










专利摘要
一种细纱管表面残纱切割装置,包括环形导轨及其上滑动连接的输送小车,输送小车上水平设置有多根细纱管,环形导轨的外侧设置有安装底板,安装底板上平行设置有两根一号导轨,两根一号导轨之间滑动连接有切割平台,切割平台与一号气缸相连接,切割平台上平行设置有两根二号导轨,两根二号导轨之间滑动连接有运动底板,运动底板与二号气缸相连接,运动底板上设置有传动轴,传动轴上套装有与旋转电机传动连接的皮带轮,传动轴上套装有多个割刀,切割平台上设置有相连接的顶锥气缸与顶锥安装板,顶锥安装板上设置有多个顶锥。本设计不仅残纱清除劳动强度小、细纱管报废率低,而且割纱效果好。
权利要求
1.一种细纱管表面残纱切割装置,其特征在于,包括环形导轨(1)及其上滑动连接的输送小车(2),所述环形导轨(1)的内侧设置有同步带(3),同步带(3)与输送小车(2)相连接,所述输送小车(2)上水平设置有多根用于套装细纱管(4)的套管(21),所述环形导轨(1)的外侧位于靠近输送小车(2)的部位设置有安装底板(5),安装底板(5)上平行设置有两根一号导轨(51),两根一号导轨(51)之间滑动连接有切割平台(52),切割平台(52)与一号气缸(53)相连接,所述切割平台(52)上平行设置有两根二号导轨(54),两根二号导轨(54)之间滑动连接有运动底板(55),运动底板(55)与二号气缸(56)相连接,运动底板(55)上设置有相互平行的一号安装支架(57)与二号安装支架(58),所述一号安装支架(57)与二号安装支架(58)之间设置有传动轴(59),传动轴(59)的端部套装有一号皮带轮(510),一号皮带轮(510)通过一号皮带(511)与一号旋转电机(512)传动连接,传动轴(59)上套装有多个割刀(513);所述切割平台(52)上设置有顶锥支架(514),顶锥支架(514)上设置有相连接的顶锥气缸(515)与顶锥安装板(516),顶锥安装板(516)上设置有多个顶锥(517)。
2.根据权利要求1所述的一种细纱管表面残纱切割装置,其特征在于:所述顶锥支架(514)上设置有气缸安装板(518),气缸安装板(518)与顶锥安装板(516)相互平行,气缸安装板(518)上设置有直线轴承(519),直线轴承(519)内套装有导杆(520),导杆(520)与顶锥安装板(516)相连接,所述顶锥气缸(515)设置在气缸安装板(518)上,顶锥气缸(515)的输出端穿过气缸安装板(518)后与顶锥安装板(516)相连接。
3.根据权利要求2所述的一种细纱管表面残纱切割装置,其特征在于:所述一号导轨(51)固定在一号高度调整块(521)上,一号高度调整块(521)与安装底板(5)之间设置有升降装置。
