







专利摘要
本发明提供了一种异形群缝式阴极弧面外槽电解加工装置及其方法,属电解加工领域。所述的加工装置包括:回转体工件、异形群缝式阴极头、分流块、进液块、进液支架、定位夹具模块。该装置的特征在于:上述阴极头出液口采用横置异形群缝设计,提高弧形槽加工区域电解液流速的均匀性和流场的稳定性,成型面更平缓;分流块中设置有多个楔形稳流槽,每个稳流槽对应阴极头上的一个出液缝,通过进液支架和进液块接入的两路电解液先经分流块稳流后再由阴极头出液缝进入加工区域,提升了多路供液的流场均匀性。本发明有利于提高回转体工件外部大跨度弧形外槽电解加工中电解液的流速与流场均匀性,对实现大跨度弧形外槽的一次电解加工成型有重要意义。
权利要求
1.一种异形群缝式阴极弧面外槽电解加工装置,用于回转体工件(1)的加工,且该回转体工件(1)待加工部位为工件外表面的数个弧面外槽;其特征在于:
该装置包括阴极模块和定位夹具模块;
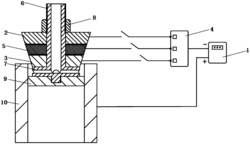
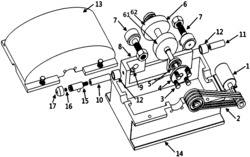
上述阴极模块由依次相连的异形群缝式阴极头(9)、分流块(8)、进液块(7)、转接板(6)和进液支架(5)组成;进液支架(5)与机床相连;
上述进液支架(5)和进液块(7)上分别设置有进液口;
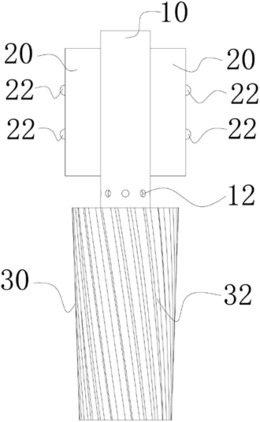
上述异形群缝式阴极头(9)依据回转体工件(1)的待加工弧形外槽进行仿形设计,阴极头边缘进行倒角和切边设计,阴极头端面开有出液口;出液口由多个横向开设的出液缝沿纵向排布形成群缝结构;其中出液缝的横向长度由上往下呈缩短趋势,顶部出液缝最长,底部出液缝最短;出液缝上下两侧沿横向对称均布有等宽的凹槽,出液缝整体呈锯齿形状;
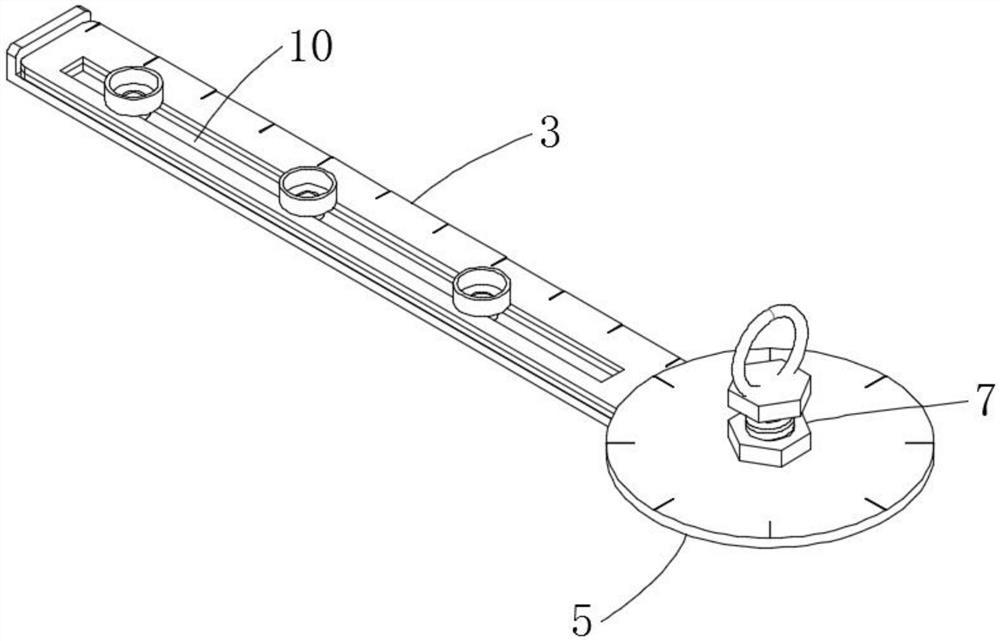
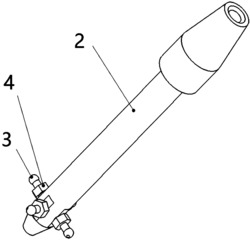
上述定位夹具模块由下向上依次由安装于机床转盘(4)上的定位盘(3)和用于固定上述回转体工件(1)的定位环(2)组成;定位环(2)安装于定位盘(3)上,且定位环(2)下侧开有多个排液口。
2.根据权利要求1所述的异形群缝式阴极弧面外槽电解加工装置,其特征在于:
上述分流块(8)内设置有若干与异形群缝式阴极头(9)中横向开设的出液缝一一对应的稳流槽;稳流槽的纵向宽度沿电解液流动方向逐渐变窄,即靠近进液块(7)一侧宽,靠近阴极头(9)的一侧窄,呈楔形形状。
3.利用权利要求2所述的异形群缝式阴极弧面外槽电解加工装置进行加工的方法,其特征在于:
