










专利摘要
本发明提供了一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置及方法,该方法使用配备有力控传感器的机器人抓住电主轴,以不同的旋转锉对钛合金铸件圆孔腔进行打磨,打磨前先利用力控传感器对钛合金铸件圆孔腔的表面轮廓进行测定,再根据测定结果补偿垂直于加工面方向以及沿加工面方向的误差,实现对钛合金铸件圆孔腔底部平面与圆柱面的打磨。通过在线检测钛合金铸件圆孔腔的实际轮廓,对每个钛合金铸件圆孔腔进行二维误差补偿,可确定加工量,减少走刀路径,提高表面质量。因此本发明在钛合金铸件圆孔腔加工中有着广阔的应用前景,能够提高生产效率为企业带来可观的效益。
权利要求
1.一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置,其特征在于,包括连接法兰,设置在连接法兰底部的用于夹持硬质合金旋转锉的电主轴,设置在连接法兰上部的力控传感器,连接法兰上还安装有阀块安装座,阀块安装座上装有阀块,冷却水管装在阀块上。
2.根据权利要求1所述的一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置,其特征在于,电主轴转速不低于8000r/min,进给速度为3mm/s。
3.根据权利要求1所述的一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置,其特征在于,电主轴夹持C型硬质合金旋转锉或B型硬质合金旋转锉在冷却液环境下进行打磨,C型硬质合金旋转锉或B型硬质合金旋转锉的直径相等,装夹长度相等且设定的工具坐标都建在其刀具顶端中心。
4.一种采用权利要求1所述的一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,其特征在于,包括:
关闭电主轴并装夹硬质合金旋转锉,使刀具伸入圆孔腔内接近底部平面并运动至该面上部;
开启力控传感器,通过力反馈获取底部平面四个方向实时位置坐标,以及圆孔腔内壁圆柱面的四个方向实时位置坐标;
将底部平面四个方向实时位置坐标替换圆孔腔内壁圆柱面对应的四个方向位置坐标;将圆孔腔内壁圆柱面的四个方向实时位置坐标替换底部平面对应的四个方向位置坐标;
开启电主轴,冷却液,根据新形成的底部平面边界进行螺旋轨迹打磨底部平面;
关闭电主轴并更换硬质合金旋转锉,再次开启电主轴,冷却液,根据新形成的圆孔腔内壁圆柱面进行环形路径轨迹打磨圆孔腔内壁圆柱面。
