










专利摘要
一种钛及钛合金电火花诱导可控燃爆蚀除加工方法,其特征是在钛及钛合金的常规电火花加工过程中,向加工区域间歇性地通入能与被加工钛及钛合金材料产生剧烈氧化放热并形成燃爆效应的气体,使在电火花作用下表面活化了的钛及钛合金材料与通入的气体发生燃烧爆炸反应,露出新的活化层,不断重复上述过程,可大量快速持续蚀除钛及钛合金基体材料表层。相对于常规电火花加工,本发明可数倍、甚至数百倍地提高材料蚀除率,本发明还可应用到大型结构件的加工,可采用小型设备在大型结构件上进行相对运动的方式进行加工,可解决大型结构件加工机床尺寸、刚性等问题。本发明还具有高效、低损耗、低成本、安全,无污染的优点。
说明书
技术领域技术领域
本发明涉及一种电火花加工方法,尤其是对难加工材料钛或钛合金的电火花加工方法,具体地说是一种能提高电火花加工效率,快速蚀除钛或钛合金材料并保障加工表面质量与精度的钛或钛合金电火花诱导可控燃爆蚀除加工方法。
技术背景背景技术
钛或钛合金因比重小、比强度高、耐腐蚀、耐高温等众多优异的性能,在航空、航天、舰船、医疗等领域中有着极其重要的作用。但是,钛或钛合金由于比强度高、弹性系数低,在机械加工过程中会产生较高和较集中的切削力,容易产生振动而导致切削时出现震颤,影响加工精度;钛或钛合金的导热性差,切削加工时产生的热量不易散失,易积蓄在刀具上加快了刀具磨损,加工余量较大时易烧蚀,特别是对于薄壁、外形复杂的零件,加工难度更大,并且在持续高温下刀具的寿命大大降低,因此,钛或钛合金材料在切削领域上被归类于难切削材料。为克服传统机械加工方式所难以解决的上述问题,应用新的原理与方法的非传统加工技术孕育而生,其中电火花加工属无宏观切削力加工,利用工件和工具之间脉冲性火花放电时的电蚀现象来蚀除多余金属,适合于任何难切削导电材料的加工,其加工性能与材料的硬度、脆性等力学性能无关,只与加工材料的导电性能及热学性能有关。