

IPC分类号 : B29C55/02,B29C41/28,C08J5/18,G02B5/30,G02F1/1335,B29K1/00,B29L7/00



![Cd-B[a]P复合污染土壤的化学-生物联用修复方法](https://www.zhichawang.com/images/faming.png)



专利摘要
本发明是提供一种纤维素酯薄膜的制造方法,该方法包括以下步骤:流延步骤,将包含纤维素酯以及减少延迟用添加剂的胶浆流延在支撑体上形成薄膜;剥离步骤,将该薄膜从支撑体剥离;拉伸步骤,通过扩幅机拉伸已剥离的薄膜;干燥步骤,在拉伸后将薄膜干燥;卷取步骤,卷取已干燥的薄膜;其中,薄膜从支撑体的剥离后到卷取之间的阶段,薄膜在传送方向的伸缩率(%)MD和在宽度方向的伸缩率(%)TD满足以下的制造条件下进行制造:-20%≤MD+TD≤0%。
权利要求
1.一种纤维素酯薄膜的制造方法,该方法包括以下步骤:
流延步骤,将含有纤维素酯以及减少延迟用的添加剂的胶浆流延在支撑体上形成薄膜;
剥离步骤,从支撑体剥离该薄膜;
拉伸步骤,通过扩幅机拉伸已剥离的薄膜;
后干燥步骤,干燥经拉伸后的薄膜;以及
卷取步骤,卷取经干燥后的薄膜;
其中,从支撑体剥离薄膜后到卷取之间的阶段,薄膜在传送方向的伸缩率(%)MD和在宽度方向的伸缩率(%)TD满足以下式(1)规定的制造条件下进行制造:
式(1)-20%≤MD+TD≤0%,其中
MD=(卷取时薄膜传送速度/在支撑体上的薄膜传送速度-1)×100(%);
TD=(卷取时薄膜的宽度/从支撑体将要剥离前的薄膜宽度-1)×100(%)。
2.权利要求1所述的纤维素酯薄膜的制造方法,其中,在上述MD与TD满足以下式(2)规定的条件的制造条件下进行制造,
式(2)-10%≤MD-TD≤10%。
3.权利要求1或2所述的纤维素酯薄膜的制造方法,在上述MD与TD同时满足以下式(3)和式(4)规定的制造条件下进行制造,
式(3)-5%≤MD≤5%
式(4)-5%≤TD≤5%。
4.权利要求1至3中任一项所述的纤维素酯薄膜的制造方法,其中,调整该薄膜传送方向的伸缩率MD(%)以及该宽度方向的伸缩率TD(%),以使该纤维素酯薄膜的面内方向的延迟Ro(nm)、厚度方向的延迟Rt(nm)满足以下式(5)和式(6)规定的条件:
式(5)0≤Ro≤3
式(6)-3≤Rt≤3。
5.权利要求1至4中任一项所述的纤维素酯薄膜的制造方法,其中,该支撑体上的残留溶剂量从400质量%减少至100质量%时的该残留溶剂量减少速度为2质量%/秒以上、5质量%/秒以下。
6.权利要求1至5中任一项所述的纤维素酯薄膜的制造方法,其中,薄膜从该支撑体被剥离时,薄膜的残留溶剂量为60质量%以上、125质量%以下。
7.权利要求1至6中任一项所述的纤维素酯薄膜的制造方法,其中,从该支撑体剥离薄膜时,赋予该薄膜的张力为80N/m以上、200N/m以下。
8.权利要求1至7中任一项所述的纤维素酯薄膜的制造方法,其中,上述拉伸步骤开始时,上述薄膜的残留溶剂量为10质量%以上、40质量%以下。
9.权利要求1至8中任一项所述的纤维素酯薄膜的制造方法,其中,上述拉伸步骤的温度为110℃以上、160℃以下,且薄膜的拉伸率为1%以上、12%以下。
10.权利要求1至9中任一项所述的纤维素酯薄膜的制造方法,该方法还包括松弛薄膜的松弛步骤,在该松弛步骤中薄膜的松弛率为1%以上、6%以下。
11.权利要求1至10中任一项所述的纤维素酯薄膜的制造方法,其中,上述后干燥步骤中的后干燥温度为100℃以上、150℃以下,后干燥时间为6分钟以上、30分钟以下。
12.权利要求1至11中任一项所述的纤维素酯薄膜的制造方法,其中,该添加剂中至少一种为重均分子量在500以上、30000以下的丙烯酸类聚合物。
13.权利要求1至12中任一项所述的纤维素酯薄膜的制造方法,其中,该添加剂中至少一种为重均分子量在5000以上、30000以下的丙烯酸类聚合物。
14.权利要求1至13中任一项所述的纤维素酯薄膜的制造方法,其中,该纤维素酯薄膜的厚度为35μm以上、85μm以下。
