








专利摘要
本发明公开了一种制备泡沫金属管的模具及生产设备。该模具包括上盖板、下盖板、外管、内管和盖板固定环;所述外管和内管的上部安装于上盖板的卡槽中,下部安装于下盖板的卡槽中;所述外管位于内管外侧,外管横截面圆与内管横截面圆是同心圆;所述外管通过盖板固定环分别与上盖板和下盖板连接;所述上盖板和下盖板中间均具有通孔。该模具采用Ni3Al基高温结构材料,可保证在多次热循环条件下设备结构的稳定性,保证泡沫金属管的尺寸精度。该设备利用熔体发泡法一次成型制备闭孔空心泡沫管,无需进行二次加工,能够生产出不同壁厚的泡沫金属管材,有效地保证了泡沫金属管的整体结构。
权利要求
1.一种制备泡沫金属管的生产设备,包括熔炼炉、搅拌桨、搅拌桨支架、搅拌桨发动机、冷却物流速控制台、冷却物连接管、模具升降发动机、粘度计、模具夹、搅拌炉、发泡炉、模具升降支架、加工平台、搅拌桨控制台和模具升降控制台;所述加工平台上安装有搅拌桨支架、冷却物流速控制台、搅拌桨控制台、发泡炉、模具升降支架和模具升降控制台;所述搅拌炉上安装有能够垂直升降的搅拌系统,搅拌系统由搅拌桨、搅拌桨支架、搅拌桨发动机和搅拌桨控制台组成;所述搅拌桨支架固定于加工平台上,搅拌桨发动机和搅拌桨安装在搅拌桨支架上;搅拌桨控制台与搅拌桨发动机连接,搅拌桨发动机与搅拌桨连接;所述粘度计位于搅拌炉内,粘度计与冷却物流速控制台连接;所述冷却物连接管上安装有冷却物流速调节阀;所述发泡炉上安装有能够垂直升降的模具升降系统,模具升降系统由模具升降发动机、模具夹、模具升降支架和模具升降控制台组成;所述模具升降支架固定于加工平台上,所述模具升降发动机和模具夹安装在模具升降支架上;模具升降控制台与模具升降发动机连接,模具升降发动机与模具夹连接;其特征在于该设备还包括熔炼炉翻转倾倒装置、搅拌炉翻转倾倒装置、重量感应器和模具;所述熔炼炉翻转倾倒装置和搅拌炉翻转倾倒装置安装于加工平台上;所述熔炼炉安装在熔炼炉翻转倾倒装置上;所述搅拌炉安装在搅拌炉翻转倾倒装置上;所述重量感应器安装在搅拌炉底部;所述冷却物连接管安装在模具的上盖板和下盖板的通孔中;所述模具通过模具升降系统安装于发泡炉内;
