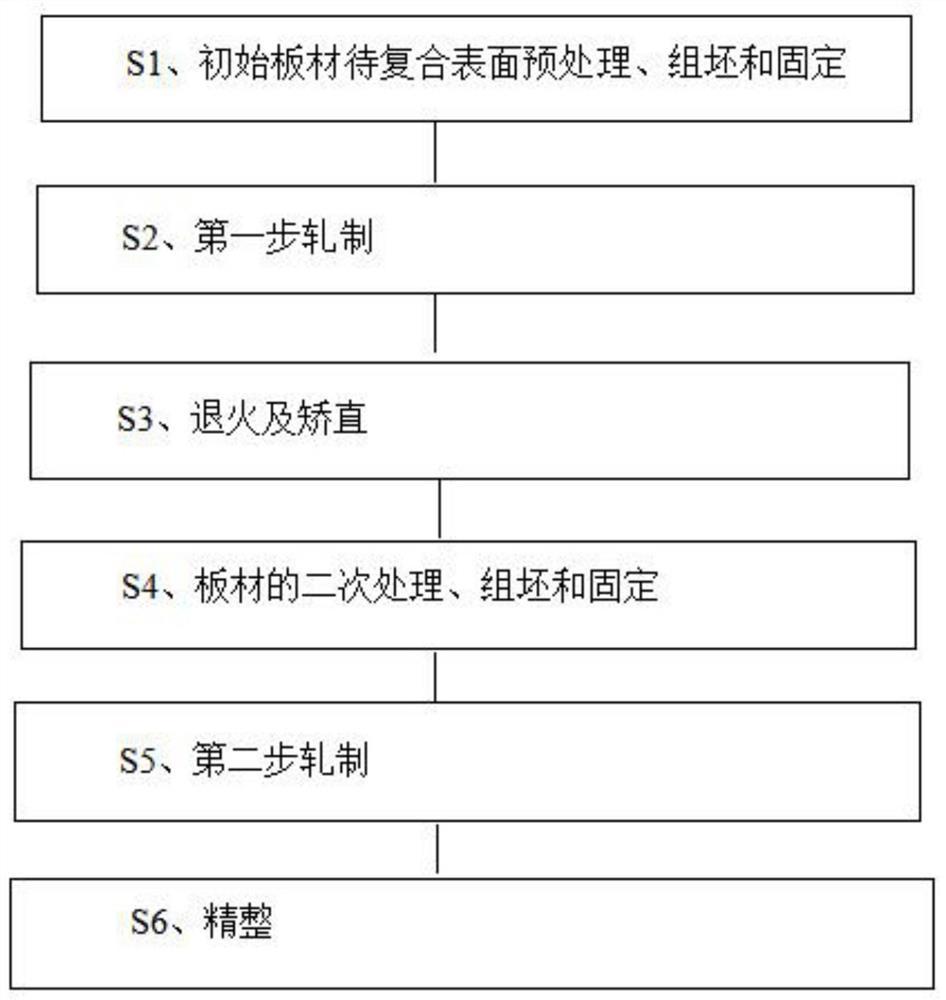
图1为根据本发明的高界面结合强度铜/铝复合材料的成形方法流程图。
图2为铜/铝复合材料的微观复合界面演化过程示意图。
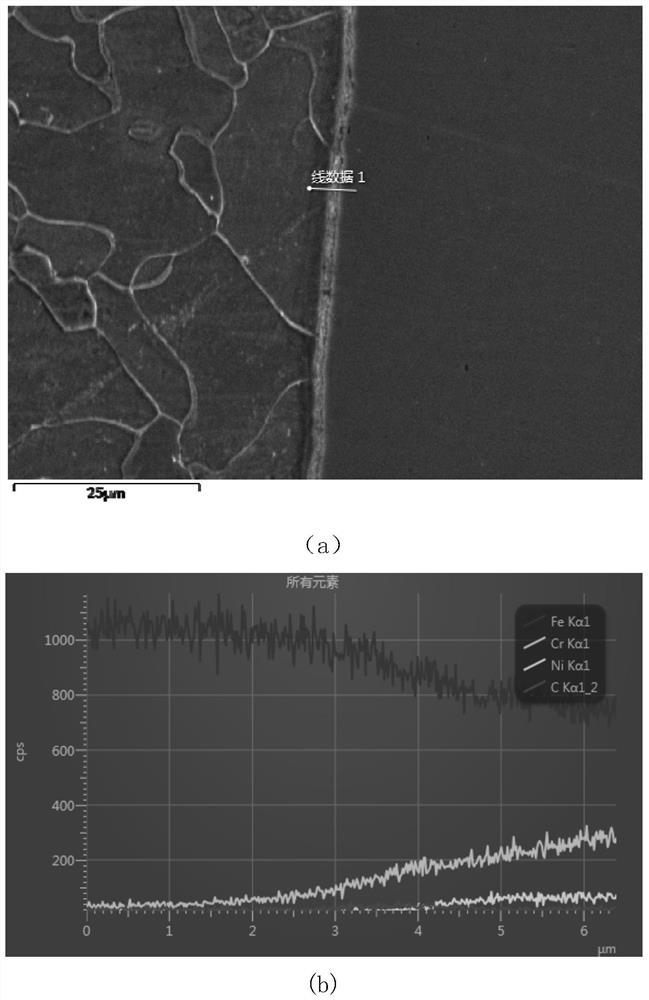
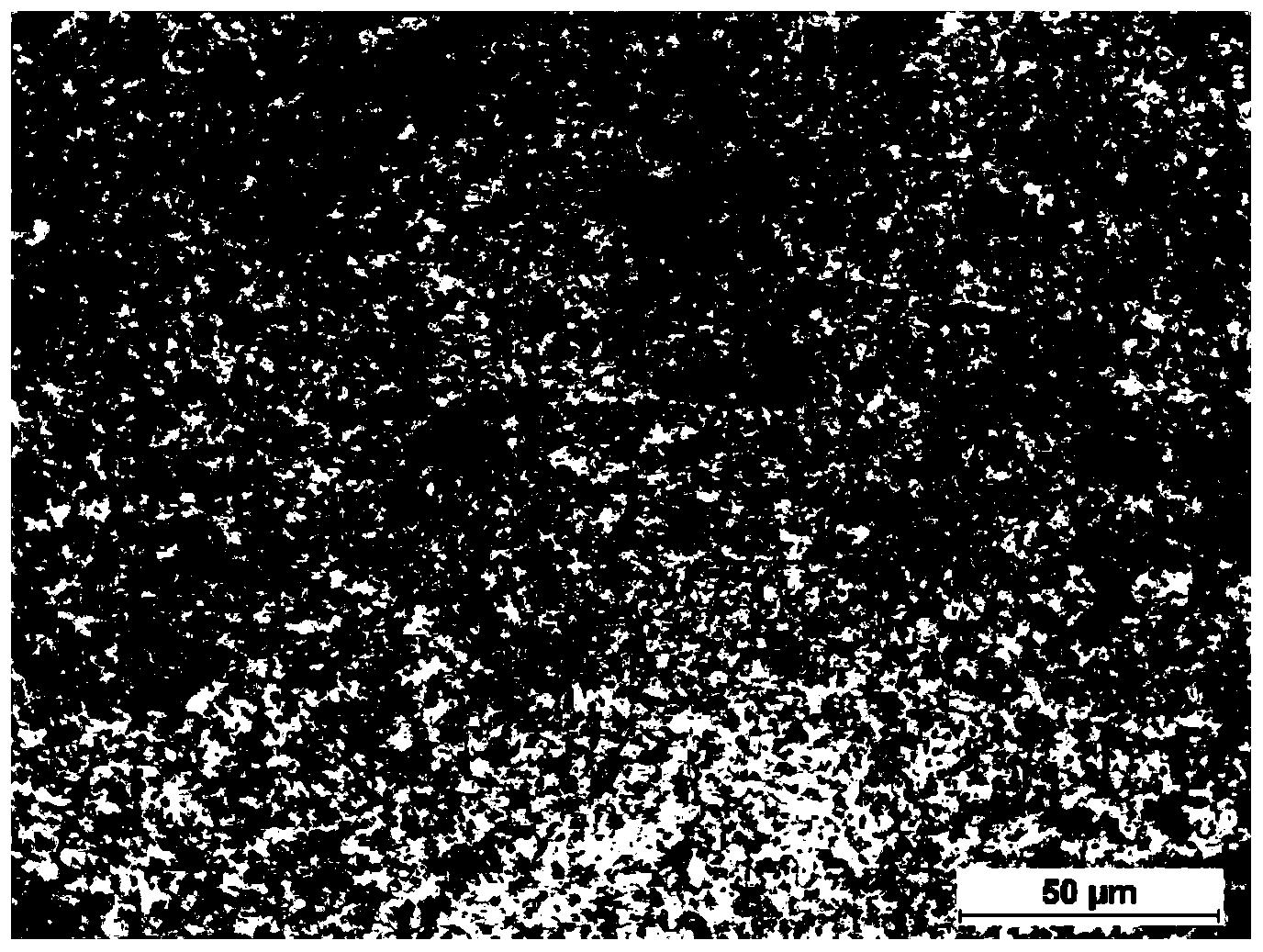
图3为铜/铝复合材料的复合界面形貌。
图4为铜/铝复合材料拉剪断裂后的铜侧断面形貌。
具体实施方式
以下结合实施例对本发明进行具体描述,有必要在此指出的是本实施例只用于对本发明进行进一步说明,不能理解为对本发明保护范围的限制,该领域的熟练技术人员可以根据上述发明的内容做出一些非本质的改进和调整。
如图1所示,本发明的高界面结合强度铜/铝复合材料的成形方法包括:
步骤101:在室温条件下对铜板和铝板进行清洗、打磨表面处理,清洗去除所述铜板和所述铝板的待复合表面的杂质,打磨去除所述铜板和所述铝板的所述待复合表面的氧化层,打磨形成的条纹方向垂直于轧向,获得粗糙的待复合表面;
步骤102:将打磨处理后的所述铜板和所述铝板进行上下叠合或左右并排对接组坯,获得铜/铝组坯;
步骤103:在轧速<0.1m/s、压下量30%~39%的条件下对所述铜/铝组坯进行单道次冷轧预复合,获得铜/铝冷轧预复合材料;
步骤104:在空气气氛、真空状态、保护性气氛或还原性气氛条件下对所述铜/铝冷轧预复合材料进行高温短时加热,加热温度为505~540℃、加热时间为1~25min,使所述铜/铝冷轧预复合材料的所述复合界面的原子发生互扩散形成原子互扩散层,同时形成界面覆盖率为20%~100%、厚度为0.5~20μm的所述金属间化合物层;
步骤105:在空气气氛、真空状态、保护性气氛或还原性气氛条件下对加热后的所述铜/铝冷轧预复合材料进行单道次热轧终复合,压下量为55%~80%,获得高界面结合强度的铜/铝复合材料。
