

IPC分类号 : B29C64/106,B29C64/194,B33Y30/00,B29K71/00










专利摘要
一种基于激光原位热处理的功能梯度材料挤出成形制造方法,采用现场激光原位辅助制造,通过改变激光功率实现温度调节,通过温度调节实现材料结晶度的改变,再通过结晶度与预实现功能之间的对应关系,最终实现对结晶态高分子材料打印过程中的功能梯度分布的实现;同时,通过激光原位热处理,也能较好的提升挤出成形过程中层与层间的结合性能。
权利要求
1.一种基于激光原位热处理的功能梯度材料挤出成形制造方法,其特征在于,包括以下步骤:
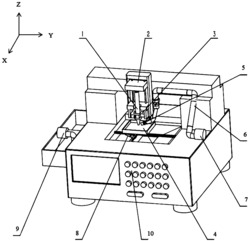
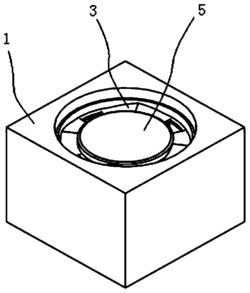
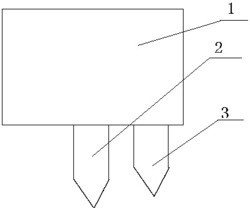
1)组装打印装置,将激光器(3)、打印喷头(2)依次通过激光器固定孔(5)和喷头固定孔(4)固定在固定块(1)上,激光器(3)和打印喷头(2)工作指示由计算机软件集成控制;
2)将激光器(3)所发出激光的照射范围与打印喷头(2)间距离L进行测量,建立激光器(3)和打印喷头(2)的绝对坐标补偿量,保证打印过程中二者坐标的准确输出;
3)对打印件通过软件辅助进行三维模型的建立,并生成挤出成形代码;同时通过力学分析或者依据打印件功能梯度分布要求,对打印件划分不同成形功能的空间区域,从而得到功能梯度分布需求的空间坐标范围;
4)分析功能梯度分布需求,匹配用于原位热处理进行功能梯度调节的材料;
5)根据功能梯度分布的空间坐标数据及材料性质,按照功能-结晶度-温度-功率四者的匹配对应关系生成含激光控制代码的复合打印打码;
6)在打印过程中,当激光器(3)的激光落点坐标满足功能梯度分布需求的空间坐标范围的情况下,计算机控制打开激光器(3),激光器(3)发射出对应激光功率η的激光进行同步打印;
当激光器(3)发出的激光落点中任意一个坐标不满足需要进行功能梯度调节的激光落点坐标范围时,激光器(3)关闭,打印喷头(2)继续按照生成代码进行挤出成形;而当激光器(3)的激光落在了另外一个需要进行功能梯度调节的激光落点坐标范围内时,将再次开启激光器(3),重复以上打印步骤,直到打印结束。
2.根据权利要求1所述的一种基于激光原位热处理的功能梯度材料挤出成形制造方法,其特征在于:所述的步骤4)中匹配用于原位热处理进行功能梯度调节的材料为结晶态及半结晶态热塑性材料。
说明书
技术领域
本发明涉及材料挤出成形3D打印技术领域,具体涉及一种基于激光原位热处理的功能梯度材料挤出成形制造方法。
背景技术