4.根据权利要求3所述的一种细纱管表面残纱切割装置,其特征在于:所述细纱管(4)为圆台型结构,所述二号导轨(54)通过锥度调整块(522)固定在切割平台(52)上,所述锥度调整块(522)为直角梯形结构,锥度调整块(522)的斜腰与二号导轨(54)相连接,锥度调整块(522)的直角腰与切割平台(52)相连接。
5.根据权利要求4所述的一种细纱管表面残纱切割装置,其特征在于:所述二号导轨(54)上滑动连接有滑块(523),滑块(523)通过升降装置与二号高度调整块(524)相连接,二号高度调整块(524)与运动底板(55)相连接。
6.根据权利要求1–5中任意一项所述的一种细纱管表面残纱切割装置,其特征在于:所述输送小车(2)上设置有位置检测装置(22),所述安装底板(5)上设置有与位置检测装置(22)相配合的传感器。
7.根据权利要求1–5中任意一项所述的一种细纱管表面残纱切割装置,其特征在于:所述输送小车(2)上设置有连接支架(23),连接支架(23)上设置有多个轴承座(24),轴承座(24)内通过轴承(25)套装有连接杆(26),连接杆(26)的一端与套管(21)相连接,连接杆(26)的另一端套装有二号皮带轮(27),所述输送小车(2)上设置有二号旋转电机(28),二号旋转电机(28)的输出端通过二号皮带(29)与二号皮带轮(27)传动连接。
8.一种权利要求1所述的细纱管表面残纱切割装置的控制方法,其特征在于:所述控制方法包括以下步骤:
先控制一号气缸(53)工作,一号气缸(53)带动切割平台(52)沿一号导轨(51)向输送小车(2)的方向运动,再控制一号旋转电机(512)工作,一号旋转电机(512)通过一号皮带(511)带动割刀(513)旋转运动,然后控制二号气缸(56)工作,二号气缸(56)带动运动底板(55)沿二号导轨(54)向细纱管(4)的方向运动,运动底板(55)运动过程中,割刀(513)将细纱管(4)表面的残纱切断,此时,控制方法结束;
所述切割平台(52)运动停止后,控制顶锥气缸(515)工作,顶锥气缸(515)带动顶锥安装板(516)向细纱管(4)的方向运动,直至顶锥(517)顶紧细纱管(4)后顶锥安装板(516)停止运动。
说明书
技术领域
本发明涉及纺织技术领域,尤其涉及一种细纱管表面残纱切割装置及其控制方法,主要适用于减小残纱清除的劳动强度、降低细纱管的报废率。
背景技术
