

IPC分类号 : B23G1/02I,B23G5/00I,B23B27/00I,B23Q17/10I






专利摘要
一种在特定主轴转速下数控车修不同导程内螺纹的方法,包括:在预设的主轴转速下,以刀具起点S在参照工件上车制导程P0的参照螺旋线;将刀尖定位于参照螺旋线中部;转动主轴到一角度位使刀尖指向参照螺旋线;卸下参照工件并安装导程P的待修内螺纹工件,转动主轴至该角度位;提供对刀尺,将对刀尺游标的定位触头与待修内螺纹的齿槽嵌合;将刀尖指向游标的对刀槽中心,移除对刀尺;计算车修所需刀具起点E’与车修程序设定的刀具起点E的轴向偏移距离或周向偏差,消除该偏差;运行调整后的车修程序。该方法能够解决在特定主轴转速下数控车修不同导程内螺纹时的对刀问题,并方便内螺纹维修对刀。
权利要求
1.一种在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于,包括以下步骤:
S1,在预设的主轴转速下,以刀具起点S[X
S2,将车刀的刀尖定位于点A[X
S3,转动主轴到一角度位,该角度位使刀尖指向参照螺旋线,标记或识记该角度位;
S4,从数控车床的卡盘上卸下参照工件;
S5,在卡盘上安装待修内螺纹的工件,并转动主轴至所述角度位,待修内螺纹车修程序设定的刀具起点为E[X
S6,提供一对刀尺,包括游标,所述游标上设置有定位触头,所述游标上还开设有对刀槽,使对刀槽位于待修内螺纹的工件外,定位触头位于待修内螺纹的工件内,并使游标的定位触头与待修内螺纹的其中一齿槽嵌合,所述对刀槽与所述定位触头在所述待修内螺纹的轴向上具有固定的间距L
S7,移动车刀,将车刀的刀尖定位于点B[X
S8,计算车修所需刀具起点E’与所述车修程序设定的刀具起点E在轴向上的实际间距L=Z
S9,在数控车床的工作空间将车修程序设定的刀具起点E移动至车修所需刀具起点E',以消除轴向偏移距离L',或调整车修程序设定的刀具起点E的角位移,以消除周向偏差r
S10,运行调整后的车修程序,以车修所需刀具起点E',导程P及所述预设的主轴转速对待修内螺纹进行车修。
2.如权利要求1所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于:所述对刀尺还包括尺身及定尺,所述定尺与所述尺身垂直连接,所述游标与所述尺身滑动连接;所述使游标的定位触头与待修内螺纹的其中一齿槽嵌合的步骤包括:使尺身与数控车床的主轴轴线垂直,移动游标,使游标的定位触头与待修内螺纹的其中一齿槽嵌合,并利用定位触头及定尺分别夹紧内螺纹的内外表面。
3.如权利要求2所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于:所述游标包括套筒及与所述套筒连接的固定板,所述尺身穿设所述套筒及所述固定板,所述定位触头及所述对刀槽均设置于所述固定板上,且分别位于所述尺身的相对两侧。
4.如权利要求3所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于:所述定位触头凸设于所述固定板面向所述定尺的一侧,所述对刀槽凹设于所述固定板背向所述定尺的一侧。
5.如权利要求4所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于:所述定位触头在经过所述尺身与所述定尺所在的平面上形成一夹角为60度的V形截面,所述定位触头V形截面靠近所述定尺的一端为圆弧端;所述对刀槽在经过所述尺身与所述定尺所在的平面上形成一夹角为60度的V形截面,所述对刀槽V形截面的对称轴与所述定位触头V形截面的对称轴相互平行且均垂直于所述定尺。
6.如权利要求2所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于:所述对刀尺还包括将所述游标锁紧在所述尺身上的锁紧件。
7.如权利要求2所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于:所述定尺面向所述定位触头的一侧还凹设有定位槽,所述定位槽的一端贯通所述定尺远离所述尺身的端部;所述定位槽的横截面呈倒立的等边梯形状,所述定位触头的中心指向所述定位槽的中心轴线。
8.如权利要求1所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于,步骤S9中,对于不具备宏程序功能的数控车床,通过平移坐标系或附加刀补的方法以消除轴向偏移距离L';对于具备宏程序功能的数控车床,通过采用平移坐标系、附加刀补、在车修程序中调整车修程序设定的刀具起点的位置或角偏移、设置并调用局部坐标系G54~G59中的任一方法消除轴向偏移距离L'或周向偏差r
9.如权利要求1所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于,若待修内螺纹的工件数量为两件以上,只需重复执行步骤S5~S10,直至对所有工件完成内螺纹的车修。