加工前,依次安装阴极模块、定位夹具模块和回转体工件(1);调整异形群缝式阴极头(9)到加工工位;
加工过程中,阴极模块沿回转体工件(1)半径方向由外向内进给,异形群缝式阴极头(9)与回转体工件(1)之间形成端面间隙;电解反应开始,工件上材料逐步被电解蚀除;随着加工进给,异形群缝式阴极头(9)伸入工件内部,外槽逐渐成型,进给结束,加工完成;
该电解加工方法中,电解液流动方式为正流式;电解液分别从进液支架(5)和进液块(7)的进液口流入,两路电解液在进液块(7)内部混合,经过分流块(8)中的楔形稳流槽进入阴极头,由异形群缝式阴极头(9)上相应出液缝进入加工区域参与电解反应,最后由加工间隙边缘流出;加工过程中溅入回转体工件(1)内侧的电解废液经由定位环(2)的排液口流出。
说明书
技术领域
本发明涉及一种异形群缝式阴极弧面外槽电解加工装置及其方法,属于电解加工技术领域。
背景技术
电解加工技术属于特种加工范畴,基于电化学阳极溶解原理,实现对工件材料的去除。电解加工过程中,仿形工具阴极在数控系统控制下沿加工轨迹向工件阳极进给,工件阳极逐渐溶解,电解液在工件阳极与工具阴极之间不断流动。该技术具有工具阴极不损耗、无切削应力、加工特性不受材料硬度影响等特点。
静子是航空发动机中的重要零件,是一种具有大跨度弧面外槽的回转体工件,其材料多为高强度耐热合金。传统的弧面外槽机加工过程中存在刀具损耗大,加工周期长,加工费用高,加工后残余应力大,工件易变形等问题。
对于回转体工件外槽的电解加工,目前主要采用小阴极分块拼接加工方式,在专利“一种用于整体叶盘电解开槽加工的电极及加工方法”(申请号 200910248600.9,发明人徐斌 朱海南 白英纯等)中,提出采用分度、分块、分工步加工方式,阴极在不同工位上电解加工,加工流场好。但该方法加工过程工序复杂,加工周期长,阴极在不同工位加工后会产生接刀痕,影响加工表面一致性。在专利“全过程一字型流动柔性保护套料电解加工装置及方法”(申请号CN201610696734.7,发明人 朱栋 柳傲 谷洲之等)中,提出了一种一字型工具阴极实现对工件外侧一字型叶片套料加工的方法。通过缩小一字型开口该方法可以较好的实现对小跨度弧形外槽的电解加工,当跨度和加工面积显著增大时流场的均匀性难以保证。在专利“一种航空发动机机匣型面电解加工方法”(授权号CN 103624347A,发明人 李海宁 刘建 何恒 赵晓勇等)中,提出型面电极固定在机床进给动力头上,以0.3-1.0mm/min的进给速度对机匣待加工部位进行电解加工的方法。该方法采用侧流方式供液,电解液由阴极一侧喷入加工间隙,经过弯折的加工区域流出,电解液流动阻力大,流场稳定性不足。
因此,迫切需要寻求一种加工工序少、加工周期短、流场稳定易控制的电解加工装备与方法,实现对回转体工件上大跨度弧面外槽的高效电解加工。