纱线缠绕于细纱管的表面,用于纺纱的织造与生产过程。一般纱管表面有少量纱线残留时,工人便会对细纱管进行更换。为了保证细纱管的重复使用,需要人工将表面残留的纱线去除,由于纺纱与生产过程细纱管的使用量巨大,工人对细纱管表面残留纱线的清除劳动强度大,且清除残纱时多采用刀片切割,极易划伤细纱管表面,从而造成细纱管的大量报废,增加纺纱与生产成本。
发明内容
本发明的目的是克服现有技术中存在的残纱清除劳动强度大、细纱管报废率高的缺陷与问题,提供一种残纱清除劳动强度小、细纱管报废率低的细纱管表面残纱切割装置及其控制方法。
为实现以上目的,本发明的技术解决方案是:一种细纱管表面残纱切割装置,包括环形导轨及其上滑动连接的输送小车,所述环形导轨的内侧设置有同步带,同步带与输送小车相连接,所述输送小车上水平设置有多根用于套装细纱管的套管,所述环形导轨的外侧位于靠近输送小车的部位设置有安装底板,安装底板上平行设置有两根一号导轨,两根一号导轨之间滑动连接有切割平台,切割平台与一号气缸相连接,所述切割平台上平行设置有两根二号导轨,两根二号导轨之间滑动连接有运动底板,运动底板与二号气缸相连接,运动底板上设置有相互平行的一号安装支架与二号安装支架,所述一号安装支架与二号安装支架之间设置有传动轴,传动轴的端部套装有一号皮带轮,一号皮带轮通过一号皮带与一号旋转电机传动连接,传动轴上套装有多个割刀。
所述切割平台上设置有顶锥支架,顶锥支架上设置有相连接的顶锥气缸与顶锥安装板,顶锥安装板上设置有多个顶锥。
所述顶锥支架上设置有气缸安装板,气缸安装板与顶锥安装板相互平行,气缸安装板上设置有直线轴承,直线轴承内套装有导杆,导杆与顶锥安装板相连接,所述顶锥气缸设置在气缸安装板上,顶锥气缸的输出端穿过气缸安装板后与顶锥安装板相连接。
所述一号导轨固定在一号高度调整块上,一号高度调整块与安装底板之间设置有升降装置。
所述细纱管为圆台型结构,所述二号导轨通过锥度调整块固定在切割平台上,所述锥度调整块为直角梯形结构,锥度调整块的斜腰与二号导轨相连接,锥度调整块的直角腰与切割平台相连接。
所述二号导轨上滑动连接有滑块,滑块通过升降装置与二号高度调整块相连接,二号高度调整块与运动底板相连接。
所述输送小车上设置有位置检测装置,所述安装底板上设置有与位置检测装置相配合的传感器。
所述输送小车上设置有连接支架,连接支架上设置有多个轴承座,轴承座内通过轴承套装有连接杆,连接杆的一端与套管相连接,连接杆的另一端套装有二号皮带轮,所述输送小车上设置有二号旋转电机,二号旋转电机的输出端通过二号皮带与二号皮带轮传动连接。
一种细纱管表面残纱切割装置的控制方法,所述控制方法包括以下步骤:
先控制一号气缸工作,一号气缸带动切割平台沿一号导轨向输送小车的方向运动,再控制一号旋转电机工作,一号旋转电机通过一号皮带带动割刀旋转运动,然后控制二号气缸工作,二号气缸带动运动底板沿二号导轨向细纱管的方向运动,运动底板运动过程中,割刀将细纱管表面的残纱切断,此时,控制方法结束。