10.如权利要求1所述的在特定主轴转速下数控车修不同导程内螺纹的方法,其特征在于,步骤S3中,在转动主轴到所述角度位后,在机床主轴箱与卡盘上做标记,以标记该角度位,或识记机床主轴箱与卡盘的相对位置特征。
说明书
技术领域
本发明涉及螺纹维修技术领域,具体涉及一种在特定主轴转速下数控车修不同导程内螺纹的方法。
背景技术
每年石油钻井技术服务企业有大量螺纹被加工和维修,石油管螺纹维修服务本身对钻探行业控制装备成本是十分必要的,通过维修可以延长石油管具的服役寿命,节省装备投入。石油管螺纹维修的技术要点在于沿着螺纹原有螺旋线车制,而非全部去除重新加工。
一直以来,业内普遍使用专用的管子车床加工螺纹,其优点是结构简单,适用性强,其缺点也是明显的,操作人员劳动强度高,劳动环境状况差,存在着意外伤害、伤残等职业风险。采用数控车床对螺纹进行车修能够降低劳动强度,然而,螺纹的数控车削加工、维修过程中始终存在着对刀问题,突出表现为:每头待修螺纹在数控车床上的安装都是随机的,即当前安装的螺纹相较前次安装在位置和角度上差异较大,之前程序中设定的大部分加工位置数据对现在的加工毫无意义,而全部更新这些数据会大大降低操作者的劳动效率,增加程序的出错几率,增加工件螺纹和维修装备受损风险。同时,在石油管螺纹维修过程中,每批车修的石油管通常具有不同的牙型、导程,则无疑增加了对刀的难度,导致螺纹车修效率降低。
现有技术中,通常采用以下方法在车修螺纹时对数控车床进行对刀:
1、手工调整类技术:通常,在没有更简便技术方案的时候,操作者可以采用动态修正法来对刀,如文献(高兴兰.如何在数控车床上修复螺纹[J].现代教育科学:中学教师,2011(7):38-38);文献(向建平.解决数控车床精车蜗杆对刀难的方法[J].机械工人:冷加工,2004(7):24-25)和文献(李恒征,张斌辉.数控车床螺纹修复问题[J].宿州学院学报,2015,30(08):97-98+124),该方法可称为始点标记法,即找到并标记已知螺纹始点位置。这些方法均不能一次性准确找到车修起点,效率较低,仅适用于个别车修。
2、系统特殊功能拓展类技术:国内可查阅到最早资料是文献(王可,唐宗军,赵文珍.管螺纹数控加工中的几个技术问题[J].石油机械,1998,26(11):42-43),其总体思路是在数控车床设备上增加测量和反馈功能,直至彻底改变机床布局,该方法经济性欠佳。
3、螺纹轮廓扫描检测类技术:相关科技人员最早想到解决问题的方法就是通过为数控设备额外引入一整套工件轮廓扫描系统,获取工件轮廓表面信息,实现自动对刀,如文献(张耀辉,王启民,王秀梅,王士立,李继斌.石油钻杆接头螺纹的数控修复加工方法[J].中国机械工程,1999(6):41-43+4-5)、文献(张耀辉,王秀梅,王启民,王士立.石油钻杆接头螺纹的数控修复加工系统[J].装甲兵工程学院学报,2001,15(1):37-41)、文献(王筱,王庆明.基于CCD摄像机的数控车床螺纹修复方法[J].机床与液压,2011,39(8):22-25)及文献(蔡善乐,廖忠浩,蒋钧钧.基于线阵CCD的数控车床螺纹加工自动对刀[J].机械制造,2008,46(4):53-54)。
这种思路没有被相关企业广泛采用,原因如下:由于石油管螺纹车修中大负荷切削、工况恶劣、工件形式多样、螺纹型式多变的特点,决定了该工艺过程所采用的加工设备需具备结构简单、便捷操作、稳定可靠、易维护的使用要求,而该办法因其需增加设备而使设备结构复杂化,购置、使用、维护成本高昂,因位置暴露增加设备损坏、出现故障的几率,降低数控车床稳定性、可靠性和操作的便捷性,因此,这种方法对于有大量螺纹车修需求的石油企业来说是难以接受的。
4、特殊系统功能类技术:文献(张德武,宫俊艳,张辉,赵海院.西门子828D在数控管螺纹车床中修复螺纹的应用[J].金属加工:冷加工,2015(2):71-72)、文献(唐宗军,谷艳玲.数控车床上已有螺纹的继续切削[J].制造技术与机床,2003(12):96-97)、文献(马彬,余力.FAGOR系统蜾纹修复功能在管螺纹专机上的应用[J].数控机床市场,2007(12):108-110)分别介绍了西门子828D、FAGOR和NUM系统提供的螺纹修复功能的应用,其可以完成相关的位置计算和坐标系设定的工作,免去了部分人工劳动,但其没有对待修螺纹位置的检测能力,而对车修螺纹来说,待修螺纹每次安装的特征部位都是不同的,因此,该技术通常需要另外在数控车床上安装位置检测装置,导致设备成本增加;同时,这类系统限于自身功能和应用范围的局限,只能在具备相应系统的数控车床上应用,在具备其他系统的数控车床上不适用,不具有普遍适用性。