所述模具包括上盖板、下盖板、外管、内管和盖板固定环;所述外管和内管的上部安装于上盖板的卡槽中,下部安装于下盖板的卡槽中;所述外管位于内管外侧,外管横截面圆与内管横截面圆是同心圆;所述外管通过盖板固定环分别与上盖板和下盖板连接;所述上盖板和下盖板中间均具有通孔。
2.根据权利要求1所述的制备泡沫金属管的生产设备,其特征在于所述模具的上盖板还具有保护气通入孔。
3.根据权利要求1所述的制备泡沫金属管的生产设备,其特征在于所述模具的上盖板、下盖板、外管、内管和盖板固定环均由Ni
4.根据权利要求1所述的制备泡沫金属管的生产设备,其特征在于模具的外管横截面圆的半径与内管横截面圆的半径差的范围是20-100mm。
说明书
技术领域
本发明涉及管材加工领域,具体说是一种制备泡沫金属管的模具及生产设备。
背景技术
泡沫金属材料是一种在金属或金属合金基体中均匀分布着大量连通或不连通孔洞的新型轻质多功能材料,它兼有连续金属相和分散空气相的特点,满足了科技发展对材料的需求。泡沫金属把金属相和气相有机结合在一起,除了最典型的轻质优势外,还具备高比强度和良好的可压缩性;此外,泡沫金属能够吸收与方向无关的较高的冲击能量,同时具有吸声、隔音、散热、振动阻尼、阻燃、电磁屏蔽等物理性能。目前泡沫金属作为隔音和吸音材料应用时,主要是将泡沫金属作为三明治板材的夹心材料:第一种方法主要是通过机械或物理的方法将泡沫金属和板材进行结合,制备三明治板材,但是此种方法如果通过粘结剂进行粘合,随着粘结剂的老化,板材将与泡沫金属分离,环保性差,而且采用这种方式生产的泡沫金属夹心材料需要对泡沫金属进行二次加工,成本较高;如果通过结构控制来实现板材和泡沫金属的结合,由于泡沫金属表面的多孔特征,两者之间不能实现有效的结合,随着结构尺寸或精度的变化,三明治板材隔音和吸音效果变差。第二种方法主要是通过泡沫金属的一次成型工艺制备内部为多孔结构表层为致密金属的夹心材料,此方法能够实现泡沫金属与表层致密金属的冶金结合,但此方法不能实现对内部多孔结构和表层致密金属的有效控制,不能实现对隔音和吸音效果的有效调控。