所述切割平台上设置有顶锥支架,顶锥支架上设置有相连接的顶锥气缸与顶锥安装板,顶锥安装板上设置有多个顶锥;
所述切割平台运动停止后,控制顶锥气缸工作,顶锥气缸带动顶锥安装板向细纱管的方向运动,直至顶锥顶紧细纱管后顶锥安装板停止运动。
与现有技术相比,本发明的有益效果为:
1、本发明一种细纱管表面残纱切割装置及其控制方法中同步带带动输送小车在环形导轨上运行,输送小车运行至安装底板处停止,输送小车上安装有多根细纱管,安装底板上滑动连接有切割平台,切割平台与一号气缸相连接,切割平台上滑动连接有运动底板,运动底板与二号气缸相连接,运动底板上设置有安装支架,安装支架上设置有传动轴,传动轴上套装有多个割刀,割刀旋转切断细纱管表面的残纱,不仅减小了残纱清除的劳动强度,而且能保证细纱管表面不被划伤,降低了细纱管的报废率。因此,本发明残纱清除劳动强度小、细纱管报废率低。
2、本发明一种细纱管表面残纱切割装置及其控制方法中顶锥安装板上设置有多个顶锥,气缸安装板上设置有直线轴承,直线轴承内套装有导杆,导杆与顶锥安装板相连接,顶锥气缸设置在气缸安装板上,顶锥气缸的输出端穿过气缸安装板后与顶锥安装板相连接,清除细纱管表面残纱时,通过顶锥顶住细纱管,以使切割过程中细纱管处于平稳状态,从而提高了割纱效果。因此,本发明割纱效果好。
3、本发明一种细纱管表面残纱切割装置及其控制方法中一号导轨固定在一号高度调整块上,一号高度调整块与安装底板之间设置有升降装置,设置一号高度调整块,可以同时调整割刀与顶锥的高度,不仅在保证割纱效果的同时保护了细纱管表面不被划伤,而且提高了顶锥工作的可靠性能;细纱管为圆台型结构,二号导轨通过锥度调整块固定在切割平台上,设置锥度调整块,以满足不同类型的细纱管;二号导轨上滑动连接有滑块,滑块通过升降装置与二号高度调整块相连接,二号高度调整块与运动底板相连接,设置二号高度调整块,以单独对割刀的高度进行调整。因此,本发明割纱效果好、细纱管报废率低、可靠性高、适用范围广。
4、本发明一种细纱管表面残纱切割装置及其控制方法中输送小车上设置有位置检测装置,安装底板上设置有与位置检测装置相配合的传感器,通过位置检测装置与传感器的配合,使得输送小车能准确停止在指定的切割位置;输送小车上设置有连接支架,连接支架上设置有多个轴承座,轴承座内通过轴承套装有连接杆,连接杆的一端与套管相连接,连接杆的另一端套装有与二号旋转电机传动连接的二号皮带轮,上述设计使得细纱管可旋转,使得割刀能对细纱管表面残纱进行全面的切割。因此,本发明自动化程度高、割纱效果好。