发明内容
本发明目的在于解决大跨度弧面外槽整体加工时的流场稳定性和均匀性问题,实现对大跨度弧面槽结构的一次电解加工成型,提高加工效率和精度,提出一种异形群缝式阴极弧面外槽电解加工装置及其方法。
一种异形群缝式阴极弧面外槽电解加工装置,用于回转体工件的加工,且该回转体工件待加工部位为工件外表面的数个弧面外槽;其特征在于:该装置包括阴极模块和定位夹具模块;上述阴极模块由依次相连的异形群缝式阴极头、分流块、进液块、转接板和进液支架组成;进液支架与机床相连;上述进液支架和进液块上分别设置有进液口。
所述异形群缝式阴极头依据回转体工件的待加工弧形外槽进行仿形设计,阴极头边缘进行倒角和切边设计,阴极头端面开有出液口;出液口由多个横向开设的出液缝沿纵向排布形成群缝结构;其中出液缝的横向长度由上往下呈缩短趋势,顶部出液缝最长,底部出液缝最短;出液缝上下两侧沿横向对称均布有等宽的凹槽,出液缝纵向宽度整体为周期性变化,呈锯齿形状;上述定位夹具模块由下向上依次由安装于机床转盘上的定位盘和用于固定上述回转体工件的定位环组成;定位环安装于定位盘上,且定位环下侧开有多个排液口。
所述的异形群缝式阴极弧面外槽电解加工装置,其特征还在于:上述分流块内设置有若干与异形群缝式阴极头中横向开设的出液缝一一对应的稳流槽;且稳流槽的纵向宽度沿电解液流动方向逐渐变窄,呈楔形形状,即靠近进液块一侧宽,靠近阴极头的一侧窄。
所述的异形群缝式阴极弧面外槽电解加工装置进行加工的方法,其特征在于:加工前,依次安装阴极模块、定位夹具模块和回转体工件;调整异形群缝式阴极头到加工工位;加工过程中,阴极模块沿回转体工件半径方向由外向内进给,阴极头与回转体工件之间形成端面间隙;电解反应开始,工件上材料逐步被电解蚀除;随着加工进给,阴极头伸入工件内部,外槽逐渐成型,进给结束,加工完成。
所述的异形群缝式阴极弧面外槽电解加工方法中,电解液流动方式为正流式;电解液分别从进液支架和进液块的进液口流入,两路电解液在进液块内部混合,经过分流块的稳流槽进入阴极头,由异形群缝式阴极头上相应出液缝进入加工区域参与电解反应,最后由加工间隙边缘流出;加工过程中溅入回转体工件内侧的电解废液经由定位环的排液口流出。
本发明的优点在于:
1.本发明提供了一种以正冲供液方式对工件外壁面加工位进行整体电解的加工装置与方法,实现大跨度弧面外槽的一次电解加工成型,避免分度分块分工步加工方式存在的接刀痕问题,并显著提高效率,减少加工周期。
2.阴极头采用群缝式出液结构且出液缝横向长度由上往下呈缩短趋势的原因在于,使用单一出液缝进行大跨度弧面加工时,加工区域各方向流阻差异巨大,电解液将由流阻低的方向流出,导致高流阻加工区域电解液缺失,横向不等长群缝式出液结构可以显著缩小各方向流阻差异,改善流场均匀性。