5.根据权利要求4所述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,其特征在于,底部平面四个方向实时位置坐标的获取步骤包括:
步骤1:装夹B型硬质合金旋转锉,关闭电主轴,使刀具按照固定轨迹伸入圆孔腔内接近底部平面,并运动至该面上部;
步骤2:设置力的方向为垂直于底部平面,开启力控传感器,刀具沿轴向前进,至碰到底部平面力后,根据力反馈达到设定值,获取上部位置坐标A(x,y,z);
步骤3:关闭力控传感器,刀具沿轴向退后,离开A点,移动至接近底部平面左部,并按照步骤2的过程获取当前左部位置坐标B(x,y,z),下部位置坐标C(x,y,z),和右部位置坐标D(x,y,z)。
6.根据权利要求4所述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,其特征在于,圆孔腔内壁圆柱面的四个方向实时位置坐标的获取步骤包括:
步骤1:装夹B型硬质合金旋转锉,关闭电主轴,使刀具伸入圆孔腔内,刀具远离底部平面一定距离,并运动至接近圆孔腔内壁圆柱面上侧;
步骤2:设置力的方向为沿圆柱面的法线方向向上,开启力控传感器,刀具侧面自动贴紧至圆柱面上,根据力反馈达到设定值,获取当前上侧位置坐标E(x,y,z);
步骤3:关闭力控传感器,刀具离开E点,移动至接近圆柱面左侧,设置力的方向为沿圆柱面的法线方向向左,开启力控传感器,刀具侧面自动贴紧至圆柱面上,力反馈达到设定值后,获取当前左侧位置坐标F(x,y,z),下侧位置坐标G(x,y,z),和右侧位置坐标H(x,y,z)。
7.根据权利要求4所述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,其特征在于,位置坐标替换的具体方法是:
设定垂直于底部平面为X方向,水平方向为Y方向,将E,F,G,H点的X值分别替换为A,B,C,D点的X值,将A点的Y,Z值分别替换为E点的Y,Z值,将B点的Y,Z值分别替换为F点的Y,Z值,将C点的Y,Z值分别替换为G点的Y,Z值,将D点的Y,Z值分别替换为H点的Y,Z值。
8.根据权利要求4所述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,其特征在于,螺旋轨迹是以A,B,C,D点走圆形轨迹路径,然后走偏移路径,偏移路径具体是,以A,B,C,D点为参考点,将A,B,C,D点的坐标值都向该圆内偏移B型硬质合金旋转锉的刀具半径距离,形成新的路径轨迹点,如此循环偏移依次形成新的路径轨迹直到将整个平面打磨完。
