










专利摘要
本发明公开了一种雨伞伞柄与伞体自动供料、自动对接的装配线,主要应用于雨伞智能化制造行业和自动化装配技术领域。依据装配流程要求,需要分别对伞柄和伞体进行自动供料、自动隔料、自动取料、自动输料的设计,对伞体待装部位进行小孔检测,根据检测结果旋转伞体,然后进行砸扁、高温加热操作,最后实现伞体与伞柄的对接。整个装配系统由一个PLC控制器控制,上层通过上位机进行监控,实现装配系统的安全、稳定的运行。
权利要求
1.雨伞伞柄的自动化装配线,其特征在于:由伞柄自动供料系统 A、伞柄分离系统 B、伞体自动供料系统 C、伞体小孔视觉检测系统 D、循环装配系统 E 组成;
伞柄自动供料系统 A、伞柄分离系统 B、伞体自动供料系统 C、伞体小孔检测系统 D、循环装配系统
E 均由可编程控制器 PLC 控制,上层采用上位机监控各个设备的运行状态,当设备出现故障时,可以立即报警,急停整个装配线,保证系统安全、稳定、高效的运行;
伞柄自动供料系统 A 由伞柄料仓(101)、旋转叶轮(102) 组成,通过电机带动旋转叶轮旋转,钩状旋转叶轮带着勾到的伞柄滑落到分离系统中的分叉机构(106)上;
伞柄分离系统 B 由分叉机构(106)、隔料叶轮一(109)组成,伞柄滑入分叉机构,并在隔料叶轮一的阻挡与旋转下,实现伞柄的分离、隔料操作;
伞体自动供料系统 C 由落料斜面(202)、隔料叶轮二(206)、链板输送机(200)、V 型支架(208)组成,重力作用下伞体自斜面上滑下,斜面末端放置与分叉机构末端一样的隔料叶轮二,当伞体滑下来时,被隔料叶轮二阻挡,通过叶轮电机的带动能够只允许一把伞体被传送到落料斜面末端的水平位置,等待链板输送机的 V 型支架间断取走每一把伞体;
伞体小孔视觉检测系统 D 由 3 个互成 120°的工业相机(305)、工业相机支座(313)组成,3 个工业相机视野角覆盖伞体 360°,每次链板输送机到达循环装配系统E的第二工位上时只需拍一次照采集三张照片就可以通过图像处理,找到小孔的方位信息,通过伞体小孔的方位信息,来实现后续装配要求;
循环装配系统 E 由 4 个工位和链板输送机组成,当链板输送机上的 V 型支架带着伞体运动到第一个工位时,开始对伞体待装配部位砸扁操作,然后继续运动到第二工位,第二工位负责对伞体待装配部位上的盲孔进行检测和定位,用三爪卡盘机构卡紧伞尾端转动伞体,使得伞体小孔竖直朝上,继续运动达到第三工位,第三工位负责对伞体待装配部位进行高温加热,利用高频加热装置即可完成此操作,加热完成后继续运动到达最后一个装配工位,此时伞柄已经处在模具中,并在步进电机的旋转下,伞柄跟随模具一起旋转了 135°,伞柄伞勾处于竖直朝下的状态,直线导轨推着固定模具的滑块向前与伞体进行对接从而实现一次装配操作,再次旋转落料斜面(202)末端的隔料叶轮二(206)和分叉轨道(108)末端的隔离叶轮一(109),重复同样的装配流程,即可实现循环装配;雨伞伞柄的自动化装配线设置有两条,每条自动化装配线的伞柄分离系统B设置有2 条分叉轨道(108),每次装配四把伞。