3.阴极头异形出液缝的上下两侧沿横向对称均布有等宽凹槽,整体呈锯齿形状,其原因在于,加工面整体为弧形,电解液冲刷弧面时受到横向的分散力,导致电解液沿横向向两边发散,凹槽结构有助于抵消电解液受到的横向分散力,改善大跨度弧面外槽电解加工时流场横向的均匀性。
4.分流块内部分布有与出液缝一一对应的楔形稳流槽,由两路入口进入混合后的电解液,其流速和流向分布严重不均,楔形的稳流槽具有分流、稳流作用,流经稳流槽后电解液流速的纵向分布均匀性将得到极大改善,进而提高电解液进入阴极头出液缝的效率,避免电解液供应不足的问题,有利于提高加工的稳定性。
附图说明
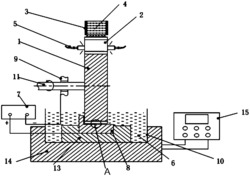
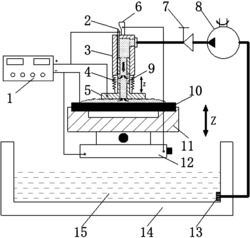
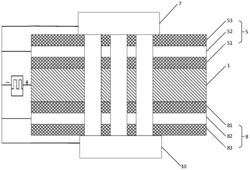
图1是异形群缝式阴极弧面外槽电解加工装置整体图;
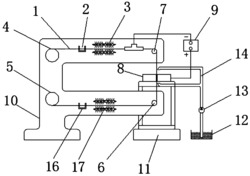
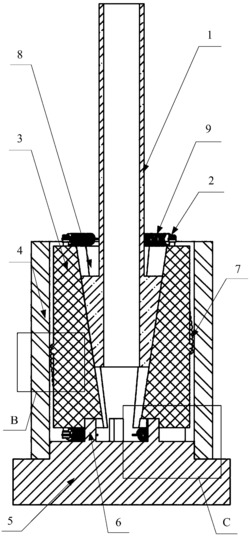
图2是阴极部分结构与流道示意图;
图中标号名称:1.回转体工件,2.定位环,3.定位盘,4.机床转盘,5.进液支架,6.转接板,7.进液块,8.分流块,9.异形群缝式阴极头。
具体实施方式
下面结合附图对本发明的具体实施方法做进一步阐述,具体如下:
实施本发明——异形群缝式阴极弧面外槽电解加工装置及其方法,如图1所示,其装置包括异形群缝式阴极头、分流块、进液块、进液支架、回转体工件、定位夹具模块等,并搭配有电源、电解液循环系统、电解加工机床。
采用本发明电解加工大跨度弧面外槽的过程分为以下步骤:
步骤一:定位环与定位盘间采用螺栓连接,整体安装到机床转盘上,回转体工件通过销固定在定位环上并紧固,如图1所示;
步骤二:转接板安装在进液支架上,将异形群缝式阴极头、分流块、进液块按序装配调整好后通过螺栓连接在转接板上,如图2所示;
步骤三:在进液支架和进液块上各连接一根电解液管,阴极模块接电源阴极,回转体工件接电源阳极;
步骤四:对刀;
步骤五:启动电解液循环系统,待供液稳定,启动直流电源;
步骤六:启动数控机床运行程序,工具阴极沿工件半径方向由外向内进给,加工开始,在电解腐蚀作用下,工件材料逐渐溶解去除,外槽逐渐成型,直至进给完成;
步骤七:加工结束后,断电,关闭电解液循环系统,拆下工件并清洗。
异形群缝式阴极弧面外槽电解加工装置及其方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0