







专利摘要
本发明提供了一种精密加工变槽宽内螺纹的刀具,包括切削刀片、与所述切削刀片通过螺栓连接的可移动滑块以及与所述可移动滑块通过弹簧连接的基座,所述切削刀片包括刀片本体部、位于所述刀片本体部上边缘的主切削刃和位于所述刀片本体部的两侧边缘的副切削刃,所述主切削刃和所述副切削刃与所述刀片本体部一体成型,所述主切削刃和所述副切削刃的圆弧半径为0.1毫米,所述副切削刃与所述刀片本体部的圆弧过渡半径为0.3毫米。本发明还提供了一种利用该刀具进行精密加工变槽宽内螺纹的加工方法。本发明的有益效果如下:避免了在车削内螺纹过程中需要不断通过调整机床刀具夹具端位移来调整切削深度,并同时完成内螺纹的粗加工及精加工。
权利要求
1.一种精密加工变槽宽内螺纹的刀具,其特征在于,包括切削刀片、与所述切削刀片通过螺栓连接的可移动滑块以及与所述可移动滑块通过弹簧连接的基座,所述基座对应所述可移动滑块的位置设有导向凹槽,所述可移动滑块可沿所述导向凹槽移动,所述导向凹槽的延伸方向与所述切削刀片进行切削的切削深度方向一致,所述基座的内腔为正六边形形状,所述可移动滑块为正六边形形状,所述可移动滑块的每条边均与相对应的所述基座的内腔的边正对并平行间隔设置,所述可移动滑块通过所述弹簧悬置于所述内腔中,沿所述可移动滑块的周向并自12点钟方向顺时针,所述弹簧包括对应每一条所述可移动滑块的边设置的第一弹簧、第二弹簧、第三弹簧、第四弹簧、第五弹簧以及第六弹簧,在切削深度方向,设定第二弹簧、第三弹簧、第四弹簧、第五弹簧以及第六弹簧的刚度为k
2.根据权利要求1所述的一种精密加工变槽宽内螺纹的刀具,其特征在于,所述切削刀片还包括设置于刀面上呈树叶叶脉状的凹槽,所述凹槽的深度为2-3微米,分叉角度为15-20°,分叉间距为1-2毫米。
3.根据权利要求2所述的一种精密加工变槽宽内螺纹的刀具,其特征在于,所述凹槽靠近所述刀片本体部上边缘的端部距离所述主切削刃1毫米。
4.根据权利要求1所述的一种精密加工变槽宽内螺纹的刀具,其特征在于,所述切削刀片包括位于所述刀片本体部中央且呈正三角形排列的三个螺栓孔,所述螺栓与所述螺栓孔配合。
5.根据权利要求1所述的一种精密加工变槽宽内螺纹的刀具,其特征在于,还包括与所述螺栓配合的第一垫片,所述第一垫片夹设于所述螺栓与所述切削刀片之间,所述第一垫片由不锈钢材料制成。
6.根据权利要求1或5所述的一种精密加工变槽宽内螺纹的刀具,其特征在于,还包括与所述螺栓配合的第二垫片,所述第二垫片夹设于所述切削刀片与所述可移动滑块之间,所述第二垫片包括与所述切削刀片抵接并具有隔热涂层的不锈钢垫片层和所述可移动滑块抵接的橡胶片。