目前针对泡沫金属夹心材料的研究主要针对板状材料的研究,对管状材料的研究甚少。申请号201510178113.5公开了一种泡沫管棒形线材的制备方法,通过向铝液中吹入压缩气体,形成固-液-气三相区,凝固得到泡沫铝管,然后对泡沫铝管进行二次加工。该制备方法的缺点是需要高压压入气体,成本高,且制备出的泡沫管材需经过二次加工,把管外壁的实体层加厚,以满足其表层强度、耐蚀性能的要求,耗费的时间和产能较大,成本较高。专利号201020145493.5公开了一种泡沫铝管,但没有涉及制备泡沫金属管的模具及生产设备,且其实体层厚度较薄,耐腐蚀和抗压能力差。总之,上述现有技术生产的泡沫铝管管壁较薄,需要在管壁外粘贴其他防腐蚀或者隔热材料,增强其强度、防蚀、隔音、吸音能力,且均需要二次加工,耗能多,环保差。
发明内容
针对现有技术的不足,本发明拟解决的技术问题是,提供一种制备泡沫金属管的模具及生产设备。该模具采用Ni3Al基高温结构材料,可保证在多次热循环条件下设备结构的稳定性,保证泡沫金属管的尺寸精度。该设备利用熔体发泡法一次成型制备闭孔空心泡沫管,无需进行二次加工,能够生产出不同壁厚的泡沫金属管材,具有节能高效、操作安全、可连续生产的特点,提高了生产效率,降低了生产成本;同时,实现了泡沫金属管表层致密金属和泡沫金属夹心层的冶金结合,有效的保证了泡沫金属管的整体结构。
本发明解决所述模具技术问题的技术方案是,提供一种制备泡沫金属管的模具,其特征在于该模具包括上盖板、下盖板、外管、内管和盖板固定环;所述外管和内管的上部安装于上盖板的卡槽中,下部安装于下盖板的卡槽中;所述外管位于内管外侧,外管横截面圆与内管横截面圆是同心圆;所述外管通过盖板固定环分别与上盖板和下盖板连接;所述上盖板和下盖板中间均具有通孔。
本发明解决所述生产设备技术问题的技术方案是,提供一种制备泡沫金属管的生产设备,包括熔炼炉、搅拌桨、搅拌桨支架、搅拌桨发动机、冷却物流速控制台、冷却物连接管、模具升降发动机、粘度计、模具夹、搅拌炉、发泡炉、模具升降支架、加工平台、搅拌桨控制台和模具升降控制台;所述加工平台上安装有搅拌桨支架、冷却物流速控制台、搅拌桨控制台、发泡炉、模具升降支架和模具升降控制台;所述搅拌炉上安装有能够垂直升降的搅拌系统,搅拌系统由搅拌桨、搅拌桨支架、搅拌桨发动机和搅拌桨控制台组成;所述搅拌桨支架固定于