15.一种液晶显示装置,其具有液晶盒和一对偏振片,该液晶盒由夹持液晶层的一对基板所构成、且以IPS模式驱动,所述一对偏振片以垂直状态配置在该液晶盒的两侧;其中,在至少一侧的偏振片的液晶盒侧具备利用权利要求1所述的纤维素酯薄膜的制造方法所制造的纤维素酯薄膜。
说明书
技术领域技术领域
本发明涉及一种制造光学用纤维素酯薄膜的制造方法及使用该薄膜的液晶显示装置,该薄膜用于例如液晶显示装置的偏振片保护膜及光学补偿膜等上。
在本说明书中,经流延后的胶浆在环状带上被干燥,形成从环状带可剥离的胶浆膜的状态以后的胶浆称为“薄膜”。
技术背景背景技术
近年来,广泛使用作为显示要素的液晶显示装置包括液晶盒和一对偏振片等,该液晶盒包含夹持液晶层的一对基板,该液晶盒两侧以垂直状态配置该偏振片,并且提出如TN(扭曲向列型)、VA(垂直取向型)、IPS(共面开关型)等各种显示模式。众所周知,在IPS模式的情况下,液晶分子主要在与基板平行的面内旋转,在斜视情况下,施加电场时以及未施加电场时的双折射率之间差程度小,因此视场角宽。
IPS模式是使用在水平方向上均匀取向的液晶分子以及两片偏振片,该两片偏振片的透射轴指向画面正面的上下方向及左右方向,且垂直配置,从上下左右方向斜视画面时,可得充分的对比度。相对地,从45度的方位角的方向斜视画面时,由于两片偏振片的透射轴所形成的角为处于偏离90度的位置关系,透射光产生双折射,因漏光而无法得到充分的黑度,对比度因而降低。即,以一般使用的纤维素酯薄膜作为保护膜的偏振片,因薄膜具有双折射性,而存在视场角变窄的问题。
另一方面,在专利文献1中已提出,面内的延迟以及厚度方向的延迟小至10nm以下的光学薄膜。
发明内容发明内容
发明要解决的课题
在上述专利文献1中,作为光学薄膜的基质材料,使用饱和降冰片烯类树脂等非晶质热塑性树脂。另一方面,作为偏振片保护膜,主要使用纤维素酯薄膜来达成,几乎无需改善偏振片的加工工艺,生产性良好。但是,在上述专利文献1中,对于如何使用纤维素酯类薄膜,无任何公开。
本发明是鉴于以上课题进行的,其目的在于提供一种纤维素酯类光学薄膜、双折射性小的纤维素酯类薄膜的制造方法,以及利用该薄膜的液晶显示装置。
为了达成上述目的,发明的第一方面所述的纤维素酯薄膜的制造方法,该方法包括以下步骤:流延步骤,该流延步骤是将含有纤维素酯以及减少延迟用的添加剂的胶浆流延在支撑体上而形成薄膜;剥离步骤,将该薄膜从支撑体上剥离;拉伸步骤,通过扩幅机拉伸经剥离后的薄膜;后干燥步骤,在拉伸结束后将薄膜干燥;卷取步骤,卷取经干燥后的薄膜;其中,薄膜从支撑体剥离后到卷取之间的阶段,薄膜在传送方向的伸缩率(%)MD和在宽度方向的伸缩率(%)TD满足下述式(1)规定的制造条件下进行制造:
式(1)-20%≤MD+TD≤0%。
在第一方面发明中,MD以及TD分别由下式表示。
MD=(卷取时薄膜传送速度/在支撑体上的薄膜传送速度-1)×100(%);
TD=(卷取时薄膜的宽度/从支撑体将要剥离前的薄膜宽度-1)×100(%)。
该减少延迟用的添加剂,以下也称为延迟减少剂。
而且,在制膜步骤中,通过纵切加工除去端部,在该情况下宽度方向的收缩率(TD)变成以下所示。
TD=((卷取时薄膜的宽度以及纵切部经干燥后的宽度的总和)/从支撑体将要剥离前的薄膜宽度-1)×100(%)。
第二方面的发明,是在第一方面所述的纤维素酯薄膜的制造方法,其中,以满足-10%≤MD-TD≤10%的关系的制造条件进行制造。
第三方面所述的发明,是在第一方面或第二方面所述的纤维素酯薄膜的制造方法,其中,以满足-5%≤MD≤5%以及-5%≤TD≤5%的关系的制造条件进行制造。
第四方面所述的发明,是在第一方面至第三方面中任一方面所述的纤维素酯薄膜的制造方法,其中,调整该薄膜传送方向的伸缩率MD以及该宽度方向的伸缩率TD,以使该纤维素酯薄膜的面内方向的延迟Ro(nm)、厚度方向的延迟Rt(nm)满足以下的关系:
0≤Ro≤3以及-3≤Rt≤3。
第五方面所述的发明,是在第一方面至第四方面中任一方面所述的纤维素酯薄膜的制造方法,其中,该支撑体上的残留溶剂量从400质量%减少至100质量%时的残留溶剂量减少速度为2质量%/秒以上、5质量%/秒以下。
