









专利摘要
本发明公开了用于双面磨抛加工的上下料机构,包括机架、磨抛机构、输送机构、载物盘、从驱动器和主驱动器。磨抛机构包括两磨盘。载物盘包括外圈、太阳轮和行星轮,行星轮处设用于安装工件的安装孔,外圈设外轮齿。输送机构包括两输送线,至少三个载物盘的外圈间隔连接在两输送线之间,外圈外轮齿啮合两输送线。从驱动器带动输送线活动,通过输送线活动带动外圈滚动行走;行程开关配合载物盘以用于检测某一载物盘是否行走至磨抛位,位于磨抛位的该一载物盘的行星轮介于两磨盘之间,主驱动器传动连接位于磨抛位的该一载物盘的太阳轮。当机床在进行磨抛加工的同时实现上料和下料操作,减少上、下料时间,提高机床使用率,提高生产效率。
权利要求
1.用于双面磨抛加工的上下料机构,包括机架和装设在机架的磨抛机构,该磨抛机构包括两间隔布置的磨盘;其特征在于:
该上下料机构还包括一输送机构、至少三个载物盘、至少一行程开关、一从驱动器和一主驱动器;
该载物盘包括一外圈、一太阳轮和多个行星轮,该太阳轮位于外圈中且行星轮啮合在太阳轮和外圈之间,该行星轮处设贯穿的用于安装工件的安装孔,该外圈设外轮齿;
该输送机构包括两条平行间隔布置的输送线,该输送线呈封闭的环形结构,且该两输送线内外平行间隔布置;该至少三个载物盘的外圈间隔连接在两输送线之间,该外圈外轮齿啮合该两输送线;该从驱动器传动连接输送线以带动输送线活动,通过输送线活动带动外圈滚动行走;
该行程开关配合载物盘以用于检测某一载物盘是否行走至磨抛位,位于磨抛位的该一载物盘的行星轮介于两磨盘之间,该主驱动器传动连接位于磨抛位的该一载物盘的太阳轮。
2.根据权利要求1所述的用于双面磨抛加工的上下料机构,其特征在于:该至少三个载物盘的外圈均匀间隔连接在两输送线之间。
3.根据权利要求1或2所述的用于双面磨抛加工的上下料机构,其特征在于:该输送线为链条。
4.根据权利要求1或2所述的用于双面磨抛加工的上下料机构,其特征在于:该输送线为齿条。