加工平台上,搅拌桨发动机和搅拌桨安装在搅拌桨支架上;搅拌桨控制台与搅拌桨发动机连接,搅拌桨发动机与搅拌桨连接;所述粘度计位于搅拌炉内,粘度计与冷却物流速控制台连接;所述冷却物连接管上安装有冷却物流速调节阀;所述发泡炉上安装有能够垂直升降的模具升降系统,模具升降系统由模具升降发动机、模具夹、模具升降支架和模具升降控制台组成;所述模具升降支架固定于加工平台上,所述模具升降发动机和模具夹安装在模具升降支架上;模具升降控制台与模具升降发动机连接,模具升降发动机与模具夹连接;其特征在于该设备还包括熔炼炉翻转倾倒装置、搅拌炉翻转倾倒装置、重量感应器和所述的模具;所述熔炼炉翻转倾倒装置和搅拌炉翻转倾倒装置安装于加工平台上;所述熔炼炉安装在熔炼炉翻转倾倒装置上;所述搅拌炉安装在搅拌炉翻转倾倒装置上;所述重量感应器安装在搅拌炉底部;所述冷却物连接管安装在模具的上盖板和下盖板的通孔中;所述模具通过模具升降系统安装于发泡炉内。
与现有技术相比,本发明有益效果在于:
(1)通过调整循环冷却物通入的时间、流速、温度以及熔体的增粘和发泡工艺来控制泡沫金属管内壁的厚度,实现对泡沫金属管整体强度、夹心层孔结构的控制;同时能够实现对泡沫金属管隔音和吸音性能的控制。
(2)该设备利用熔体发泡法一次成型制备闭孔空心泡沫管,无需进行二次加工,能够生产出不同壁厚的泡沫金属管材,具有节能高效、操作安全、可连续生产的特点,提高了生产效率,降低了生产成本;同时,实现了泡沫金属管表层致密金属和泡沫金属夹心层的冶金结合,有效地保证了泡沫金属管的整体结构。
(3)通过调整模具的内管和外管之间的距离可生产不同管径的泡沫金属管。
(4)该模具采用Ni3Al基高温结构材料,可保证在多次热循环条件下设备结构的稳定性,保证泡沫金属管的尺寸精度;
(5)模具上具有保护气通入孔,配合使用保护气体,该设备亦可生产易氧化或易燃烧金属(例如镁合金等)的管材。
(6)生产出的泡沫金属管质量轻、耐蚀性好、隔音和吸音可调控、强度和刚度高、结构稳定。
(7)本发明的生产过程采取倾倒方式转移金属液,这样能够减少金属液转移过程的能量损失,从而减少能耗,提高生产效率,节省成本。
附图说明