2.根据权利要求 1 所述的雨伞伞柄的自动化装配线,其特征在于:伞柄自动供料系统A 中旋转叶轮长度、厚度、弯曲形状以及弯钩的设计根据伞柄伞勾的直径、形状以及料仓的深度来设计,能够每次都勾出来伞柄,被勾出来的伞柄随着旋转叶轮(102)的旋转进入伞柄分离系统B的输送轨道上。
3.根据权利要求 1 所述的雨伞伞柄的自动化装配线,其特征在于:由于伞柄与分叉机构的第一段圆柱棒(107)接触面积较小,伞柄以与第一段圆柱棒(107)轴截面成 45°角的状态向下滑动,又因为伞柄伞勾与伞柄长度相比较短,便可以分离不同朝向的伞柄,分别进入两侧分叉轨道上,进入两侧分叉轨道后,继续下滑,两侧分叉轨道末端都装有隔料叶轮一,隔料叶轮一不仅可以隔绝分叉轨道上的伞柄继续下滑,还可以通过电机的带动通过限制隔料叶轮一的长度只允许一个伞柄滑入伞柄模具中,为装配做准备。
4.根据权利要求 1 所述的雨伞伞柄的自动化装配线,其特征在于:伞体自动供料系统C 中隔料叶轮二(206)只允许一把伞体被固定在链板输送机上的 V 型支架卡走并随着链板输送机一起运动,进行下一步的装配操作。
5.根据权利要求 1 所述的雨伞伞柄的自动化装配线,其特征在于:伞体小孔视觉检测系统 D 利用三个工业相机(305)来同时工作采集图片,三张照片覆盖伞体360°,通过分别对三张照片中的小孔进行二维到三维的转换,便可知小孔真实的方位信息。
6.根据权利要求 1 所述的雨伞伞柄的自动化装配线,其特征在于:循环装配系统 E中 4 个工位是相互独立的,在不同的时间段做不同的装配工艺,一旦其中一个工艺流程出现问题,可以随时由人工代替,方便维护和定期的检修。
说明书
技术领域
本发明涉及一种雨伞伞柄的自动化装配线,主要应用于雨伞智能化制造行业和自动化装配技术领域,能够实现自动地将伞柄与伞体进行装配,改变雨伞行业人工装配为主的现象,提高雨伞生产和装配的效率。
背景技术
目前,自动化装配技术已经广泛应用于各行各业,其中在机械制造、模具制造、电子器件装配、食品加工、药物制造等领域都得到了快速的发展,尤其是在伞具行业,它是典型的劳动密集型行业,在经过长时间的纯手工生产后,伞具在加工与装配过程中都形成了固定的生产流程与装配工艺,其中部分工艺已经开始出现自动化的设备来代替人工操作,例如:伞面开布大裁机、电脑高速单线车、电脑伞顶机、打带机、伞珠珠尾机、自动焊管机、伞骨自动成型机床等一系列制伞设备,在前期制造伞具零部件上得到了广泛应用,但是因为装配作为生产线上最后一个环节,决定着产品的质量,加上其中的某些装配工艺要求较为特殊,生产成本又限制较大,因此,在后期的装配过程中仍然依靠人工来完成,难以实现机械自动化连续生产。