但钛或钛合金相对于普通金属材料,其热导率仅为一般金属的1/5,这就导致放电加工中产生的热量聚集在放电通道内不易迅速消除,脉冲放电结束之后,放电通道内消电离不彻底,极易产生短路及拉弧现象,表面极易烧伤,加工效率低,极大地影响了电火花加工方法在加工钛或钛合金中的应用,因此,钛或钛合金电火花加工效率低、电极损耗大,目前如何提高钛或钛合金的电火花加工工艺性已成为一个研究热点。
现阶段,电火花加工可以在液中、气中以及气液混合物中进行。液体中加工机理研究较成熟,研究成果很多。液中加工工作介质主要是含有烃基的油性液体,其在放电高温作用下会产生碳元素,并吸附在电极表面形成保护膜,减少电极损耗。气中放电加工方法,由东京农工大学国枝正典提出,也称为干式电火花加工。气中放电加工借助放电加工过程中飞溅到电极表面熔融的工件材料补偿电极损耗,能够做到电极低损耗,甚至无损耗,且气中放电不会有火灾隐患。但是,气中放电加工由于介质对放电通道的压缩作用小,放电能量密度较低,加工效率通常是液中放电的1/6左右,其应用受到很大的限制。为解决气中电火花加工中遇到的问题,上海交通大学相继提出了液中充气电火花加工方法和喷雾电火花加工方法。液中充气、雾中放电结合了液中和气中放电的优点,在降低电极损耗的同时,加工效率也可达到液中放电的效率。
以上各种介质中的电火花加工原理,都是利用工件与电极之间火花放电产生的热作用熔化、气化工件,并且在放电爆炸力的作用下使其抛离基体,完成加工。由于用于加工的能量全部来源于放电脉冲,工件作为放电电极对之一,只能吸收其中一部分的能量;同时由于工作介质等的存在,也会消耗较多能量,真正用于熔化、气化蚀除工件的能量所占的比例很少,大部分的能量被工具电极、工作介质等带走。目前,主要通过提高总能量的途径提高放电加工效率。但是,脉冲电源能量增加,一方面会造成电极损耗过大,影响加工成型精度;另一方面因蚀除产物不能及时排除等问题容易形成短路、拉弧烧伤工件,破坏工件表面质量并影响加工的持续进行。
发明内容发明内容
