

IPC分类号 : C09J201/00,C09J11/00,C09J5/00,B24D18/00,B24D9/00







专利摘要
一种镜片研磨工艺中的研磨纸贴附研磨皿的操作方法,其特征是采用含CH‑31型胶粘剂的胶水混和物作为贴附胶,通过含CH‑31型胶粘剂的胶水混和物将研磨纸贴附在研磨皿上。所述CH‑31型胶粘剂为双组份结构,CH‑31型胶粘剂包括主料胶A和固化剂B,所述胶水混和物中还含有研磨粉。采用热压型压皿机将研磨纸贴附在研磨皿上。所述热压型压皿机的加热温度为175摄氏度~225摄氏度。在研磨软材质的镜片时,研磨粉Nox.835的质量:主料胶A的质量:固化剂B的质量的质量比值范围为0.8~1:0.9~2.5:1.65~2.2;研磨纸的型号为PT‑26。本发明能够提高镜片的生产效率,提高镜片的研磨质量。
说明书
技术领域
本发明涉及光学冷加工领域,特别是涉及一种镜片研磨工艺中的研磨纸贴附研磨皿的操作方法。
背景技术
研磨也称抛光,是保证光学表面参数合格的最主要工序,如外观限度要求、面型、曲率半径R值、面本数NR及光圈局部允差,比如亚斯,等的要求。
在镜片的研磨工艺中,需要将研磨纸贴附在研磨皿上再研磨镜片,于是,研磨纸与研磨皿的贴附方式至关重要。
传统贴附工艺中是首先将A521胶粘剂涂抹在研磨皿上,然后使用冷压型压皿机压附研磨纸再自然晾干。其中,A521胶粘剂是单组份胶水,该单组份胶水的主料胶和固化剂合二为一,其比例固定不变,施胶方便,不能更改胶水的粘结性能。其中,冷压型压皿机是采用气压打压。
但是,对于小曲率及小外径的镜片来说,采用A521胶粘剂及传统贴附工艺直接贴附,容易产生以下问题:1)外观不良,如产生伤痕、沙目等;2)光圈亚斯不稳定:如变形、分散等。并且,由于只使用A521胶粘剂这一种胶水,经贴附后的研磨纸与研磨皿的粘着度只有90kg/cm2,因而很容易发生研磨纸脱落或移位。因此,针对小曲率及小外径镜片,亟需改进加工工艺,提高镜片的研磨质量。
发明内容
本发明的目的旨在提供一种提高镜片的研磨质量的镜片研磨工艺中的研磨纸贴附研磨皿的操作方法,以克服现有技术中的不足之处。
按此目的设计的一种镜片研磨工艺中的研磨纸贴附研磨皿的操作方法,其特征是采用含CH-31型胶粘剂的胶水混和物作为贴附胶,通过含CH-31型胶粘剂的胶水混和物将研磨纸贴附在研磨皿上,
进一步,采用热压型压皿机将研磨纸贴附在研磨皿上;其中,所述热压型压皿机包括支架,电加热板与支架的底部相接,支架上设置有压螺杆以及与压螺杆相对应的研磨皿放置区,压螺杆位于研磨皿放置区的上方,研磨皿放置区位于电加热板的上方,合皿设置在研磨皿放置区,研磨皿与压螺杆的端部相接,研磨纸位于合皿与研磨皿之间。