第六方面所述的发明,是在第一方面至第五方面中任一方面所述的纤维素酯薄膜的制造方法,其中,从该支撑体剥离薄膜时,薄膜的残留溶剂量为60质量%以上、125质量%以下。
第七方面所述的发明,是在第一方面至第六方面中任一方面所述的纤维素酯薄膜的制造方法,其中,从该支撑体剥离该薄膜时,赋予薄膜的张力为80N/m以上、200N/m以下。
第八方面所述的发明,是在第一方面至第七方面中任一方面所述的纤维素酯薄膜的制造方法,其中,拉伸步骤开始时,薄膜的残留溶剂量为10质量%以上、40质量%以下。
第九方面所述的发明,是在第一方面至第八方面中任一方面所述的纤维素酯薄膜的制造方法,其中,拉伸步骤的温度为110℃以上、160℃以下,薄膜的拉伸率为1%以上、12%以下。
第十方面所述的发明,是在第九方面所述的纤维素酯薄膜的制造方法,其中,该方法还包括松弛薄膜的松弛步骤,在松弛步骤中薄膜的松弛率为1%以上、6%以下。
第十一方面所述的发明,是在第一方面至第十方面中任一方面所述的纤维素酯薄膜的制造方法,其中,后干燥步骤的干燥温度为100℃以上、150℃以下,后干燥时间为6分钟以上、30分钟以下。
第十二方面所述的发明,是在第一方面至第十一方面中任一方面所述的纤维素酯薄膜的制造方法,其中,该添加剂包含重均分子量为500以上、30000以下的丙烯酸类聚合物。
第十三方面所述的发明,是在第一方面至第十二方面中任一方面所述的纤维素酯薄膜的制造方法,其中,该添加剂包含重均分子量为5000以上、30000以下的丙烯酸类聚合物。
第十四方面所述的发明,是在第一方面至第十三方面中任一方面所述的纤维素酯薄膜的制造方法,其中,该纤维素酯薄膜的厚度为35μm以上、85μm以下。
发明的第十五方面提供一种液晶显示装置,其具有液晶盒和一对偏振片,该液晶盒由夹持液晶层的一对基板所构成、且以IPS模式驱动,所述一对偏振片以垂直状态配置在该液晶盒的两侧;其中,在至少一侧的偏振片的液晶盒侧具备利用第一方面所述的纤维素酯薄膜的制造方法所制造的纤维素酯薄膜。
发明效果
根据本发明,即便使用纤维素酯作为基质材料,也可提供双折射性小的薄膜、且可制造光学等向性优异的纤维素酯薄膜的方法。而且,根据本发明,可制得大幅减少斜向漏光,广视场角的液晶显示装置。
附图说明附图说明
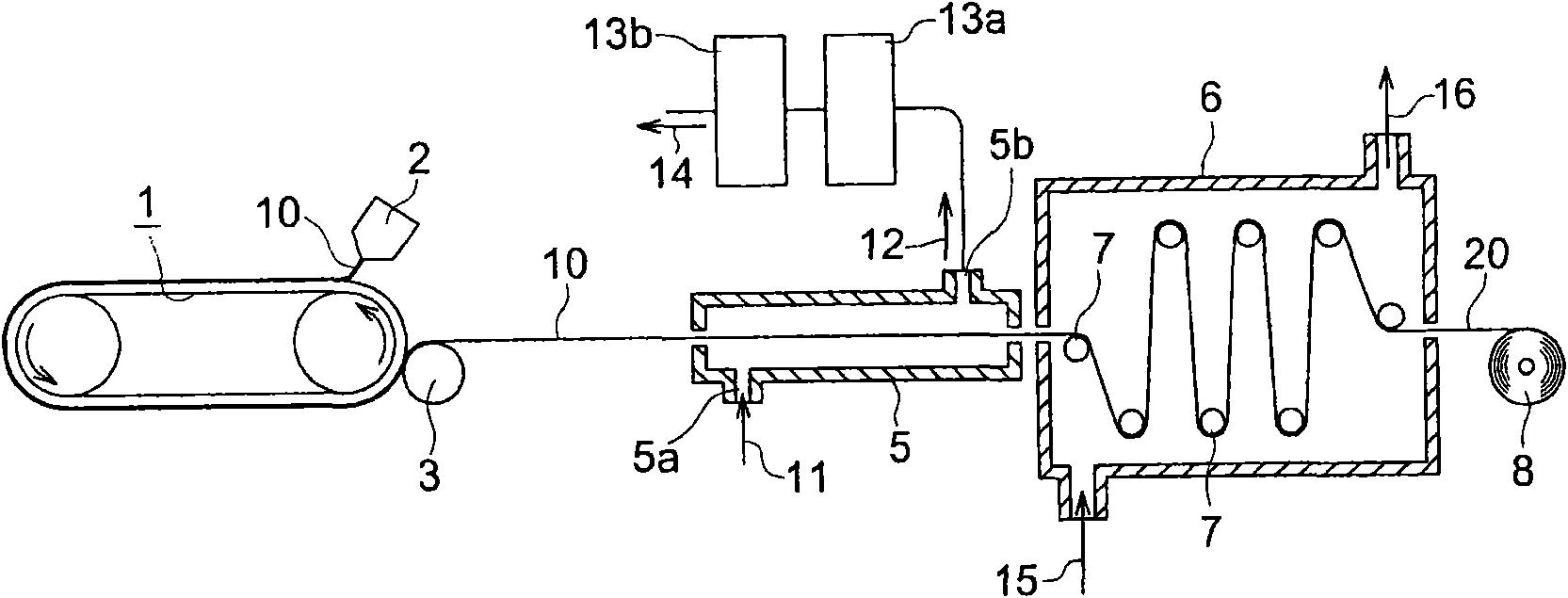
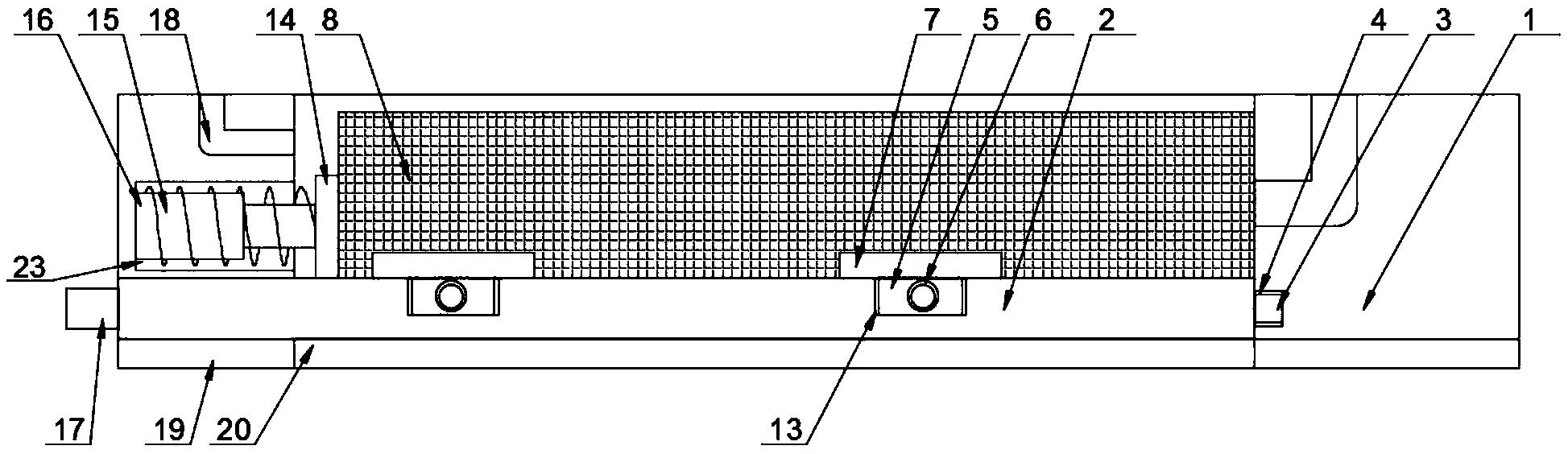
图1示出制造装置的概略侧面图,该制造装置用于实施本发明的纤维素酯薄膜制造方法。
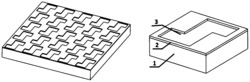
图2示出图1的制造装置中拉伸装置(扩幅机)的概略平面图。
符号说明
F纤维素酯薄膜
1不锈钢制环状带(支撑体)
3剥离辊
4扩幅机
5干燥装置
6传送辊
8卷取辊
具体实施方式具体实施方式
以下,具体地说明本发明。
在本发明中,纤维素酯作为纤维素酯薄膜的主成分,该纤维素酯例如有纤维素三乙酸酯、纤维素二乙酸酯、纤维素乙酸酯丁酸酯、纤维素乙酸酯丙酸酯等。
作为纤维素酯的溶剂,可使用例如甲醇、乙醇、正丙醇、异丙醇、正丁醇等低级醇类、环己烷、二烷(dioxane)类、二氯甲烷等低级脂肪族氯化烃类等。
在溶解之后,或者边冷却边从容器中取出,或者通过泵等从容器中抽出,并通过热交换器等进行冷却后,将其供给制膜。
本发明的胶浆,除纤维素酯及溶剂外,还包含紫外线吸收剂和延迟减少剂。
作为紫外线吸收剂,从防止液晶劣化的观点考虑,优选使用波长370nm以下的紫外线吸收能优异的物质,且从液晶显示性优异的观点考虑,优选使用波长400nm以上的可见光的吸收尽可能少的物质。通常使用的紫外线吸收剂包括如羟基二苯甲酮类化合物、苯并三唑类化合物、水杨酸酯类化合物、二苯甲酮类化合物、氰基丙烯酸酯类化合物、镍配位盐类化合物等,但本发明并不限定于这些。
其次,说明延迟减少剂。