本发明是针对现有的电火花加工由于放电能量利用率低,导致加工效率低,以及增大放电能量会破坏加工表面质量,并产生较大的电极损耗等问题,通过极间新的能量输入手段,发明一种电火花诱导可控燃爆蚀除加工方法,通过燃爆方式快速蚀除被加工材料,并利用电火花加工进行表面修整以确保加工的表面质量与精度。
本发明的技术方案是:
一种钛或钛合金电火花诱导可控燃爆蚀除加工方法,其特征是在钛或钛合金的常规电火花加工过程中,向放电区域间歇性地通入能与被加工钛或钛合金基体材料产生剧烈氧化放热并形成燃爆效应的气体,使已经在电火花作用下表面活化了的钛或钛合金基体材料与通入的气体发生燃烧爆炸反应;材料燃烧后释放出大量的热,这些热量直接作用在钛或钛合金基体材料上,通过热传导作用向钛或钛合金基体材料内扩散,从而引起被加工钛或钛合金材料表面温度迅速上升到熔点;由于钛或钛合金的热导率仅为一般黑色金属的1/5,局部聚集的热量不能很快被基体材料吸收,从而产生热量聚集效应,致使表层材料温度急剧升高,导致熔融的材料及产物因急剧膨胀产生爆炸而抛离基体,并露出新的活化层。再间歇性地关断气体,在非供气阶段或非供气区域,中断燃烧,并利用常规电火花加工清除加工产物和修整加工表面,用以保障加工表面质量和精度,整个加工如此交替往复进行,最终完成加工,从而达到快速大量蚀除基体金属加工层的目的。由于钛或钛合金极易与氧气等气体发生剧烈氧化反应,且反应传播速度很快,持续燃爆可能导致无规则的、破坏性的爆炸,因此需要对燃烧爆炸过程进行控制,可根据加工要求间歇性地关断气体达到控制的目的。本发明仍属于宏观无切削力加工,材料的加工性能与其力学性能(硬度、强度、脆性等)无关。本发明可大量快速持续蚀除基体金属材料加工层,与电火花加工相比可数倍、甚至数百倍地提高材料蚀除率,并且最终的表面质量及加工精度由电火花加工控制,可得到不低于常规电火花加工表面质量及精度的加工表面。本发明可以用小设备在大型结构件上相对运动的方式进行加工,可解决大型结构件加工设备的尺寸,刚性等问题。
所述的气体为能与基体金属材料发生剧烈氧化放热并形成燃爆效应的气体,如氧气、氯气、氮气等或其组合。