7.根据权利要求6所述的一种精密加工变槽宽内螺纹的刀具,其特征在于,还包括设置于所述可移动滑块与所述基座之间的第三垫片,所述第三垫片由玻璃纤维与石棉复合而成。
8.根据权利要求7所述的一种精密加工变槽宽内螺纹的刀具,其特征在于,所述第三垫片设置在所述导向凹槽内,所述导向凹槽的深度为5毫米。
9.一种利用权利要求1所述的刀具进行精密加工变槽宽内螺纹的加工方法,其特征在于,包括如下步骤:
步骤一、在原车削大尺寸油管螺纹的机床上增加超声振动辅助加工装置;
步骤二、开展超声振动辅助加工条件下的切削力测试,利用实际加工中采用的梳齿刀,在切削深度分别为1mm,3m,5mm,7mm,9mm以及11mm,切削速度为10m/s,超声振动频率为40000HZ,振幅为15um,通过测力仪采集切削力,获得不同切削深度下,梳齿刀在切削深度方向的切削力,建立横坐标为切削深度,纵坐标为切削力的图,分别通过线性拟合获得切削深度切削力系数k
步骤三、处理变槽宽螺纹尺寸,获得螺纹的宽度与深度关系,在给定的变槽宽螺纹中,根据设计参数,获得变槽宽螺纹最小宽度b
求得螺纹的宽度随着螺纹深度变化关系为:
进而获得在同一位置x,螺纹宽度与深度的确定关系,且不含二阶项,为线性的,即:
步骤四、获得加工变槽宽螺纹的刀具参数,采用加工螺纹的车刀最大宽度为变槽宽螺纹步骤三中确定的螺纹宽度与深度的关系,获得车刀宽度与刀刃深度的关系,并依据步骤三中确定的切削参数,一次完成变槽宽 螺纹深度的加工;
步骤五、依据步骤二中获得的超声振动辅助加工下的切削深度切削力系数k
f=k
则梯形螺纹的切入端的切削力f
梯形螺纹切出端的切削力f
f
变槽宽螺纹的最小深度h
Δh=h
在切削深度方向,可以满足螺纹加工中的切削深度自适应变化要求;在进给速度方向,满足加工要求。
说明书
【技术领域】
本发明涉及机加工技术领域,尤其涉及一种精密加工变槽宽内螺纹的刀具及加工方法。
【背景技术】
油管或者气管的变槽宽螺纹连接不仅需要紧密可靠连接,还需要具有较高的密封性能,这对变槽宽内外螺纹加工精度提出了更高的要求。目前,车削加工作为一种高效加工螺纹的有效方法。由于用于连接由于油管的长度较大,超过15米,直径较大,超过0.5米,在现有的加工工艺中,均为采用梳齿刀进行车削加工,但在机床夹紧大尺寸油管螺纹旋转进行车削加工,导致了机床的运动链传递及配重比发生变化,由此造成加工误差,但是由于变槽宽内螺纹的宽度是逐渐减少,其螺纹的深度逐渐降低。在内螺纹的车削加工中,需要逐渐调整切削深度,以满足变槽宽变深度的内螺纹的加工要求,在调整切削深度过程中,由于传统螺纹加工中的切削力通常较大,增加了车削螺纹过程中精密调整切削深度的难度,造成了加工误差。
【发明内容】
本发明提供了一种精密加工变槽宽内螺纹的刀具及加工方法,其可有效提高加工精度及效率,并同时完成内螺纹的粗加工及精加工。
