









专利摘要
本发明公开了一种农林生物质连续化生产C5、C6烷烃的方法,该方法是以富含纤维素、半纤维素、糖或淀粉的农林生物质为原料,首先进行生物质酸水解,获得的水解液过滤后在催化剂作用下固定床反应器中进行加氢脱氧反应,反应后的液相(含酸溶液)直接循环到生物质酸水解过程,反应后气体经冷凝吸附后解析出液态的C5、C6烷烃;其中C5/C6烷烃的选择性可高达95%左右,产率可高达65%。本发明解决了硅铝氧化物或分子筛负载催化剂的水热稳定性问题,避免了传统生物质水解过程中的碱中和处理和淤泥处理问题并同时实现从水解液到C5、C6的连续生产过程,避免了生物质转化利用过程中的环境污染和资源浪费问题,实现了循环经济性。
权利要求
1.一种农林生物质连续化生产C5、C6烷烃的方法,其特征在于,该方法是以富含纤维素、半纤维素、糖或淀粉的农林生物质为原料,首先100-200℃进行生物质酸水解,酸浓度为1.0-10.0wt.%,获得的水解液过滤后在催化剂作用下固定床反应器中进行加氢脱氧反应,温度在200-300℃之间,氢气压力在3.0-6.0MPa之间,质量空速在0.5-3.0h-1之间,反应后的液相直接循环到生物质酸水解过程,反应后气体经冷凝吸附后解析出液态的C5、C6烷烃;所述加氢脱氧反应中催化剂的活性组分选自Ni、Ru、Pt和Pd中的一种或两种,活性组分负载量为2-5wt.%,催化剂载体选自活性炭、ZrO2、TiO2和SiO2中的一种或两种。
2.根据权利要求1所述的农林生物质连续化生产C5、C6烷烃的方法,其特征在于,冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中。
3.根据权利要求1或2所述的农林生物质连续化生产C5、C6烷烃的方法,其特征在于,所述的生物质酸水解过程在水解釜里进行,反应温度为120-180℃;所述酸为磷酸,浓度为2.0-5.0wt.%。
4.根据权利要求1或2所述的农林生物质连续化生产C5、C6烷烃的方法,其特征在于,所述的加氢脱氧反应反应温度为240-280℃,氢气压力为4.0-5.0MPa,质量空速为1.0-2.0h-1。
5.根据权利要求1或2所述的农林生物质连续化生产C5、C6烷烃的方法,其特征在于,所述加氢脱氧反应中催化剂选自Ru/C、Ru/ZrO2、Ru/SiO2-ZrO2、RuNi/C和PtNi/SiO2-ZrO2中的任一种。
6.根据权利要求1所述的农林生物质连续化生产C5、C6烷烃的方法,其特征在于,催化剂的活性组分负载量为4wt.%。
说明书
技术领域:
本发明涉及化工技术领域,具体涉及一种农林生物质连续化生产C5、C6烷烃的方法。
背景技术:
农林生物质包括农业生产的废弃物和剩余物、林木及林业加工废弃物、草类等植物,是地球上最丰富的可再生资源,其主要含碳成分包括纤维素、半纤维素和木质素三部分,有些还含有碳水化合物。其中,纤维素、半纤维素和淀粉成分通过水解和加氢手段可以获取糖(主要是葡萄糖和木糖)或糖醇(主要是山梨醇和木糖醇)。这些糖/糖醇被认为是新一代生物质能源平台化合物,通过催化加氢脱氧或水相重整技术可以合成氢气、烷烃及化学品。国际上,Huber等人作为先驱者(Angew Chem Int Ed,2004,43:1549),提出了由糖醇脱氧或重整制备C5/C6烷烃的新方法,制备了一种Pt/SiO2-Al2O3催化剂,可以有效地把糖醇转化为C5/C6烷烃,从而兴起了一种生物质液体烷烃技术的发展。在此基础上,国内在生物质C5/C6烷烃技术进行了研究与发展。其中,中国专利CN101550350A公开了一种生物汽油的制备方法与催化剂,其特点在于以山梨醇水溶液为原料,采用负载型贵金属Pt/HZM-5催化剂,在浆态床反应器里进行高压加氢脱氧反应,可以较高选择性地获得C5/C6烷烃。此外,为了替代贵金属催化剂,中国专利CN102389832公开了一种普通金属Ni催化剂,载体可以是HZSM-5和MCM-41中的一种或两种的复合形式。由于此反应是在高温水热环境下进行,对于分子筛负载的催化剂由于水热稳定性差的原因导致催化剂容易失活,催化剂稳定性差。