9.根据权利要求4所述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,其特征在于,打磨圆孔腔底部平面具体过程:
装夹B型硬质合金旋转锉,开启电主轴,冷却液,根据新的A,B,C,D点形成的底部平面边界,以及设定的表面去除量m毫米,螺旋轨迹打磨该底部平面,每打磨一次后垂直于底部平面方向偏移0.1mm作为当前的A,B,C,D点坐标,再根据当前的A,B,C,D点坐标形成的螺旋轨迹进行打磨,如此循环设定次数后结束。
10.根据权利要求4所述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,其特征在于,打磨圆孔腔内壁圆柱面具体过程:
更换C型硬质合金旋转锉,再开启电主轴,冷却液,根据新的E,F,G,H点形成的环形路径轨迹,以及设定的表面去除量n毫米,每打磨一次后远离圆心的方向偏移0.1mm作为当前的E,F,G,H点坐标,再根据当前的E,F,G,H点坐标形成的轨迹进行打磨,如此循环设定次数后结束。
说明书
技术领域
本发明涉及一种打磨装置方法,具体涉及一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置及方法
背景技术
钛合金铸件的圆孔腔,其材料本身属于难加工材料且铸造出来后其形状和尺寸存在较大误差,传统的手工打磨方式是先用磨头或旋转锉对整个圆孔腔进行打磨,然后通过肉眼辨别圆孔腔内未打磨到的部位,然后接着去补充打磨。这种打磨方式,使得打磨的表面有很多不同方向的划痕,表面粗糙不平,而且容易打伤表面,加工量大,加工时间长,效率低。
发明内容
本发明主要是解决现有技术所存在的技术问题;提供了一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置及方法,通过机器人的力控功能去贴紧各个表面,可以准确的自动读取出钛合金铸件圆孔腔的底部平面位置坐标以及圆柱面的位置坐标,然后通过机器人的位置控制带着电主轴去打磨这些部位,对于底部平面我们可以定量的控制好打磨的深度,以及需打磨的面积大小,并且打磨出的平面整齐一致,表面粗糙度值也低;对于圆柱面,本发明可以控制每个测量位置沿圆环面向外偏移值的大小,这样可根据理论需要的尺寸将该圆环面一次加工出来,减少下一工序的处理,并且表面光洁整齐粗糙度值也低。该方法是对每个钛合金铸件的这种部位都进行测量的,因此能够很好地适应铸件的尺寸不一致性,极大的提高钛合金铸件圆孔腔的加工质量,缩短加工时间,节约成本。