5、标识零位信号类技术:文献(蔡善乐,马志宏.数控车床手工螺纹对刀[J].机床与液压,2004(9):177-178)、文献(孟生才.数控车床上修复螺纹时的对刀问题[J].机电工程技术,2008,37(4):100-102+112)、文献(范芳洪,石金艳.数控车床主轴自动定位修复螺纹方法的探讨与应用[J].制造技术与机床,2015(4):173-176)及文献(万法伟,赵军友,曹清园,王富涛,曹建明,韩学义.石油钻杆螺纹修复技术研究[J].机床与液压,2017,45(2):15-19)的思路是将主轴的零位信号标识出来,该方法存在无法克服的缺点,即对应零位信号的螺纹上的测量点和切削始点的距离并非导程整数倍,因此,导致计算出来的起始点不准确,还需要修正,这是由数控机床的螺纹进给运行原理先天性决定的。
6、制做专用工量具类:文献(李培梅,李雪岗,宋顺平,高锋伟,王举堂.管具螺纹的数控加工及修理技术应用[J].石油矿场机械,2007(06):74-75)自行设计了有计量仪器的光栅数显对螺纹装置,称能够测量出待修螺纹牙型的位置偏差值并显示,未介绍工作原理。此外,该方法设备成本较高。
此外,公开号为CN102350548A的中国发明专利申请公开了一种数控车床维修螺纹的对刀方法,该方法要求在主轴前方设置一与主轴垂直的“平面板”或采用主轴前方某与主轴垂直的平面,之后需测量螺纹上一点到该平面距离L1,还要测量待修螺纹上对应点与该平面距离L2,并计算L1和L2之间的差值。但在实际操作中,该方法还存在以下缺点:1、距离L1无法从机床上直接得到,如采用人工测量,则难以保证L1的测量精度,如采用仪器测量,则会导致设备结构复杂;2、该方法还需要检测、计算“转角差”,但是现有技术中大多数的数控车床系统没有主轴相位角显示功能,因此,限制了该方法的适用范围;而检测“转角差”,需使用检测仪器,或改装、改造机床,则使每头螺纹的车修操作复杂化,增加成本投入,降低工效;此外,“转角差”的引入,使位置计算复杂化、操作繁琐、效率低、适用范围小。
公开号为CN104148752A的中国发明专利申请公开了一种数控螺纹磨对刀与磨削中偏差量的自动提取与消除方法,该方法自动计算Z轴和A轴的同步跟随误差作为偏差量,其相当于数控车床车修螺纹最普遍采用的试车法,依靠操作者目测刀具与现有螺纹牙的间距,随后反复多次调整消除间距,其过程较为复杂;且现有技术的大部分数控车床系统不具备对数据的连续的多点多维度采集、记录、存储、计算功能,因此,限制了该方法的适用范围。此外,该方法适用于车修导程相同的螺纹,而没有给出如何批量修复不同导程螺纹的方法。
公开号为CN109799783A的中国发明专利申请公开了一种数控机床维修螺纹管体的方法、控制装置及数控机床,该方法通过获取这根螺纹管的螺纹轨迹数据,和数控机床程序数据做出对比,计算出程序螺纹线和待修螺纹线的数据差异,该方法属于上述的“螺纹轮廓扫描检测类技术”,需增加其他系统来获取方法中提及的信息及模拟车削该螺纹,导致设备复杂化;同时,该方法需要获取数控机床主轴编码器、机床的角度量,使得整个对刀过程较为复杂。此外,该方法适用于车修导程相同的螺纹,而没有给出如何批量修复不同导程螺纹的方法。
同时,对于内螺纹的维修,由于内螺纹位于工件内,在对刀时难以判断车刀与内螺纹的相对位置,因此在对刀时无法准确标记内螺纹齿槽的轴向坐标,导致对刀困难。
发明内容
本发明旨在至少解决上述技术问题之一,提供一种在特定主轴转速下数控车修不同导程内螺纹的方法,其能够解决在特定主轴转速下数控车修不同导程内螺纹时的对刀问题,并能够准确标记内螺纹齿槽轴向坐标,方便内螺纹维修的对刀作业。
为达到上述目的,本发明所采用的技术方案是:
一种在特定主轴转速下数控车修不同导程内螺纹的方法,包括以下步骤:
S1,在预设的主轴转速下,以刀具起点S[XS,ZS]在一参照工件的外表面上车制导程为P0的参照螺旋线;
S2,将车刀的刀尖定位于点A[XA,ZA],其中,XA为点A的径向坐标,ZA为点A的轴向坐标,ZA使刀尖位于参照螺旋线中部的任意位置;
S3,转动主轴到一角度位,该角度位使刀尖指向参照螺旋线,标记或识记该角度位;
S4,从数控车床的卡盘上卸下参照工件;
S5,在卡盘上安装待修内螺纹的工件,并转动主轴至所述角度位,待修内螺纹车修程序设定的刀具起点为E[XE,ZE],其中,XE为点E的径向坐标,ZE为点E的轴向坐标,所述待修内螺纹的导程为P;
S6,提供一对刀尺,包括游标,所述游标上设置有定位触头,所述游标上还开设有对刀槽,使得对刀槽位于待修内螺纹的工件外,定位触头位于待修内螺纹的工件内,并使游标的定位触头与待修内螺纹的其中一齿槽嵌合,所述对刀槽与所述定位触头在与所述定尺平行的方向上具有固定的间距L0;
S7,移动车刀,将车刀的刀尖定位于点B[XB,ZB]并指向对刀槽的中心,其中,XB为点B的径向坐标,ZB为点B的轴向坐标,移除对刀尺;
S8,计算车修所需刀具起点E’与所述车修程序设定的刀具起点E在轴向上的实际间距L=ZB-ZE-L0-P*[ZA-ZS]/P0,并将该实际间距L折算为相对待修内螺纹在一个螺距范围内的轴向偏移距离L',L'=L-FIX(L/P)*P,其中,函数FIX(L/P)表示取L/P值的整数部分,或计算车修所需刀具起点E’与所述车修程序设定的刀具起点E的周向偏差r0C,r0C=360*L'/P;