对于以上的报道,糖醇在加氢脱氧过程均涉及到脱水反应,而硅铝氧化物或分子筛提供的酸性位有利于羟基的脱水反应。但是在水热环境下,硅铝氧化物或分子筛要面临水热稳定性和硅铝流失问题,所以对于催化剂的开发和应用是一大障碍。
发明内容:
本发明的目的是针对现有技术的不足,提供一种农林生物质连续化生产C5、C6烷烃的方法,用水热稳定性好的活性炭、ZrO2、TiO2作为载体和耐酸金属Ru、Pt、Pd制备催化剂,以水解过程中保留下来的液体酸作为质子酸催化剂,解决了硅铝氧化物或分子筛负载催化剂的水热稳定性问题,避免了水解液的中和过程,反应后的酸溶液同时可以循环到水解过程中,并同时实现从水解液到C5、C6的连续生产过程。
本发明是通过以下技术方案予以实现的:
一种农林生物质连续化生产C5、C6烷烃的方法,该方法是以富含纤维素、半纤维素、糖或淀粉的农林生物质为原料,首先100-200℃进行生物质酸水解,酸浓度为1.0-10.0wt.%,获得的水解液过滤后在催化剂作用下固定床反应器中进行加氢脱氧反应,温度在200-300℃之间,氢气压力在3.0-6.0MPa之间,质量空速在0.5-3.0h-1之间,反应后的液相(含酸溶液)直接循环到生物质酸水解过程,反应后气体经冷凝吸附后解析出液态的C5、C6烷烃;所述加氢脱氧反应中催化剂的活性组分选自Ni、Ru、Pt和Pd中的一种或两种,活性组分负载量为2-5wt.%,催化剂载体选自活性炭、ZrO2、TiO2和SiO2中的一种或两种。
冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中,可循环使用。
所述C5、C6烷烃指由戊烷、己烷以及它们的异构体2-甲基戊烷、3-甲基戊烷、甲基环戊烷、环己烷组成。
所述的生物质酸水解过程在水解釜里进行,优选的反应温度为120-180℃;所述酸选自硫酸、磷酸、盐酸中的一种。优选的酸为磷酸,优选的浓度为2.0-5.0wt.%。
所述的农林生物质选自玉米秸秆、玉米芯、高粱秆、浮萍、菊芋、木薯、稻草秆、麦秆、甘蔗渣中的任一种或其它农林废弃物。
所述的水解液成分主要是木糖、葡萄糖或果糖、阿拉伯糖和酸,根据所用原料的不同,总糖浓度在3-20wt.%范围之间。其中总糖浓度最高为木薯水解液可达15-20wt.%;最低为秸秆类水解液,在3-7wt.%之间。
所述的加氢脱氧反应优选的反应温度为240-280℃,优选的氢气压力为4.0-5.0MPa,质量空速为1.0-2.0h-1。
所述加氢脱氧反应中催化剂的活性组分负载量优选为4wt.%;优选的催化剂选自Ru/C、Ru/ZrO2、Ru/SiO2-ZrO2、RuNi/C和PtNi/SiO2-ZrO2中的任一种。
所述加氢脱氧反应的固定床反应器可连续反应,加氢脱氧反应过程可连续运行1000h以上。
本发明具有如下有益效果:
(1)本发明是生物质水解过程和水解液加氢脱氧过程的集成方法,生物质水解过程获取的水解液无需中和处理,直接用于加氢脱氧过程,反应后气体经冷凝吸附和解析获得液态C5/C6产品,反应后的液相(即酸溶液)直接循环到水解过程中使用。其中C5/C6烷烃的选择性可高达95%左右,产率可高达65%(基于水解液中总糖的碳摩尔产率)。实现此技术的关键在于加氢脱氧过程中负载金属催化剂与酸的协同作用。水热稳定良好的负载金属催化剂与酸结合的催化体系解决了水热体系中加氢脱氧稳定性问题,催化剂维持高活性能够连续稳定运行500小时以上,实现了连续生产。同时,此技术过程所需的氢气可以通过水解液的重整过程直接提供,可实现C5/C6烷烃中的C和H组分均来自于生物质原料。