进一步,所述热压型压皿机的加热温度为175摄氏度~225摄氏度。
进一步,所述热压型压皿机的加热工作时间为:15~45分钟。
进一步,所述CH-31型胶粘剂为双组份结构,CH-31型胶粘剂包括主料胶A和固化剂B,所述胶水混和物中还含有研磨粉。
进一步,所述研磨粉Nox.835的质量:主料胶A的质量:固化剂B的质量的质量比值范围为0.8~1:0.9~2.5:1.65~2.2;研磨纸的型号为PT-26。所述胶水混和物用于软材质的镜片研磨。
进一步,所述研磨粉824的质量:主料胶A的质量:固化剂B的质量的质量比值范围为0.75~1:0.9~2.2:0.85~2.2;研磨纸的型号为PT-57。所述胶水混和物用于中等硬度材质的镜片研磨。
进一步,所述研磨粉MP-100的质量:主料胶A的质量:固化剂B的质量的质量比值范围为0.75~1:1.5~2.2:0.85~2.2,研磨纸型号为PT-57。所述胶水混和物用于硬材质的镜片研磨。
进一步,在贴附时,采用PE纸将贴附好的研磨纸与合皿隔开,避免胶水混和物渗出弄脏合皿和研磨纸。
进一步,一种镜片研磨工艺中的研磨纸贴附研磨皿的操作方法,包括以下步骤:
步骤一,将待贴附的合皿表面擦拭干净,用剪刀将研磨纸剪好;
步骤二,将CH-31型胶粘剂按照比例均匀调和,拌入相应的研磨粉,形成胶水混合物;
步骤三,把剪好的PE纸放在合皿上,在PE纸上放上研磨纸;
步骤四,将研磨皿涂上配好的胶水混合物,压在研磨纸上,把压附研磨纸的研磨皿及合皿放入热压型压皿机上;
步骤五,待胶水混合物干燥后,用刀片将研磨纸修边。
本发明采用含CH-31型胶粘剂的胶水混和物作为贴附胶,通过含CH-31型胶粘剂的胶水混和物将研磨纸贴附在研磨皿上;于是,研磨出的镜片的光圈和亚斯均比较稳定,镜片品质得到了提高,产品的合格率得到了极大的提升。胶水混和物中含有胶粘剂和研磨粉。
由于研磨纸具有微孔结构,耐磨性和耐热性均较好,但在压皿机压附研磨纸的过程中,会有胶水混和物从微孔中渗透出来,从而影响研磨纸的研磨效果,因此,压皿机的压附力道要控制好才能减少胶水混和物渗漏,并且胶水混和物要快速干燥才能保证研磨纸贴附的位置保持固定且不发生移位,本发明采用热压型压皿机将研磨纸贴附在研磨皿上,热压型压皿机的加热温度为175度~225度;热压型压皿机的加热工作时间为:15~45分钟;故而可大幅缩短胶水混和物的干燥时间,加速干燥;且热压型压皿机可手动调节螺丝改变压力,调节及操作较为方便。
使用电子式拉力试验机进行拉伸对比试验,本发明中的CH-31型胶粘剂贴附的结合力比传统采用的A521胶粘剂贴附的结合力高出70kg/cm2左右。经循环使用1000次左右后,采用CH-31型胶粘剂贴附的研磨纸基本很少脱落,当研磨结束后,研磨纸依旧能够保持较为完整的状态。