实施例1
制备高界面结合强度T2纯铜/1060纯铝复合材料。
在室温条件下对退火软态T2纯铜板(厚度5mm)和退火软态1060纯铝板(厚度3mm)进行酒精清洗、百叶片打磨表面处理,打磨形成的条纹方向垂直于轧向,获得粗糙的待复合表面;并将表面处理后的纯铜板和纯铝板进行上下叠合,获得铜/铝组坯;然后在轧速0.08m/s、压下量35%的条件下进行单道次冷轧预复合获得铜/铝冷轧预复合材料;接着在空气气氛中和加热温度505℃、加热时间15min的条件下对铜/铝冷轧预复合材料进行高温短时加热,使铜/铝冷轧预复合材料的复合界面原子发生互扩散形成原子互扩散层,同时形成界面覆盖率为90%、厚度为7μm的金属间化合物层;最后在压下量68%的条件下对加热后的铜/铝冷轧预复合材料进行单道次热轧终复合,形成金属和金属间化合物相互交错结合的颗粒钉扎结构的微观复合界面,获得T2纯铜/1060纯铝复合材料。根据国家标准GB/T6396-2008《复合钢板力学及工艺性能试验方法》中的提供的金属层状复合材料拉剪强度的测试方法测量T2纯铜/1060纯铝复合材料的界面结合强度为91MPa。
实施例2
制备高界面结合强度T1纯铜/1060纯铝复合材料。
在室温条件下对退火软态T1纯铜板(厚度2mm)和退火软态1060纯铝板(厚度3mm)进行酒精清洗、百叶片打磨表面处理,打磨形成的条纹方向垂直于轧向,获得粗糙的待复合表面;并将表面处理后的纯铜板和纯铝板进行左右并排对接,获得铜/铝组坯;然后在轧速0.05m/s、压下量39%的条件下进行单道次冷轧预复合获得铜/铝冷轧预复合材料;接着在空气气氛中和加热温度540℃、加热时间2min的条件下对铜/铝冷轧预复合材料进行高温短时加热,使铜/铝冷轧预复合材料的复合界面原子发生互扩散形成原子互扩散层,同时形成界面覆盖率为98%、厚度为3μm的金属间化合物层;最后在压下量55%的条件下对加热后的铜/铝冷轧预复合材料进行单道次热轧终复合,形成金属和金属间化合物相互交错结合的颗粒钉扎结构的微观复合界面,获得T1纯铜/1060纯铝复合材料。