5.根据权利要求1或2所述的用于双面磨抛加工的上下料机构,其特征在于:该至少三个载物盘中:一载物盘活动至磨抛位时,至少另一个载物盘位于上料位,至少又一个载物盘位于下料位。
6.根据权利要求1或2所述的用于双面磨抛加工的上下料机构,其特征在于:该两磨盘上下间隔布置,且至少一磨盘能上下活动装接在机架;该主驱动器还包括驱动齿轮,该驱动齿轮能上下活动连接在机架,通过驱动齿轮上下活动控制驱动齿轮是否啮合位于磨抛位的该一载物盘的太阳轮。
说明书
技术领域
本发明涉及一种用于双面磨抛加工的上下料机构。
背景技术
在光电半导体产业、国防科技、航空航天及某些民用领域中,有许多片状零件需要加工,如手机屏、手表盖、精密垫环、半导体衬底等,这些片状零件的加工不仅要求具有较高表面加工质量,更要求有很高的面形精度。而这些精密零件往往是一些较硬、较脆的难加工材料,所需加工力较大,采用单面加工方式很难满足面形精度要求。因此,针对这类片状零件,尤其是薄片零件,双面磨抛(双面磨削、双面研磨、双面抛光等)是最好的加工方式。双面同时加工,加工力平衡,不容易因加工力不平衡而引起薄片零件的变形。双面加工能减小加工应力引起的工件变形,能更好的控制薄片零件的加工面形精度,同时双面加工效率更高。
目前采用双面磨抛加工薄片零件时,通常是将机床停下来,装载工件,然后进行磨抛加工,加工好后又将机床停下来,卸载工件。在装载工件和卸载工件时,机床不能工作,而在工业大批量生产中,双面磨抛加工一盘试样,往往有几十个,甚至更多,装载和卸载工件的时间较长,且在装载和卸载过程中必须停机,因此,严重影响了机床的使用效率,也严重影响了生产效率。
发明内容
本发明提供了用于双面磨抛加工的上下料机构,其克服了背景技术中双面磨抛加工设备所存在的不足。
本发明解决其技术问题的所采用的技术方案是:
用于双面磨抛加工的上下料机构,包括机架和装设在机架的磨抛机构,该磨抛机构包括两间隔布置的磨盘;