所述的气体可从电极的中心、侧面或两者同时吹向加工区域。
所述的气体的工作压力为0.01~9MPa。
所述的电火花加工的工作介质为水或非可燃水溶性工作液。
在加工过程中可以向加工区域喷射液体工作介质,压缩燃爆区域,强化燃爆作用,加速燃爆加工产物的排除。
间歇气体的产生可以通过气流控制装置的主动间歇控制或采用其他方式,如对于旋转或振动电极采用连续供气并通过机械运动使燃烧区域强迫转移从而达到在加工区域实现间歇性气流供气的效果。
加工过程中使用的电极为旋转电极或不旋转成型电极;工件和电极的相对位置发生改变,可以形成包括钻孔、铣削、成型加工、车削或磨削形式的加工方法。
本发明的具体加工过程包括:
第一、活化工件表面材料。电极与工件分别接脉冲电源正、负极,进行常规电火花加工,使得放电区域因局部放电产生高温而达到其燃点,活化表面金属材料。
第二、通过可与基体金属材料发生燃烧放热反应的燃爆气体。以钛或钛合金(或其它易与气体发生燃爆反应的金属或金属合金,下同)和氧气(或其它易与钛或钛合金发生燃爆反应的气体,下同)为例,达到活化温度的钛或钛合金与氧气发生化学反应,释放出大量的热量;钛的燃点比熔点低很多,在纯氧气中500~600℃就会发生燃烧,燃烧时放热量高达18.84kJ/g,为同量钛所需熔化热的14倍;由于钛或钛合金的热导率较低,14倍的熔化热局部聚集的热量不能被有效传导和散失,致使材料局部温度急剧升高而产生局部急剧膨胀。
第三、燃爆加工。常规电火花加工的热量主要来源于放电通道内,而放电通道中的热量传递到被加工材料基体形成熔化需要通过界面,热阻抗很大,能量损耗很多,利用率较低。而钛或钛合金是利用自身的燃烧释放能量,直接作用于基体,热量向基体传递的热阻抗很小,能量利用率高得多。燃烧放热使得材料表面温度迅速上升,材料迅速熔化、气化。由于燃烧放热远大于熔化需要的热量,基体金属材料温度不断升高,且钛或钛合金的热导率较低,熔化、气化的热量来不及传递,熔融材料压强不断增大,在某个临界点将形成爆炸,将熔化的材料一并排出,并露出新的活化表面,继续重复上述加工。因此材料蚀除体积远远大于同一时间放电蚀除体积,加工效率得到很大提高。