S9,在数控车床的工作空间将车修程序设定的刀具起点E移动至车修所需刀具起点E',以消除轴向偏移距离L',或调整车修程序设定的刀具起点E的角位移,以消除周向偏差r0C;
S10,运行调整后的车修程序,以车修的刀具起点E',导程P及所述预设的主轴转速对待修内螺纹进行车修。
进一步地,所述对刀尺还包括尺身及定尺,所述定尺与所述尺身垂直连接,所述游标与所述尺身滑动连接;所述使游标的定位触头与待修内螺纹的其中一齿槽嵌合的步骤包括:使尺身与数控车床的主轴轴线垂直,移动游标,使游标的定位触头与待修内螺纹的其中一齿槽嵌合,并利用定位触头及定尺分别夹紧内螺纹的内外表面。
进一步地,所述游标包括套筒及与所述套筒连接的固定板,所述尺身穿设所述套筒及所述固定板,所述定位触头及所述对刀槽均设置于所述固定板上,且分别位于所述尺身的相对两侧。
进一步地,所述定位触头凸设于所述固定板面向所述定尺的一侧,所述对刀槽凹设于所述固定板背向所述定尺的一侧。
进一步地,所述定位触头在经过所述尺身与所述定尺所在的平面上形成一夹角为60度的V形截面,所述定位触头V形截面靠近所述定尺的一端为圆弧端;所述对刀槽在经过所述尺身与所述定尺所在的平面上形成一夹角为60度的V形截面,所述对刀槽V形截面的对称轴与所述定位触头V形截面的对称轴相互平行且均垂直于所述定尺。
进一步地,所述对刀尺还包括将所述游标锁紧在所述尺身上的锁紧件。
进一步地,所述定尺面向所述定位触头的一侧还凹设有定位槽,所述定位槽的一端贯通所述定尺远离所述尺身的端部;所述定位槽的横截面呈倒立的等边梯形状,所述定位触头的中心指向所述定位槽的中心轴线。
进一步地,步骤S9中,对于不具备宏程序功能的数控车床,通过平移坐标系或附加刀补的方法以消除轴向偏移距离L';对于具备宏程序功能的数控车床,通过采用平移坐标系、附加刀补、在车修程序中调整车修程序设定的刀具起点的位置或角偏移、设置并调用局部坐标系G54~G59中的任一方法消除轴向偏移距离L'或周向偏差r0C。
进一步地,若待修内螺纹的工件数量为两件以上,只需重复执行步骤S5~S10,直至对所有工件完成内螺纹的车修。
进一步地,步骤S3中,在转动主轴到所述角度位后,在机床主轴箱与卡盘上做标记,以标记该角度位,或识记机床主轴箱与卡盘的相对位置特征。
由于采用上述技术方案,本发明具有以下有益效果:
1、采用上述方法后能够实现任意切换不同导程内螺纹的车修,且不同导程内螺纹的车修共用同一参照螺纹特征,不需要寻找或标记主轴编码器零位,能够一次性精准对刀,对内螺纹的维修更便捷;上述方法采用的对刀尺使用时,将游标的定位触头与内螺纹的齿槽嵌合,移动车刀的刀尖对准对刀槽,可从数控车床读取车刀的轴向坐标值。由于对刀槽位于工件外,因此便于操作者观察车刀的位置;又由于对刀槽与定位触头在内螺纹轴向上具有固定的间距L0,因此,根据从数控车床读取车刀的轴向坐标与所述间距L0能够计算得到与定位触头嵌合的齿槽的轴向坐标值,使内螺纹齿槽外在呈现,实现准确对刀,方便内螺纹维修的对刀作业。
2、上述在特定主轴转速下数控车修不同导程内螺纹的方法,通过将实际轴向偏移距离L折算成相对待修内螺纹在一个螺距范围内的轴向偏移距离L',能够以最小最节省的偏移距离调整点E到E’的位置,进一步提高了螺纹车修的效率。
3、上述在特定主轴转速下数控车修不同导程内螺纹的方法,不借助任何外在检测仪器,无需对数控机床做任何改造、改装,成本更低廉,对具备螺纹加工功能的数控车床普遍适用,且适用于各种数控系统,直螺纹、锥螺纹均适用,具有普遍适用性。
附图说明
图1为本发明一较佳实施方式中对刀尺的主视结构示意图。
图2为本发明另一实施方式中对刀尺的主视结构示意图。
图3为图2所示对刀尺的左视图。
图4为图2所示对刀尺的仰视结构示意图。
图5为图2所示对刀尺的立体结构示意图。
图6为图5所示对刀尺在另一视角的立体结构示意图。
图7为本发明较佳实施方式中在特定主轴转速下数控车修不同导程内螺纹的方法流程图。
图8为本发明实施方式中在特定主轴转速下数控车修不同导程内螺纹的方法原理图,其视角为自上而下观察数控车床主轴所在的水平面。
图9为图8部分结构的放大图。
图10为本发明实施方式中车刀刀尖部分的结构示意图。
图11为本发明实施方式中对刀尺设计适用的最大型内螺纹的结构示意图。
图12为本发明实施方式中对刀尺的定位触头与图11所示内螺纹嵌合时的结构示意图。
图13为本发明实施方式中对刀尺的定位触头与该对刀尺设计适用的最小型内螺纹嵌合时的结构示意图。
附图中,100-对刀尺、2-尺身、4-定尺、42-定位槽、6-游标、62-套筒、64-固定板、65-安装孔、7-定位触头、8-对刀槽、9-锁紧件、10-旋钮、200-待修内螺纹的工件、300-机床主轴箱;400-卡盘;500-参照工件;600-车刀。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请同时参见图7至图10,本发明一较佳实施方式提供一种在特定主轴转速下数控车修不同导程内螺纹的方法,包括以下步骤:
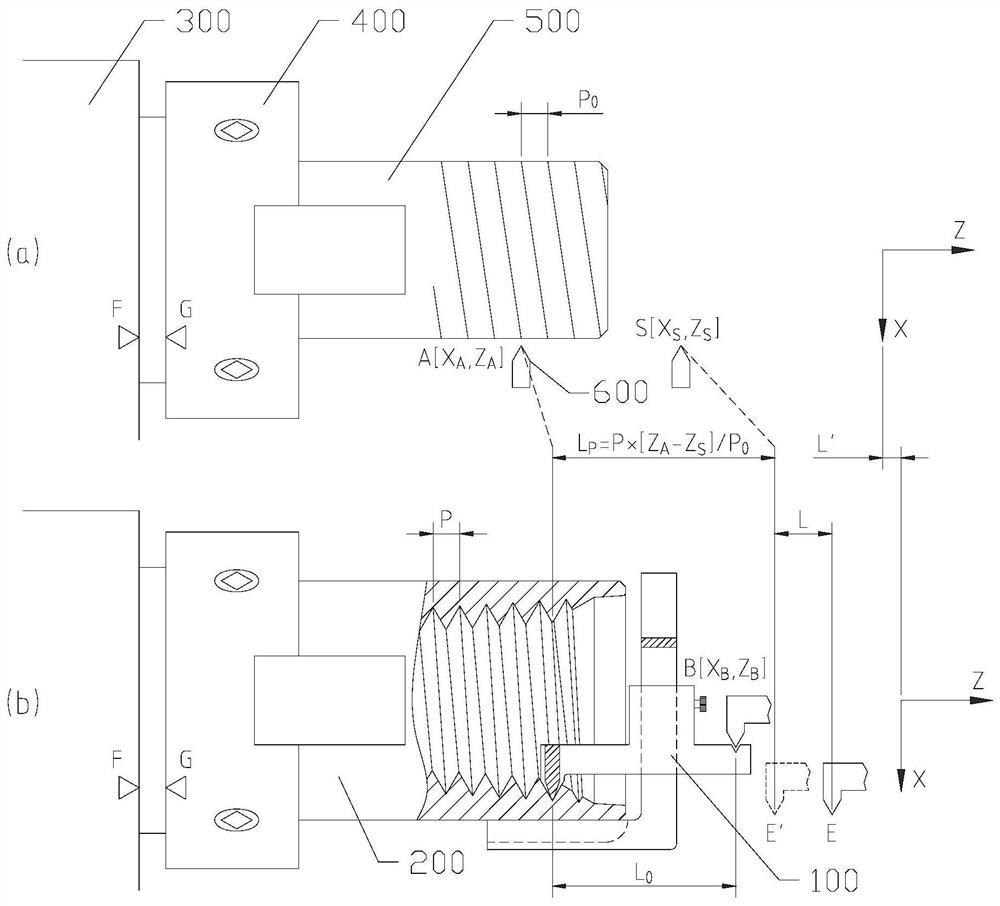
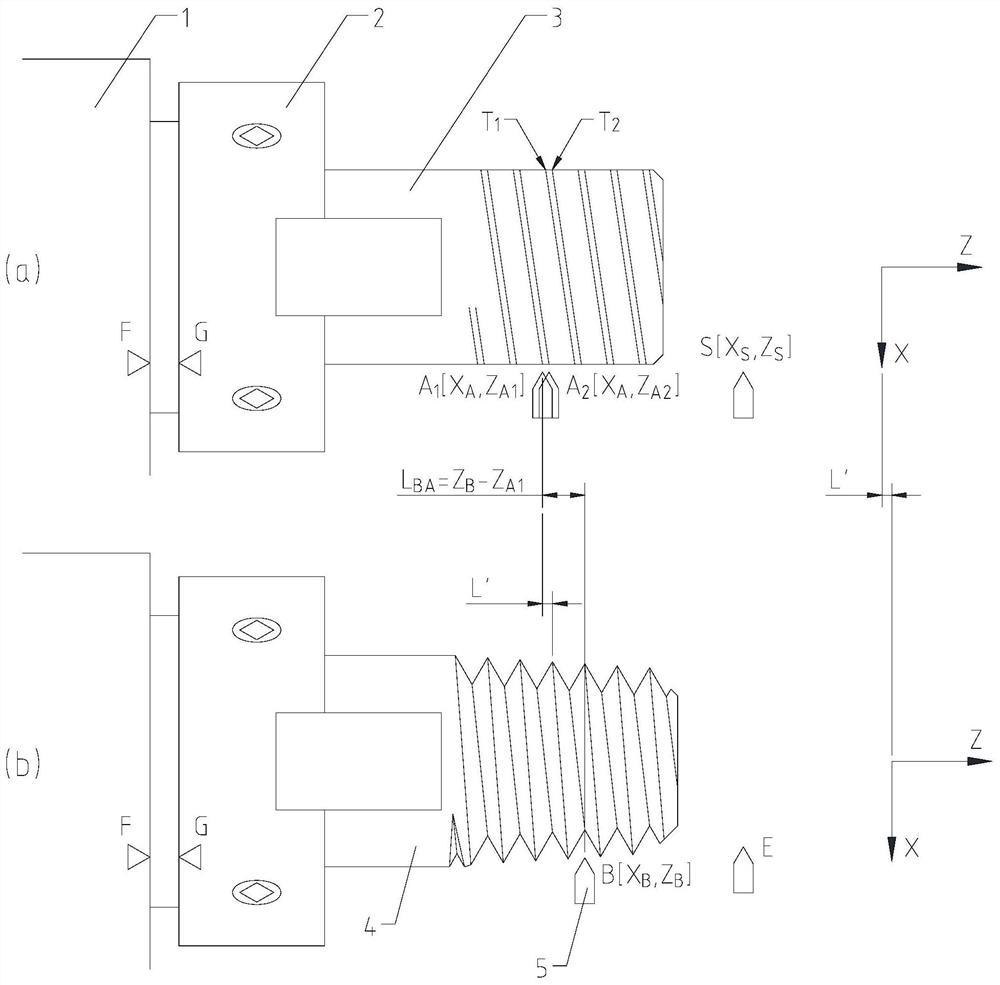
S1,在预设的主轴转速下,以刀具起点S[XS,ZS]在一参照工件500的外表面上车制导程为P0的参照螺旋线,如图8中的(a)所示。该刀具起点S[XS,ZS]的坐标值由车削程序设定,其中,XS为点S的径向坐标,ZS为点S的轴向坐标。
在步骤S1中,优选以参照工件500远离卡盘400的一端中心为坐标系零点,以更便于后续坐标的计算。优选地,参照螺旋线为外螺纹,以便于车刀600的定位;所述参照工件500为满足车制一段目视长度不少于2倍导程P0螺旋线的工件,以便于后续的操作;所述螺旋线指车刀600刀尖中心点在工件表面留下的轨迹。
S2,将车刀600的刀尖定位于点A[XA,ZA],其中,XA为点A的径向坐标,ZA为点A的轴向坐标,ZA使刀尖位于参照螺旋线中部的任意位置。
点A[XA,ZA]的坐标值能够从数控车床直接获取。优选地,所述点A的径向坐标XA使刀尖径向位置大于参照螺旋线在A点处的大径,以防止车刀600与参照工件500发生碰撞而导致车刀600或参照工件500损伤。
S3,转动主轴到一角度位,该角度位使刀尖指向参照螺旋线,标记或识记该角度位。
在步骤S3中,可通过手动转动主轴到所述角度位;当主轴转动到所述角度位后,可通过记号笔等在机床主轴箱300与卡盘400上做标记,以标记该角度位。具体地,可在机床主轴箱300上标记记号F,并在卡盘400上标记记号G,记号F与记号G位于同一水平线上,如图7中的(a);或识记机床主轴箱300与卡盘400的相对位置特征。
S4,从数控车床的卡盘400上卸下参照工件500。
S5,在卡盘400上安装待修内螺纹的工件200,如图8中的(b)所示,并转动主轴至所述角度位,待修内螺纹车修程序设定的刀具起点为E[XE,ZE],其中,XE为点E的径向坐标,ZE为点E的轴向坐标,所述待修内螺纹的导程为P。
在步骤S5中,在安装待修内螺纹的工件200时,主轴会发生转动使得其角度位发生变化,因此,在安装好待修内螺纹的工件200后,需要转动主轴,使得机床主轴箱300上标记的记号F与卡盘400上标记的记号G重新位于同一水平线,以将主轴定位至所述角度位。主轴的转动可通过手动进行。
优选地,在卡盘400上安装待修内螺纹的工件200后,优先对待修内螺纹的工件200进行校正,以使得待修内螺纹的中心轴线与所述数控车床的主轴中心轴线重合,从而进一步提高螺纹维修的精度。
S6,请一并参见图1,提供一对刀尺100,包括游标6,所述游标6上设置有定位触头7,所述游标6上还开设有对刀槽8,使对刀槽8位于待修内螺纹的工件200外,定位触头7位于待修内螺纹的工件200内,并使游标6的定位触头7与待修内螺纹的其中一齿槽嵌合,所述对刀槽8与所述定位触头7在所述待修内螺纹的轴向上具有固定的间距L0。
在步骤S6中,可通过手持固定对刀尺100。请一并参见图2至图6,在另一实施方式中,所述对刀尺100还包括尺身2及定尺4。所述定尺4与所述尺身2垂直连接,所述游标6与所述尺身2滑动连接。所述使游标6的定位触头7与待修内螺纹的其中一齿槽嵌合的步骤具体包括:使尺身2与数控车床的主轴轴线垂直,移动游标6,使游标6的定位触头7与待修内螺纹的其中一齿槽嵌合,并利用定位触头7及定尺4分别夹紧内螺纹的内外表面。通过定位触头7及定尺4的配合能够将该对刀尺100夹持在工件200上,无需手持定位;且通过垂直连接的定尺4与尺身2的配合,能够对对刀尺100进行定位,进一步提高对刀的精度。
在本实施方式中,尺身2大致呈长条形杆状;定尺4大致呈长条形板状,其与尺身2垂直连接,定尺4长度方向与待修内螺纹的轴向平行。在本实施方式中,定尺4与尺身2的一端连接。可以理解,在其他实施方式中,定尺4也可以与尺身2的其他部位连接,定尺4可以采用焊接等方式与尺身2连接在一起。定尺4的一侧还凹设有定位槽42,定位槽42的一端还贯通定尺4远离尺身2的端部,定位槽42的横截面呈倒立的等边梯形状。
游标6具体包括套筒62及与套筒62连接的固定板64,套筒62及固定板64均套设于尺身2上,且固定板64与定尺4平行,具体为:游标6上贯通开设有安装孔65,安装孔65自套筒62延伸至固定板64,套筒62及固定板64通过安装孔65套设于尺身2上。在本实施方式中,尺身2的横截面为方形,安装孔65的横截面为与尺身2横截面相匹配的方形结构,当尺身2穿设于安装孔65时,通过横截面为方形的尺身2与安装孔65的配合,能够在移动游标6时防止游标6相对尺身2转动,以进一步提高定位的精度。在本实施方式中,固定板64连接于套筒62靠近定尺4的一端,且与套筒62一体成型,可以理解,在其他实施方式中,也可以采用螺钉连接等方式将固定板64与套筒62连接在一起。