本发明所采用的技术方案是:
一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置,其特征在于,包括连接法兰,设置在连接法兰底部的用于夹持硬质合金旋转锉的电主轴,设置在连接法兰上部的力控传感器,连接法兰上还安装有阀块安装座,阀块安装座上装有阀块,冷却水管装在阀块上。
在上述的一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置,电主轴转速不低于8000r/min,进给速度为3mm/s。
在上述的一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置,电主轴夹持C型硬质合金旋转锉或B型硬质合金旋转锉在冷却液环境下进行打磨,C型硬质合金旋转锉或B型硬质合金旋转锉的直径相等,装夹长度相等且设定的工具坐标都建在其刀具顶端中心。
一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,其特征在于,包括:
关闭电主轴并装夹B型硬质合金旋转锉,使刀具伸入圆孔腔内接近底部平面并运动至该面上部;
开启力控传感器,通过力反馈获取底部平面四个方向实时位置坐标,以及圆孔腔内壁圆柱面的四个方向实时位置坐标;
将底部平面四个方向实时位置坐标替换圆孔腔内壁圆柱面对应的四个方向位置坐标;将圆孔腔内壁圆柱面的四个方向实时位置坐标替换底部平面对应的四个方向位置坐标;
开启电主轴,冷却液,根据新形成的底部平面边界进行螺旋轨迹打磨底部平面;
关闭电主轴并更换C型硬质合金旋转锉,再次开启电主轴,冷却液,根据新形成的圆孔腔内壁圆柱面进行环形路径轨迹打磨圆孔腔内壁圆柱面。
在上述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,底部平面四个方向实时位置坐标的获取步骤包括:
步骤1:装夹B型硬质合金旋转锉,关闭电主轴,使刀具按照固定轨迹伸入圆孔腔内接近底部平面,并运动至该面上部;
步骤2:设置力的方向为垂直于底部平面,开启力控传感器,刀具沿轴向前进,至碰到底部平面力后,根据力反馈达到设定值,获取上部位置坐标A(x,y,z);
步骤3:关闭力控传感器,刀具沿轴向退后,离开A点,移动至接近底部平面左部,并按照步骤2的过程获取当前左部位置坐标B(x,y,z),下部位置坐标C(x,y,z),和右部位置坐标D(x,y,z)。