该上下料机构还包括一输送机构、至少三个载物盘、至少一行程开关、一从驱动器和一主驱动器;
该载物盘包括一外圈、一太阳轮和多个行星轮,该太阳轮位于外圈中且行星轮啮合在太阳轮和外圈之间,该行星轮处设贯穿的用于安装工件的安装孔,该外圈设外轮齿;
该输送机构包括两条平行间隔布置的输送线,该至少三个载物盘的外圈间隔连接在两输送线之间,该外圈外轮齿啮合该两输送线;该从驱动器传动连接输送线以带动输送线活动,通过输送线活动带动外圈滚动行走;
该行程开关配合载物盘以用于检测某一载物盘是否行走至磨抛位,位于磨抛位的该一载物盘的行星轮介于两磨盘之间,该主驱动器传动连接位于磨抛位的该一载物盘的太阳轮。
一实施例之中:该输送线呈封闭的环形结构,且该两输送线内外平行间隔布置。
一实施例之中:该至少三个载物盘的外圈均匀间隔连接在两输送线之间。
一实施例之中:该输送线为链条。
一实施例之中:该输送线为齿条。
一实施例之中:该至少三个载物盘中:一载物盘活动至磨抛位时,至少另一个载物盘位于上料位,至少又一个载物盘位于下料位。
一实施例之中:该两磨盘上下间隔布置,且至少一磨盘能上下活动装接在机架;该主驱动器还包括驱动齿轮,该驱动齿轮能上下活动连接在机架,通过驱动齿轮上下活动控制驱动齿轮是否啮合位于磨抛位的该一载物盘的太阳轮。
本技术方案与背景技术相比,它具有如下优点:
1、从驱动器传动连接输送线以带动输送线活动,通过输送线活动带动至少三个载物盘的外圈滚动行走,则一载物盘上的工件实现磨抛时,能在另一载物盘上装载工件,能在又一载物盘上卸载工件,当机床在进行磨抛加工的同时实现上料和下料操作,上料、下料、磨抛可同时进行,能大大提高磨抛效率,能实现双面磨抛,实现不停机上、下料,极大的减少了上、下料时间,提高了机床的使用率,从而大大提高了生产效率。通过载物盘的外圈外轮齿和两输送线啮合,采用从驱动器传动连接输送线以带动输送线活动,通过输送线活动带动外圈滚动行走,输送精度高,便于控制磨抛、上料和下料。