定位触头7及对刀槽8均设置于固定板64上,且分别位于尺身2的相对两侧。定位触头7凸设于固定板64面向定尺4的一侧,且与定尺4位于尺身2的同一侧。定位触头7在经过尺身2与定尺4所在的平面上形成一夹角α为60度的V形截面,定位触头7V形截面靠近定尺4的顶端为圆弧端。对刀槽8凹设于固定板64背向定尺4的一侧,对刀槽8在经过尺身2与定尺4所在的平面上形成一夹角β为60度的V形截面,对刀槽8V形截面的对称轴与所述定位触头7V形截面的对称轴相互平行且均与定尺4长度方向垂直。在本实施方式中,定位触头7与固定板64一体成型,可以理解,在其他实施方式中,也可以采用粘接等方式将定位触头7与固定板64连接在一起。定位触头7与定位槽42相对,且定位触头7的中心指向定位槽42的中心轴线。
对刀尺100还包括将游标6锁紧在尺身2上的锁紧件9。在本实施方式中,锁紧件9为锁紧螺钉。锁紧螺钉与游标6的套筒62螺纹连接,并位于套筒62背向定位触头7的一侧,以更利于操作。锁紧螺钉的一端能够伸入套筒62内并与尺身2相抵,以将游标6锁紧在尺身2上;锁紧螺钉的另一端位于游标6外,并固定有旋钮10,以便于转动锁紧螺钉。
该对刀尺100使用时,可将尺身2与机床的主轴轴线垂直,并使对刀槽8位于工件200外,转动锁紧螺钉,使得锁紧螺钉的一端与尺身2脱离接触状态,朝定尺4方向移动游标6,使定位触头7与内螺纹的某一齿槽嵌合,再移动尺身2及定尺4,使定尺4与工件200外壁相抵,以利用定尺4及定位触头7夹紧内螺纹的内外表面,从而将该对刀尺100固定在待修内螺纹的工件200上,此时,待修内螺纹工件200的外表面抵靠于定位槽42的槽面上,待修内螺纹工件200的内螺纹与定位触头7相抵。请一并参见图11至图13,在本实施方式中,工件200为石油内螺纹管,图11是本实施方式中对刀尺100设计适用的最大型内螺纹,其内螺纹的牙底圆弧半径R0=0.965mm,图12是定位触头7与图11所示内螺纹的嵌合情况。从图中可知,内螺纹牙底圆弧半径R0决定了对刀尺100的应用上限,只要对刀尺100定位触头7的圆弧半径R1不小于内螺纹的牙底圆弧半径,就能够保证定位触头7与内螺纹齿槽的对称中心重合,优选地,在本实施方式中,定位触头7的圆弧半径R1=1.00mm。图13是本实施方式中对刀尺100能够适用的下限,从图13可知,其决定条件是定位触头7圆弧端的弦长,只要定位触头7圆弧端的弦长不大于内螺纹的牙顶间距,即可保证定位触头7与内螺纹齿槽的对称中心重合,其中,
定位触头7的圆弧端弦长:L=R1*cos[30°]*2=1.732mm;对于国标直螺纹,螺纹牙顶间距=7/8导程,所以对刀尺100的下限是螺距为1.732*8/7=1.979≈2.000的内螺纹管。
在本实施方式中,对刀尺100的正常使用范围就是上述的上下限,设计的这个范围已经囊括了大部分常用的石油管内螺纹(导程范围为11.5~4牙/英寸,即螺距为2.21~6.35mm)。如果需要将该对刀尺100用于其他螺距的内螺纹,则可通过更换游标6实现与不同螺距内螺纹的配合,或者可以将定位触头7设计为与固定板64通过螺钉、插接等方式进行可拆卸连接,需要时可通过更换定位触头7以实现与不同螺距内螺纹的配合。
移动游标6到位后,还可转动锁紧螺钉,使得锁紧螺钉的一端与尺身2抵紧,以防止在对刀过程中游标6意外相对尺身2移动。
S7,移动车刀600,将车刀600的刀尖定位于点B[XB,ZB]并指向对刀槽8的中心,其中,XB为点B的径向坐标,ZB为点B的轴向坐标,XB及ZB能够从数控机床中直接获取;移除对刀尺100。
由于对刀槽8位于工件200外,因此,不影响车刀600的运动,且便于操作者观察车刀600的位置。又由于对刀槽8与定位触头7在与定尺4平行的方向上具有固定的间距L0,因此,根据从数控机床读取车刀600的轴向坐标与所述间距L0能够计算得到与定位触头7嵌合的内螺纹齿槽的轴向坐标值,以方便内螺纹维修的对刀作业。
步骤S7中,移除对刀尺100的步骤为:松开锁紧件9,定尺4远离工件200,调整游标6的位置使对刀槽8与刀尖脱离嵌合,并使定位触头7脱离内螺纹的齿槽,之后可将对刀尺100从待修内螺纹的工件200上移除。
S8,计算车修所需刀具起点E’与所述车修程序设定的刀具起点E在轴向上的实际间距L=ZB-ZE-L0-LP=ZB-ZE-L0-P*[ZA-ZS]/P0,并将该实际间距L折算为相对待修内螺纹在一个螺距范围内的轴向偏移距离L',L'=L-FIX(L/P)*P,其中,函数FIX(L/P)表示取L/P值的整数部分,或计算车修所需刀具起点E’与所述车修程序设定的刀具起点E的周向偏差r0C,r0C=360*L'/P。
步骤S8中,公式“L=ZB-ZE-L0-P*[ZA-ZS]/P0”中的“P*[ZA-ZS]/P0”这一处理方式是本方法得以实现的核心内容,是解决不同导程待修螺纹共用同一参照,随意切换不同导程来车修螺纹这一问题的关键,其含义是将导程为P0的参照螺旋线上的点A和刀具起点S之间的轴向间距先行折算成点AS之间的当量角位移([ZA-ZS]/P0),例如假设[ZA-ZS]/P0=11.253,其实际意义就是车刀从点S开始车削螺旋线,到点A时,主轴转过了11.253圈,去掉整圈数11后,点S和点A之间实际相差的主轴角度为0.253*360=91.08度,车床数控系统通常不能显示该角度,所以要特别标记该主轴角度位F-G,该角度必须是与A点的实际位置对应的。另外,车床数控系统车削任何导程螺纹都是从其内部的一个所谓“零位信号”时间点开始的,这是一个固定的主轴角度位,所以,在该角度上测定获得待修螺纹的一个已知点B,无论其导程是多少,都能通过计算获得正确车修该内螺纹的所需刀具起点E’。由于待修螺纹程序设定的刀具起点E不在该位置,因此,车修前,需通过各种办法将车修程序设定的刀具起点E调整到E’,即可实现随意切换不同导程来车修螺纹。