根据国家标准GB/T 6396-2008《复合钢板力学及工艺性能试验方法》中的提供的金属层状复合材料拉剪强度的测试方法测量T1纯铜/1060纯铝复合材料的界面结合强度为90.5MPa。
实施例3
制备高界面结合强度T1纯铜/3003铝合金复合材料。
在室温条件下对退火软态T1纯铜板(厚度2mm)和退火软态3003铝合金板(厚度6mm)进行酒精清洗、砂轮打磨表面处理,打磨形成的条纹方向垂直于轧向,获得粗糙的待复合表面;并将表面处理后的纯铜板和铝合金板进行左右并排对接,获得铜/铝组坯;然后在轧速0.04m/s、压下量37%的条件下进行单道次冷轧预复合获得铜/铝冷轧预复合材料;接着在空气气氛中和加热温度520℃、加热时间10min的条件下对铜/铝冷轧预复合材料进行高温短时加热,使铜/铝冷轧预复合材料的复合界面原子发生互扩散形成原子互扩散层,同时形成界面覆盖率为96%、厚度为5μm的金属间化合物层;最后在压下量70%的条件下对加热后的铜/铝冷轧预复合材料进行单道次热轧终复合,形成金属和金属间化合物相互交错结合的颗粒钉扎结构的微观复合界面,获得T1纯铜/3003铝合金复合材料。根据国家标准GB/T 6396-2008《复合钢板力学及工艺性能试验方法》中的提供的金属层状复合材料拉剪强度的测试方法测量T1纯铜/3003铝合金复合材料的界面结合强度为91.5MPa。
实施例4
制备高界面结合强度C70250铜合金/6061铝合金复合材料。
在室温条件下对退火软态C70250铜合金板(厚度2mm)和退火软态6061铝合金板(厚度3mm)进行酒精清洗、钢丝刷打磨表面处理,打磨形成的条纹方向垂直于轧向,获得粗糙的待复合表面;并将表面处理后的铜合金板和铝合金板进行上下叠合,获得铜/铝组坯;然后在轧速0.09m/s、