2、输送线呈封闭的环形结构,且两输送线内外平行间隔布置,三个载物盘能循环活动,实现循环的上料—磨抛—下料—上料。
3、两磨盘上下间隔布置,且至少一磨盘能上下活动装接在机架;主驱动器还包括驱动齿轮,驱动齿轮能上下活动连接在机架,通过驱动齿轮上下活动控制驱动齿轮是否啮合位于磨抛位的该一载物盘的太阳轮,方便输送线输送载物盘,保证工位控制精度。
附图说明
下面结合附图和实施例对本发明作进一步说明。
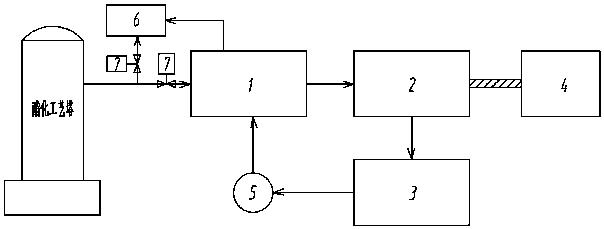
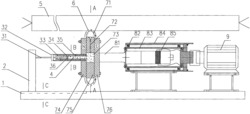
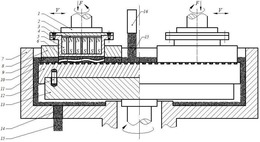
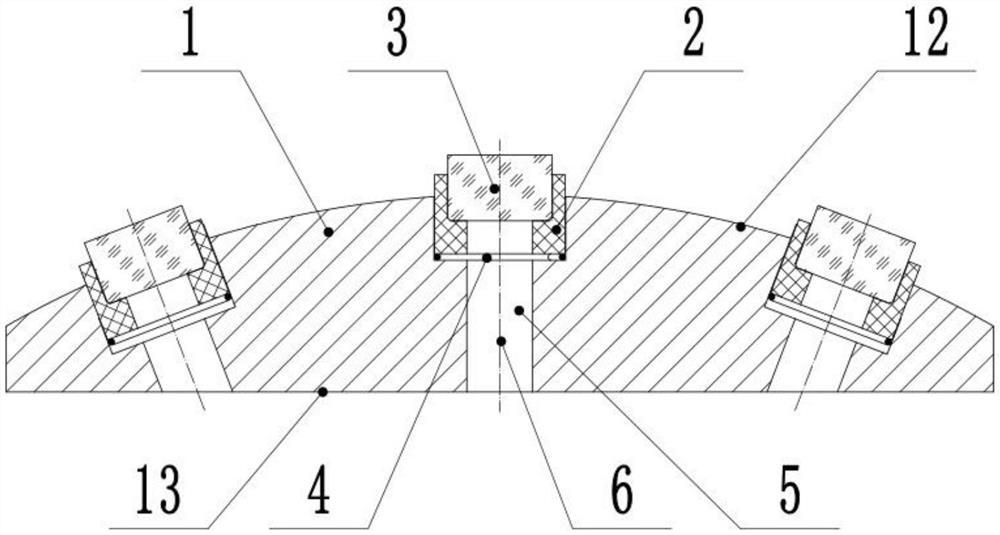
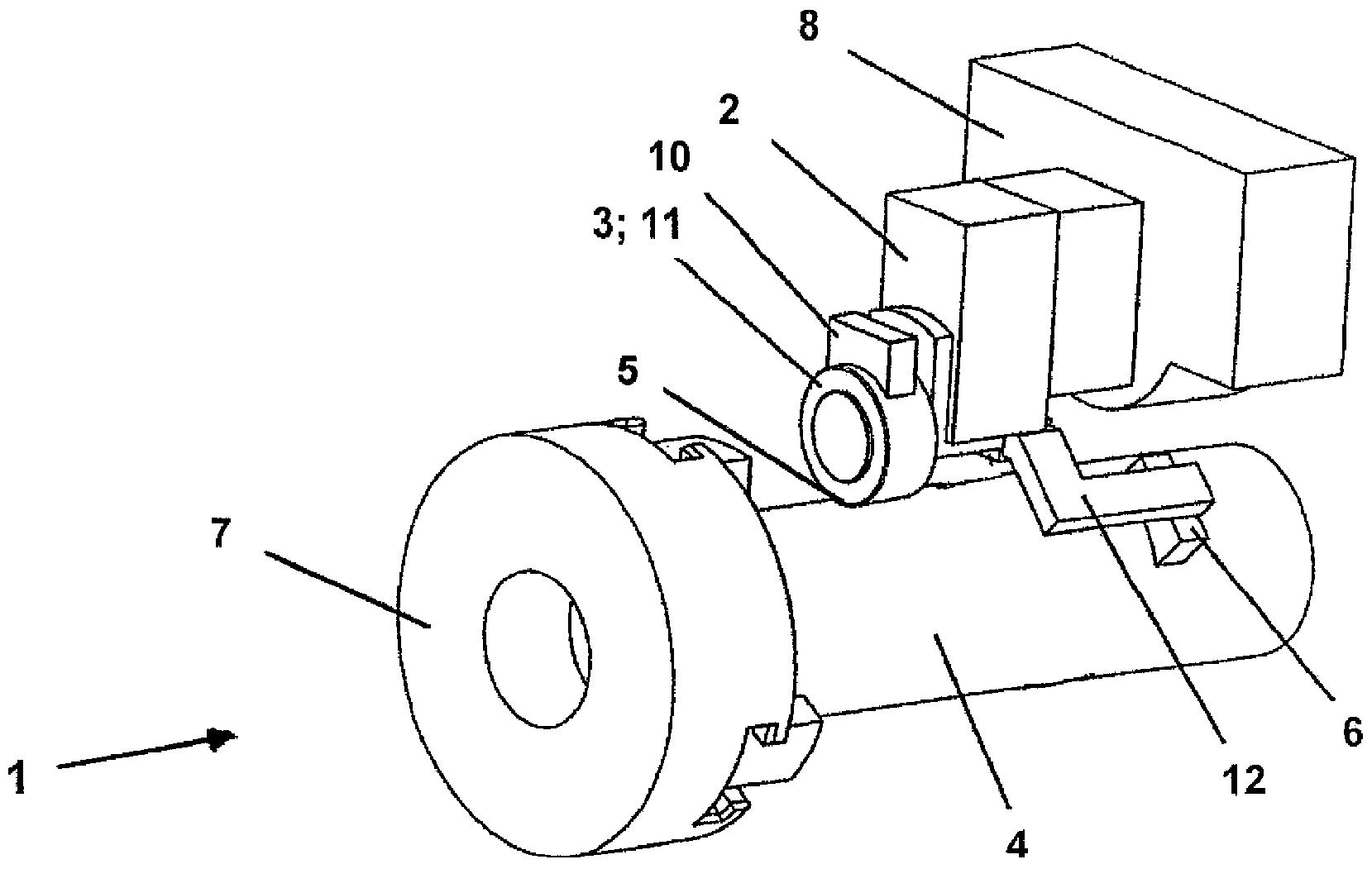
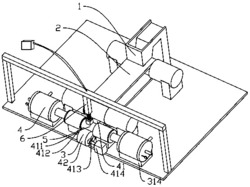
图1是上下料机构的结构示意图。
具体实施方式
请查阅图1,用于双面磨抛加工的上下料机构,包括一机架、一装设在机架的磨抛机构10、一输送机构20、至少三个载物盘30、一第一行程开关、一从驱动器和一主驱动器。
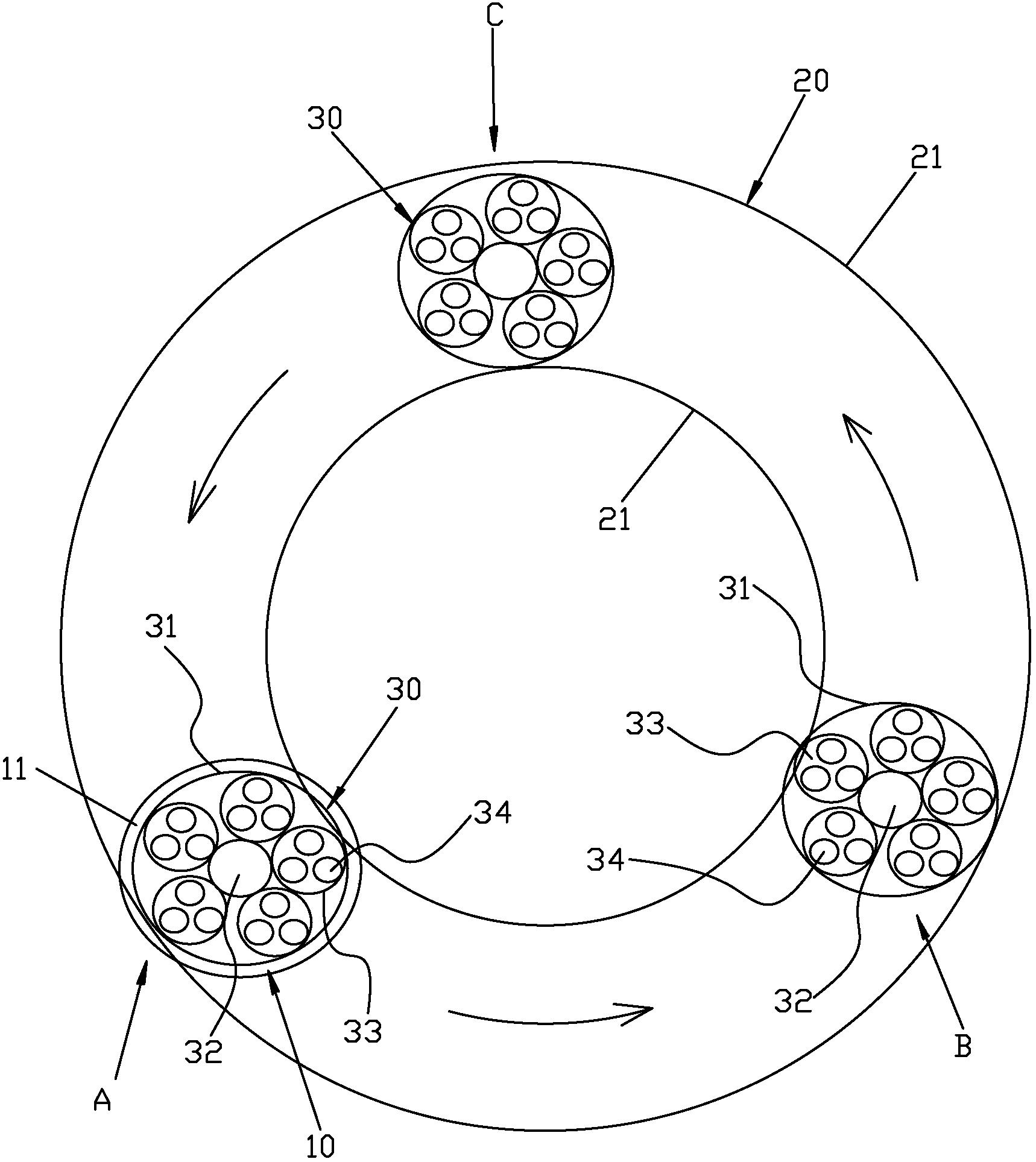
该输送机构20包括两条平行间隔布置的输送线21,最好,该输送线21呈封闭的环形结构,该环形结构如为椭圆、圆形、封闭跑道(两平行线,两平行线的末端都通过一圆弧线连接等。该两输送线21内外平行间隔布置。
该载物盘30包括一外圈31、一太阳轮32和多个行星轮33,该太阳轮32位于外圈31中心位置且行星轮33啮合在太阳轮32和外圈31之间,该行星轮33处设贯穿的用于安装工件的安装孔34,该外圈31设外轮齿,如外圈的外周缘环形间隔设置外轮齿。其中:载物盘上安装孔34可以是不同的形状(如圆形、矩形或其他异性零件),可以是不同的尺寸,以使行星轮内可放置若干个不同形状和尺寸的工件。