5、本发明一种细纱管表面残纱切割装置及其控制方法中先通过一号气缸带动切割平台沿一号导轨向输送小车的方向运动,再通过顶锥气缸带动顶锥安装板向细纱管的方向运动,直至顶锥顶紧细纱管后顶锥安装板停止运动,同时,一号旋转电机通过一号皮带带动割刀旋转运动,然后通过二号气缸带动运动底板沿二号导轨向细纱管的方向运动,运动底板运动过程中,割刀将细纱管表面的残纱切断,采用上述残纱切割方法,不仅操作简单、切割效率高,而且降低了生产成本。因此,本发明操作简单、切割效率高、成本低。
附图说明
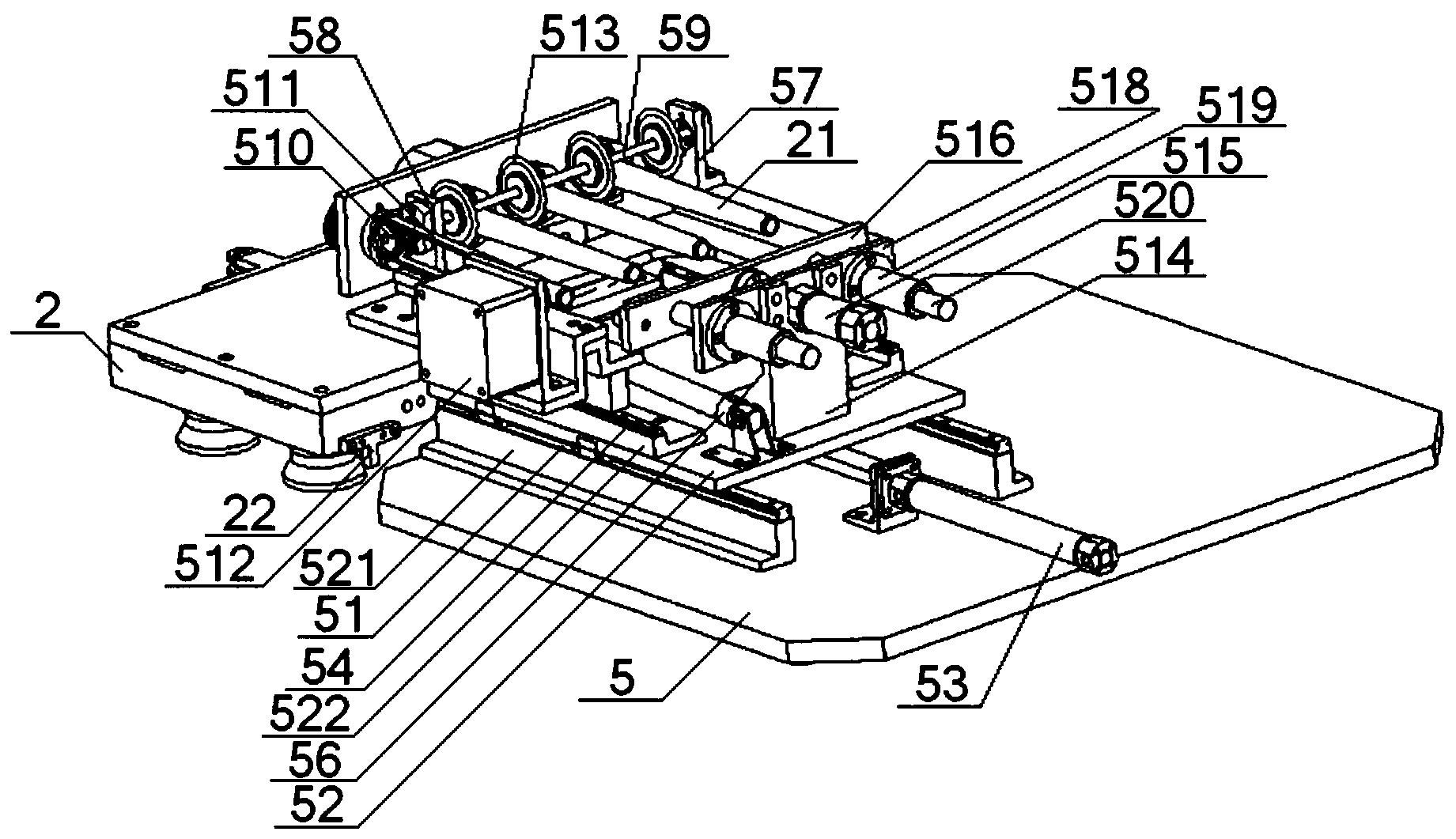
图1是本发明的结构示意图。
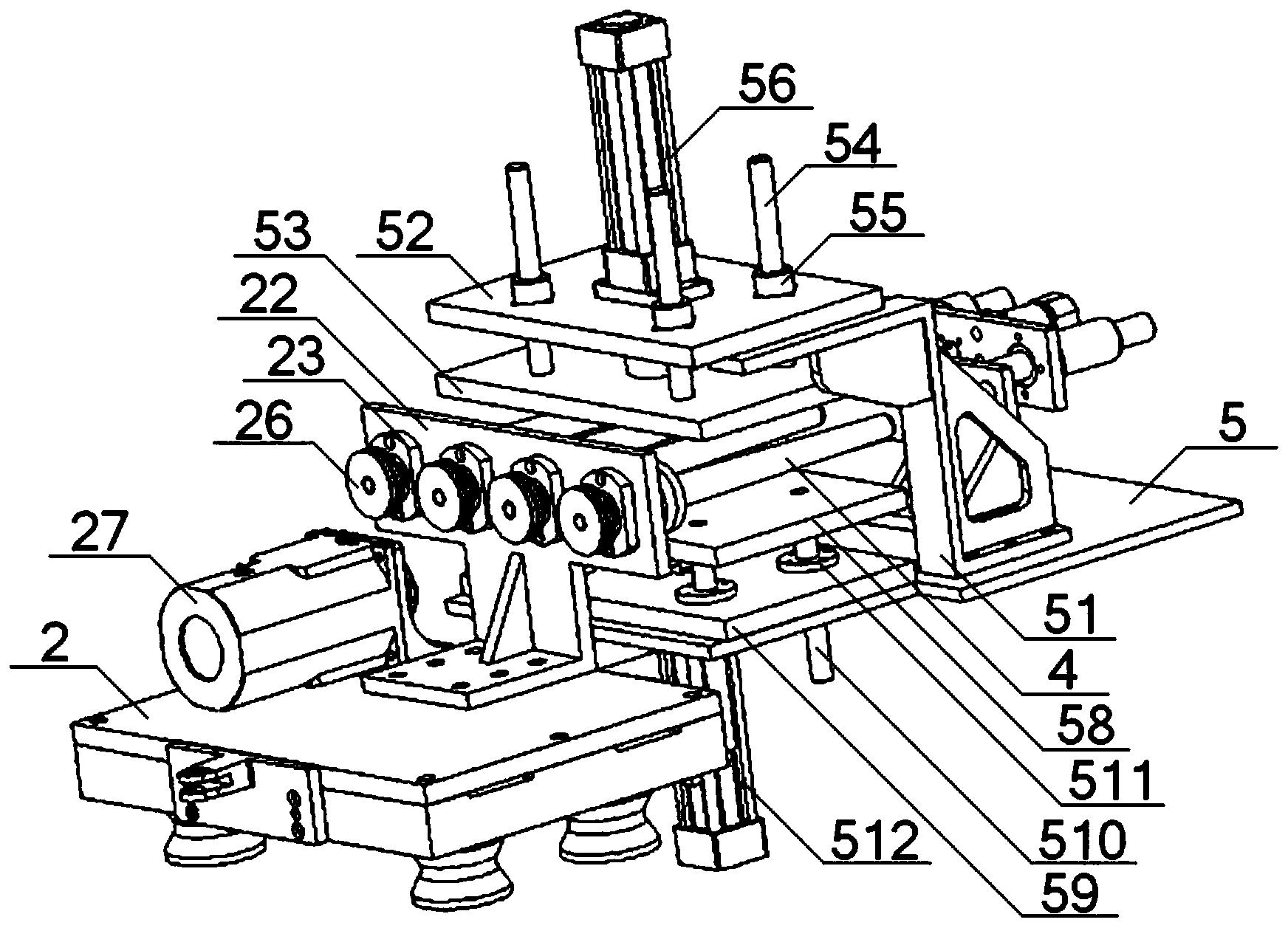
图2是图1中切割平台的结构示意图。
图3是图1中运动底板的结构示意图。
图4是本发明中输送小车的结构示意图。
图5是本发明中细纱管的结构示意图。
图6是图4中套管的安装结构示意图。
图7是图6的剖视图。
图中:环形导轨1、输送小车2、套管21、位置检测装置22、连接支架23、轴承座24、轴承25、连接杆26、二号皮带轮27、二号旋转电机28、二号皮带29、同步带3、细纱管4、安装底板5、一号导轨51、切割平台52、一号气缸53、二号导轨54、运动底板55、二号气缸56、一号安装支架57、二号安装支架58、传动轴59、一号皮带轮510、一号皮带511、一号旋转电机512、割刀513、顶锥支架514、顶锥气缸515、顶锥安装板516、顶锥517、气缸安装板518、直线轴承519、导杆520、一号高度调整块521、锥度调整块522、滑块523、二号高度调整块524。
具体实施方式
以下结合附图说明和具体实施方式对本发明作进一步详细的说明。
参见图1至图7,一种细纱管表面残纱切割装置,包括环形导轨1及其上滑动连接的输送小车2,所述环形导轨1的内侧设置有同步带3,同步带3与输送小车2相连接,所述输送小车2上水平设置有多根用于套装细纱管4的套管21,所述环形导轨1的外侧位于靠近输送小车2的部位设置有安装底板5,安装底板5上平行设置有两根一号导轨51,两根一号导轨51之间滑动连接有切割平台52,切割平台52与一号气缸53相连接,所述切割平台52上平行设置有两根二号导轨54,两根二号导轨54之间滑动连接有运动底板55,运动底板55与二号气缸56相连接,运动底板55上设置有相互平行的一号安装支架57与二号安装支架58,所述一号安装支架57与二号安装支架58之间设置有传动轴59,传动轴59的端部套装有一号皮带轮510,一号皮带轮510通过一号皮带511与一号旋转电机512传动连接,传动轴59上套装有多个割刀513。