压下量35%的条件下进行单道次冷轧预复合获得铜/铝冷轧预复合材料;接着在空气气氛中和加热温度540℃、加热时间6min的条件下对铜/铝冷轧预复合材料进行高温短时加热,使铜/铝冷轧预复合材料的复合界面原子发生互扩散形成原子互扩散层,同时形成界面覆盖率为95%、厚度为5μm的金属间化合物层;最后在压下量80%的条件下对加热后的铜/铝冷轧预复合材料进行单道次热轧终复合,形成金属和金属间化合物相互交错结合的颗粒钉扎结构的微观复合界面,获得C70250铜合金/6061铝合金复合材料。根据国家标准GB/T 6396-2008《复合钢板力学及工艺性能试验方法》中的提供的金属层状复合材料拉剪强度的测试方法测量C70250铜合金/6061铝合金复合材料的界面结合强度为95MPa。
实施例5
制备高界面结合强度T2纯铜/6061铝合金/T2纯铜复合材料。
在室温条件下对退火软态T2铜板(厚度1mm)和退火软态6061铝合金板(厚度3mm)进行酒精清洗、百叶片打磨表面处理,打磨形成的条纹方向垂直于轧向,获得粗糙的待复合表面;并将表面处理后的纯铜板和铝合金板按照铜/铝/铜的顺序进行上下叠合,获得铜/铝组坯;然后在压下量32%的条件下进行单道次冷轧预复合获得铜/铝/铜冷轧预复合材料;接着在空气气氛中和加热温度535℃、加热时间3min的条件下对铜/铝/铜冷轧预复合材料进行高温短时加热,使铜/铝/铜冷轧预复合材料的复合界面原子发生互扩散形成原子互扩散层,同时形成界面覆盖率为90%、厚度为3μm的金属间化合物层;最后在压下量75%的条件下对加热后的铜/铝/铜冷轧预复合材料进行单道次热轧终复合,形成金属和金属间化合物相互交错结合的颗粒钉扎结构的微观复合界面,获得T2纯铜/6061铝合金/T2纯铜复合材料。根据国家标准GB/T 6396-2008《复合钢板力学及工艺性能试验方法》中的提供的金属层状复合材料拉剪强度的测试方法测量T2纯铜/6061铝合金/T2纯铜复合材料的界面结合强度为93MPa。