车修螺纹之所以成为数控车床应用中的一个比较难处理的问题,主要是由于每件待修内螺纹安装到数控车床后,它的螺纹实际起始点所处角度(相对于“主轴零位信号”所处角度)都是不一样的,具有随机性,而且这个起始点具体在哪里不容易便捷、经济地获取,主轴圆周360度范围内哪个角度位置都有可能,找不到、找不准这个起始点就没法车修,所以技术人员应用各种先进技术、想各种办法去找它的这个位置,例如,用CCD相机、磁感应、激光测距、红外线、自制量具、改造数控机床等方法,导致螺纹车修成本高、方法复杂。本方法与其他现有技术在思路上的显著区别是:取个捷径,用“和已知的比较”绕开“对未知的测量”,具体为先确定一个主轴的角度位(即F-G标记的角度位),在这个位置上和每一件待修内螺纹上的B点进行比较得到偏差,然后对偏差进行消除,来实现车刀按待修内螺纹轨迹车削。
S9,在数控车床的工作空间将车修程序设定的刀具起点E移动至车修所需刀具起点E',以消除轴向偏移距离L',或调整车修程序设定的刀具起点E的角位移,以消除周向偏差r0C。
在步骤S9中,对于不具备宏程序功能的数控车床,通过平移坐标系或附加刀补的方法以消除轴向偏移距离L'。对于具备宏程序功能的机床,可以采用多种方法,例如平移坐标系、附加刀补、在车修程序中调整车修程序设定的刀具起点的位置或角偏移、设置并调用局部坐标系G54~G59等任一方式移动车修程序设定的刀具起点或对车修程序设定的刀具起点的角位移进行调整。采用消除轴向偏移距离L'或周向偏差r0C中任一方式,确保车刀600的刀尖轨迹与待修内螺纹轨迹重合。
S10,运行调整后的车修程序,以车修的刀具起点E',导程P及所述预设的主轴转速对待修内螺纹进行车修。
若待修内螺纹的工件数量为两件以上,只需重复执行步骤S5~S10,直至对所有工件完成内螺纹的车修。
该在特定主轴转速下数控车修不同导程内螺纹的方法技术原理为:
在机床空间内,特定导程为P0的螺旋轨迹由刀具起点S和主轴转速确定,在某特定主轴转速下,螺旋轨迹上任意一点A与点S有固定的轴向位置关系和周向位置关系,据此以位置关系为参照,在导程为P的待修内螺纹上找到与点A具有相同相位角的点B,按位置关系计算车修所需刀具起点E’,按导程P折算E’与E的偏差,消除该偏差即可使车刀按导程为P的待修内螺纹轨迹车修。
基于以上原理,借助对刀尺100,可在机床空间内使用任何方法调整车修程序设定的刀具起点的轴向位置或角位移,达成车刀刀尖车削轨迹与已加工或待修内螺纹轨迹重合的目的。
本方法适用于不同导程的内螺纹车削与车修,不限制待修内螺纹的锥度、齿形半角。
为了便于理解,下述给出本发明实施例提供的一个具体实例:
准备工作:
1.以Fanuc数控系统为例
2.螺纹车削刀具为3号,使用15号刀补准确对刀,加工程序调用该刀补
3.准备能够将内螺纹齿槽位置外在显示工具,本例使用“对刀尺100”,定位触头7中心到对刀槽8的V形缺口中心距L0=127mm
4.准备参照工件500,直径无特别要求,本例使用直径为Φ139.7mm,长度不小于200mm的石油套管
5.以参照工件500右端(远离卡盘一端)中心为坐标系零点,以150转/分在参照工件500外表面车削一条导程为6.35mm无锥度的参照螺旋线,参照螺旋线目视可见长度不小于12.7mm,刀具起点为S(139,12.7)
6.主轴停转,移动刀尖至A(141,-50.8),转动主轴至刀尖指向参照螺旋线,标记当前卡盘角度位置(可记号笔做标记F-G,或识记卡盘角度位置特征),卸下参照工件500
7.原程序所有指令之前,写入如下指令(以车修导程为5.08为例):
#501=5.08;(螺纹导程)
#505=10.16;(车修程序设定的刀具起点轴向坐标ZE)
M98P6350;(调用子程序6350)
8.将以下代码写入新程序6350
O6350;
#502=6.35;(参照螺纹导程)
#503=12.7;(参照螺纹刀具起点轴向坐标ZS)
#504=-50.8;(参照螺纹A点轴向坐标ZA)
#510=127;(定位尺L0=127mm)
#1=#5042;(读取当前对刀位置轴向坐标ZB的系统参数#5042的值传递给参数#1)
#1=#1-#505-#510-#501*[#504-#503]/#502;(计算待修内螺纹的实际偏移距离L)
#2=#1-#501*FIX[#1/#501];(折算待修螺纹单螺距范围内的轴向偏移距离L')