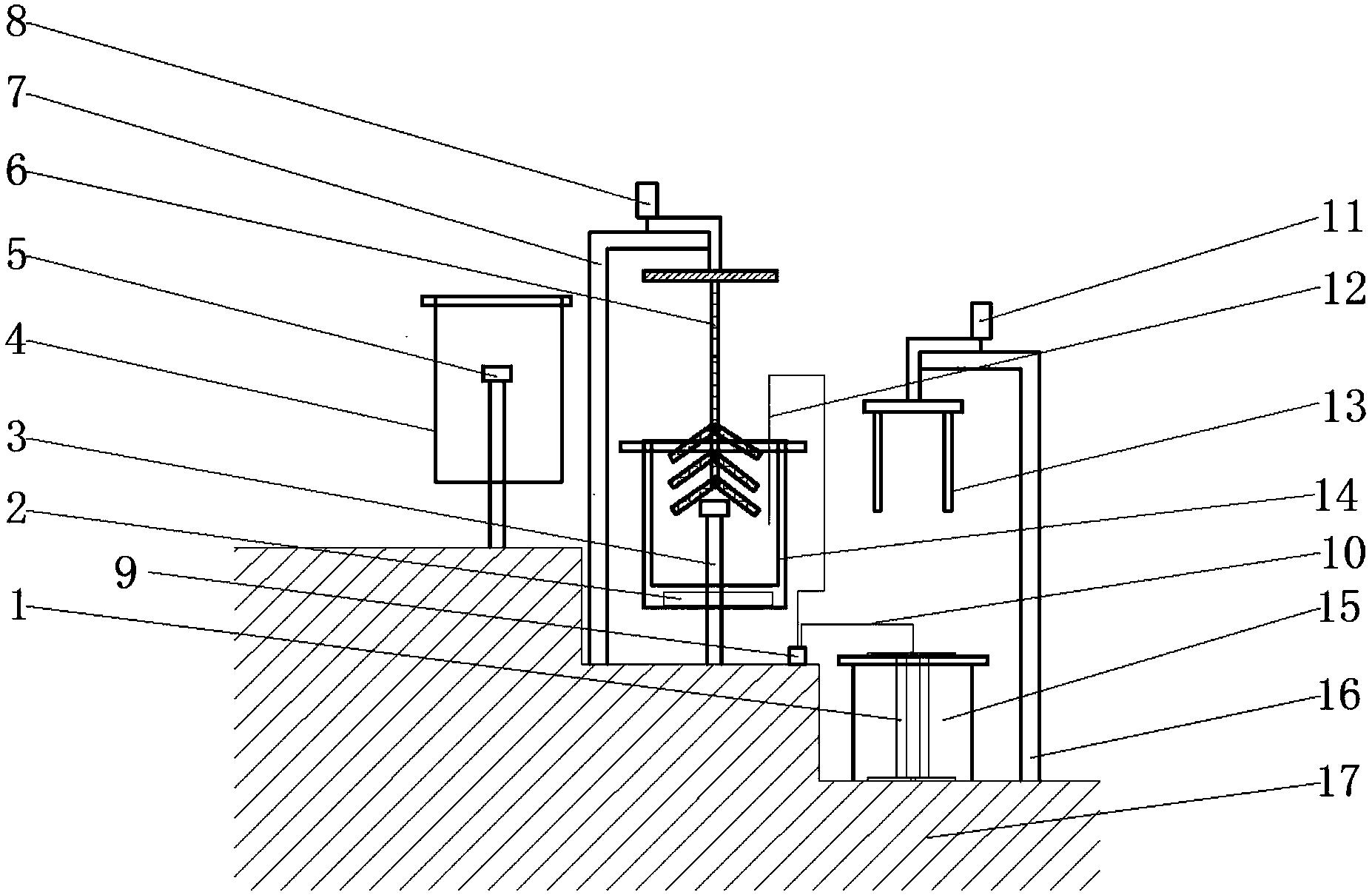
图1是本发明制备泡沫金属管的生产设备一种实施例的整体结构主视示意图;
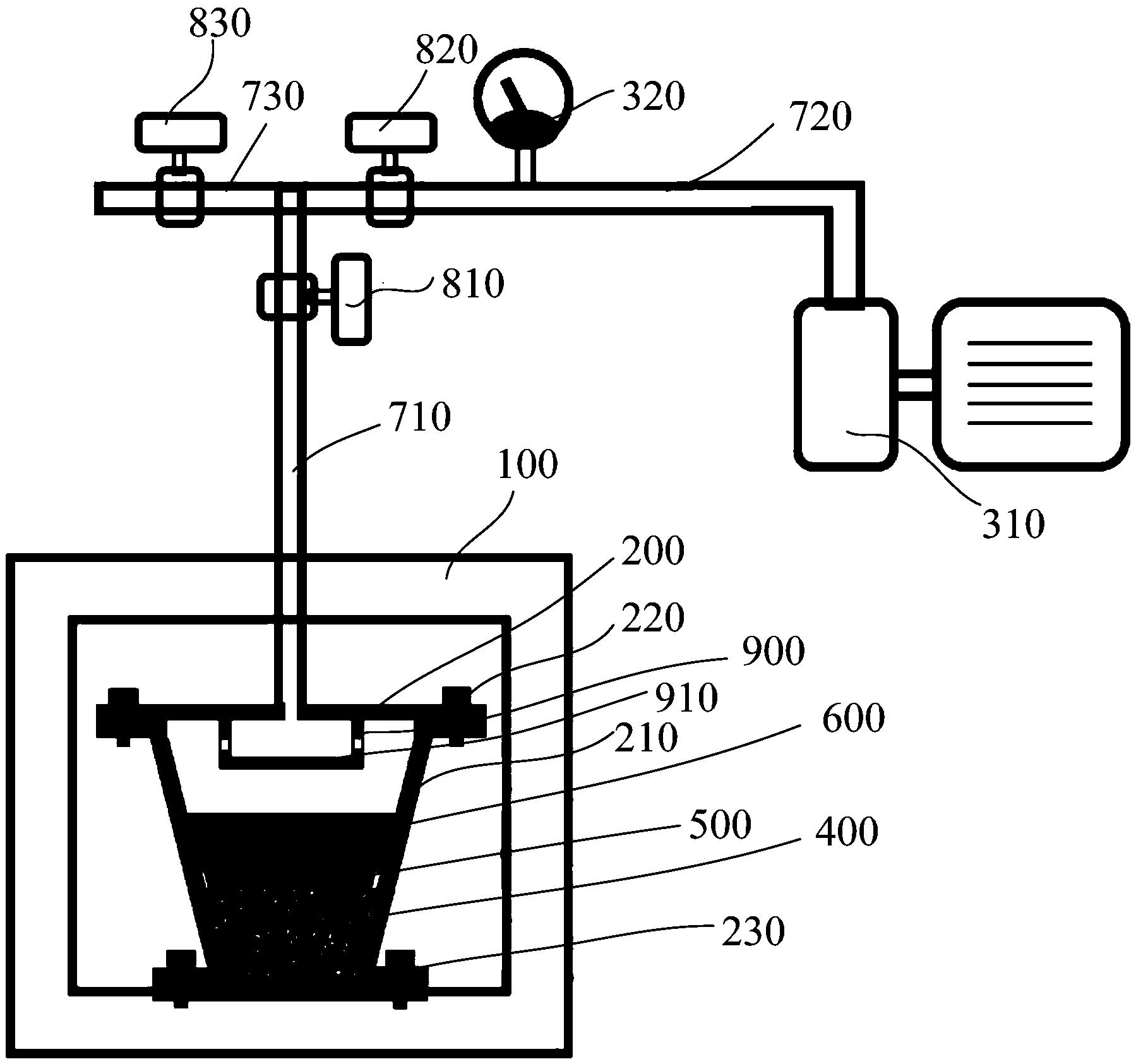
图2是本发明制备泡沫金属管的生产设备一种实施例的整体结构俯视示意图;
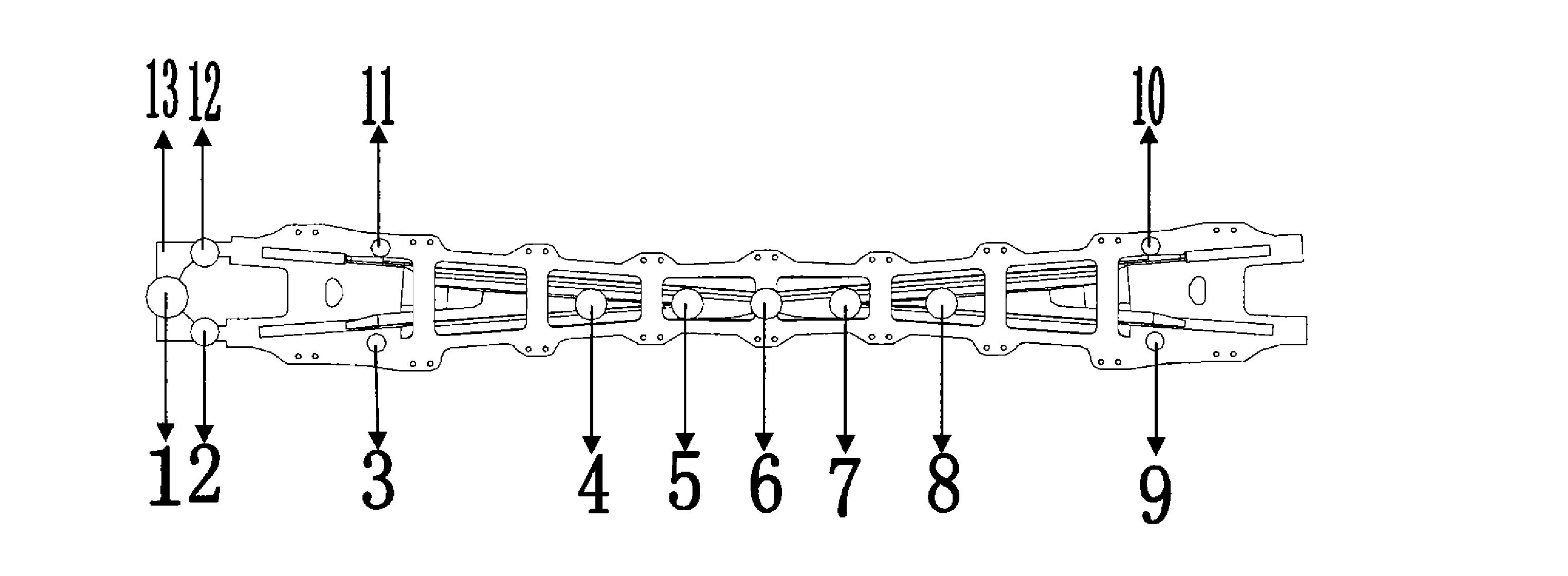
图3是本发明制备泡沫金属管的模具一种实施例的主视结构示意图;(图中1、模具;2、重量感应器;3、搅拌炉翻转倾倒装置;4、熔炼炉;5、熔炼炉翻转倾倒装置;6、搅拌桨;7、搅拌桨支架;8、搅拌桨发动机;9、冷却物流速控制台;10、冷却物连接管;11、模具升降发动机;12、粘度计;13、模具夹;14、搅拌炉;15、发泡炉;16、模具升降支架;17、加工平台;18、搅拌桨控制台;19、模具升降控制台;1-1、上盖板;1-2、下盖板;1-3、外管;1-4、内管;1-5、盖板固定环;1-6、保护气通入孔)
具体实施方式
下面结合实施例及其附图对本发明进一步说明。
本发明提供了一种制备泡沫金属管的模具(参见图3,简称模具),包括上盖板1-1、下盖板1-2、外管1-3、内管1-4和盖板固定环1-5;所述外管1-3和内管1-4的上部安装于上盖板1-1的卡槽中,下部安装于下盖板1-2的卡槽中,此连接方式连接稳固,便于拆卸;所述外管1-3位于内管1-4外侧,外管1-3横截面圆与内管1-4横截面圆是同心圆,外管1-3横截面圆的半径与内管1-4横截面圆的半径差的范围是20-100mm;所述外管1-3通过盖板固定环1-5分别与上盖板1-1和下盖板1-2连接,起到进一步加固的作用;所述上盖板1-1和下盖板1-2中间均具有通孔,用于冷却物连接管10穿过;所述上盖板1-1还具有保护气通入孔1-6,能够通入保护气体,制备泡沫镁等易燃泡沫金属;所述上盖板1-1、下盖板1-2、外管1-3、内管1-4和盖板固定环1-5均采用高温结构材料Ni3Al制成;