为实现上述目的,本发明的技术方案为:
一种精密加工变槽宽内螺纹的刀具,包括切削刀片、与所述切削刀片通过螺栓连接的可移动滑块以及与所述可移动滑块通过弹簧连接的基座,所述切削刀片包括刀片本体部、位于所述刀片本体部上边缘的主切削刃和位于所述刀片本体部的两侧边缘的副切削刃,所述主切削刃和所述副切削刃与所述刀片本体部一体成型,所述主切削刃和所述副切削刃的圆弧半径为0.1毫米,所述副切削刃与所述刀片本体部的圆弧过渡半径为0.3毫米。
作为本发明的一种改进,所述切削刀片还包括设置于刀面上呈树叶叶脉状的凹槽,所述凹槽的深度为2-3微米,分叉角度为15-20°,分叉间距为1-2毫米。
作为本发明的一种改进,所述凹槽靠近所述刀片本体部上边缘的端部距离所述主切削刃1毫米。
作为本发明的一种改进,所述切削刀片包括位于所述刀片本体部中央且呈正三角形排列的三个螺栓孔,所述螺栓与所述螺栓孔配合。
作为本发明的一种改进,还包括与所述螺栓配合的第一垫片,所述第一垫片夹设于所述螺栓与所述切削刀片之间,所述第一垫片由不锈钢材料制成。
作为本发明的一种改进,还包括与所述螺栓配合的第二垫片,所述第二垫片夹设于所述切削刀片与所述可移动滑块之间,所述第二垫片包括与所述切削刀片抵接并具有隔热涂层的不锈钢垫片层和所述可移动滑块抵接的橡胶片。
作为本发明的一种改进,还包括设置于所述可移动滑块与所述基座之间的第三垫片,所述第三垫片由玻璃纤维与石棉复合而成。
作为本发明的一种改进,所述基座的内腔为正六边形形状,所述可移动滑块为正六边形形状,所述可移动滑块通过所述弹簧悬置于所述内腔中。
作为本发明的一种改进,所述基座对应所述第三垫片的位置设有导向凹槽,所述第三垫片设置在所述导向凹槽内,所述导向凹槽的深度为5毫米。
本发明还提供了一种利用所述的刀具进行精密加工变槽宽内螺纹的加工方法,包括如下步骤:
步骤一、在原车削大尺寸油管螺纹的机床上增加超声振动辅助加工装置;
步骤二、开展超声振动辅助加工条件下的切削力测试,利用实际加工中采用的梳齿刀,在切削深度分别为1mm,3m,5mm,7mm,9mm以及11mm,切削速度为10m/s,超声振动频率为40000HZ,振幅为15um,通过测力仪采集切削力,获得不同切削深度下,梳齿刀在切削深度方向的切削力,建立横坐标为切削深度,纵坐标为切削力的图,分别通过线性拟合获得切削深度切削力系数kf;
步骤三、处理变槽宽螺纹尺寸,获得螺纹的宽度与深度关系,在给定的变槽宽螺纹中,根据设计参数,获得变槽宽螺纹最小宽度b1,最大宽度b2,变槽宽螺纹的最小深度h1,最大深度h2;根据变槽宽螺纹的设计参数获得变槽宽螺纹长度l0,则距离螺纹初始端的距离为x处螺纹的宽度b(x)及深度h(x)分别为:
求得螺纹的宽度随着螺纹深度变化关系为:
进而获得在同一位置x,螺纹宽度与深度的确定关系,且不含二阶项,为线性的,即:
步骤四、获得加工变槽宽螺纹的刀具参数,采用加工螺纹的车刀最大宽度为变槽宽螺纹步骤三中确定的螺纹宽度与深度的关系,获得车刀宽度与刀刃深度的关系,并依据步骤三中确定的切削参数,一次完成变槽款螺纹深度的加工;
步骤五、依据步骤二中获得的超声振动辅助加工下的切削深度切削力系数kf,获得在车削螺纹切入端的切削力f1,依据切削力与切削面积,切削力系数之间的关系,可以获得切削过程中切削力变化公式:
f=kfb(x)h(x)
则梯形螺纹的切入端的切削力f1:
梯形螺纹切出端的切削力f2:
f2=kfh1b1
变槽宽螺纹的最小深度h1,最大深度h2,其位移差为:
Δh=h2-h1
在切削深度方向,可以满足螺纹加工中的切削深度自适应变化要求;在进给速度方向,满足加工要求。
本发明的有益效果如下:考虑到超声振动辅助加工能够降低同等条件下的切削力,本发明提供了一种精密加工变槽宽内螺纹的刀具及加工方法,避免了在车削内螺纹过程中需要不断通过调整机床刀具夹具端位移来调整切削深度,并同时完成内螺纹的粗加工及精加工。
【附图说明】
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
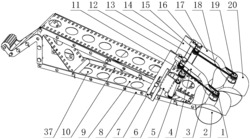
图1为刀片、可移动滑块及基座连接示意图一;
图2为刀片、可移动滑块及基座连接示意图二;
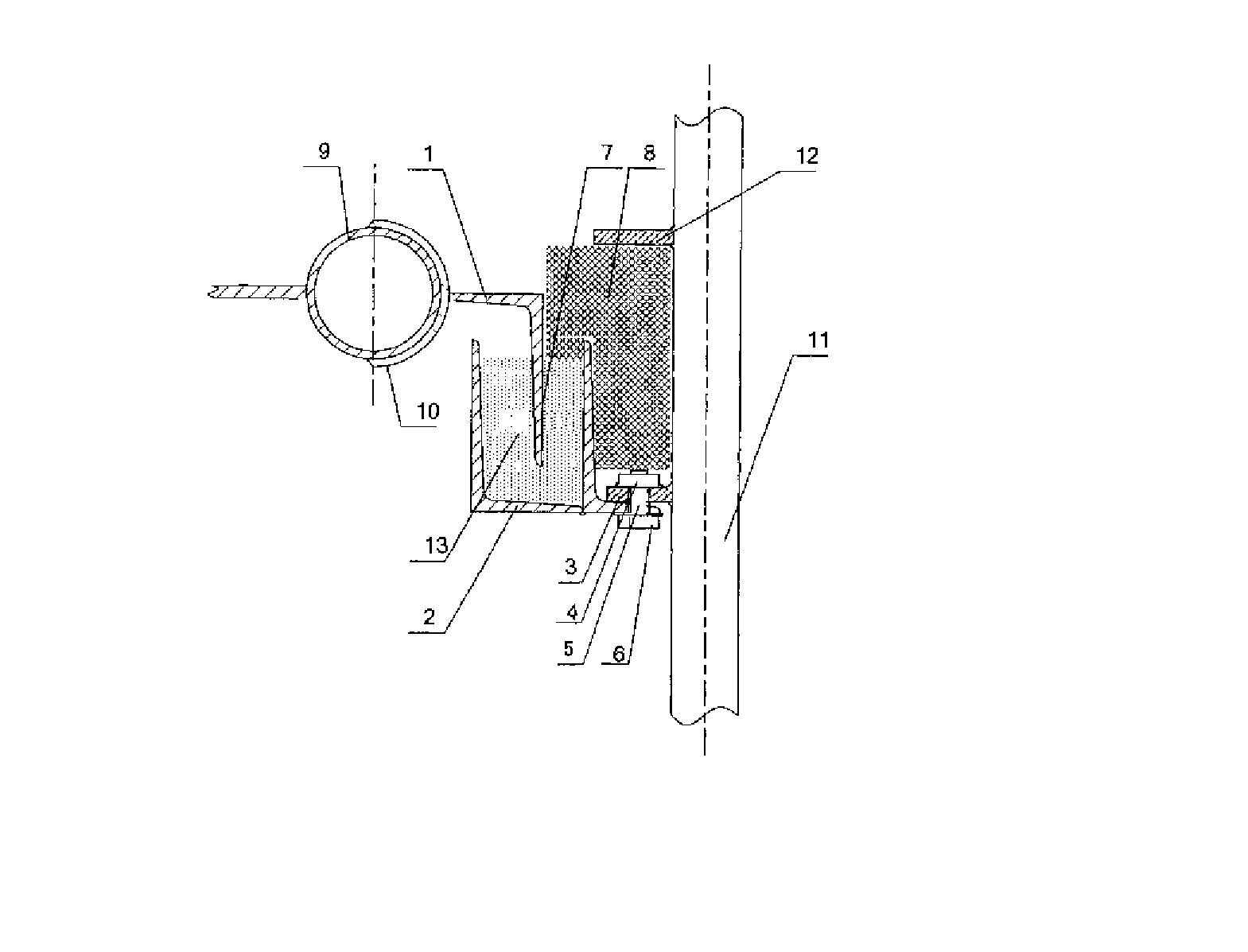
图3为可移动滑块、弹簧与基座的连接示意图;
图4为切削刀片的结构示意图;
图5为切削刀片的树叶叶片状分型凹槽示意图;
图6为变槽宽螺纹的结构示意图。
【具体实施方式】
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-3所示,本发明提供了一种精密加工变槽宽内螺纹的刀具100,包括切削刀片1、与所述切削刀片1通过螺栓(未图示)连接的可移动滑块2以及与所述可移动滑块2通过弹簧连接的基座4,所述切削刀片1包括刀片本体部11、位于所述刀片本体部11上边缘的主切削刃12和位于所述刀片本体部11的两侧边缘的副切削刃13,所述主切削刃12和所述副切削刃13与所述刀片本体部11一体成型,所述主切削刃12和所述副切削刃13的圆弧半径为0.1毫米,所述副切削刃13与所述刀片本体部11的圆弧过渡半径为0.3毫米。