自动化装配是将一组零散的零部件按照合理的工艺流程在一定的精度标准和技术要求下,经过一系列的操作最终组合成为产品的过程,这些过程依赖上位机与下位机的控制与监控、时刻显示各个工位的当前状态,便于发现与解决故障问题,保证安全可靠的生产。其中包含有自动上下料、分离、排序物料、按照固定位姿运输物料等重要环节,这些环节分布在不同的工位处,具备适当的灵活性,当其中一个工位发生故障时,可用人工代替这个工位,修理人员可以进行维修、检修工作,使得生产不间断。
鉴于目前伞具行业的现状与自动化装配技术的发展,本发明将雨伞中一个关键的部件伞柄实现了与伞体的自动化装配,降低雨伞的生产成本,提高雨伞的生产效率。
发明内容
本发明的主要目的是依据伞柄手工装配工艺流程要求,设计一条雨伞伞柄的自动化装配线,该装配线可以实现伞柄的自动化上下料,自动化送料、自动化装配、循环装配的过程。利用伞柄自身所具有的的特点,设计了一系列自动化装置,实现伞柄从料仓经过自动供料装置完成顺序取料到分离装置中的分叉机构完成两种伞勾朝向不同的伞柄的分离与排序,然后在分叉机构的末端加一个可以旋转的叶轮作为隔料机构实现伞柄一个个的分离后进入固定伞柄的模具中,等待着与链板输送机传送过来的伞体单独进行装配的效果。链板输送机在运送伞体的过程中,需要先利用砸扁装置对伞体的待装配部位进行砸扁,然后利用V型支架内侧的小型电磁铁夹紧伞体伞杆的伞尾和伞柄处,进而对伞体待装配部位上直径2mm的盲孔利用视觉检测装置进行检测与定位,当确定伞体伞杆上待装配部位处的盲孔的方位后,再利用步进电机带动三爪卡盘机构卡紧的伞体伞尾端进行旋转,旋转到使伞体上待装配部位的盲孔的朝向竖直向上时停止,接下来利用高温加热装置实现对伞体待装配部位的高温加热,等待待装配部位被烧红之后,最后完成伞体伞杆上的盲孔朝向与伞柄伞勾朝向相反进行装配的操作。
本发明的优点在于:
1、机构简单,设计合理,成本低廉,操作方便,便于拆装维护;
2、每个部分均可由PLC与上位机进行控制与监控,控制方法简单,控制过程安全可靠。
3、采用自动化装配技术与视觉检测技术相结合的方式进行装配,提高了装配精度。
4、所有的操作过程均采用成组进行,提高了生产的效率;
附图说明
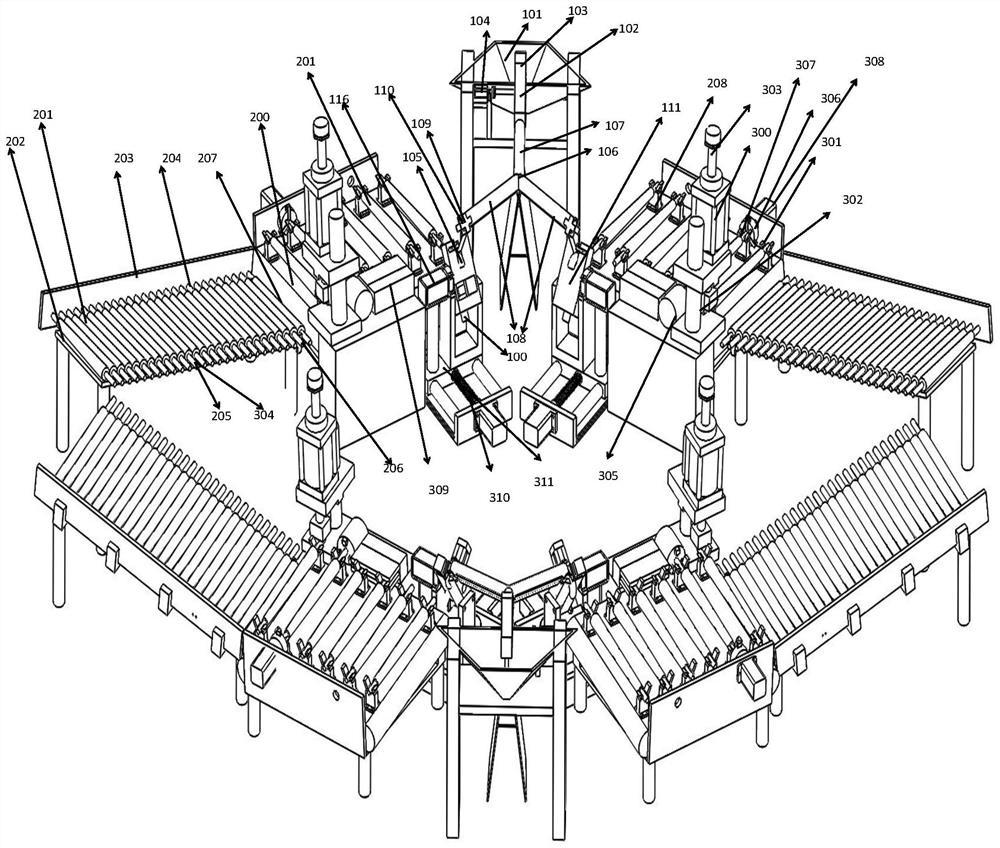
图1是伞柄自动化装配线系统的总装配图
图2是伞柄结构图
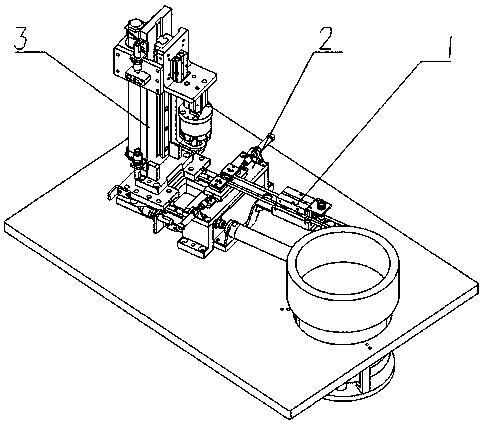