#2115=#2115+#2;(用15号刀补消除待修内螺纹相对参照螺纹的偏差L',如果使用其他刀补号XX,则将#2115改写成#21XX)
G0U-20;(刀具X负向移动10mm,远离对刀位置)
W300;(刀具Z正向移动300mm,远离待修螺纹)
M99;(返回原程序,开始按5.08导程车修螺纹)
车修步骤:
1.安装并校正待修工件,螺纹导程5.08,转动卡盘至标记F-G位置
2.在主轴的水平面内安装对刀尺100,使定位触头7同时接触内螺纹任意相邻两牙(触头应没有轴向活动空间),对刀尺100夹紧内螺纹侧壁
3.移动车刀600至刀尖中心指向对刀尺100对刀槽8中心,停止在此位置不动
4.移除对刀尺100
5.运行螺纹加工程序
采用上述方法后能够实现任意切换不同导程内螺纹的车修,且不同导程内螺纹的车修共用同一参照螺纹特征,不需要寻找或标记主轴编码器零位,能够一次性精准对刀,对内螺纹的维修更便捷;上述方法采用的对刀尺100使用时,将游标6的定位触头7与内螺纹的齿槽嵌合,移动车刀600的刀尖对准对刀槽8,可从数控车床读取车刀600的轴向坐标值。由于对刀槽8位于工件外,因此便于操作者观察车刀600的位置;又由于对刀槽8与定位触头7在与内螺纹轴向平行的方向上具有固定的间距L0,因此,根据从数控车床读取车刀600的轴向坐标与所述间距L0能够计算得到与定位触头7嵌合的齿槽的轴向坐标值,使内螺纹齿槽外在呈现,实现准确对刀,方便内螺纹维修的对刀作业。
上述在特定主轴转速下数控车修不同导程内螺纹的方法,通过将实际轴向偏移距离L折算成相对待修内螺纹在一个螺距范围内的轴向偏移距离L',能够以最小最节省的偏移距离调整点E到E’的位置,进一步提高了螺纹车修的效率。
上述在特定主轴转速下数控车修不同导程内螺纹的方法,不借助任何外在检测仪器,无需对数控机床做任何改造、改装,成本更低廉,对具备螺纹加工功能的数控车床普遍适用,且适用于各种数控系统,直螺纹、锥螺纹均适用,具有普遍适用性。
上述对刀尺100,其定尺4上还设有定位槽42,定位槽42的横截面呈倒立的等边梯形状,当该对刀尺100用于圆柱形工件200的内螺纹车修时,围成等边梯形的两个倾斜槽面能够与工件200的外圆周相抵并与工件200的外圆周线接触。通过定位槽42等边梯形的两个倾斜槽面与工件200外壁形成的两条接触线,加上定位触头7与内螺纹嵌合形成的接触点,共同构成一点两线的定位夹紧形式,不仅能够使工件200轴线与定尺4保持平行,有利于提高定位精度,还能够使得其对工件200的夹紧更稳固。此外,通过围成等边梯形的两个倾斜槽面与工件200的外圆周相抵,当工件200外径发生变化时,可调节工件200在定位槽42内的位置,确保工件200与定位槽42的两个倾斜槽面保持接触即可,因此,能够使得定尺4适用于不同外径的工件200。
上述对刀尺100,其定位触头7在经过尺身2与定尺4所在的平面上形成一夹角为60度的V形截面,适合牙侧角等于1/2牙型角的各种螺纹齿形,对刀槽8在经过尺身2与定尺4所在的平面上形成一夹角为60度的V形截面,对刀槽V形截面的对称轴与定位触头V形截面的对称轴相互平行,能够用于目测其与车刀600牙型角的嵌合程度。
上述对刀尺100,其定位触头7与对刀槽8分别位于尺身2的相对两侧,能够避免尺身2对车刀600移动的影响,更利于对刀作业。
可以理解,游标6、尺身2及定尺4的形状不限于本实施例,其可根据需要进行相应的变形。
可以理解,尺身2的形状不限于本实施方式的方形杆状,例如,在其他实施方式中,尺身2可以为圆杆状,安装孔65相应为圆柱形通孔,尺身2穿设安装孔65,此时,还可以在尺身2上设置沿尺身2长度方向延伸的导轨,并在围成安装孔65的内壁上设有与导轨滑动配合的导槽,通过导槽与导轨的配合,能够对游标6的运动导向,并能够防止游标6相对尺身2转动,以进一步提高对刀的精度。
可以理解,锁紧件9不限于本实施方式的锁紧螺钉,例如,在其他实施方式中,当游标6移动到位后,可以在套筒62远离固定板64的一端设置卡箍,卡箍卡在尺身2上,通过卡箍防止游标6朝远离定尺4的方向意外运动。
可以理解,在其他实施方式中,还可以在围成定位槽42的侧壁上铺设橡胶垫,以增大对工件200的摩擦力,防止围成定位槽42的槽面与工件200外壁在压紧接触后产生相对滑动,使得夹紧更稳固,且橡胶垫具有弹性,其能够随工件200的尺寸发生弹性形变,以与定位触头7更好地配合夹紧工件200。
可以理解,定尺4的结构及形状不限于本实施方式,例如,在其他实施方式中,定尺4可以仅为一平板,只要其能够与定位触头7配合将内螺纹内外表面夹住即可。
可以理解,工件200不限于本实施方式中的石油用内螺纹管,其也可以为其他具有内螺纹的工件。
上述说明是针对本发明较佳可行实施例的详细说明,但实施例并非用以限定本发明的专利申请范围,凡本发明所提示的技术精神下所完成的同等变化或修饰变更,均应属于本发明所涵盖专利范围。
一种在特定主轴转速下数控车修不同导程内螺纹的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0