再结合图4和5所示,所述切削刀片1还包括设置于刀面上呈树叶叶脉状的凹槽14,所述凹槽14的深度为2-3微米,分叉角度θ为15-20°,分叉间距L为1-2毫米,以利于切削液在切削面内流动散热。具体的,所述凹槽14靠近所述刀片本体部11上边缘的端部距离所述主切削刃12为1毫米,这是由于在切削过程中,切屑与刀具100接触的长度在内螺纹车削参数下,切削速度为0.1m/s-10m/s,切削深度为0-6mm,进给量0-2mm/s时,接触长度通常不会超过1mm。若凹槽末端距离主切削刃12超过1mm,则难以确保切削液体在超声振动真空吸附下尽可能的进入刀具与工件接触处,降低切削温度及刀具与切屑的摩擦;若低于1mm,则切屑会与刀具表面的凹槽接触,会增加刀具与切屑摩擦,使得切削刀具温度变高,降低刀具寿命及工件质量。与切屑接触处的进给方向切削刃,在凹槽14能够减少切屑与刀具接触面积,具有断屑功能,进一步减少了刀具与切屑摩擦,减低切削温度。
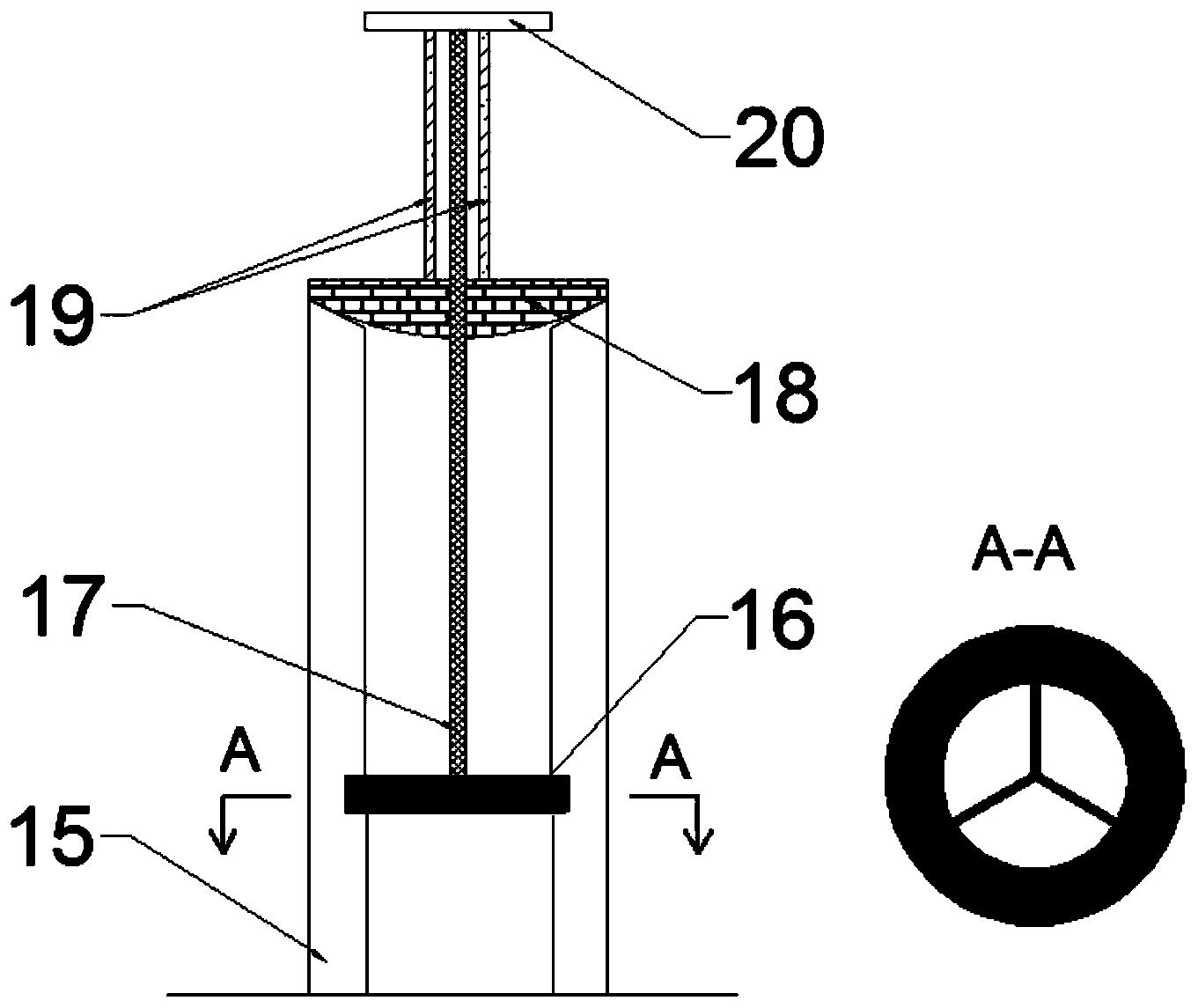
所述切削刀片1包括位于所述刀片本体部11中央且呈正三角形排列的三个螺栓孔15,所述螺栓与所述螺栓孔15配合。
刀具100还包括与所述螺栓配合的第一垫片(未图示)和第二垫片5,所述第一垫片夹设于所述螺栓与所述切削刀片1之间,所述第一垫片由不锈钢材料制成,可起到预紧的作用。所述第二垫片5夹设于所述切削刀片11与所述可移动滑块2之间,所述第二垫片5包括与所述切削刀片11抵接并具有隔热涂层的不锈钢垫片层(未图示)和所述可移动滑块2抵接的橡胶片(未图示),隔热涂层的不锈钢垫片层用于阻止热量传递给橡胶层及其它部件,避免已经其他材料的热变形及橡胶材料软化,橡胶层用于隔振,吸收振动能量,降低切削过程的振动。
刀具100还包括设置于所述可移动滑块2与所述基座4之间的第三垫片7,所述第三垫片7由玻璃纤维与石棉复合而成,玻璃纤维能够含有金属硅,具有润滑作用,有助于所述可移动滑块2的移动,石棉具有耐高温的性能,避免切削过程中的热量导致所述第三垫片7失去其应用的润滑效能。
所述基座4的内腔为正六边形形状,所述可移动滑块2为正六边形形状,所述可移动滑块2的每条边均与相对应的所述基座4的内腔的边正对并平行间隔设置。所述可移动滑块2通过所述弹簧悬置于所述内腔中。具体参见图3所示,所述弹簧,沿所述可移动滑块2的周向,自12点钟方向顺时针,依次设有第一弹簧31、第六弹簧36、第四弹簧34、第二弹簧32、第三弹簧33以及第五弹簧35。
所述基座4对应所述第三垫片7的位置设有导向凹槽41,所述第三垫片7设置在所述导向凹槽41内,所述导向凹槽41的深度为5毫米,以将所述第三垫片7卡设其内。
本发明还提供了一种利用所述的刀具进行精密加工变槽宽内螺纹的加工方法,包括如下步骤:
步骤一、在原车削大尺寸油管螺纹的机床上增加超声振动辅助加工装置;