(2)本发明结合了传统的水解工艺以及石油炼制过程中的常规催化技术;水解反应、加氢脱氧反应均在水溶液中进行,实现无有机溶剂的使用,绿色环保。
(3)本发明用水热稳定性好的活性炭、ZrO2、TiO2作为载体和耐酸金属Ru、Pt、Pd制备催化剂,以水解过程中保留下来的液体酸作为质子酸催化剂,解决了硅铝氧化物或分子筛负载催化剂的水热稳定性问题,避免了传统生物质水解过程中的碱中和处理和淤泥处理问题,反应后的酸溶液同时可以循环到水解过程中,实现了酸的循环利用,并同时实现从水解液到C5、C6的连续生产过程,促进了液体燃料生产的可持续性和可再生性,同时避免了生物质转化利用过程中的环境污染和资源浪费问题,实现了循环经济性。
附图说明:
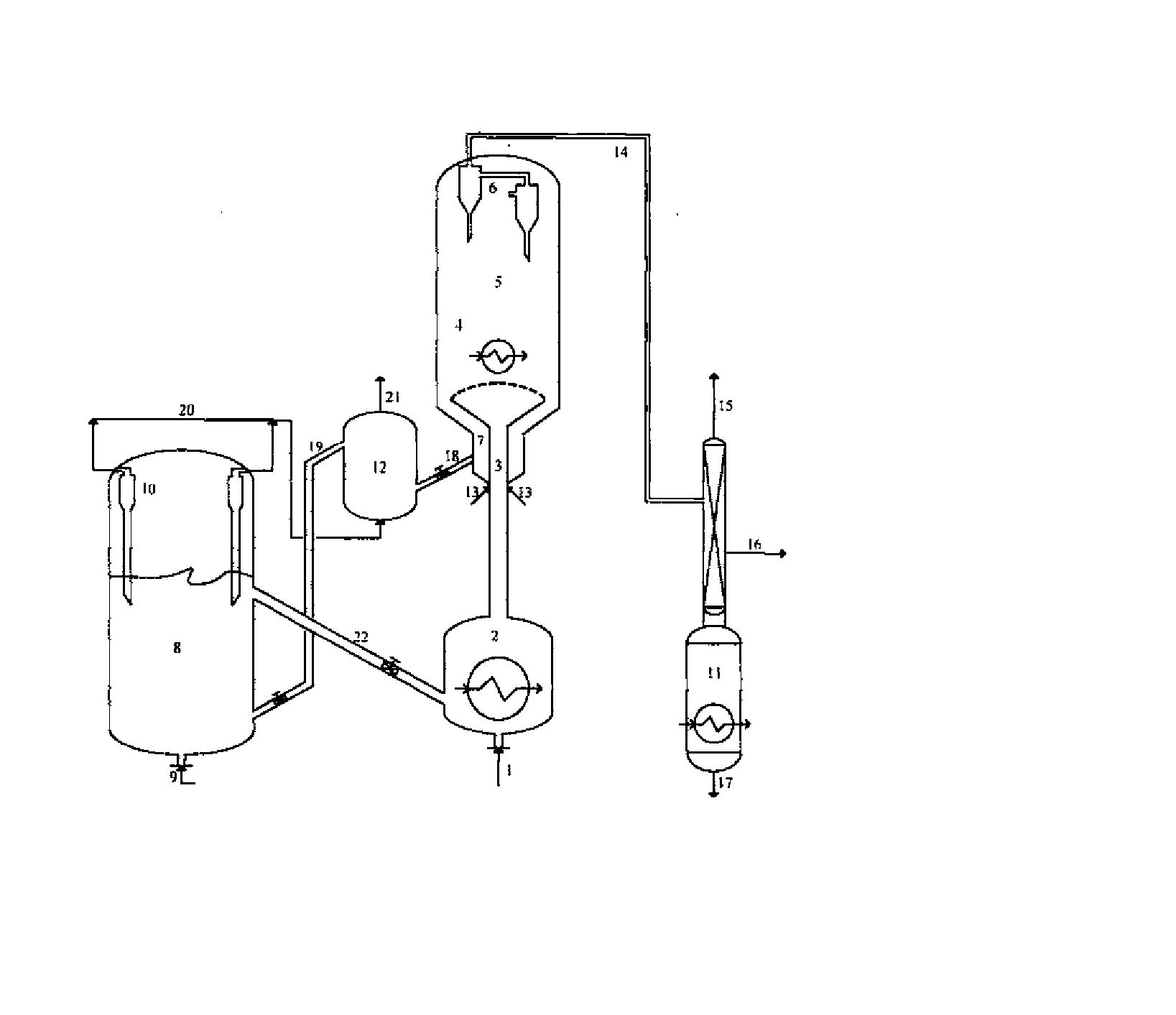
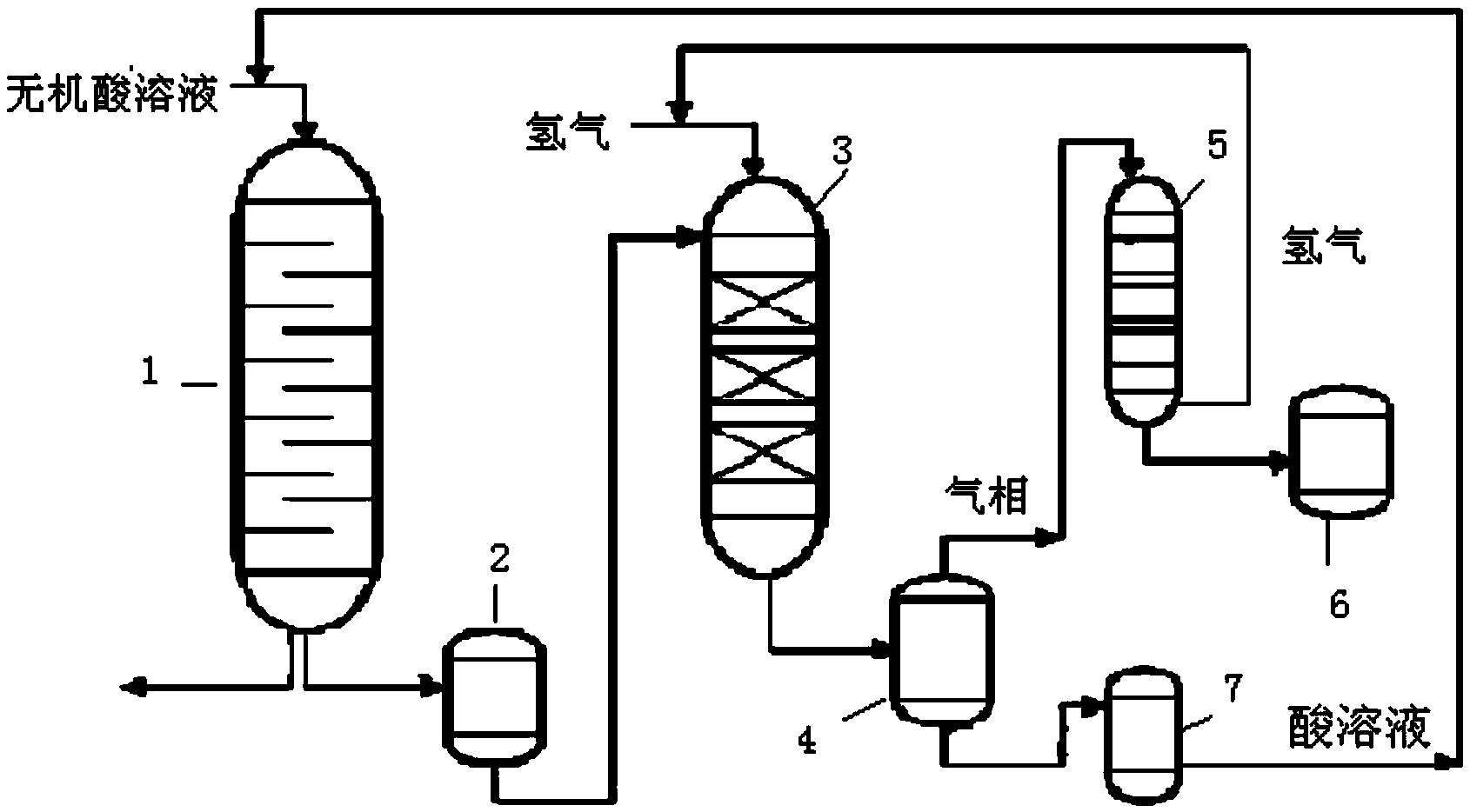
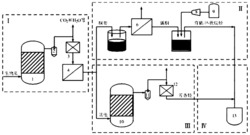
图1是本发明的装置结构示意图;
其中,1、水解釜,2、过滤装置,3、固定床反应器,4、气液分离装置,5、冷凝吸附装置,6、产品储罐,7、酸溶液储罐。
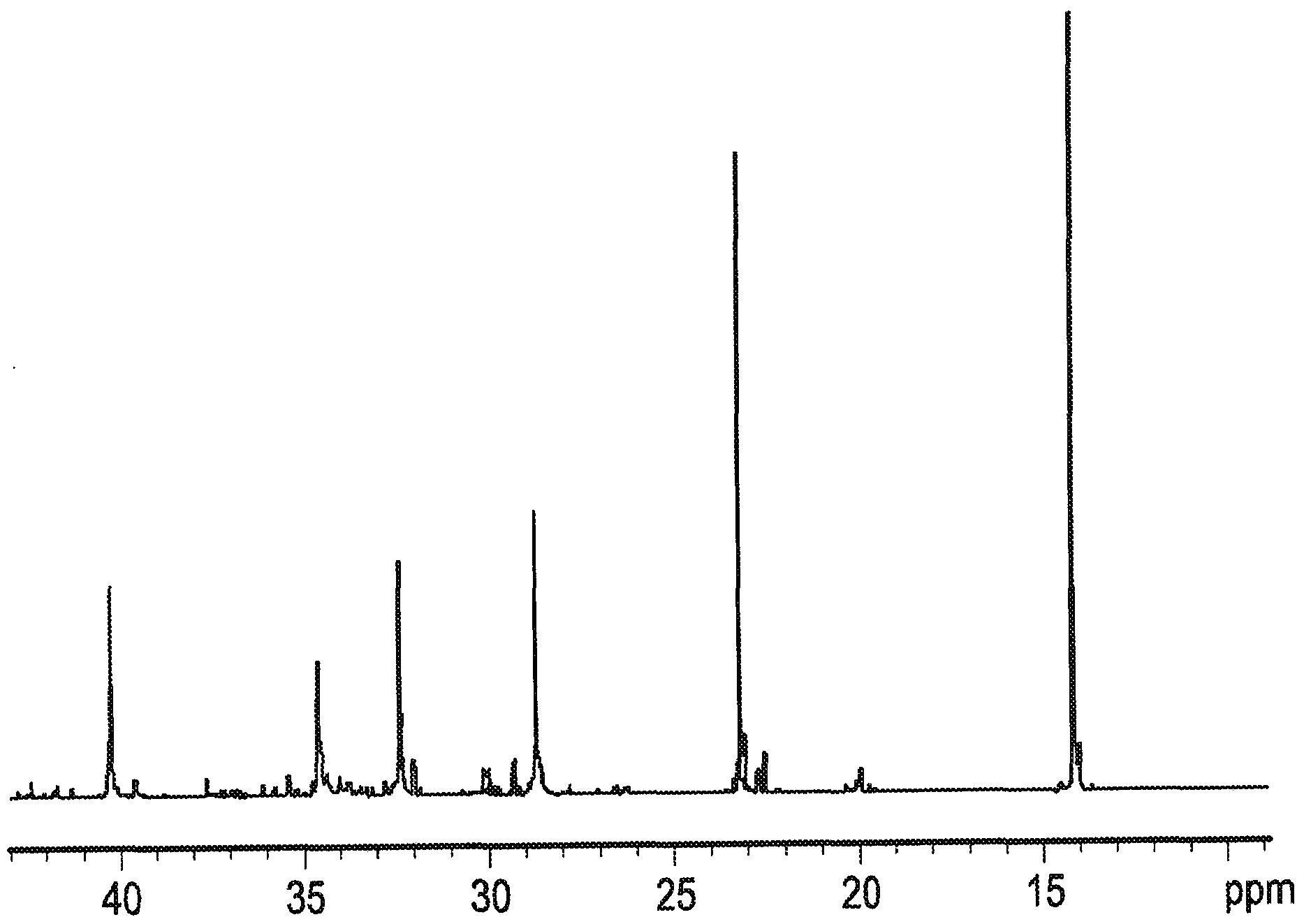
图2是本发明实施34的稳定性评价。
具体实施方式:
以下是对本发明的进一步说明,而不是对本发明的限制。
实施例1:
采用如图1所示的装置,在5L水解釜1里加入颗粒玉米秸秆500克(干基)和5%磷酸溶液4L,在180℃反应2h后停止,经过滤装置2过滤后获得的水解液(总糖浓度为3.0%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为71%,C5、C6烷烃产率为45%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例2:
采用如图1所示的装置,在5L水解釜1里加入颗粒玉米芯500克(干基)和5%磷酸溶液4L,在170℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为4.2%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为75%,C5、C6烷烃产率为50%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例3:
采用如图1所示的装置,在5L水解釜里1加入颗粒高粱秆500克(干基)和5%磷酸溶液4L,在180℃反应2h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为3.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为67%,C5、C6烷烃产率为42%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例4:
采用如图1所示的装置,在5L水解釜1里加入粉末浮萍500克(干基)和5%磷酸溶液3L,在160℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为13.5%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为83%,C5、C6烷烃产率为56%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例5:
采用如图1所示的装置,在5L水解釜1里加入粉末菊芋500克(干基)和5%磷酸溶液2.5L,在160℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为18.3%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为86%,C5、C6烷烃产率为60%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例6:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为90%,C5、C6烷烃产率为65%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例7:
采用如图1所示的装置,在5L水解釜1里加入颗粒稻草秆500克(干基)和5%磷酸溶液4L,在180℃反应2h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为3.2%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为54%,C5、C6烷烃产率为31%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例8:
采用如图1所示的装置,在5L水解釜1里加入颗粒麦秆500克(干基)和5%磷酸溶液4L,在180℃反应2h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为3.9%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为63%,C5、C6烷烃产率为43%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例9:
采用如图1所示的装置,在5L水解釜1里加入颗粒甘蔗渣500克(干基)和5%磷酸溶液4L,在180℃反应2h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为5.1%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为81%,C5、C6烷烃产率为57%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例10:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%硫酸溶液2.5L,在120℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为20.0%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为83%,C5、C6烷烃产率为46%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例11:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%盐酸溶液2.5L,在120℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为18.9%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为79%,C5、C6烷烃产率为43%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例12:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和1%磷酸溶液2.5L,在140℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为8.3%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为78%,C5、C6烷烃产率为49%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例13:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和3%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为12.4%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为83%,C5、C6烷烃产率为53%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例14:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和10%磷酸溶液2.5L,在120℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为17.2%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为95%,C5、C6烷烃产率为63%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例15:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Pd/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为93%,C5、C6烷烃产率为58%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例16:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Pt/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为92%,C5、C6烷烃产率为62%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例17:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ni/SiO2-ZrO2,活性组分负载量为10wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为70%,C5、C6烷烃产率为48%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例18:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/SiO2-ZrO2,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为93%,C5、C6烷烃产率为55%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例19:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Pt/ZrO2-TiO2,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为91%,C5、C6烷烃产率为63%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例20:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为RuPt/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