本发明同时提供了一种制备泡沫金属管的生产设备(参见图1-2,简称设备),包括模具1、重量感应器2、搅拌炉翻转倾倒装置3、熔炼炉4、熔炼炉翻转倾倒装置5、搅拌桨6、搅拌桨支架7、搅拌桨发动机8、冷却物流速控制台9、冷却物连接管10、模具升降发动机11、粘度计12、模具夹13、搅拌炉14、发泡炉15、模具升降支架16、加工平台17、搅拌桨控制台18和模具升降控制台19;
所述加工平台17是三层台阶型平台,台阶的尺寸具体要求根据熔炼炉4、搅拌炉14和发泡炉15的直径和高度确定,其中上层安装有熔炼炉翻转倾倒装置5,中层安装有搅拌炉翻转倾倒装置3、搅拌桨支架7、冷却物流速控制台9和搅拌桨控制台18,下层安装有发泡炉15、模具升降支架16和模具升降控制台19,工作人员主要在加工平台17上进行操作;所述熔炼炉4安装在熔炼炉翻转倾倒装置5上,熔炼炉翻转倾倒装置5可使熔融金属液由熔炼炉4转移到搅拌炉14中;所述搅拌炉14安装在搅拌炉翻转倾倒装置3上,搅拌炉翻转倾倒装置3可使待发泡的金属液由搅拌炉14转移到发泡炉15中;所述搅拌炉14底部安装有重量感应器2,能够控制倒入搅拌炉14的金属液的质量,从而计算加入增粘剂和发泡剂的质量;所述搅拌炉14上安装有能够垂直升降的搅拌系统,搅拌系统由搅拌桨6、搅拌桨支架7、搅拌桨发动机8和搅拌桨控制台18组成;所述搅拌桨支架7固定于加工平台17的中层,所述搅拌桨发动机8和搅拌桨6安装在搅拌桨支架7上;搅拌桨控制台18与搅拌桨发动机8连接,能够控制搅拌桨发动机8,搅拌桨发动机8与搅拌桨6连接,搅拌桨发动机8控制搅拌桨6的升降,搅拌桨6伸入到搅拌炉14内部,完成搅拌过程;所述粘度计12位于搅拌炉14内,用于测试金属液粘度;粘度计12与冷却物流速控制台9连接,冷却物流速控制台9显示粘度计12测得的金属液的粘度;所述冷却物连接管10安装在模具1的上盖板1-1和下盖板1-2的通孔中,冷却物连接管10上安装有冷却物流速调节阀,冷却物流速控制台9控制冷却物流速调节阀的通断;冷却物连接管10外接循环冷却物,用于调节模具1中金属液的温度;所述发泡炉15上安装有能够垂直升降的模具升降系统,模具升降系统由模具升降发动机11、模具夹13、模具升降支架16和模具升降控制台19组成;所述模具1通过模具升降系统安装于发泡炉15内;所述模具升降支架16固定于加工平台17的下层,所述模具升降发动机11和模具夹13安装在模具升降支架16上;模具升降控制台19与模具升降发动机11连接,能够控制模具升降发动机11,模具升降发动机11控制模具夹13的升降,进而控制模具1在发泡炉15中的位置,完成发泡成型过程。