纤维素酯薄膜的延迟,是作为来自纤维素酯的延迟和来自添加剂的延迟之和表现出来的。所以,所谓用于减少纤维素酯的延迟的添加剂是指,使纤维素酯的取向混乱,且本身难以取向或者偏振率各向异性小的添加剂。作为使纤维素酯的取向混乱的添加剂,相比于芳香族类化合物,优选的是脂肪族类化合物。
作为延迟减少剂的具体例,可使用丙烯酸类聚合物和聚酯类聚合物。
(丙烯酸类聚合物)
在本发明中,丙烯酸类聚合物是指分子内不具有芳香环的丙烯酸或甲基丙烯酸烷基酯等单体所合成的均聚物或共聚物。
作为不具有芳香环的丙烯酸酯单体,例如丙烯酸甲酯、丙烯酸乙酯、丙烯酸丙酯(异-、正-)、丙烯酸丁酯(正-、异-、仲-、叔-)、丙烯酸戊酯(正-、异-、仲-)、丙烯酸己酯(正-、异-)、丙烯酸庚酯(正-、异-)、丙烯酸辛酯(正-、异-)、丙烯酸壬酯(正-、异-)、丙烯酸十四烷基酯(正-、异-)、丙烯酸-2-乙基己酯、丙烯酸-ε-己内酯、丙烯酸-2-羟基乙酯、丙烯酸-2-羟基丙酯、丙烯酸-3-羟基丙酯、丙烯酸-4-羟基丁酯、丙烯酸-2-羟基丁酯、丙烯酸-2-甲氧基乙酯、丙烯酸-2-乙氧基乙酯等或上述丙烯酸酯改为甲基丙烯酸酯的物质。
而且,在上述丙烯酸类聚合物为共聚物的情况下,其包括X(具有亲水基的单体成分)以及Y(不具亲水基的单体成分),优选X∶Y(摩尔比)为1∶1~1∶99。相对于纤维素酯,其含量优选为1~20质量%。
本发明的丙烯酸酯类聚合物的重均分子量,优选为500以上、30000以下,更优选为5000以上、30000以下。当丙烯酸类聚合物的重均分子量为500以上、30000以下时,与纤维素酯的相容性良好,在制膜过程中不发生蒸发、挥发。特别是丙烯酸类聚合物在侧链上的丙烯酸类聚合物,除上述外,制膜后纤维素酯薄膜的透明性优异、透湿度也非常低,显示作为薄膜的优异性能。
上述丙烯酸聚合物,可参考日本特开2003-12859公报所述的方法而合成得到。
作为延迟减少剂的聚酯类聚合物,优选使用例如以下通式(1)或(2)所表示的聚酯。
通式(1)B1-(G-A-)mG-B1
通式(2)B2-(A-G-)nA-B2
通式(1)、(2)中,B1表示一元羧酸成分,B2表示一元醇成分,G表示二元醇成分,A表示二元酸成分,表示通过这些所合成得到。其特征为B1、B2、G、A中任一个都不含芳香环。m、n表示重复单元数。
关于B1所表示的一元羧酸成分,无特别限制,可使用常规的脂肪族一元羧酸、脂环族一元羧酸等。
作为优选的一元羧酸例,可举出如下所示的化合物,但本发明不限于这些。
作为脂肪族一元羧酸,可优选使用碳原子数为1~32的直链或具有侧链的脂肪酸。更优选碳原子数为1~20的脂肪酸,特别优选碳原子数为1~12的脂肪酸。当脂肪酸中含有乙酸时,因与纤维素酯的相容性提高而优选,也可优选使用混合了乙酸和其他一元羧酸的脂肪酸。
作为优选的脂肪族一元羧酸,例如甲酸、乙酸、丙酸、丁酸、戊酸、己酸、庚酸、辛酸、壬酸、癸酸、2-乙基己酸、十一烷酸、十二烷酸、十三烷酸、十四烷酸、十五烷酸、棕榈酸、十七烷酸、硬脂酸、十九烷酸、二十烷酸、二十二烷酸、二十四烷酸、二十六烷酸、二十七烷酸、二十八烷酸、三十烷酸、三十二烷酸等饱和脂肪酸;十一碳烯酸、油酸、山梨酸、亚油酸、亚麻酸、花生油烯酸等不饱和脂肪酸等。
作为B2所表示的醇成分,并无特别限制,可使用目前公知的醇类。例如可优选使用碳原子数为1~32的直链或具有侧链的脂肪族饱和醇或脂肪族不饱和醇。更优选碳原子数为1~20的醇,特别优选碳原子数为1~12的醇。
作为G所表示的二元醇成分,可使用如下所示的醇成分,但本发明不限于这些。例如乙二醇、二乙二醇、1,2-丙二醇、1,3-丙二醇、1,2-丁二醇、1,3-丁二醇、1,4-丁二醇、1,5-戊二醇(1,5-ペンタンジオ一ル)、1,6-己二醇、1,5-戊二醇(1,5-ペンチレングリコ一ル)、二乙二醇、三乙二醇、四乙二醇等,其中,更优选乙二醇、1,2-丙二醇、1,3-丙二醇、1,2-丁二醇、1,3-丁二醇、1,4-丁二醇、1,6-己二醇、二乙二醇、三乙二醇,特别优选1,3-丙二醇、1,4-丁二醇、1,6-己二醇、二乙二醇。