在上述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,圆孔腔内壁圆柱面的四个方向实时位置坐标的获取步骤包括:
步骤1:装夹B型硬质合金旋转锉,关闭电主轴,使刀具伸入圆孔腔内,刀具远离底部平面一定距离,并运动至接近圆孔腔内壁圆柱面上侧;
步骤2:设置力的方向为沿圆柱面的法线方向向上,开启力控传感器,刀具侧面自动贴紧至圆柱面上,根据力反馈达到设定值,获取当前上侧位置坐标E(x,y,z);
步骤3:关闭力控传感器,刀具离开E点,移动至接近圆柱面左侧,设置力的方向为沿圆柱面的法线方向向左,开启力控传感器,刀具侧面自动贴紧至圆柱面上,力反馈达到设定值后,获取当前左侧位置坐标F(x,y,z),下侧位置坐标G(x,y,z),和右侧位置坐标H(x,y,z)。
在上述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,位置坐标替换的具体方法是:
设定垂直于底部平面为X方向,水平方向为Y方向,将E,F,G,H点的X值分别替换为A,B,C,D点的X值,将A点的Y,Z值分别替换为E点的Y,Z值,将B点的Y,Z值分别替换为F点的Y,Z值,将C点的Y,Z值分别替换为G点的Y,Z值,将D点的Y,Z值分别替换为H点的Y,Z值。
在上述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,螺旋轨迹是以A,B,C,D点走圆形轨迹路径,然后走偏移路径,偏移路径具体是,以A,B,C,D点为参考点,将A,B,C,D点的坐标值都向该圆内偏移B型硬质合金旋转锉的刀具半径距离,形成新的路径轨迹点,如此循环偏移依次形成新的路径轨迹直到将整个平面打磨完。
在上述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,打磨圆孔腔底部平面具体过程:
装夹B型硬质合金旋转锉,开启电主轴,冷却液,根据新的A,B,C,D点形成的底部平面边界,以及设定的表面去除量m毫米,螺旋轨迹打磨该底部平面,每打磨一次后垂直于底部平面方向偏移0.1mm作为当前的A,B,C,D点坐标,再根据当前的A,B,C,D点坐标形成的螺旋轨迹进行打磨,如此循环设定次数后结束。
在上述的一种采用用于打磨钛合金铸件圆孔腔的二维误差补偿装置进行二维误差补偿方法,打磨圆孔腔内壁圆柱面具体过程:
更换C型硬质合金旋转锉,再开启电主轴,冷却液,根据新的E,F,G,H点形成的环形路径轨迹,以及设定的表面去除量n毫米,每打磨一次后远离圆心的方向偏移0.1mm作为当前的E,F,G,H点坐标,再根据当前的E,F,G,H点坐标形成的轨迹进行打磨,如此循环设定次数后结束。
本发明具有如下优点:1、可以实现对钛合金圆孔腔表面的自动化打磨,去除表面氧化层,露出金属层,便于后期对铸件表面金属层裂纹情况的观察。2、对于钛合金铸件圆孔腔表面的尺寸和形状误差,可以实现在线测量和修改轨迹,对零件表面进行适应性打磨。
附图说明
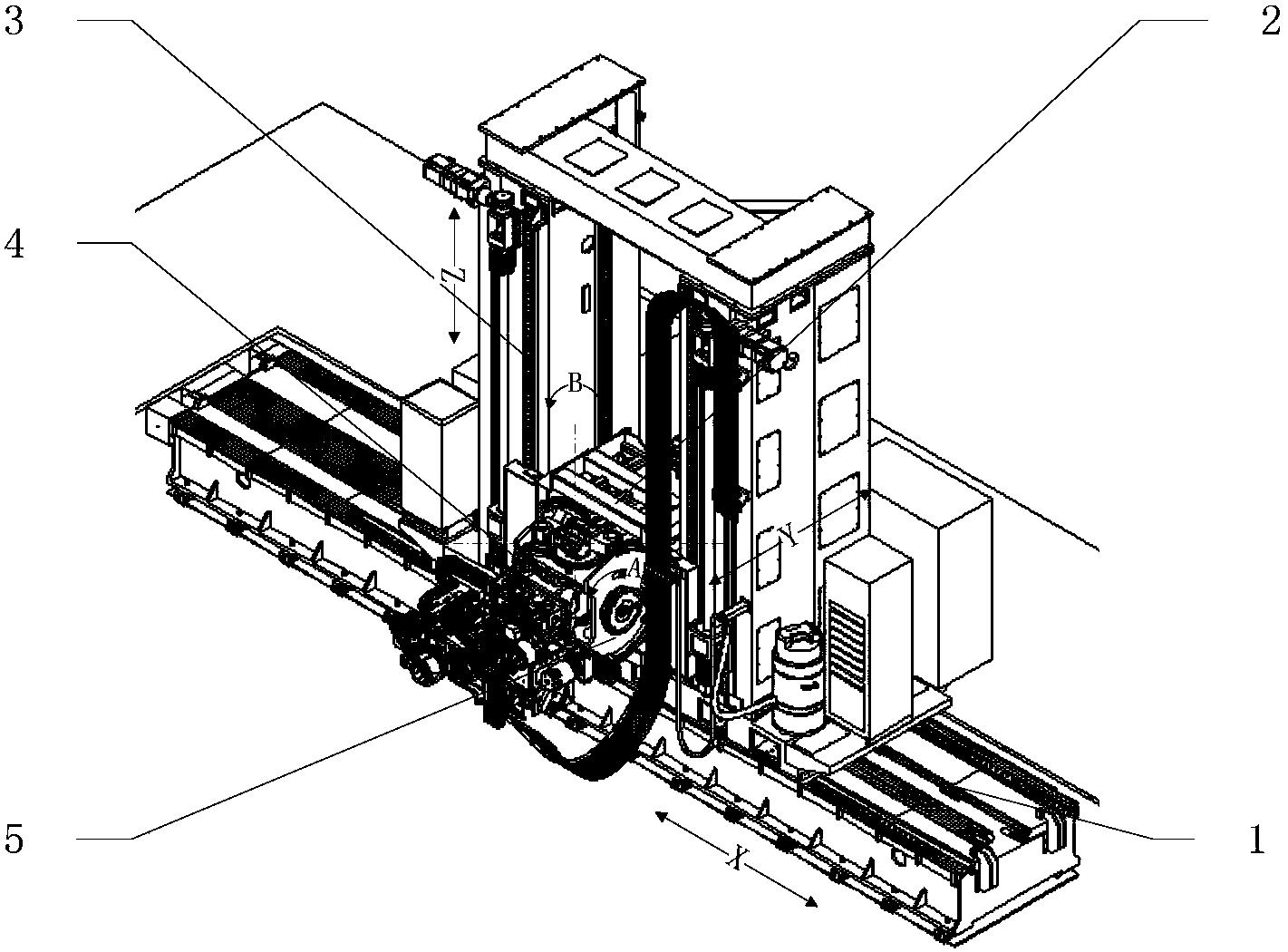
图1为本发明的工具示意图。
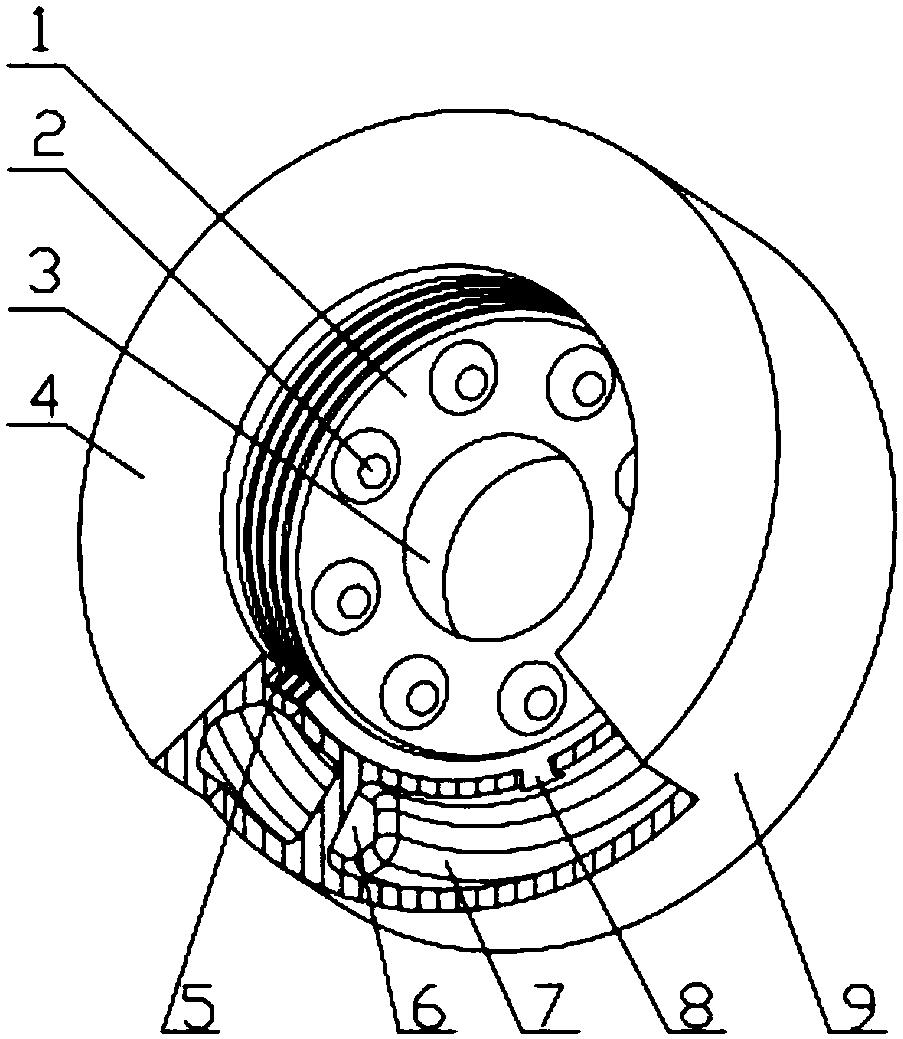
图2为本发明的打磨示意图。
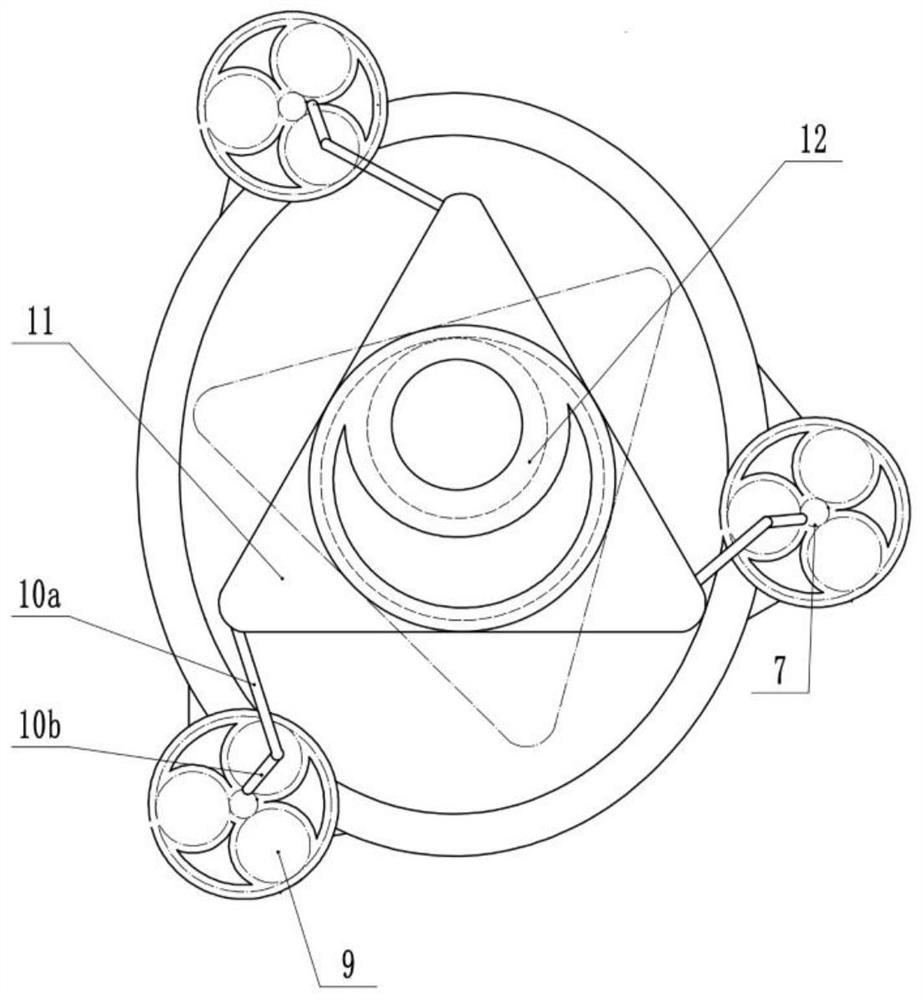
图3为本发明的圆柱面打磨轨迹示意图。
具体实施方式
为了更好地理解本发明,下面结合附图和具体实施方式对本发明作进一步的说明。
图中,1-力控传感器、2-连接法兰、3-电主轴、4-刀具、5-B型旋转锉、6-C型旋转锉、7-圆孔腔、8-铸件圆孔腔实际轮廓、9-实际打磨轨迹、10-冷却水管、11-阀块安装座、12-阀块。
一、首先介绍本发明所采用的系统结构。
如图1所示的工具示意图,采用配备有力控传感器的型号为IRB 6700-200/2.60的六轴机器人,安装高速电主轴,利用B型旋转锉打磨钛合金铸件圆孔腔底部平面,C型旋转锉打磨圆孔腔的圆柱面,C型旋转锉的顶部球面刚好打磨到底部平面与圆柱面的相交处。B型旋转锉和C型旋转锉都是硬质合金材料,且这两种刀具的直径以及装夹在电主轴侧的长度要保证相等,且两种刀具设定的工具坐标相同,这样在使用不同刀具测量位置时,方便直接做位置坐标补偿变换。主要包括力控传感器1,连接法兰2,电主轴3,刀具4,冷却水管10,阀块安装座11,阀块12。力控传感器1一端安装在机器人末端,另一端与连接法兰2连接。电主轴3安装在连接法兰2上,电主轴末端夹持刀具4,在本方法中,刀具4包括B型旋转锉5和C型旋转锉6。阀块安装座11安装在连接法兰2上,阀块12安装在阀块安装座11上,阀块12上装有冷却水管10。
二、下面是采用上述系统结构进行打磨的具体方法。