该至少三个载物盘30的外圈31间隔连接在两输送线21之间,该外圈31外轮齿啮合该两输送线21;该从驱动器传动连接输送线21以带动输送线21活动,通过输送线21活动带动外圈31滚动行走。该输送线21如为链条,该外圈31外轮齿如为链轮,该从驱动器如为电机,最好为步进电机,该电机传动连接主动链轮,该主动链轮传动连接链条,通过主动链轮带动链条活动,通过链条活动带动外圈31滚动行走。最好,该至少三个载物盘30的外圈31均匀间隔连接在两输送线21之间,如为三个载物盘30,则:第一载物盘30活动至磨抛位A时,第二载物盘30位于上料位C,第三载物盘30位于下料位B,其中:第一载物盘30上的工件实现磨抛时,用者能在第二载物盘30上装载工件,在第三载物盘30上卸载工件,三者可同时进行,能大大提高磨抛效率,实现不停机上、下料,三个载物盘能循环活动,实现循环的上料—磨抛—下料—上料。在上料位的载物盘的行星轮上装载工件,通过输送线21带动载物盘移动至磨抛加工位进行加工,然后通过输送线21带动载物盘移动至下料位卸载工件,最后通过输送线21带动载物盘移动回上料位装载工件,如此循环。
该磨抛机构10包括两上下间隔布置的磨盘11;该磨盘可以是砂轮、研磨盘或抛光盘,可实现的磨抛加工可以是磨削、研磨或抛光。最好,一磨盘11能上下活动装接在机架,以控制该磨盘11远离或接近另一磨盘11。其中:根据需要,该机架上设有第一配合驱动器,该第一配合驱动器传动连接该一磨盘11,以带动该一磨盘11远离或接近另一磨盘11;该第一配合驱动器如为液压机构,该一磨盘11如固接或能转动连接在一液压机构的活塞上,该另一磨盘11如固接或能转动连接在机架。