作为A所表示的二元酸(二羧酸)成分,优选使用脂肪族二元酸、脂环式二元酸,例如作为脂肪族二元酸,可使用丙二酸、琥珀酸、戊二酸、己二酸、庚二酸、辛二酸、壬二酸、癸二酸、十一烷二羧酸、十二烷二羧酸等,特别是作为脂肪族二羧酸,可使用碳原子数4~12的二元酸、选自这些之中的至少一种。亦即,也可组合使用2种以上的二元酸。
上述通式(1)、(2)的重复单元数m、n,优选为1以上170以下。
作为延迟减少剂而使用的聚酯类聚合物的其他例,可举出以下通式(3)或(4)所表示的聚酯。
通式(3)B1-(G-A-)mG-B1
通式(4)B2-(A-G-)nA-B2
通式(3)、(4)中,B1表示一元羧酸成分,B2表示一元醇成分,G表示碳原子数2~12的二元醇成分,A表示碳原子数2~12的二元酸成分,通过它们合成而得到。B1、G、A均不含芳香环。m、n表示重复单元数。B1、B2与上述通式(1)、(2)中的B1、B2相同。G、A为上述通式(1)、(2)中的G、A中碳原子数为2~12的醇成分或二元酸成分。
聚酯的重均分子量优选为20000以下,更优选10000以下。特别是重均分子量为500~10000的聚酯,因与纤维素酯的相容性良好,在制膜过程中不发生蒸发、挥发现象。
聚酯的缩聚是通过常规方法而进行的。例如上述二元酸与二醇直接反应、上述二元酸或这些烷基酯类,例如通过二元酸的甲酯与二醇的聚酯化反应、或酯交换反应,通过热熔融缩合法、或这些酸的酸氯化物与二醇的脱卤化氢反应中的任一种方法而可容易合成,重均分子量不太大的聚酯是优选通过直接反应而合成得到。大量分布在低分子量侧的聚酯,与纤维素酯的相容性非常好,形成薄膜后,可得透湿度小且透明性高的纤维素酯薄膜。对于分子量的调整方法,并无特别限制,可使用常规方法。例如依据聚合条件,在通过一元酸或一元醇来对分子末端进行封端的方法中,是通过这些一元化合物的添加量来控制得到的。在该情况下,从聚合物的稳定性考虑,优选为一元酸。例如可举出乙酸、丙酸、丁酸等,可选择在缩聚反应过程中不会向体系外蒸馏去除,而在反应终止时容易向反应体系外蒸馏除去的一元酸,这些酸也可混合使用。而且,在直接反应的情况下,根据反应中蒸馏去除而产生的水量,来计算停止反应的时间,也可调整重均分子量。除此之外,也可通过放入摩尔数不平衡的甘醇或二元酸来进行调整,也可通过控制反应温度而进行调整。
相对于纤维素酯,上述通式(1)或(2)所示的聚酯,优选含有1~40质量%,上述通式(3)或(4)所示的聚酯,优选含有2~30质量%。特别优选是含有5~15质量%。
作为延迟减少剂(レタデ一シヨン低减剤),除这些以外,例如特开2005-154764号公报中所述的延迟降低剂(レタデ一シヨン低下剤)、光学各向异性调整剂、特开2003-12859号公报中所述的丙烯酸类聚合物、特开2004-315605号公报中所述的磷酸酯化合物、特开2005-105139号公报中所述的苯乙烯低聚物、甲基丙烯酸苄基酯低聚物、特开2005-105140号公报中所述的苯乙烯类单体的聚合物、特开2000-63560号公报中所述的一缩二甘油类多元醇与脂肪酸的酯化合物、特开2001-247717号公报中所述的己糖的糖醇酯或醚化合物、特开2004-315613号公报中所述的磷酸三脂肪醇酯化合物、特开2005-41911号公报中所述的化合物等。
而且,延迟减少剂可通过以下方法确认。首先,将纤维素酯溶解在二氯甲烷而得到的胶浆,在玻璃板上制膜,以120℃/15分钟进行干燥,制成膜厚80μm的纤维素酯薄膜。该纤维素酯薄膜在厚度方向的延迟设为Rt1。其次,在纤维素酯中添加10质量%的添加剂,使用二氯甲烷将其溶解,制成胶浆。与上述相同的方法,将该胶浆制成膜厚80μm的纤维素酯薄膜。该纤维素酯薄膜在厚度方向的延迟设为Rt2。因此,当上述两个厚度方向的延迟Rt1、Rt2满足Rt2<Rt1的关系时,在纤维素酯中所添加的添加剂为延迟减少剂。
而且,在胶浆中,也可添加增塑剂、抗氧剂、染料、热稳定剂、抗静电剂、阻燃剂、润滑剂、油剂等。
在本实施方式中,在支撑体上流延(流延步骤)通过溶解纤维素酯而得的胶浆后,从支撑体剥离(剥离步骤)、将剥离的薄膜拉伸(拉伸步骤)后,进行干燥(后干燥步骤)、并卷取在辊上(卷取步骤),而得到纤维素酯薄膜。