如图2所示的打磨示意图,打磨圆孔腔7底部平面时,使用B型旋转锉5,在不开启电主轴3的状态下,由机器人带动B型旋转锉5向圆孔腔7的底部平面运动,开启力控传感器1,接触后力控传感器1给出信号,机器人自动读取该点的坐标,在该平面的上左下右四个方位分别取得点A、B、C、D的坐标;然后机器人继续带动B型旋转锉5向圆孔腔7的圆柱面运动,开启力控传感器1,接触后力控传感器1给出信号,机器人自动读取该点的坐标,在该圆柱面的上左下右四个方位分别取得点E、F、G、H的坐标,再通过程序计算调整,坐标方向如图2中所示,将E,F,G,H点的X值分别替换为A,B,C,D点的X值,将A点的Y,Z值分别替换为E点的Y,Z值,将B点的Y,Z值分别替换为F点的Y,Z值,将C点的Y,Z值分别替换为G点的Y,Z值,将D点的Y,Z值分别替换为H点的Y,Z值,这样A,B,C,D点的Y,Z方向便得到准确补偿,E,F,G,H点的X方向也得到准确补偿。先加工圆孔腔7的底部平面,采用的B型旋转锉5的直径为10mm,电主轴3的转速为8000r/min,冷却液流量为10L/min,根据当前的A,B,C,D点坐标形成的圆形轨迹打磨该平面,然后走向圆心方向偏移5mm的A,B,C,D点的偏移点,A,B,C,D点的坐标不变,接着走再偏移5mm的圆形路径,直到将整个平面打磨完。第一次打磨完成后,将A,B,C,D点的X坐标值增加0.1mm再次按偏移路径打磨,共打磨四次,理论切削量0.3mm。至此,完成对圆孔腔7底部平面的打磨。
如图3所示圆柱面打磨轨迹示意图,换刀装夹C型旋转锉6,采用的C型旋转锉6的直径也为10mm,其工具坐标B型旋转锉5的工具坐标相同,电主轴3的转速为8000r/min,冷却液流量为10L/min,然后以当前的E,F,G,H点形成的圆弧轨迹进行打磨。打磨完成一次后,将E、F、G、H点的坐标分别向远离圆心的方向偏移0.1mm,并以新的E、F、G、H点坐标生成新的打磨轨迹进行打磨,如此重复三次,共计打磨四次,理论切削量0.3mm。至此,完成对圆孔腔周围圆柱面的打磨。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
尽管本文较多地使用了1-力控传感器、2-连接法兰、3-电主轴、4-刀具、5-B型旋转锉、6-C型旋转锉、7-圆孔腔、8-铸件圆孔腔实际轮廓、9-实际打磨轨迹、10-冷却水管、11-阀块安装座、12-阀块等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
一种用于打磨钛合金铸件圆孔腔的二维误差补偿装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0