









专利摘要
本发明提供一种1000MW核电站汽轮机低压转子锻件的锻造工艺。该工艺成形载荷不超过15000吨。在锻造过程的压实阶段,不需要镦粗工序,只使用一种称为“FMV-圆”的高效压实工艺进行拔长,就可以消除铸造缺陷、打碎铸造组织,形成合格锻造组织。在锻造过程的成形阶段,通过某些具体措施控制锻件的心部温度使其在各成形火次都处在一个合理的温度范围内,以避免无锻比加热引起锻件心部晶粒异常长大,防止混晶缺陷产生。
权利要求
1.一种1000MV核电站汽轮机低压转子锻件的锻造工艺,其特征在于:所述锻件的材料牌号为30Cr2Ni4MoV和26Cr2Ni4MoV转子钢,所述锻造工艺的成形载荷不超过15000吨,在锻造过程的压实阶段,不需要镦粗工序,只使用一种称为“FMV-圆”的高效压实工艺进行拔长,就可以消除钢锭的铸造缺陷、打碎铸造组织,形成合格锻造组织;在锻造过程的成形阶段,通过具体工艺措施控制锻件的心部温度,使其在各成形火次都处在1120-1150℃的温度范围内,以避免无锻比加热引起锻件心部晶粒异常长大,防止混晶缺陷产生。
2.按照权力要求1所述的锻造工艺,锻造转子所用的钢锭应满足的基本条件是:1)钢锭要有很好的冶金质量,其心部空洞疏松等铸造缺陷的分布范围应不超过锭身平均直径的8%;2)拔长工序之前锭身直径应满足拔长锻比不小于2,即
3.按照权力要求1所述“FMV-圆”的高效压实工艺,所用砧型为两个135°的宽度不等的V型砧,V形圆角半径R=1.8m-2.3m,V型开口长度L1=54m-6.0m,上V砧砧宽L2=2.8m-3.3m下砧砧宽为上砧宽度的1.5-3倍;砧子的其他圆角半径r=0.28m-0.32m。
4.按照权力要求1所述“FMV-圆”的高效压实工艺,拔长工序“FMV-圆”法的压下规程为:每趟拔长第一砧进给为砧宽的100%,后续各砧进给为砧宽的70%-80%,第一趟压下量为压前直径的15%,第一趟完成后,翻转180°打第二趟,绝对压下量与第一趟相同,也是压前直径的15%,第二趟完成后钢锭翻转90°开始第三趟拔长,第三趟结束后钢锭翻转180°进行和第四趟拔长,第三趟和第四趟的压下量相同,都等于第二趟结束时锻件界面竖直高度的15%,此后按常规操作滚圆成一个圆柱体,其直径略大于或等于成品转子锻件最大直径,例如φ3m×6m。
5.按照权力要求1所述“FMV-圆”的高效压实工艺,“FMV-圆”法拔长工序的初锻温度为1250-1270℃,要求在3-3.5小时内完成全部拔长操作,保证此期间锻件表面温度不低于终锻温度800℃。
6.按照权力要求1所述成形阶段的具体工艺措施包括:1)在压实火次完成后继续空冷锻件5-6.5小时,直到表面温度降到600℃后将锻件返炉加热;2)每一成形火次的加热温度为1200℃,加热时间为25-30小时,锻造时间1.5-3小时,空冷时间2.5-3小时,具体操作方法是:表面温度降到800℃以下,停止锻造;表面温度降到600℃以下锻件返炉加热,如此重复上述操作,直到锻件完全成形。
说明书
技术领域技术领域 本发明涉及一种大型汽轮机低压转子锻件的锻造工艺
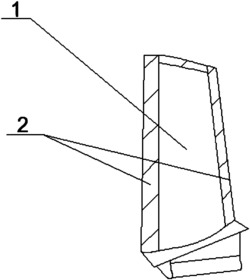
技术背景背景技术 1000MW核电站汽轮机低压转子锻件的一种典型数据为:重量约340吨,最大直径近3米,长度12米;这类锻件由大型钢锭在大型水压机上用自由锻方法锻造而成;按照材料利用率60%估算,所需钢锭约为550吨左右。我国已经有了用200多吨钢锭锻造300MW汽轮机低压转子的经验,但是还没有锻造过1000MW核电站汽轮机低压转子。由于锻件重量加大、现有锻造设备能力的限制以及问题的复杂性,1000MW汽轮机低压转子的锻造工艺不可能是300MW转子的锻造工艺的简单放大,最近我国已经确定建造多台1000MW的核电站,并进行其汽轮机低压转子锻件的国产化,因此1000MW核电站汽轮机低压转子的锻造工艺对我国能源工业发展是非常重要的。