本发明将冷压型压皿机改为热压型压皿机,并且采用PE纸将贴附好的研磨纸与合皿隔开,避免了胶水混和物大面积渗出,提高了胶水的粘贴效果,延长了研磨纸的使用寿命。
综上所述,本发明针对背景技术中的问题,将A521胶粘剂这种单组份胶水变更为CH-31型胶粘剂双组份胶水,并通过改变CH-31型胶粘剂中的主料胶A和固化剂B的组份以及添加的研磨粉比例,从而改变胶水混和物的粘结性能;CH-31型胶粘剂是双组份胶水,该双组份胶水中的主料胶A和固化剂B是分开的,比例可以自由改变,增大主料胶A对固化剂B的配比可使胶水强度高,耐热性好;减少主料胶A对固化剂B的配比可使胶水变软,胶层耐震性好;因而,研磨软材质的镜片时,最好选用配比为较软的胶水;研磨硬材质的镜片时,最好选用配比为较硬的胶水。同时,将冷压型压皿机改为热压型压皿机,于是,研磨出的镜片的合格率由原来的50%提升至现在的90%左右,使得研磨工艺的生产效率得到了极大的提高,且极大的节约了人力及材料成本。
附图说明
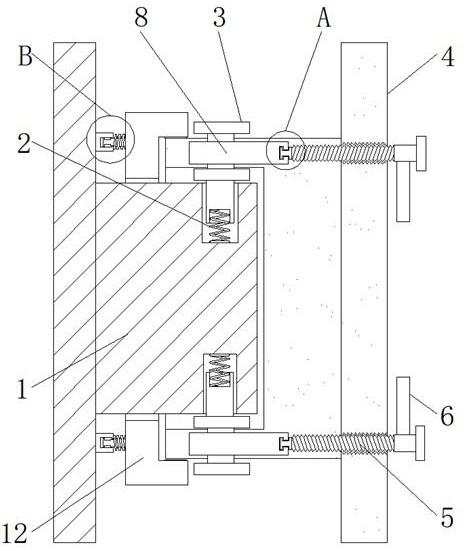
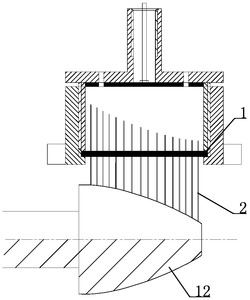
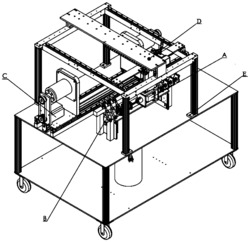
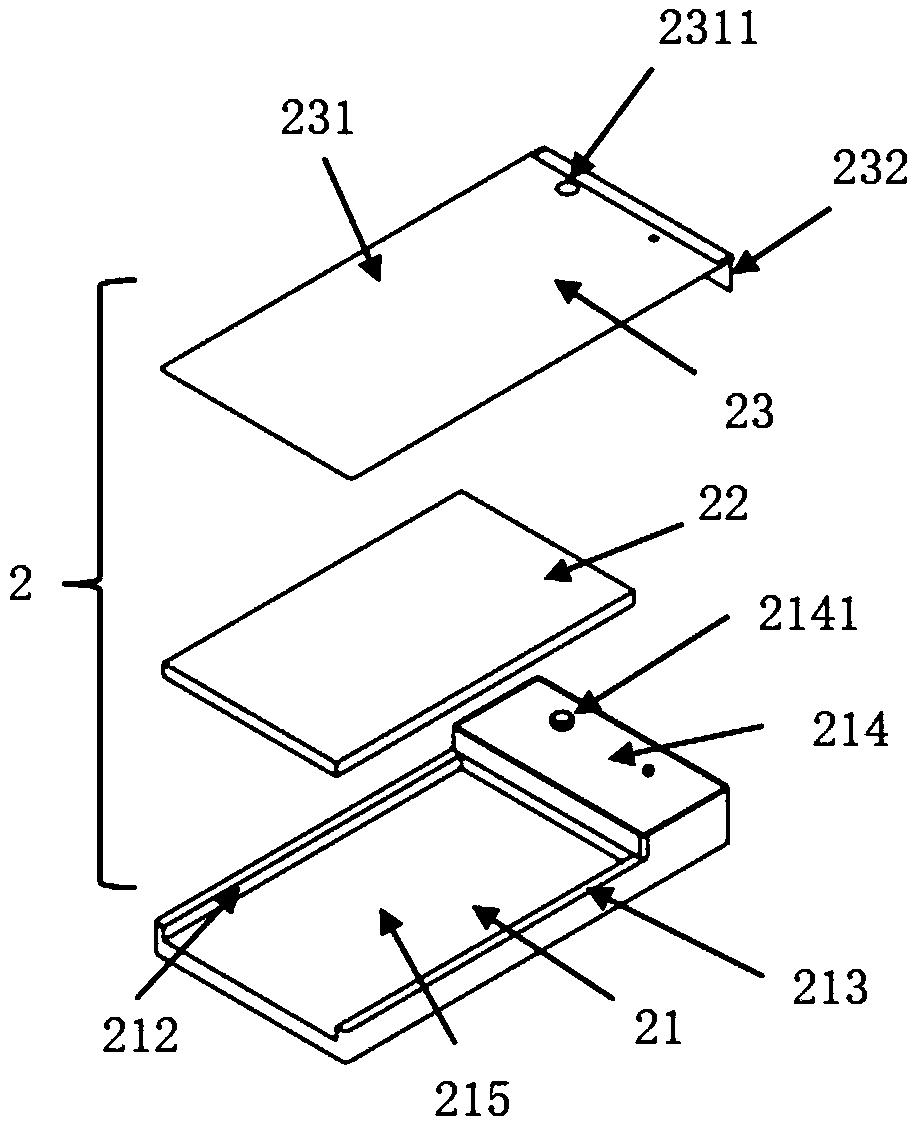
图1为本发明中的热压机结构示意图。
图中:1为压螺杆,2为研磨皿放置区,3为合皿,4为研磨皿,5为研磨纸,6为支架,7为电加热板,8为控制电箱。
具体实施方式
下面结合附图及实施例对本发明作进一步描述。
参见图1,本镜片研磨工艺中的研磨纸贴附研磨皿的操作方法,采用含CH-31型胶粘剂的胶水混和物作为贴附胶,通过含CH-31型胶粘剂的胶水混和物将研磨纸贴附在研磨皿上。
在本实施例中,采用热压型压皿机将研磨纸贴附在研磨皿上。其中,所述热压型压皿机包括支架6,电加热板7与支架6的底部相接,支架6上设置有压螺杆1以及与压螺杆1相对应的研磨皿放置区2,压螺杆1位于研磨皿放置区2的上方,研磨皿放置区2位于电加热板7的上方,合皿3设置在研磨皿放置区2,研磨皿4与压螺杆1的端部相接,研磨纸5位于合皿3与研磨皿4之间。一般情况下,压螺杆1可以设置为四至十二件。
所述热压型压皿机的加热温度为175摄氏度~225摄氏度。
所述热压型压皿机的加热工作时间为:15~45分钟。
在本实施例中,所述CH-31型胶粘剂为双组份结构,CH-31型胶粘剂包括主料胶A和固化剂B,所述胶水混和物中还含有研磨粉。