实施例6
制备高界面结合强度C70250铜合金/3003铝合金/C70250铜合金复合材料。
在室温条件下对退火软态C70250铜合金板(厚度1mm)和退火软态3003铝合金板(厚度3mm)进行酒精清洗、钢丝刷打磨表面处理,打磨形成的条纹方向垂直于轧向,获得粗糙的待复合表面;并将表面处理后的铜合金板和铝合金板按照铜/铝/铜的顺序进行上下叠合,获得铜/铝组坯;然后在压下量35%的条件下进行单道次冷轧预复合获得铜/铝/铜冷轧预复合材料;接着在空气气氛中和加热温度530℃、加热时间2min的条件下对铜/铝/铜冷轧预复合材料进行高温短时加热,使铜/铝/铜冷轧预复合材料的复合界面原子发生互扩散形成原子互扩散层,同时形成界面覆盖率为90%、厚度为2μm的铜铝金属间化合物层;最后在压下量80%的条件下对加热后的铜/铝/铜冷轧预复合材料进行单道次热轧终复合,形成金属和铜铝金属间化合物相互交错结合的颗粒钉扎结构的微观复合界面,获得C70250铜合金/3003铝合金/C70250铜合金复合材料。根据国家标准GB/T 6396-2008《复合钢板力学及工艺性能试验方法》中的提供的金属层状复合材料拉剪强度的测试方法测量C70250铜合金/3003铝合金/C70250铜合金复合材料的界面结合强度为94MPa。
图2示出铜/铝复合材料的微观复合界面演化过程示意图。其中,1为铝层,2为铜层,3为金属间化合物层。图3示出铜/铝复合材料的复合界面形貌。图4示出铜/铝复合材料拉剪断裂后的铜侧断面形貌。其中,虚线框中铝层被撕裂粘附在铜层上,复合界面未分离。
上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
一种高界面结合强度铜/铝复合材料的成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0