由于冷却过程不均匀,大型钢锭心部不可避免地存在空洞和疏松缺陷,冒口附近存在缩孔,水口附近存在偏析锥;另一方面由于汽轮机转子在高温环境下工作,对其微观组织和力学性能有很高要求。因此大型汽轮机转子锻造的主要任务是消除铸造缺陷,改变铸造组织,使锻件具有所要求的形状、微观组织与力学性能。就目前的锻造技术水平而言,实现形状要求没有太大的技术困难,但是让转子锻件的微观组织和力学性能达到要求的就不是一件容易的事情了。锻件越大,所需钢锭越大,铸造缺陷越严重,控制微观组织变化越困难,因而对锻造设备能力和锻造工艺的水平要求越高。
大型汽轮机转子锻件的锻造过程可分为两个阶段:第一阶段为钢锭压实,第二阶段为锻件成形。压实阶段目的在于通过对钢锭施以大塑性变形,消除钢锭心部的空洞疏松缺陷,切除水口,消除偏析,通过动态再结晶过程打碎铸态组织,获得锻造组织。为了达到这个目标,压实阶段所用的砧型和锻造工艺参数必须满足一定条件。基本的参数包括:砧型、砧宽、压下量、钢锭翻转与轴向进给等。不合适的工艺参数可能锻不透钢锭,不能消除铸造缺陷、打碎铸态组织。在压实阶段使用镦粗和拔长两种变形方式,镦粗的所用工具大同小异,关键是镦粗载荷不能超过压力机吨位,压下量不能太低,否则会对压实起负作用。拔长的实施方法有很多种,如WHF法,中心压实法,FM法,对称V砧法等;所用的砧型也很多,例如上下对称或不对称的平砧、V砧等,不同方法,操作不同,效果不同,适用的钢锭不同。为了获得最好的压实效果,以往的电站转子锻件的压实工序都采用多次镦粗拔长的方法,这最早源于70年代从日本引进的工艺,但是国内没有试验过,如果不采用多次镦粗拔长的方法,会产生何种钢锭压实效果。80年代国外在锻造400吨钢锭生产汽轮机转子时,因为压力机吨位不够,无法进行400吨钢锭的镦粗,因而只用拔长工序来压实钢锭,最终锻造获得成功。
按照本领域的常规知识,目前还不能判断出那种锻造方法对1000MW汽轮机低压转子的压实效果最好,对国内现有设备可行的。当压实阶段完成后,钢锭被锻成长圆柱体形,其直径略大于转子锻件的最大直径。此后进入锻件成形阶段,在这一阶段将对圆柱体两端拔长,使其成为中间粗两头细的阶梯轴形状。
由于锻件尺寸较大,无论是压实阶段还是成形阶段,都需要多火次才能完成。通常每一火次开始时锻件温度均匀并等于该材料的始锻温度,随着锻造时间增加,锻件温度逐渐降低,当表面低于材料的终端温度时,停止锻造,将锻件返炉重新加热。30Cr2Ni4MoV和26Cr2Ni4MoV是两种制造1000MW核电大型汽轮机低压转子的材料,他们的始锻温度和终端温度分别为1250℃和800℃。
按照通常的设计,成型火次之前锻件直径已经达到或接近转子最大轴径尺寸,所以成形阶段只锻造圆柱体锻件的两头,中间的轴身部位不再变形。在后续火次加热时轴身部位将处于无锻比加热状态,当温度高于某一数值时,会引起转子心部的晶粒异常长大,材料遗传特性使混晶缺陷产生,给后续热处理带来压力,使正火次数增加。锻件尺寸越大,其返炉加热时心部的温度越高,晶粒长大越严重。长时间处于这种状态必然会形成混晶缺陷。所以设法控制锻件心部处在某个温度之下,避免出现晶粒异常长大和混经缺陷是1000MV汽轮机转子锻件成形阶段工艺设计的关键。试验表明,当温度超过1150℃时30Cr2Ni4MoV和26Cr2Ni4MoV两种合金会出现明显的晶粒异常长大。
此外这样的工艺措施还会产生显著的节能降耗效果。