为93%,C5、C6烷烃产率为65%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例21:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为RuPt/SiO2-ZrO2,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为95%,C5、C6烷烃产率为65%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例22:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为RuNi/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为85%,C5、C6烷烃产率为59%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例23:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为RuNi/ZrO2-TiO2,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为87%,C5、C6烷烃产率为60%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例24:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/ZrO2,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为87%,C5、C6烷烃产率为61%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例25:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/TiO2,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为89%,C5、C6烷烃产率为60%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例26:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为200℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为99%,C5、C6烷烃产率为24%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例27:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为300℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为78%,C5、C6烷烃产率为47%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例28:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、3.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为87%,C5、C6烷烃产率为53%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例29:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、6.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为91%,C5、C6烷烃产率为65%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例30:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、0.5h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为73%,C5、C6烷烃产率为51%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例31:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、3.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为93%,C5、C6烷烃产率为63%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例32:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和7%磷酸溶液2.5L,在100℃反应2h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为13.1%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为5wt.%,反应条件为240℃、5.0MPa压力、2.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为89%,C5、C6烷烃产率为57%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例33:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和2%磷酸溶液2.5L,在200℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为17.5%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为2wt.%,反应条件为280℃、4.0MPa压力、2.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中C5、C6选择性为87%,C5、C6烷烃产率为57%(基于水解液中总糖的碳摩尔产率),具体见表1。
实施例34:
采用如图1所示的装置,在5L水解釜1里加入颗粒木薯500克(干基)和5%磷酸溶液2.5L,在130℃反应1h后停止。经过滤装置2过滤后获得的水解液(总糖浓度为15.6%)进入固定床反应器3(316L反应管内径10mm、长1000mm)进行加氢脱氧反应,催化剂为Ru/C,活性组分负载量为4wt.%,反应条件为260℃、4.0MPa压力、1.0h-1质量空速。经气液分离装置4分离后得到的反应后的液相(含酸水溶液)直接循环到生物质酸水解过程,经气液分离装置4分离后得到的反应后气体经冷凝吸附装置5冷凝吸附后解析出液态的C5、C6烷烃进入产品储罐6;冷凝吸附后的尾气经分离后获得的氢气返回加氢脱氧过程中;其中固定床中的加氢脱氧反应能稳定运行500小时以上,C5、C6选择性保持90%以上,C5、C6烷烃产率保持55%以上(基于水解液中总糖的碳摩尔产率),具体见图2。
表1
一种农林生物质连续化生产C5、C6烷烃的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0