材料挤出成形作为3D打印的一个重要分支,因其可制备材料范围广、可实现轻质量高强度的制造等特点目前已被广泛的应用于航空航天、国防军事、医疗救护、工业现场等多个领域。截至目前,越来越多的高性能高分子材料应用于材料挤出成形工艺实践中,而其中许多高分子材料都呈现为结晶态,如目前被广泛应用于航空、航天及医疗等诸多领域的聚醚醚酮(PEEK),然而在材料挤出成形的过程中冷却速度较快,材料无法顺利完成结晶过程,导致结晶度较低,从而对材料挤出成形零件的力学性能如强度、模量等都产生了较大的影响,而在高环境温度下,虽然打印工艺可以实现结晶,但结晶过程往往带来较大翘曲变形,且长时间高温工作对设备要求较高。
与此同时,在许多的复杂应用场合里,为了提高打印件的使用寿命,往往不仅仅只是要求成形件的尺寸复合要求,更是需要具备一定类似于变刚度分布的功能梯度要求,即在成形件不同空间区域内要实现强度、模量等多种性能的非均匀可控分布,然而传统的材料挤出3D打印工艺与后处理相结合的方法尚难以实现这一功能要求。
因此,针对各种具有复杂功能梯度要求的材料挤出成形件的制造来说,依然存在着一些难点及问题:传统的为了提高成形件的结晶度和整体力学性能,常常采用类似于热烘箱保温等的后处理方法,但无法实现同一个制件的梯度功能需求;为了获得同一制件内的功能梯度分布,包含多喷头打印在内的多种打印方法,虽然一定程度上能通过多种材料组合分布实现功能梯度,但也存在着线间的结合性能差等既有缺陷,因此也一定程度上束缚了成形件的整体性能提升。
发明内容
为了克服上述现有技术的缺点,本发明的目的在于提供一种基于激光原位热处理的功能梯度材料挤出成形制造方法,能够在挤出成形多种结晶态材料的前提下,并且在保证了层间结合性能的情况下,从材料性质上通过不同温度的原位热处理方法去改变成形材料的结晶度,也从而实现对于功能梯度要求的结构件的挤出成形制造。
为了达到上述目的,本发明采用如下的技术方案:
一种基于激光原位热处理的功能梯度材料挤出成形制造方法,包括以下步骤:
1)组装打印装置,将激光器3、打印喷头2依次通过激光器固定孔5和喷头固定孔4固定在固定块1上,激光器3和打印喷头2工作指示由计算机软件集成控制;
2)将激光器3所发出激光的照射范围与打印喷头2间距离L进行测量,建立激光器3和打印喷头2的绝对坐标补偿量,保证打印过程中二者坐标的准确输出;
3)对打印件通过软件辅助进行三维模型的建立,并生成挤出成形代码;同时通过力学分析或者依据打印件功能梯度分布要求,对打印件划分不同成形功能的空间区域,从而得到功能梯度分布需求的空间坐标范围;
4)分析功能梯度分布需求,匹配用于原位热处理进行功能梯度调节的材料;
5)根据功能梯度分布的空间坐标数据及材料性质,按照功能-结晶度-温度-功率四者的匹配对应关系生成含激光控制代码的复合打印打码;
6)在打印过程中,当激光器3的激光落点坐标满足功能梯度分布需求的空间坐标范围的情况下,计算机控制打开激光器3,激光器3发射出对应激光功率η的激光进行同步打印;
当激光器3发出的激光落点中任意一个坐标不满足需要进行功能梯度调节的激光落点坐标范围时,激光器3关闭,打印喷头2继续按照生成代码进行挤出成形;而当激光器3的激光落在了另外一个需要进行功能梯度调节的激光落点坐标范围内时,将再次开启激光器3,重复以上打印步骤,直到打印结束。