以下,参照附图进行说明。首先,如图1所示,纤维素酯薄膜的制造装置包括:支撑体1,其包括旋转金属制环状带;模头2,通过模头2在支撑体1上流延作为纤维素酯薄膜原料溶液的胶浆;剥离辊3,通过剥离辊3从支撑体1剥离丝网W,该丝网W是使用模头2在支撑体1上形成而得;扩幅机4,通过扩幅机4将从支撑体1剥离的薄膜F在宽度方向上拉伸的同时,传送、并使其干燥;干燥装置5,将薄膜F经由多个传送辊6而进行传送的同时,使其干燥;以及,卷取辊8,通过该卷取辊8卷取经干燥而得的纤维素酯薄膜F。
在该制造步骤中,从支撑体1剥离薄膜F到通过卷取辊8卷取薄膜F止的期间,调整干燥条件、传送张力等,使得薄膜F在传送方向上的伸缩率MD(%),在宽度方向上的伸缩率TD(%)在以下范围。
-20%≤MD+TD≤0%
-10%≤MD-TD≤10%
当满足-20%≤MD+TD≤0%时,最终产品的纤维素酯薄膜在厚度方向上的延迟Rt小,由此可得所期望的光学特性。在以IPS模式驱动的液晶显示装置的偏振片保护膜的情况,Rt优选为-10nm~10nm,更优选-5nm~5nm。若MD+TD超过0%,无法充分地减少在厚度方向上的延迟Rt。MD+TD更优选为-15%≤MD+TD≤-5%。
而且,当满足-10%≤MD-TD≤10%时,最终产品的纤维素酯薄膜在平面内的光学延迟轴方向的折射率(nx)以及与其垂直方向的折射率(ny)差小,面内的延迟Ro小,由此可提高偏光性能。在以IPS模式驱动的液晶显示装置的偏振片保护膜的情况,Ro优选为0nm左右。若MD-TD落在上述范围之外,薄膜从支撑体剥离到卷取止的阶段,薄膜在传送方向以及宽度方向的伸缩率之间差变大,结果最终产品的纤维素酯薄膜在传送方向以及宽度方向的分子取向状态大有不同,上述折射率(nx)以及(ny)之间差变大,面内的延迟Ro变大。MD-TD更优选在-5%≤MD-TD≤5%的范围。
而且,优选传送方向的伸缩率MD(%)、宽度方向的伸缩率TD(%)分别满足-5%≤MD≤5%以及-5%≤TD≤5%。
这里,通过调整从金属支撑体剥离时的残留溶剂量以及刚剥离后的薄膜传送方向的张力,可控制传送方向的伸缩率MD。即,通过加大或减少剥离残留溶剂量,可控制伸缩率MD的提高(拉长)方向或降低(收缩)方向,此外,通过加大或减少对于薄膜在刚剥离后的传送方向上的张力,也可控制伸缩率MD的提高(拉长)方向或降低(收缩)方向。更进一步,通过扩幅机拉伸后的后干燥步骤的温度、张力而可进行微调。即,通过加大或减少后干燥步骤的温度,可控制伸缩率MD的提高(拉长)方向或降低(收缩)方向,且通过加大或减少后干燥步骤的张力,也可控制伸缩率MD的提高(拉长)方向或降低(收缩)方向。另一方面,宽度方向的伸缩率TD,可通过扩幅机的拉伸率、松弛率以及扩幅机的温度而可控制。即,通过加大或减少扩幅机的拉伸率,可控制伸缩率TD的提高(拉长)方向或降低(收缩)方向,而且,通过加大或减少松弛率,可控制伸缩率TD的降低(收缩)方向或提高(拉长)方向,此外,通过增高或降低扩幅机的温度,可控制伸缩率TD的降低(收缩)方向或提高(拉长)方向。更进一步,通过从金属支撑体剥离时的残留溶剂量、刚剥离后的薄膜传送方向的张力以及通过扩幅机拉伸后的后干燥步骤的温度、张力而可微调。即,通过加大或减少剥离残留溶剂量,可控制伸缩率TD的降低(收缩)方向或提高(拉长)方向,此外,通过加大或减少对于薄膜在刚剥离后的传送方向上的张力,也可控制伸缩率TD的降低(收缩)方向或提高(拉长)方向,而且,通过提高或降低后干燥步骤的温度,可控制伸缩率TD的降低(收缩)方向或提高(拉长)方向,通过提高或降低后干燥步骤的张力,也可微调伸缩率TD的降低(收缩)方向或提高(拉长)方向。
而且,最终产品的经干燥后的膜厚,虽依使用目的而不同,通常优选为35~85μm的范围,更优选为40~80μm的范围。当膜厚过薄时,薄膜强度低、可操作性差。当膜厚过厚时,显示装置变厚,例如损害便携性。在调整膜厚时,通过控制胶浆的浓度、泵的输液量、模头的狭缝间隙、模头的挤出压力、流延用支撑体的速度等而使膜厚在所希望的厚度范围内。而且,作为使膜厚均匀的方法(手段),优选使用膜厚检测装置(手段),使程序控制的反馈信息反馈至上述各装置而进行调整。