第四、间歇修整。为防止形成不可控燃爆,而在材料表面堆积加工产物,阻碍加工持续进行,一段时间的燃爆后,材料表面需要冷却,中止燃爆反应,恢复至初始状态。因此采用间歇性气流,在通入气体阶段或区域形成燃爆加工,气体关断阶段或区域,恢复常规电火花加工状态,利用电火花加工进行表面修整,保障加工表面质量及精度。
第五、可在整个加工阶段向加工区域喷入液体工作介质,压缩并提高加工区域的氧气压力,强化燃爆反应,并加速加工产物的排除。
本发明的有益效果:
本发明通过电火花的诱导作用,放电加热并活化表面材料,利用钛或钛合金自身燃烧释放的大量化学能,使材料熔化燃爆蚀除,有利于大大提高材料加工效率,同时利用电火花加工修整,保障了材料加工表面质量和精度。
本发明在加工过程中利用了材料自身燃烧过程中释放的热量,大大增加了用于熔化材料的能量。并且钛或钛合金燃烧的能量是在工件基体上直接释放的,传递到工件(被加工基体金属材料)上的热量受到的热阻抗要小很多。钛或钛合金易燃且导热性能差,燃烧反应传播很快,局部聚集的能量不能及时释放,使得局部因急剧膨胀而发生爆炸,材料蚀除率大大提高。而电极距工件表面有一定距离,燃烧后热量传递到电极的热阻抗较大,燃烧能量传递到电极的很较少,可有效保护电极。电火花诱导可控燃爆蚀除加工采用间歇性气流,一方面可以防止因燃爆速度传播太快,导致燃爆的不可控制,损伤工件表面,并形成不导电氧化物阻碍加工;另一方面也可以在非供气阶段,采用常规电火花加工蚀除表面残留加工产物,修整工件表面,保障零件的加工精度和表面质量。本方法仍属于无宏观切削力加工,所以对于大型结构件的加工,可采用小型设备在大结构件上进行相对运动的方式加工,解决了大型结构件加工的机床尺寸、刚性等问题。由于采用了水或水溶性工作介质,不存在油性工作介质加工中产生环境污染,火灾隐患等问题,是一种高效、低损耗、安全、低成本,无污染的加工方法。