需要进一步说明的是,所述超声振动辅助加工装置包括超声电源、压电致动器、超声振动变幅杆以及控制系统等部件,其中,超声电源用于将工业电源转换为超声电源,其频率为40000;压电致动器在超声电源的作用下产生反复运动,激励超声振动变幅杠产生周期性振动;超声振动变幅杆用于将压电致动器产生振动放大,使得刀具产生切削深度方向的振动,实现周期性的刀具于工件的接触加工与非接触加工过程,降低切削力。其中超声振动变幅杆一端与车床的刀具夹具端连接,另外一端与切削刀具固定连接,超声振动变幅杆与车床的刀具夹具端连接处为超声振动变幅杆的振动节点处,尽可能的降低超声振动变幅杆的振动能量耗散到机床刀具夹具端,并降低加工中振动。
步骤二、开展超声振动辅助加工条件下的切削力测试,利用实际加工中采用的梳齿刀,在切削深度分别为1mm,3m,5mm,7mm,9mm以及11mm,切削速度为10m/s,超声振动频率为40000HZ,振幅为15um,通过测力仪采集切削力,获得不同切削深度下,梳齿刀在切削深度方向的切削力,建立横坐标为切削深度,纵坐标为切削力的图,分别通过线性拟合获得切削深度切削力系数kf;
步骤三、处理变槽宽螺纹尺寸,获得螺纹的宽度与深度关系,在给定的变槽宽螺纹中,根据设计参数,获得变槽宽螺纹最小宽度b1,最大宽度b2,变槽宽螺纹的最小深度h1,最大深度h2,具体螺纹示意图如图6所示,其中,所述设计参数,指的是需要加工的螺纹的宽度,深度,导程及其在油管上不同位置的变化曲线;为了保证螺纹连接安装紧密可靠安装,变槽宽螺纹的螺纹深度及宽度变化均为线性变化,其随着螺纹的长度(螺纹距离)为螺纹初始端到螺纹结束端沿着螺纹螺栓环绕油管的距离,根据变槽宽螺纹的设计参数获得变槽宽螺纹长度l0,则距离螺纹初始端的距离为x处螺纹的宽度b(x)及深度h(x)分别为:
依据以上方程获得螺纹的宽度与深度(长度)关系,即求得螺纹的宽度随着螺纹深度变化关系为:
由于变槽宽内螺纹的深度(长度)也为线性变化,进而获得在同一位置x,螺纹宽度与深度的确定关系,且不含二阶项,为线性的,即:
步骤四、获得加工变槽宽螺纹的刀具参数,采用加工螺纹的车刀最大宽度为变槽宽螺纹步骤三中确定的螺纹宽度与深度的关系,获得车刀宽度与刀刃深度的关系,其中刀具的切削刃圆弧半径为0.1mm,这是由于在不同变槽宽螺纹的加工中,螺纹的深度发生变化,切削刃的过渡半径若小,则会过渡切屑刃容易崩刃,若大,则难以满足螺纹底面与侧面的圆滑过渡。副切削刃13与刀片本体部11边缘位置采用半径为0.3mm的圆弧过渡,主要是考虑刀此部分过渡,不参与切削加工,较大的圆弧半径有助于散热及切削过程中切削液在超声振动造成的真空吸附效应作用下深入刀具与工件接触处,提高刀具寿命,并依据步骤三中确定的切削参数,一次完成变槽款螺纹深度的加工,实现螺纹的粗加工与精加工,提高加工效率,而副切削刃长度的设置,则满足了最小宽度的变槽宽加工的要求。其中刀具的宽度与螺纹的深度变化;