所述的步骤4)中匹配用于原位热处理进行功能梯度调节的材料为结晶态及半结晶态热塑性材料,如聚醚醚酮(PEEK)。
本发明的有益效果为:
由于本发明采用现场激光原位辅助制造,通过改变激光功率实现温度调节,通过温度调节实现材料结晶度的改变,再通过结晶度与预实现功能之间的对应关系,最终实现对结晶态高分子材料打印过程中的功能梯度分布的实现;同时,通过激光原位热处理,也能较好的提升挤出成形过程中层与层间的结合性能。
附图说明
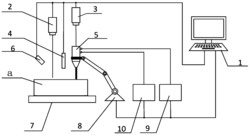
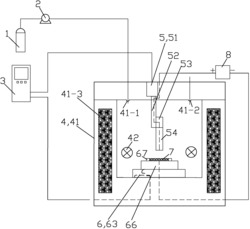
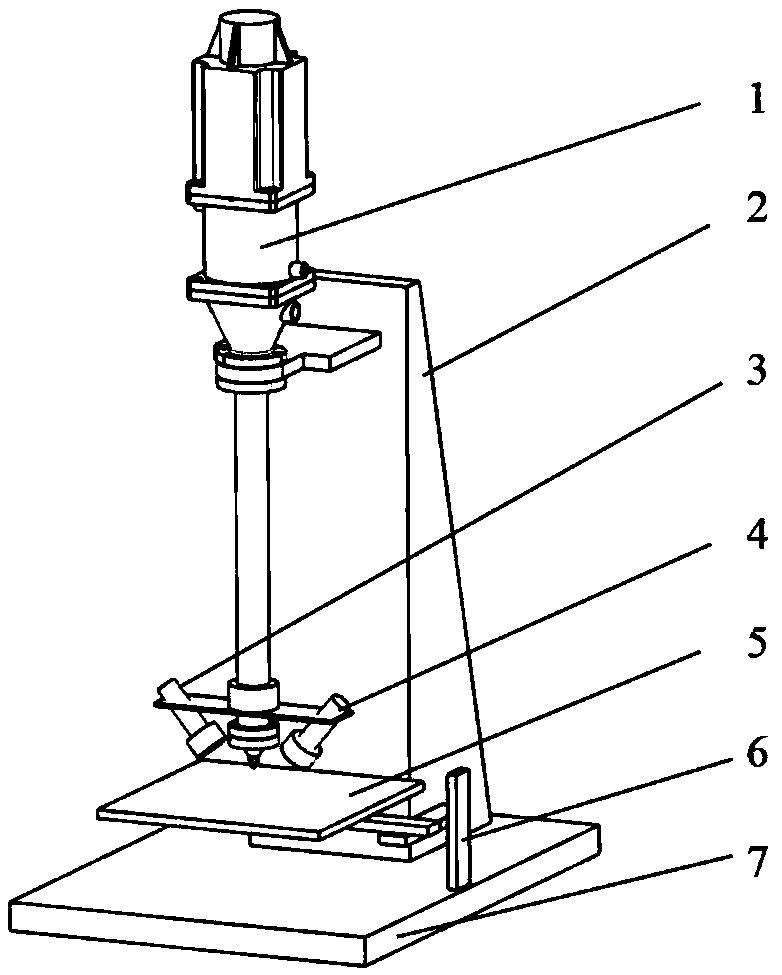
图1是本发明所用设备的工作示意图。
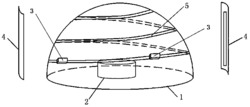
图2是本发明成形件的效果辅助示意图。
具体实施方式
以下结合附图对本发明作进一步的详细说明。
一种基于激光原位热处理的功能梯度材料挤出成形制造方法,包括以下步骤:
1)参照图1,组装打印装置,将激光器3、打印喷头2依次通过激光器固定孔5和喷头固定孔4固定在固定块1上,激光器3和打印喷头2工作指示由计算机软件集成控制;
2)将激光器3所发出激光的照射范围与打印喷头2间距离L进行测量,建立激光器3和打印喷头2的绝对坐标补偿量,保证打印过程中二者坐标的准确输出;
3)对打印件通过软件辅助进行三维模型的建立,并生成挤出成形代码;同时通过力学分析或者依据打印件功能梯度分布要求,对打印件划分不同成形功能的空间区域,从而得到功能梯度分布需求的空间坐标范围,如Xm≤X≤Xn,Ym≤Y≤Yn,Zm≤Z≤Zn;
4)分析功能梯度分布需求,匹配用于原位热处理进行功能梯度调节的材料,如聚醚醚酮(PEEK);
5)根据功能梯度分布的空间坐标数据及材料性质,按照功能-结晶度-温度-功率四者的匹配对应关系生成含激光控制代码的复合打印打码;
6)参照图2,在打印过程中,当激光器3的激光落点坐标满足功能梯度分布需求的空间坐标范围A区域时,即当X1≤X≤X2,Y1≤Y≤Y2,Z1≤Z≤Z2的情况下,计算机控制打开激光器3,激光器3发射出对应激光功率η1的激光进行同步打印;
当激光器3发出的激光落点的X,Y,Z中任意一个坐标不满足需要进行功能梯度调节的激光落点坐标范围时,激光器3关闭,打印喷头2继续按照生成代码进行挤出成形;而当激光器3的激光落在了另外一个需要进行功能梯度调节的激光落点坐标范围B区域内时,即当X3≤X≤X4,Y3≤Y≤Y4,Z3≤Z≤Z4的情况下,将再次开启激光器3,发射出对应功率η2的激光进行同步打印,同样,当激光器3的激光落在了C区域时,重复以上打印步骤,直到打印结束。
基于激光原位热处理的功能梯度材料挤出成形制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0