本发明与常规电火花相比,可数倍、甚至数百倍地提高钛或钛合金的放电加工效率,很好地解决了钛或钛合金材料的加工效率低的难题,同时保证了加工的表面质量和精度,降低了电极损耗,降低了钛或钛合金材料的加工成本,扩大了钛或钛合金的应用范围,并且对大型结构件的加工具有重要的意义。
附图说明附图说明
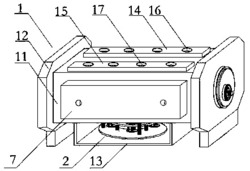
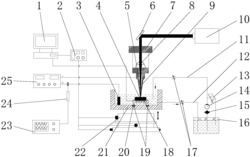
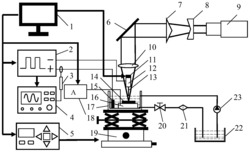
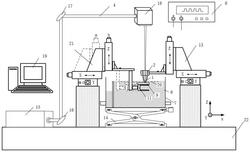
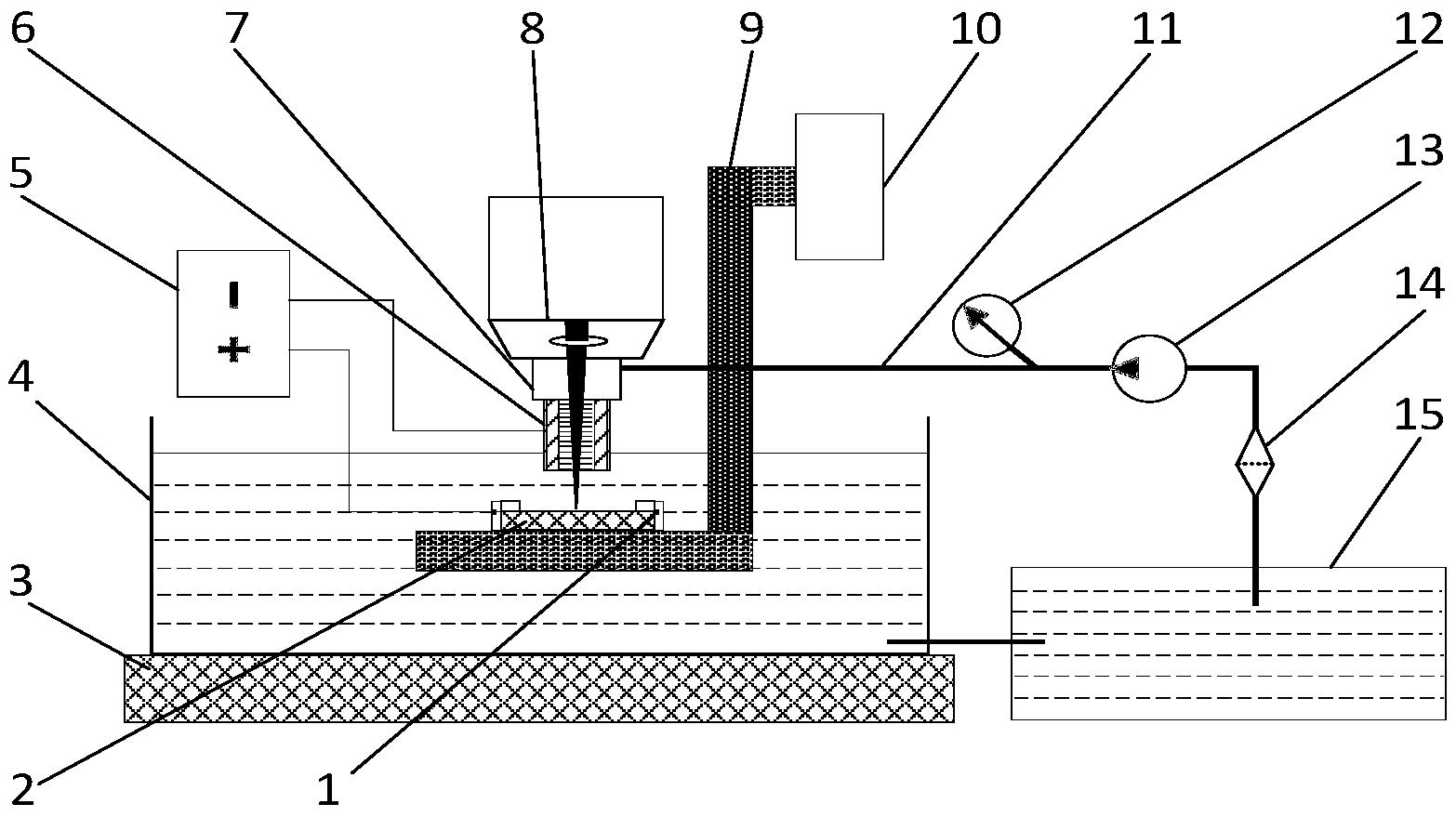
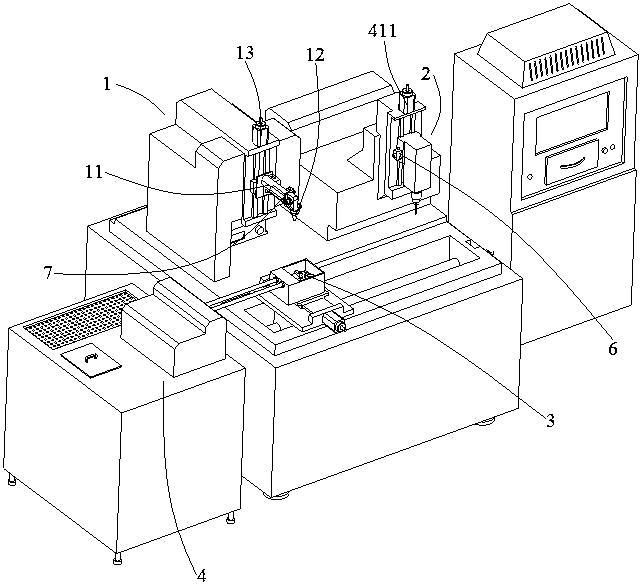
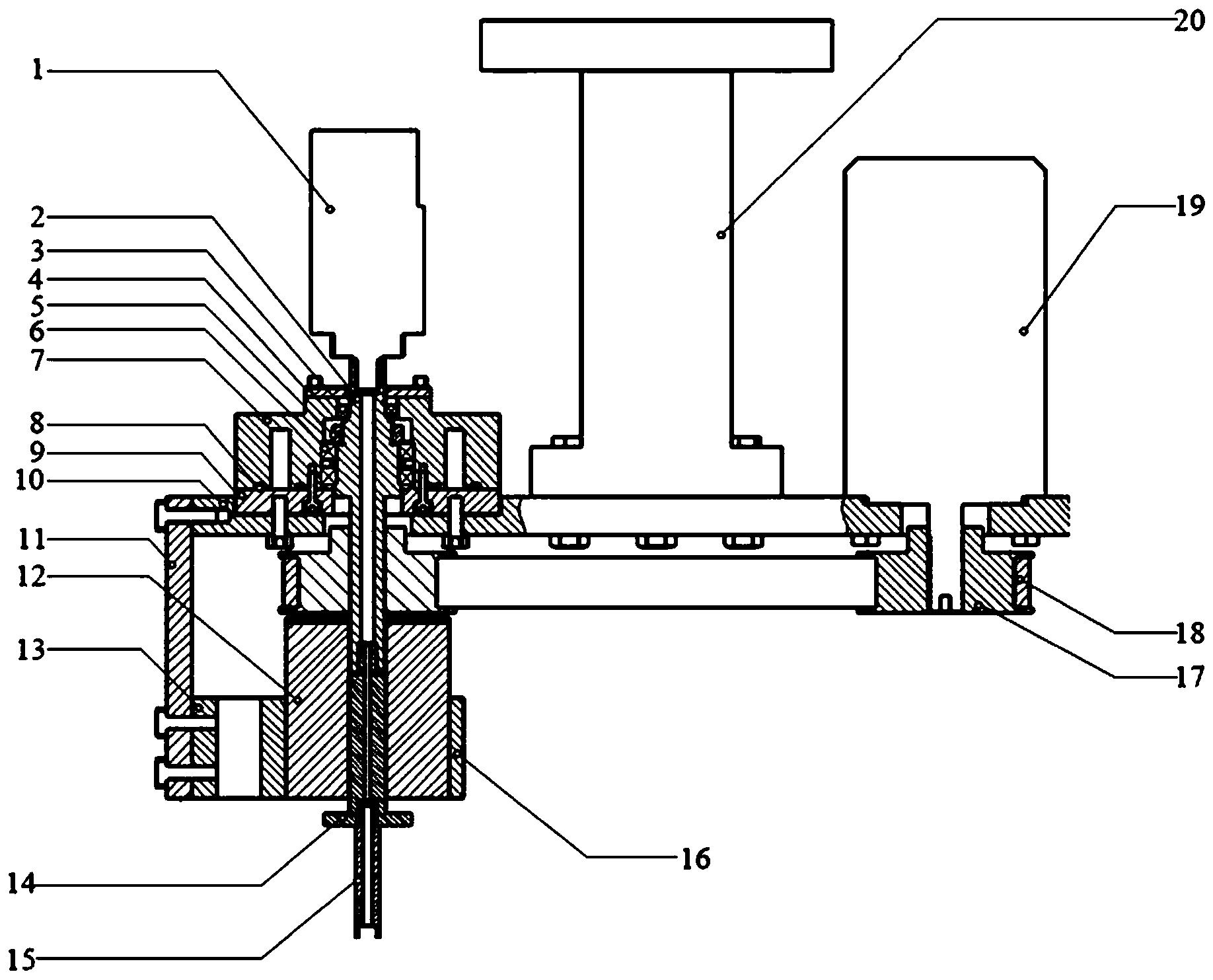
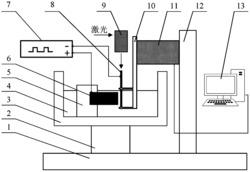
图1是本发明实施例的一个加工装置示意图。
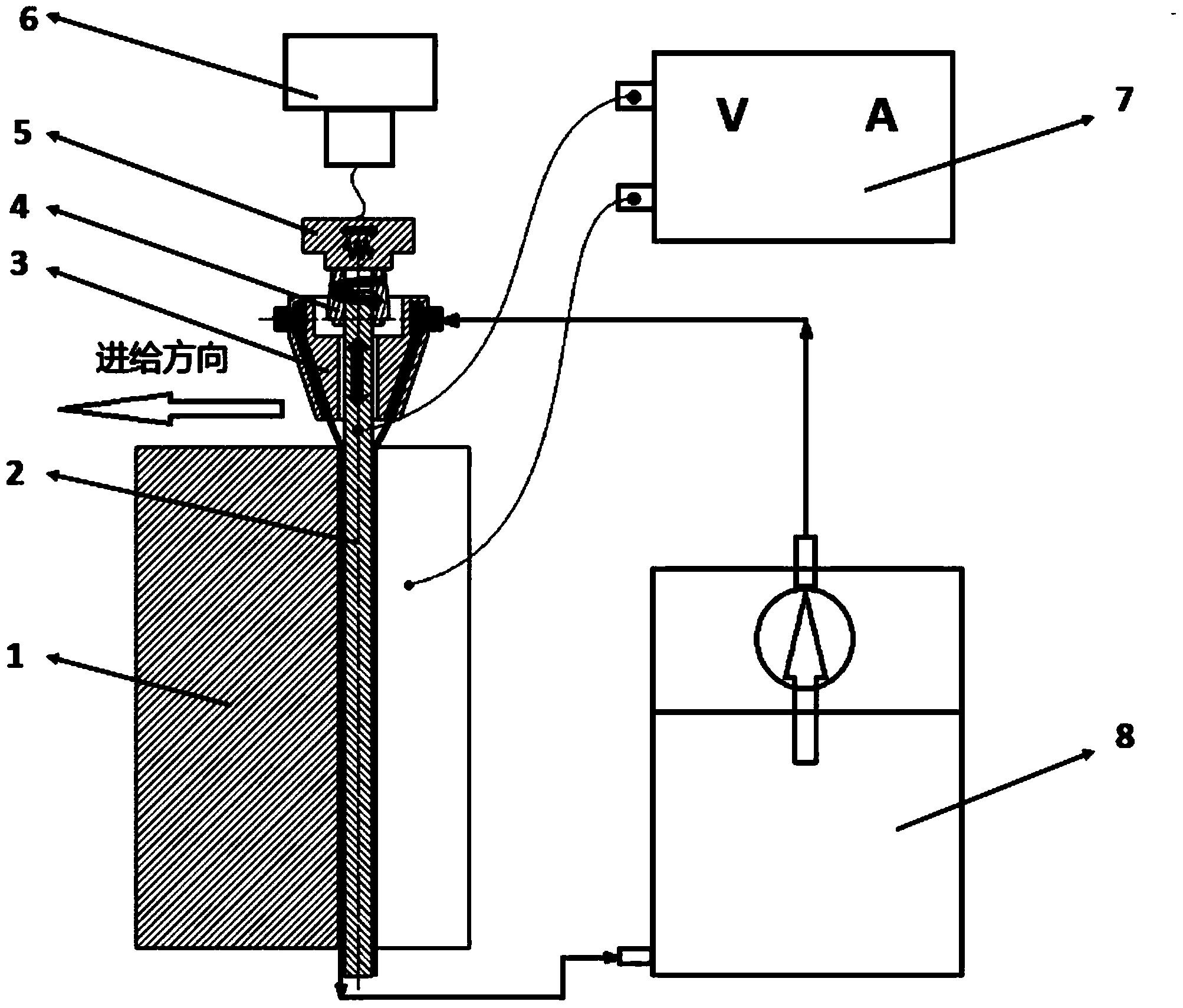
图2是本发明的加工过程示意图。
其中:
图2(a)为电火花放电诱导活化表面金属示意图;
图2(b)为活化区燃烧放热并扩大过程示意图;
图2(c)为活化区持续扩大形成爆炸过程示意图;
图2(d)为关断氧气阻止燃爆持续并进行常规电火花表面修整的示意图。
图3为钛合金TC4在相同时间内采用本发明的电火花诱导可控燃爆铣削与常规电火花铣削工件的实体照片。
具体实施方式具体实施方式
下面结合附图和实施例对本发明作进一步的说明。
如图1-3所示。