根据金属液粘度设置模具1中通入冷却物的流速和温度,能够实现调整泡沫金属管内壁壁厚的目的。
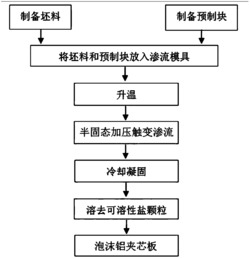
本发明生产设备的工作原理和工作流程是:首先将熔炼炉4、搅拌炉14和发泡炉15升温至生产所需温度,利用模具升降系统将模具1放入发泡炉15中预热,用熔炼炉4将金属熔化成金属液,利用熔炼炉4两侧的熔炼炉翻转倾倒装置5将熔化的金属液倒入搅拌炉14中,通过重量感应器2控制倒入搅拌炉14中金属液质量,此时利用搅拌桨控制台18控制搅拌桨发动机8,将搅拌桨6浸入金属液中,启动搅拌桨6同时加入增粘剂搅拌。搅拌完成后,使用粘度计12测量金属液粘度,由冷却物流速控制台9读取金属液的粘度。根据金属液的黏度调节循环冷却物的速度,控制泡沫管内壁的厚度(当金属液的粘度一定时,冷却物的循环速度(v)与泡沫管内壁的厚度(h)成正比,即h=kv,其中k为与金属液粘度相关的固定数值,不同粘度范围对应的k值不同),将金属液粘度和泡沫管的内壁厚数值输入到冷却物流速控制台9,同时打开冷却物流速调节阀的开关,在金属液倒入模具1前通入冷却物随后加入发泡剂搅拌,搅拌结束后,迅速提起搅拌桨6,将金属液由搅拌炉14快速倒入发泡炉15的模具1中,保温一段时间,然后利用模具升降发动机11和模具夹13共同作用将模具1取出,空冷,拆卸模具,即可得到泡沫铝管。
实施例1
利用模具升降系统将模具1放入发泡炉中,发泡炉的温度控制在670-700℃,保温0.5-1小时;用熔炼炉4将铝锭在670-700℃熔化成金属液,利用熔炼炉4两侧的熔炼炉翻转倾倒装置5将熔化的金属液倒入搅拌炉14中,通过重量感应器2控制倒入搅拌炉14中金属液质量,此时利用搅拌桨控制台18控制搅拌桨发动机8,将搅拌桨6浸入金属液中,启动搅拌桨6同时加入质量为铝锭质量1-1.5%的钙作为增粘剂,充分搅拌,搅拌转速400-700转/分钟,搅拌时间4-10分钟,搅拌完成后,使用粘度计12测量金属液粘度,由冷却物流速控制台9读取金属液的粘度。