所述切割平台52上设置有顶锥支架514,顶锥支架514上设置有相连接的顶锥气缸515与顶锥安装板516,顶锥安装板516上设置有多个顶锥517。
所述顶锥支架514上设置有气缸安装板518,气缸安装板518与顶锥安装板516相互平行,气缸安装板518上设置有直线轴承519,直线轴承519内套装有导杆520,导杆520与顶锥安装板516相连接,所述顶锥气缸515设置在气缸安装板518上,顶锥气缸515的输出端穿过气缸安装板518后与顶锥安装板516相连接。
所述一号导轨51固定在一号高度调整块521上,一号高度调整块521与安装底板5之间设置有升降装置。
所述细纱管4为圆台型结构,所述二号导轨54通过锥度调整块522固定在切割平台52上,所述锥度调整块522为直角梯形结构,锥度调整块522的斜腰与二号导轨54相连接,锥度调整块522的直角腰与切割平台52相连接。
所述二号导轨54上滑动连接有滑块523,滑块523通过升降装置与二号高度调整块524相连接,二号高度调整块524与运动底板55相连接。
所述输送小车2上设置有位置检测装置22,所述安装底板5上设置有与位置检测装置22相配合的传感器。
所述输送小车2上设置有连接支架23,连接支架23上设置有多个轴承座24,轴承座24内通过轴承25套装有连接杆26,连接杆26的一端与套管21相连接,连接杆26的另一端套装有二号皮带轮27,所述输送小车2上设置有二号旋转电机28,二号旋转电机28的输出端通过二号皮带29与二号皮带轮27传动连接。
一种细纱管表面残纱切割装置的控制方法,所述控制方法包括以下步骤:
先控制一号气缸53工作,一号气缸53带动切割平台52沿一号导轨51向输送小车2的方向运动,再控制一号旋转电机512工作,一号旋转电机512通过一号皮带511带动割刀513旋转运动,然后控制二号气缸56工作,二号气缸56带动运动底板55沿二号导轨54向细纱管4的方向运动,运动底板55运动过程中,割刀513将细纱管4表面的残纱切断,此时,控制方法结束。
所述切割平台52上设置有顶锥支架514,顶锥支架514上设置有相连接的顶锥气缸515与顶锥安装板516,顶锥安装板516上设置有多个顶锥517;
所述切割平台52运动停止后,控制顶锥气缸515工作,顶锥气缸515带动顶锥安装板516向细纱管4的方向运动,直至顶锥517顶紧细纱管4后顶锥安装板516停止运动。
本发明的原理说明如下:
本设计主要用于细纱管表面残纱的切割工序,以去除细纱管表面残留的余纱。本设计利用顶锥顶住细纱管,刀具(割刀)旋转切断细纱管表面的残纱,切割时割刀与细纱管之间留有较小的空隙,保证细纱管表面不被划伤,从而最大限度地去除细纱管外表面残留的余纱。
当载有残纱细纱管的输送小车上的位置检测装置被传感器检测到时,输送小车停止运动,气缸伸出,上方的切割平台沿导轨向输送小车的方向运动至最远位置,然后切割平台上面安装的顶锥气缸推出,顶锥安装板和前方的顶锥沿导杆的方向向前接近细纱管顶,在顶锥前方锥台的作用下,顶紧细纱管;同时,左侧的刀具旋转电机开始旋转,经过皮带轮和皮带后,带动安装于切割刀具安装支架上的切割刀具组件旋转运动,锥度调整块上方安装有刀具运动导轨,在刀具运动气缸推出的作用下,运动底板及其上方的刀具沿着锥度调整块的锥度方向运动,从而将细纱管表面的残纱切断。
在切割时,为了保护细纱管表面不被切割刀具划伤,可调整高度调整块的高度,使切割刀具与纱管表面留下极小的间隙,从而尽可能地切断其表面缠绕的余纱;另外,不同批次的细纱管锥度有可能存在着一些差异,可通过调整锥度调整块的锥度,从而适用于各类细纱管。
细纱管的结构包括嵌入纱管底的金属环、锥形塑料纱管和光滑的纱管顶。
输送小车上的套管上装有带残纱的细纱管,同步电机带动主动同步轮,主动同步轮驱动同步带,同步带利用其表面安装的输送小车连接块,带动输送小车按环形导轨的轨迹实现环形运动,从而精确地将细纱管输送至各个执行工位,为细纱管表面的残纱自动去除工作提供保障。
同步带上均匀地布置了若干个输送小车连接块,每个连接块均可以与一个输送小车相连,从而形成多个细纱管处理工位;主同步带轮与下方的步进电机相连,步进电机驱动主同步带轮,主同步带轮带动同步带,同步带带动输送小车,可以根据工艺需求完成输送小车任意位置的起动和停止。
实施例1:
参见图1至图5,一种细纱管表面残纱切割装置,包括环形导轨1及其上滑动连接的输送小车2,所述环形导轨1的内侧设置有同步带3,同步带3与输送小车2相连接,所述输送小车2上水平设置有多根用于套装细纱管4的套管21,所述环形导轨1的外侧位于靠近输送小车2的部位设置有安装底板5,安装底板5上平行设置有两根一号导轨51,两根一号导轨51之间滑动连接有切割平台52,切割平台52与一号气缸53相连接,所述切割平台52上平行设置有两根二号导轨54,两根二号导轨54之间滑动连接有运动底板55,运动底板55与二号气缸56相连接,运动底板55上设置有相互平行的一号安装支架57与二号安装支架58,所述一号安装支架57与二号安装支架58之间设置有传动轴59,传动轴59的端部套装有一号皮带轮510,一号皮带轮510通过一号皮带511与一号旋转电机512传动连接,传动轴59上套装有多个割刀513。