最好,还设有第二行程开关,该第二行程开关位于第一行程开关之前,第一配合驱动器信号连接第一行程开关和第二行程开关,以使得:第一配合驱动器收到第二行程开关信号时(该一载物盘30行走到磨抛位之前)能控制第一配合驱动器,以使第一配合驱动器带动该一磨盘11远离另一磨盘11;第一配合驱动器接收到第一行程开关信号时(该一载物盘30行走到磨抛位)能控制第一配合驱动器,以使第一配合驱动器带动该一磨盘11接近另一磨盘11,使得两磨盘分别接触工件正背面。
该第一行程开关设在机架上且能配合载物盘30的外圈31,以用于检测某一载物盘30的外圈31是否行走至磨抛位,位于磨抛位的该一载物盘30的行星轮33介于两磨盘11之间,该主驱动器传动连接位于磨抛位的该一载物盘30的太阳轮32,通过太阳轮32转动带动行星轮33自转和公转,以使工件和磨盘相对运动,以实现工件磨抛,该主驱动器如为电机。
该主驱动器还包括驱动齿轮,该驱动齿轮能上下活动连接在机架,通过驱动齿轮上下活动控制驱动齿轮是否啮合位于磨抛位的该一载物盘30的太阳轮32,该驱动齿轮传动连接主电机以使主电机能带动驱动齿轮转动,以通过驱动齿轮带动太阳轮转动,带动行星轮自转及公转,以实现磨抛。另配设一装设在机架的第二配合驱动器,该第二配合驱动器传动连接该驱动齿轮,以带动该驱动齿轮沿轴线移动;该第二配合驱动器如为液压机构,该第二配合驱动器信号连接第一行程开关和第二行程开关,以使:该第二配合驱动器收到第二行程开关信号时(该一载物盘30行走到磨抛位之前),带动驱动齿轮移动至非啮合位;该第二配合驱动器收到第一行程开关信号时(该一载物盘30行走至磨抛位),该第二配合驱动器带动驱动齿轮移动复位至啮合位,使驱动齿轮和该一载物盘30的太阳轮32啮合。
以上所述,仅为本发明较佳实施例而已,故不能依此限定本发明实施的范围,即依本发明专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明涵盖的范围内。
用于双面磨抛加工的上下料机构专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0