图3是伞柄自动化供料装置的结构图
图4是伞柄分离系统的结构图
图5是伞柄模具的结构图
图6是伞体结构图
图7是电磁铁结构图
图8是V型支架内侧电磁铁位图
图9是伞体自动化送料的结构图
图10是伞体砸扁装置的结构图
图11是三爪卡盘的结构图
图12是三个相机的位置图
图13是伞体小孔视觉检测的结图
图14是直线导轨装置图
具体实施方式
首先,将伞柄100随机的置于料仓101中,根据伞柄一端带勾的形状特点,设计了利用旋转叶轮102把伞柄从料仓中一个个勾出来的自动供料系统A。该自动供料系统中的旋转叶轮叶片103是弯钩状,因此电机104通过带动旋转叶轮进行旋转,钩状叶轮叶片便会勾着伞柄的伞勾105将伞柄从料仓中一个个勾出来,并随着叶片的转动而滑动到分离系统B的分叉机构106上,伞勾钩挂在分叉机构的第一段圆柱棒107上。分叉机构是由在同一平面上的三个倾斜的空心光滑圆柱棒组成,此时挂在分叉机构第一段圆柱棒上的伞柄的伞勾有两种不同的朝向,而且因为伞柄与圆柱棒接触面积较小,伞柄钩挂在圆柱棒上并不是竖直的,而是有倾斜一定的角度,经试验得出角度为45°左右。所以当伞柄落到分叉机构上时,会先顺着第一段圆柱棒下滑,当伞柄下滑到第一段圆柱棒末端时,由于伞柄伞勾长度与伞柄整个长度相比很短而且伞柄钩挂在圆棒上存在45°倾斜角度,所以伞柄便会借助重力以及上述的特点等自动分离开两种不同朝向的伞柄,并分别进入分叉机构的左右两侧分叉轨道108上一直下滑,下滑到分叉机构末端被小旋转叶轮所组成的隔料机构109所挡。然后步进电机110带动小旋转叶轮开始旋转90°,完成取下一个伞柄的同时阻挡分叉轨道上的其它伞柄继续下滑的操作,被小旋转叶轮取下的伞柄滑入模具111中,该模具上端开凹槽112,凹槽宽度稍大于伞柄外径,为了防止伞柄掉落或移动,利用气缸压板装置113来固定掉入模具里的伞柄,该气缸压板的缸杆114在常态下始终处于伸长状态,但是当伞柄落入模具内时,气缸缸杆便会带着气缸缸杆上的压板115缩回,压紧伞柄于模具上,然后由步进电机116带动模具旋转135°到水平位置,此时伞柄伞勾竖直朝下,等待着与经过链板输送机200输送到指定的工位处的伞体201进行装配。
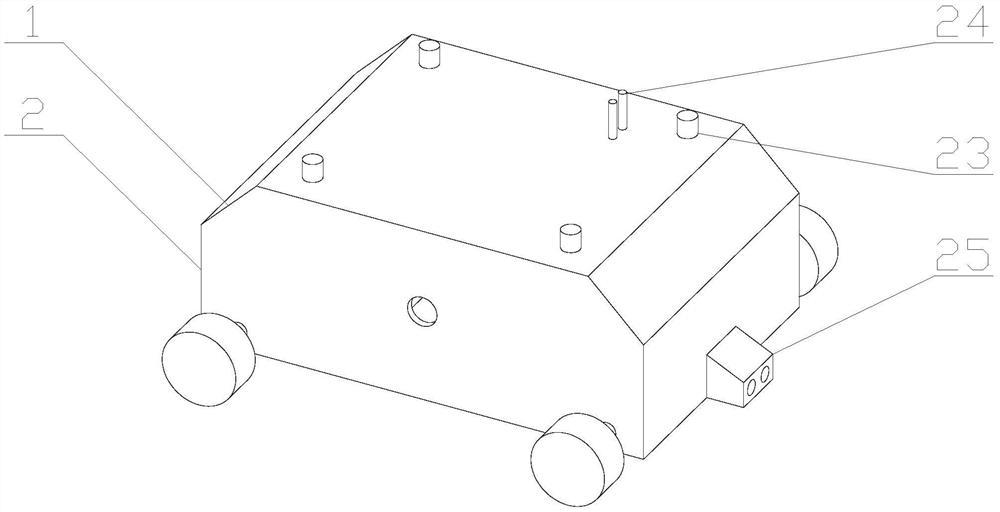
伞体自动供料系统C是将伞体201放在一个落料斜面202上,该落料斜面在水平和竖直方向各有一定倾斜角度的斜面,而且在落料斜面的一端设计有挡板203,因此可以使伞体的一端伞尾204处顶在挡板处,从而保证每把伞体待装部位205均在一条直线上。在落料斜面的末端固定有隔料叶轮206,当伞体运动到斜面下端时,被隔料叶轮挡住,随着隔料叶轮的转动,取下一个伞体到达落料斜面末端的平面207上并等待链板输送机上的V型支架208运动到同一位置处将其勾住。接下来,就是利用链板输送机对伞体进行输送,输送到各个不同的工位进行一系列操作。