然后,说明各步骤。
(流延步骤)
在上述纤维素酯薄膜的制造装置中,作为纤维素酯薄膜原料溶液的胶浆,通过流延模头2流延在旋转金属制的环状带构成的支撑体1上。流延步骤中的支撑体1,使用如图1所示的带状或鼓状的不锈钢经镜面处理的支撑体。
在本发明的纤维素酯薄膜的制造方法中,在流延后的支撑体1上干燥的胶浆膜即丝网W中的残留溶剂量从400质量%降低至100质量%以内的范围内时,在以残留溶剂量的减少速度(以下称为干燥速度)为2~5质量%/秒的条件下进行干燥,由此可减少面取向度,故特别优选。该干燥速度更优选为3~4.5质量%/秒。
而且,关于本发明的薄膜的残留溶剂量,是由下述式所定义。
残留溶剂量(质量%)={(M-N)/N}×100
这里,
M:薄膜在任意时间点的质量,
N:使质量为M的薄膜在110℃下干燥3小时时的质量。
(剥离步骤)
通过流延而形成在支撑体1上的丝网W在支撑体1上构成约1圈时,通过剥离辊3使其剥离。
当剥离时的丝网W的残留溶剂量(以下称为剥离时残留溶剂量)过多时,则难以剥离,反之,当在支撑体上充分干燥后进行剥离,则在中途丝网的一部分被剥离。所以,在支撑体上干燥到剥离时残留溶剂量为60~125质量%后再进行剥离丝网W,由此可将薄膜的面内延迟维持在低的范围,提高表面品质,故优选。剥离时残留溶剂量更优选为80~115质量%。
而且,在残留溶剂量过多时进行剥离的情况,因丝网过软,剥离时有损平面性,容易产生剥离张力造成的抽线(ツレ)、纵纹,在兼顾经济速度和品质下决定剥离时残留溶剂量。针对本发明,从支撑体1将薄膜剥离时的剥离张力,设定为80~200N/m。剥离张力过大,则在剥离时容易产生皱纹。相反,剥离张力过小,则无法进行剥离。剥离张力更优选为90~170N/m。
(拉伸/松弛步骤)
图2示出扩幅机4的结构例。如图2所示,扩幅机4是在机壳10的左右两侧部,多个夹具11以链状连接,这些夹具11构成一个环(輪),在轨道12上行走,将薄膜F把持传送。虽然在附图中省略各夹具11,但夹具11具备自由摇动的紧固臂,在扩幅机4的左右两侧,通过扩幅机4的紧固臂的曲面形前端部以及托架夹住(抓着、grip)置于托架上的薄膜F在宽度方向上的两端部,边拉伸边进行传送,且被干燥。
在扩幅机4内,纤维素酯薄膜F在把持其的宽度方向上的两端部的状态下,依序通过薄膜F的宽度保持区A、薄膜宽度方向拉伸区B、拉伸状态下薄膜宽度保持区C以及松弛区D,进行薄膜宽度方向的拉伸处理。
这里,所谓扩幅机4中的薄膜的宽度保持区A,是指从扩幅机4的入口到拉伸起始点a为止,薄膜宽度(基座两端)的把持夹具间的距离为一定的区域。而且所谓拉伸区B,是指从扩幅机4的拉伸起始点a到拉伸结束点b为止,薄膜宽度(基座两端)的把持夹具间的距离,在行进方向(传送方向)变宽的区域。所谓拉伸状态下薄膜宽度保持区C,是指从扩幅机4的拉伸结束点b到松弛起始点c为止,拉伸后的薄膜宽度(基座两端)的把持夹具间的距离为一定的区域。
再者,所谓松弛区D,是指从扩幅机4的松弛起始点c到松弛结束点d为止,薄膜宽度(基座两侧)的把持夹具间的距离,在行进方向(传送方向)变窄的区域。在该情况下,如上所述,所谓松弛处理是指使薄膜宽度在行进方向(传送方向)变窄的把持模式(パタ一ン),薄膜F在宽度方向上不与销(pin)相贴合,也即使薄膜在宽度方向上不具有应力的过程被称为松弛处理。该松弛处理是在薄膜端部的把持过程中进行的。
扩幅机4的轨道12,通常由可弯曲的轨道所构成,通过该轨道12弯曲,而改变左右两端夹具间的距离,可构成宽度保持区A、拉伸区B、宽度保持区C以及松弛区D。拉伸区B是对应于本发明的拉伸步骤,松弛区D对应于松弛步骤。而且,这些区的组合,并不限于附图中所示的组合,可以任意顺序进行组合。
而且,如图所示的扩幅机4采用布铗式拉幅方式,除此之外,也可采用销拉幅方式,任选其中哪种方式的拉幅方式,均是在保持薄膜F宽度的同时,进行干燥,由此可提高尺寸稳定性,故优选。
在本实施方式中,将拉伸步骤中的在宽度方向上的拉伸率优选设定为1~12%。而且,拉伸率更优选为3~9%。该拉伸率如下方式定义。