需要进一步说明的是,在变槽宽螺纹的加工中,采用传统的刀具开展超声振动辅助车削加工解决高精度螺纹加工难题,具体如下:机床夹具夹紧大尺寸油管,刀具在机床控制系统的控制下,沿着变槽宽螺纹路径运动,为车削加工运动,且刀具在超声振动控制系统的作用下,实现切削深度方向的反复振动,实现有效的超声振动辅助加工。
步骤五、依据步骤二中获得的超声振动辅助加工下的切削深度切削力系数kf,获得在车削螺纹切入端的切削力f1,在此时由于切削深度及切削宽度最大,其切削力也是切削过程中切削力最大的时候,由于螺纹的槽宽及深度是逐渐以线性减少的,那么切削力也是逐渐呈现线性减少的;依据切削力与切削面积,切削力系数之间的关系,可以获得切削过程中切削力变化公式:
f=kfb(x)h(x)
则梯形螺纹的切入端的切削力f1:
梯形螺纹切出端的切削力f2:
f2=kfh1b1
变槽宽螺纹的最小深度h1,最大深度h2,其位移差为:
Δh=h2-h1
在切削深度方向,可以满足螺纹加工中的切削深度自适应变化要求;在进给速度方向,满足加工要求。
具体参见图3所示,可进一步说明的是,在切削深度方向Y,设定第二弹簧32、第三弹簧33、第四弹簧34、第五弹簧35以及第六弹簧36的刚度为k0,第一弹簧31、第二弹簧32、第三弹簧33、第四弹簧34、第五弹簧35以及第六弹簧36的预压缩量为l0,为了满足切削过程中,随着螺纹变化宽度及变化深度自适用加工要求,第一弹簧31的刚度k1为:
则在切削深度方向Y,可以满足螺纹加工中的切削深度自适应变化要求。
在进给速度方向,在基座4的导向凹槽41控制下,可移动滑块2只能在切削深度方向Y移动,不会在进给速度方向X移动,尽管在切削深度方向Y移动,造成了第三弹簧33、第四弹簧34、第五弹簧35以及第六弹簧36的长度变化,但是其内部都可以互相作用,在第三弹簧33、第四弹簧34、第五弹簧35以及第六弹簧36在切削深度方向Y的合力为0,满足了在加工要求。
本发明的有益效果如下:考虑到超声振动辅助加工能够降低同等条件下的切削力,本发明提供了一种精密加工变槽宽内螺纹的刀具及加工方法,避免了在车削内螺纹过程中需要不断通过调整机床刀具夹具端位移来调整切削深度,并同时完成内螺纹的粗加工及精加工。
尽管本发明的实施方案已公开如上,但并不仅仅限于说明书和实施方案中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里所示出与描述的图例。
一种精密加工变槽宽内螺纹的刀具及加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0