链板输送机输送来的伞体首先经过砸扁装置300对伞体待装部位进行砸扁,该砸扁装置利用气压机进行砸扁。链板上的每一个V型支架上左右两端内侧都开有放置电磁铁的凹槽301,当检测开关302检测到该工位处有伞体时,前后两个支架中的每一对电磁铁互相吸合,夹紧伞体于支架上,同时通过PLC控制电磁阀来控制气缸缸杆303的伸缩从而实现将伞体待装配处砸扁的操作。然后链板输送机继续运动,带着伞体到达盲孔检测工位处。因为伞体此时在电磁铁的作用下固定于V型支架208上,所以便可以通过视觉检测系统D得到伞体伞杆上待装配部位上的盲孔304的精确位置信息。该检测系统用了3个互成120°的工业相机305覆盖伞体的360°,因此只需拍照采集一次照片,便可通过视觉检测得到伞体上盲孔的方位信息,得到这一信息后,利用三爪卡盘机构306卡紧伞体然后松开电磁铁307,再经过步进电机308对三爪卡盘机构进行旋转,最终使得伞体待装配部位的盲孔旋转到竖直朝上方位时步进电机停止转动,随后电磁铁再次吸合固定伞体并松开三爪卡盘机构,伞体继续随着链板输送机运动。接下来到达高温加热工位,利用高频感应加热装置309对待装配部位进行高温加热,加热之后,到达与伞柄对齐的最后一个装配工位处。利用电动直线导轨310推动导轨上的滑块311,滑块带动的模具会在直线导轨的推动下,推动模具以及模具中的待装配的伞柄与经过砸扁、旋转定位、加热一系列操作过后的伞体进行装配,从而实现一次装配过程。然后继续转动分叉轨道末端的小旋转叶轮和伞体落料斜面末端的隔料叶轮,再一次进行伞体取料和伞柄取料,实现两者对接装配,循环该过程,便可实现装配系统的循环运转。装配完成的伞会随着链板输送机一起运动,当运动到链板输送机末端时,便会掉落下来,从而实现自动卸料。
分叉机构分离了两种不同朝向的伞柄,一个模具中每次取料一个,因为有两个分叉轨道,两个模具,所以每次可同时装配两把伞柄。本发明综合考虑生产成本和生产效率,在原来装配线的基础上,又添加了一条相同的对称的装配线,因此,每次同时可以装配四把伞柄。
在本发明中,主要是实现了伞柄与伞体的自动化装配,提高雨伞的生产效率。影响伞柄与伞体装配速率的因素主要在于伞体的输送速率、小孔的检测速率以及伞柄的取料速度,操作者需要将伞柄随机的放入料仓,以及将伞体随机的放于落料斜面上,便于操作者来控制装配线的生产效率,提高控制精度和产品质量的稳定性。
一种雨伞伞柄的自动化装配线专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0