在研磨软材质的镜片时,所述胶水混和物中的研磨粉Nox.835的质量:主料胶A的质量:固化剂B的质量的质量比值范围为0.8~1:0.9~2.5:1.65~2.2;研磨纸的型号为PT-26。
在研磨中等硬度材质的镜片时,所述胶水混和物中的研磨粉824的质量:主料胶A的质量:固化剂B的质量的质量比值范围为0.75~1:0.9~2.2:0.85~2.2;研磨纸的型号为PT-57。
在研磨硬材质的镜片时,所述胶水混和物中的研磨粉MP-100的质量:主料胶A的质量:固化剂B的质量的质量比值范围为0.75~1:1.5~2.2:0.85~2.2,研磨纸型号为PT-57。
在贴附时,采用PE纸将贴附好的研磨纸与合皿隔开,避免胶水混和物渗出弄脏合皿和研磨纸。
一种镜片研磨工艺中的研磨纸贴附研磨皿的操作方法,包括以下步骤:
步骤一,将待贴附的合皿表面擦拭干净,用剪刀将研磨纸剪好;
步骤二,将CH-31型胶粘剂按照比例均匀调和,拌入相应的研磨粉,形成胶水混合物;
步骤三,把剪好的PE纸放在合皿上,在PE纸上放上研磨纸;
步骤四,将研磨皿涂上配好的胶水混合物,压在研磨纸上,把压附研磨纸的研磨皿及合皿放入热压型压皿机上;
步骤五,待胶水混合物干燥后,用刀片将研磨纸修边。
所述的PE纸主要起到隔离的作用,在厚度上可不作限定。
以下分别按照研磨软材质的镜片、中等硬度材质的镜片和硬材质的镜片进行说明。
SY0121G4、SY996611及SY6512G1为三种小曲率及小外径镜片,该镜片的磨耗度分别为449、114和59,分别代表着软材质、中等硬度材质和硬材质的镜片,选用这三种不同材质的镜片作为实施对象。
配制贴附胶中的不同型号研磨粉添加量都为20g,CH-31型胶粘剂中的主料胶A和固化剂B添加量分别为20g或40g,以此计算出每组试验中研磨粉、主料胶A及固化剂B添加量的比例。
粒径大的研磨粉可加大研磨皿的切削作用,粒径小的研磨粉可以均衡研磨皿的切削作用。在镜片研磨加工中,评价镜片是否为良品,主要检查镜片的亚斯、光圈是否稳定,外观是否在限度内。
传统贴附法贴附流程为:将待贴附的皿台表面擦拭干净,用剪刀把研磨纸剪好,将胶水混和物均匀的涂抹在研磨纸和研磨皿上;把研磨纸没涂胶水的那面放在合皿上;将合皿放在冷压型压皿机上,然后研磨皿涂有胶水的那面放在合皿上面;将冷压型压皿机气压打下,垂直的压在合皿中心;待胶水混和物干后,用刀片将研磨纸修边。所述胶水混和物为胶水胶粘剂与研磨粉混和后的产物。传统贴附法里面的胶水混和物为A521胶粘剂与研磨粉混和后的产物。