一种电火花诱导可控燃爆蚀除加工方法,属于特种加工范畴;加工开始阶段,采用常规电火花放电,使钛或钛合金小部分材料被蚀除,常规电火花放电作为一种诱导方式,加热钛或钛合金基体表面材料至燃点,活化金属表面。活化的钛或钛合金表面材料与间歇供给的氧气(或其它能与基体金属材料发生剧烈氧化放热并形成燃爆效应的气体,下同)发生剧烈氧化反应,释放大量的化学能,热量向基体内部传导。钛或钛合金基体温度升高,加之钛或钛合金的热导率较低,使得表面达到熔融的基体材料及产物因局部热膨胀产生可控燃爆而抛离基体,露出新的活化表面,继续上述过程。在此阶段,材料燃烧产生的化学能作为蚀除工件材料的主要能量来源。在随后的非供气阶段或非供气区域,进行常规电火花加工,蚀除熔化产物并加工多余金属,修整工件表面,从而保证加工表面质量与精度。
为避免形成不可控燃爆,影响零件加工精度,形成的燃烧过程控制在0.01~150秒之内。具体实施时可以利用气流控制装置进行定时关断,形成间歇性氧气流(压力在0.01~9MPa之间),控制燃烧反应;也可以在持续通入氧气的条件下,通过电极旋转或振动等方式强迫燃烧区域发生转移,实现可控燃爆。加工过程中工作介质应为非可燃性液体,可以使用水或非可燃水溶性工作液。此外还可在加工区域附近喷射液体工作介质,压迫氧气,提高加工区域的氧气压力,强化燃爆作用,在随后的非供气阶段或非供气区域进行常规电火花加工,完成冲液电火花加工,加速加工产物的排除,修整加工表面质量和精度。电极材料应该是导热性能好、熔点较高的材料,可以是紫铜、石墨及不锈钢等。电极可以旋转也可以不旋转。工件和电极的相对位置可以发生改变,形成各种形式的加工方法,包括钻孔、铣削、成型加工、车削、磨削等形式。加工的材料不仅仅局限于钛或钛合金材料,这种方法可以扩展到一些易与气体发生燃爆反应的金属或金属合金。通入的气体也不局限于氧气,可以扩展到能与金属产生燃爆效应的其他气体(如Cl2等)及其他混合气(如氧气+乙炔等)。
例1.
一种钛合金TC4电火花诱导可控燃爆蚀除加工方法,它包括以下步骤:
第一步、构建加工系统。如图1所示,气体通过气流控制装置与管状电极连接,电极可相对气流控制装置旋转,气流控制装置可使高压氧气转变成间歇可调的间歇性氧气流。工具电极接脉冲电源正极,钛合金接脉冲电源的负极(负极性加工),形成电火花放电;工件浸没在液体工作介质中,液面距离加工区域20mm以上,用以压缩燃烧区域;采用侧面冲液的方式作用于加工区域,强化燃爆作用,加快蚀除产物的排出。
第二步、电火花放电诱导燃爆加工。从微观角度看,本过程具有四个步骤:
1、如图2(a)所示,在常规电火花加工的作用下,电极和工件在加工区域形成放电通道,产生放电凹坑,凹坑及附近由于温度较高,部分材料达到燃点,形成活化区域;
2、如图2(b)所示,活化区域在氧气的作用下,发生剧烈的燃烧反应,释放出大量的热量,一方面熔化、气化工件材料,另一方面,能量向基体传递,活化区域扩大;
3、如图2(c)所示,在氧气的持续作用下,燃烧产生的化学能远大于熔化需要的能量;由于钛合金的热导率很低,使得热量迅速在小范围聚积,局部基体金属材料膨胀;由于压强不断增大,导致在某个临界点产生爆炸,将大量熔融的物质一起抛离基体;通入氧气的压力可在0~9MPa之间选择,气压及流量增加,钛或钛合金的蚀除量也增加,气流控制装置的作用是实现间歇性通气,通气的持续时间为0.01~150秒,气体关断时间间隔为0.01~150秒。
4、如图2(d)所示,氧气在气流控制装置作用下,停止供入,金属停止燃烧,接着在常规电火花加工作用下放电蚀除部分残留在工件表面的加工产物,对已燃爆加工表面进行表面及精度的修整。重复上述四个微观过程直至加工完成。
第三步、伺服进给及轨迹控制。电极相对与工件做伺服进给并进行轨迹运动控制,蚀除多余加工材料,最终完成工件加工。
对于钛合金TC4采用电火花诱导可控燃爆铣削与常规电火花铣削的一个应用实例,如表1所示,其对应的在相同加工时间内加工工件实体照片如图3所示。
表1TC4电火花诱导可控燃爆铣削与常规电火花铣削对比
本发明未涉及部分均与现有技术相同或可采用现有技术加以实现。
钛或钛合金电火花诱导可控燃爆蚀除加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0