拉伸率=(L1/L0-1)×100(%)
其中,L1:拉伸区出口处的薄膜宽度,
L0:拉伸区入口处的薄膜宽度。
而且,将拉伸步骤中的在宽度方向的松弛率优选设定为1~6%。而且,松弛率更优选为2~5%。该松弛率是由以下方式定义。
松弛率=(M0/M1-1)×100(%)
其中,M1:松弛区出口处的薄膜宽度,
M0:松弛区入口处的薄膜宽度。
而且,从拉伸区至松弛区,薄膜的温度(以下称为拉伸温度)保持在110~160℃。该拉伸温度更优选为115~150℃。
而且,拉伸步骤开始时的残留溶剂量(以下称为拉伸时残留溶剂量)为10~40质量%。该拉伸时残留溶剂量更优选为15~30质量%。
(后干燥步骤)
经过扩幅机4之后,将薄膜F送入干燥装置5内。在干燥装置5中,通常是经由所有传送辊6而传送,该传送辊6以辊悬挂方式配置在机壳内成锯齿状,该传送过程中通过从干燥风吹入口7吹入的干燥风,将其干燥,可得纤维素酯薄膜F。而且,对于干燥薄膜F的措施,并无特别限制,一般以热风、红外线、加热辊、微波等进行干燥。从操作简便的观点考虑,优选进行热风干燥。该干燥的主要目的是蒸发残留在薄膜中的溶剂,优选干燥温度(以下称为后干燥温度)为100℃~150℃,时间(以下称为后干燥时间)为6~30分钟。在该干燥步骤中,可进一步减少延迟。而且,更优选后干燥温度为115℃~140℃,后干燥时间为10~25分钟。
实施例
以下,说明本发明的实施例1~9以及比较例1~2,但本发明不限于这些实施例。
在实施例1~9以及比较例1~2中,其制造条件相互不同,但胶浆液为相同。胶浆液的具体配方,如表1所示。
[表1]
将该胶浆液以实施例1~9以及比较例1~2的各条件下进行制膜,得到纤维素酯薄膜。实施例1~9以及比较例1~2的各条件,如表2以及表3中所示。在表3中,表示实施例1~9以及比较例1~2的干燥后的膜厚(μm)。
在表2中记载的各个项目的测定条件,如下所述。
(MD:在传送方向上的伸缩率(%))
MD=(卷取时薄膜传送速度/在支撑体上的薄膜传送速度-1)×100(%);
(TD:在宽度方向上的伸缩率(%))
TD=(卷取时薄膜的宽度/从支撑体将要剥离前的薄膜宽度-1)×100(%)。
(残留溶剂量的测定)
通过下式,测定剥离时或拉伸时的残留溶剂量。
残留溶剂量(质量%)={(M-N)/N}×100
这里,M为薄膜在剥离时或拉伸时的质量,N为使质量为M的薄膜在110℃下干燥3小时时的质量。
(拉伸率的测定)
测定拉伸区入口处的薄膜宽度L0和拉伸区出口处的薄膜宽度L1,通过下式计算出拉伸率:
拉伸率=(L1/L0-1)×100(%)
(松弛率的测定)
测定松弛区出口处的薄膜宽度M1和松弛区入口处的薄膜宽度M0,通过下式计算出松弛率:
松弛率=(M0/M1-1)×100(%)
表2
分别测定在各实施例1~9以及比较例1~2中所得的纤维素酯薄膜的面内方向的延迟Ro、厚度方向的延迟Rt,并列于上述表3中。
这里,通过下式计算出Ro以及Rt。
Ro=(Nx-Ny)×d
Rt=((Nx+Ny)/2-Nz)×d
其中,Nx:延迟轴方向的折射率
Ny:超前相位轴方向的折射率
Nz:厚度方向的折射率
d:薄膜的厚度(nm)
Nx、Ny、Nz是在23℃、55%RH的环境下,在波长590nm,使用自动双折射率计KOBRA-21ADH(王子计测机器(株)制)所测定。
[表3]
结果,在实施例1~9,得到Ro=0nm、-3nm≤Rt≤3nm的结果。所以,以该实施例1~9所得的薄膜,使用于IPS模式驱动的液晶显示装置的偏振片的液晶盒侧,可大幅地减少斜向的漏光,可得宽视场角、高对比度。
在比较例1中,伸缩率MD+TD为10%,伸缩率太高。通过该比较例1得到的薄膜,也与实施例1~9同样的方法测定延迟。结果Ro=4nm、Rt=10nm,任一个都太大。而且,在比较例2,伸缩率MD+TD为-25%,为伸缩率太低的例。结果Ro=7nm、Rt=-5nm,任一个都太大。
纤维素酯薄膜的制造方法及使用其的液晶显示装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0