按上述方案,一种细纱管表面残纱切割装置的控制方法,所述控制方法包括以下步骤:先控制一号气缸53工作,一号气缸53带动切割平台52沿一号导轨51向输送小车2的方向运动,再控制一号旋转电机512工作,一号旋转电机512通过一号皮带511带动割刀513旋转运动,然后控制二号气缸56工作,二号气缸56带动运动底板55沿二号导轨54向细纱管4的方向运动,运动底板55运动过程中,割刀513将细纱管4表面的残纱切断,此时,控制方法结束。
实施例2:
基本内容同实施例1,不同之处在于:
参见图1、图2,所述切割平台52上设置有顶锥支架514,顶锥支架514上设置有相连接的顶锥气缸515与顶锥安装板516,顶锥安装板516上设置有多个顶锥517;所述顶锥支架514上设置有气缸安装板518,气缸安装板518与顶锥安装板516相互平行,气缸安装板518上设置有直线轴承519,直线轴承519内套装有导杆520,导杆520与顶锥安装板516相连接,所述顶锥气缸515设置在气缸安装板518上,顶锥气缸515的输出端穿过气缸安装板518后与顶锥安装板516相连接。
所述切割平台52运动停止后,控制顶锥气缸515工作,顶锥气缸515带动顶锥安装板516向细纱管4的方向运动,直至顶锥517顶紧细纱管4后顶锥安装板516停止运动。
实施例3:
基本内容同实施例1,不同之处在于:
参见图1、图2、图3、图5,所述一号导轨51固定在一号高度调整块521上,一号高度调整块521与安装底板5之间设置有升降装置;所述细纱管4为圆台型结构,所述二号导轨54通过锥度调整块522固定在切割平台52上,所述锥度调整块522为直角梯形结构,锥度调整块522的斜腰与二号导轨54相连接,锥度调整块522的直角腰与切割平台52相连接;所述二号导轨54上滑动连接有滑块523,滑块523通过升降装置与二号高度调整块524相连接,二号高度调整块524与运动底板55相连接。
实施例4:
基本内容同实施例1,不同之处在于:
参见图1、图4、图6、图7,所述输送小车2上设置有位置检测装置22,所述安装底板5上设置有与位置检测装置22相配合的传感器;所述输送小车2上设置有连接支架23,连接支架23上设置有多个轴承座24,轴承座24内通过轴承25套装有连接杆26,连接杆26的一端与套管21相连接,连接杆26的另一端套装有二号皮带轮27,所述输送小车2上设置有二号旋转电机28,二号旋转电机28的输出端通过二号皮带29与二号皮带轮27传动连接。
一种细纱管表面残纱切割装置及其控制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0