根据金属液的黏度调节循环冷却物的速度,控制泡沫管内壁的厚度,将金属液粘度和泡沫管的内壁厚数值输入到冷却物流速控制台9,同时打开冷却物流速调节阀的开关,在金属液倒入模具1前通入冷却物,随后将搅拌炉14中搅拌桨6的转速提高到1000-1200转/分钟,同时加入质量为铝锭质量1-2%的氢化钛作为发泡剂,搅拌时间为20-40秒;搅拌结束后,迅速提起搅拌桨6,将金属液由搅拌炉14快速倒入发泡炉15的模具1中,保温1-2分钟,发泡;然后利用模具升降发动机11和模具夹13共同作用将模具1取出,空冷,拆卸模具,即可得到泡沫铝管。
实施例2
利用模具升降系统将模具1放入发泡炉中,发泡炉的温度控制在670-700℃,保温0.5-1小时;通过保护气通入孔1-6通入保护气体,用熔炼炉4将镁锭在660-780℃熔化成金属液,利用熔炼炉4两侧的熔炼炉翻转倾倒装置5将熔化的金属液倒入搅拌炉14中,通过重量感应器2控制倒入搅拌炉14中金属液质量,此时利用搅拌桨控制台18控制搅拌桨发动机8,将搅拌桨6浸入金属液中,启动搅拌桨6同时加入质量为镁锭质量1-1.5%的钙作为增粘剂,充分搅拌,搅拌转速400-700转/分钟,搅拌时间4-10分钟,搅拌完成后,使用粘度计12测量金属液粘度,由冷却物流速控制台9读取金属液的粘度。根据金属液的黏度调节循环冷却物的速度,控制泡沫管内壁的厚度,将金属液粘度和泡沫管的内壁厚数值输入到冷却物流速控制台9,同时打开冷却物流速调节阀的开关,在金属液倒入模具1前通入冷却物,随后将搅拌炉14中搅拌桨6的转速提高到1000-1200转/分钟,同时加入质量为镁锭质量1-2%的碳酸钙作为发泡剂,搅拌时间为20-40秒;搅拌结束后,迅速提起搅拌桨6,将金属液由搅拌炉14快速倒入发泡炉15的模具1中,通过保护气通入孔1-6通入保护气体,保温1-2分钟,发泡;然后利用模具升降发动机11和模具夹13共同作用将模具1取出,空冷,拆卸模具,即可得到泡沫铝管。
本发明未述及之处适用于现有技术。
一种制备泡沫金属管的模具及生产设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0