新型贴附方法贴附步骤为:将待贴附的皿台表面擦拭干净,用剪刀将研磨纸剪好;CH-31型胶粘剂按照比例均匀调和,拌入相应的研磨粉,形成胶水混合物;把剪好的PE纸放在合皿上,在PE纸上放上研磨纸;将研磨皿涂上配好的胶水混合物,压在研磨纸上,把压附研磨纸的研磨皿及合皿放入热压型压皿机上;待胶水混合物干燥后,用刀片将研磨纸修边。其中,研磨不同材质镜片的胶水及研磨粉配比不同。
以下将主料胶A简称为A胶,将固化剂B简称为B胶。
一、软材质镜片贴附工艺最佳配比
表1软材质镜片贴附工艺正交试验结果
从表1的实验数据可以得知,对于软材质镜片,M因素、N因素和P因素对镜片合格品率的影响;在实验号为1时,合格品率最高,即:研磨粉Nox.-835及CH-31型胶粘剂中的A、B胶配比为1:1:2、研磨纸为较软的PT-26。各因素对研磨后镜片合格品率的影响从大到小为:N>M>P,即在该实验条件下,CH-31型胶粘剂中的A、B胶的配比对研磨后镜片合格品率的影响最大,其次分别为研磨粉型号、研磨纸型号。
二、中等硬度材质镜片贴附工艺最佳配比
表2中等硬度材质机种镜片研磨正交试验结果
从表2的实验数据可知,对于中等硬度材质镜片,在实验号为2时,合格品率最高,即:研磨粉824及CH-31型胶粘剂中的A、B胶配比为1:1:1、研磨纸的型号为PT-57。各因素对研磨后镜片合格品率的影响从大到小为:N>M>P,即在该实验条件下,A、B胶的配比对研磨后镜片合格品率的影响最大,其次分别为研磨粉型号、研磨纸型号。
三、硬材质镜片贴附工艺最佳配比
表3硬材质镜片研磨正交试验结果
从表3的实验数据可知,对于硬材质镜片,M因素、N因素对镜片合格品率的影响在实验号为3时,合格品率最高,平均值最高,P因素对镜片合格品率的影响在实验号为2时,平均值最高。也就是说,对于硬材质镜片,研磨纸贴附研磨皿的最佳的配方为:研磨粉MP-100及CH-31型胶粘剂中的A、B胶配比为1:2:1、研磨纸为PT-57。各因素对研磨后镜片合格品率的影响从大到小为:N>M>P,在该实验条件下,A胶、B胶的配比对研磨后镜片合格品率的影响最大,其次分别为研磨粉型号、研磨纸型号。
不同材质的镜片对应不同的研磨贴附胶工艺,总结如下:
表4不同材质的镜片研磨贴附胶的配方
传统贴附工艺及新型贴附方法研磨后镜片的合格品率信息统计,分见表5及表6。
表5原贴附工艺后研磨的镜片合格品率
表6新型贴附工艺后研磨的镜片合格品率
经过上述比较之后,可以得出采用本发明提供的贴附方法贴附研磨纸与研磨皿后,研磨出的镜片光圈、亚斯稳定,镜片品质较高,合格品率得到大幅度的提升。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
一种镜片研磨工艺中的研磨纸贴附研磨皿的操作方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0