发明内容发明内容:本发明的任务是为1000MV核电站汽轮机低压转子锻件的锻造提供一种先进可行的锻造工艺。该工艺所需成形载荷不超过国内现有的最大自由锻水压机吨位15000吨。在锻造过程的压实阶段,不需要镦粗工序,只使用一种称为“FMV-圆”的高效压实工艺进行拔长,就可以达到消除铸造缺陷、打碎铸造组织,形成合格锻造组织的目的。在锻造过程的成形阶段,通过锻后适当的空冷,控制各火次的加热温度与保温时间,使锻件心部始终保持一个合理的温度范围内,这个温度范围满足:1)防止由于无锻比加热引起的晶粒异常长大;2)保证各成形火次锻件正常变形。对于30Cr2Ni4MoV和26Cr2Ni4MoV转子钢,这个温度范围是1120-1150℃。
在压实阶段,经过常规的切水口、压钳口、倒棱、滚圆等常规操作后,开始用FMV-圆方法拔长,为保证预期的压实效果,钢锭应满足一定的基本条件:1)首先钢锭要有很好的冶金质量,其心部空洞疏松等铸造缺陷的分布范围应不超过锭身平均直径的8%;2)拔长工序之前锭身直径应满足拔长锻比不小于2,即
在成形阶段,使用常规135°的对称V型砧,其尺寸与FMV-圆上砧相同。具体操作与其他转子成形操作类似。成型火次加热时间为25-30小时,加热温度为1200℃;锻造时间1.5-3小时,空冷时间2.5-3小时,具体操作以表面温度为准,表面温度降到800℃以下,停止锻造;表面温度降到600℃以下将锻件返炉加热,进入下一火次。此后重复上述加热、锻造、空冷操作,直到锻件完全成形。
使用上述1000MW核电站汽轮机低压转子锻件锻造工艺,成形载荷不超过15000吨,压实阶段无需镦粗只用“FMV-圆”拔长,就可以消除铸造缺陷、打碎铸造组织。在成形阶段,通过某些具体措施将锻件心部温度控制在一个合理的范围内,可避免晶粒异常长大获得合格的锻造组织。
需要说明,几乎上述所有具体数据都依赖于钢锭的冶金质量、钢锭尺寸和钢锭的重量,它们是根据钢锭数据和大量试验结果应用理论分析和数值计算得到的。当钢锭偏离上述条件较多时,上述所列数据需要根据具体情况作必要的修改。
附图说明具体实施方式具体实施方式针对某个1000MW核电汽轮机低压转子,其锻件成品最大直径为2950mm。使用钢锭的锭身重400吨,压钳口、去水口、到棱滚圆后,钢锭钳口尺寸为φ2.1m*2.3m,锭身尺寸为φ4.214m*3.67m。采用15000吨水压机,所用“FMV-圆”两个135°的宽度不等的V型砧,其尺寸为:V型圆角半径R=2m;V型开口长度L1=5.4m,上V砧砧宽L2=3m,下砧砧宽为上砧宽度的2倍;砧子的其他圆角半径r=0.3m。拔长工序“FMV-园”法的压下规程为:每趟拔长第一砧进给为砧宽的100%,后续各砧进给为砧宽的70%,第一趟压下量为压前直径的15%,第一趟完成后,翻转180度打第二趟,绝对压下量与第一趟相同,也是压前直径的15%。第二趟完成后钢锭翻转90°开始第三趟拔长,第三趟结束后钢锭翻转180进行和第四趟拔长,第三趟和第四趟的压下量相同,都等于第二趟结束时锻件界面竖直高度的15%。此后按常规操作滚圆达到尺寸φ3m×6m圆柱体。这一火的初锻温度为1270℃,要求锻件表面温度高于终锻温度800℃前完成全部拔长操作。此后空冷锻件直到表面温度降到600℃后返炉加热。然后进入锻件成形火次。
在成形阶段,使用常规135°的对称V型砧,其尺寸与FMV-圆上砧相同。具体操作与其他转子成形操作类似。成形火次加热时间为25-30小时,加热温度为1200℃;锻造时间1.5-3小时,空冷时间2.5-3小时,具体操作以表面温度为准,表面温度降到800℃以下,停止锻造;表面温度降到600℃以下将锻件返炉加热,进入下一火次。此后重复上述加热、锻造、空冷操作,直到锻件完全成形后送至热处理。按照上述要求控制成型阶段各火次,可以将转子锻件心部温度控制在1120-1150℃以下,防止了转子心部因无锻比加热而出现的晶粒异常长大。
1000MW核电站汽轮机低压转子的锻造工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0