

IPC分类号 : B22F5/00,B22F1/00,B22F3/22,C22C26/00,B33Y10/00







专利摘要
本发明公开了一种超薄金属基金刚石切割片的3D打印制作工艺。先将金刚石磨料、金属预合金粉末、专用粘结剂充分混合均匀,成为流动性浆状料,放入密炼机中进行密炼,密炼后将其放入造粒机中造粒,造粒后放入挤出机中拉丝,得到丝线状的打印材料,利用基于FDM成型技术的3D打印机中并设置好相应的打印参数,打印成形得到生坯,对生坯进行脱脂和烧结处理后得到超薄金属基金刚石切割片成品。本发明采用3D打印与粉末冶金相结合的工艺,能满足金属基金刚石切割片超薄化、高精度化的需要,适合特种外形或性能产品的个性化生产、批量化生产的需求,有利于降低产品的生产成本,改善质量。
权利要求
1.一种超薄金属基金刚石切割片的3D打印制作工艺,其特征在于:包括以下步骤:
S1:配料:所述的超薄金属基金刚石切割片由金属预合金粉末、金刚石组成的工作层原料,以及专用粘结剂两部分组成,工作层原料和专用粘结剂的质量比为4:1~5:1;其中工作层原料中的金属预合金粉末成分为钴、镍、铁、铬、铜和锡,金属预合金粉末所占体积分数为80%~99%,金刚石所占体积分数为1%~20%;所述的专用粘结剂各组分的质量百分比为:聚甲醛65~80%、聚丙烯8~15%、氧化锌7~12%、邻苯二甲酸二丁酯3~8%、石蜡2~5%;
S2:将S1的金属预合金粉末与金刚石混合,然后置于混料机中并加入专用粘结剂进行搅拌,搅拌均匀后得到具有流动性的浆状料;
S3:将浆状料放入密炼机中进行密炼,然后再依次进行造粒、挤出拉丝,得到直径1~2mm的丝线状材料,并在牵引机上完成牵引收卷;
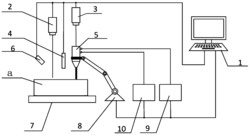
S4:在计算机中建立超薄金属基金刚石切割片的3D模型,将模型导入切片软件中进行切片设置、打印参数设置和打印支架设置,将最终切片文件导入FDM塑型3D打印机中;
S5:将打印材料与FDM塑型3D打印机的进料系统连接,根据设置好的打印参数,即打印层厚0.1~1.0mm,喷嘴温度100~240℃,开始打印,打印成形完毕得到切割片生坯;
S6:将生坯放置于脱脂炉中进行脱脂,再置于烧结炉中进行烧结,烧结完毕后随炉冷却得到超薄金属基金刚石切片。
2.根据权利要求1所述的超薄金属基金刚石切割片的3D打印制作工艺,其特征在于:所述的工作层中金属预合金粉末粒径为0.04mm以细。
3.根据权利要求1所述的超薄金属基金刚石切割片的3D打印制作工艺,其特征在于:所述的工作层配方中金刚石粒径为0.02~1.0mm。
4.根据权利要求1所述的用于超薄金属基金刚石切割片的3D打印制作工艺的专用粘结剂,其特征在于:所述的专用粘结剂中聚甲醛的质量占比范围为70%~75%;聚甲醛、聚丙烯和氧化锌三者的质量之和为粘结剂总质量的87%~92%。
5.根据权利要求1所述的超薄金属基金刚石切片的3D打印制作工艺,其特征在于:在通有保护气氛的烧结炉中烧结时采用阶梯式升温保温,即:从室温至300℃~350℃,升温速率为3.5℃/min,在300℃~350℃保温1~2小时;从300℃~350℃升温至750℃~800℃,升温速率为2.5℃/min,在750℃~800℃保温1~2小时;从750℃~800℃升温至900℃~950℃,升温速率为1.5℃/min,在900℃~950℃保温1~2小时;然后随炉冷却,即得到超薄金属基金刚石切片。
说明书
技术领域
本发明主要属于机械加工和粉末冶金领域,利用3D打印技术与粉末冶金法相结合的工艺,制备得到超薄金属基金刚石切割片。
背景技术
切割片是用于切割固体材料的薄片形圆形刀具的统称,可分为钢切割片、硬质合金切割片、金刚石切割片等。金刚石作为目前最坚硬的物质能够切开各种坚硬材料,使得金刚石切割片广泛应用于各行各业。传统工艺在制备金刚石切割片时无法解决低成本高精度下的超薄结构制造问题,而金刚石切割片的厚薄与其性能密切相关,同时也较难对切割片基础材料进行革新。
发明内容
本发明所要解决的是前述现有超薄金刚石切割片制造的技术问题:提供一种能够采用3D打印技术与粉末冶金工艺相结合的工艺来实现超薄金属基金刚石切割片的低成本、高精度制造,甚至能够实现市场需要的批量化生产。
为了解决以上技术问题,本发明的技术方案如下:
本发明为一种超薄金属基金刚石切割片,其由金属预合金粉末和金刚石磨料组成工作层原料,金属预合金粉末主要成分为钴、镍、铁、铬、铜和锡,金属预合金粉末所占体积分数为80%~99%,金刚石所占体积分数为1%~20%。
所述的工作层配方中金属预合金粉末粒径为0.04mm以细。
所述的工作层配方中金刚石粒径为0.02~1.0mm。
本发明提供了一种超薄金属基金刚石切割片的生产工艺,包括以下步骤:
S1:首先按要求将金属钴、镍、铁、铬、铜、锡等通过雾化工艺制得金属预合金粉末;
S2:将S1得到的金属预合金粉末与金刚石混合,得到工作层,然后置于混料机中并加入专用粘结剂进行搅拌,搅拌均匀后得到具有较低流动性的浆状料;
S3:将浆状料放入密炼机中进行密炼,然后再依次对其进行造粒、挤出拉丝,得到直径约1~2mm的丝线状打印材料,并在牵引机上完成牵引收卷;
S4:在计算机中建立切割片的3D模型,将模型导入切片软件中进行切片设置、打印参数设置和打印支架设置等,将最终切片文件导入FDM塑型3D打印机中;
S5:将打印材料与FDM塑型3D打印机的进料系统连接,根据设置好的打印参数,即打印层厚设定为0.1~1.5mm,喷嘴温度100~240℃,开始打印,打印完毕得到切割片生坯;
S6:将生坯放置于脱脂炉中进行脱脂,完成后再置于烧结炉中,通入烧结保护气体,采用阶梯式升温烧结,即:从室温至300℃~350℃,升温速率为3.5℃/min,在300℃~350℃保温1~2小时;从300℃~350℃升温至750℃~800℃,升温速率为2.5℃/min,在750℃~800℃保温1~2小时;从750℃~800℃升温至900℃~950℃,升温速率为1.5℃/min,在900℃~950℃保温1~2小时;然后随炉冷却,即得到超薄金属基金刚石切片。
所述的浆状料配方中专用粘结剂占总质量的5%~20%,专用粘结剂中各组分的质量占比为:聚甲醛65~80%、聚丙烯8~15%、氧化锌7~12%、邻苯二甲酸二丁酯3~8%、石蜡2~5%;其中,聚甲醛、聚丙烯和氧化锌三者的质量之和为粘结剂总质量的87%~92%。
前所述的烧结过程中,烧结炉中烧结时的温度为800~1000℃。
前所述的粘结剂组分中:聚甲醛作为主要成分,它不仅能够保证丝材在FDM打印系统中具有良好的流动性能,同时其具有相当不错的固相润湿能力,其主链为碳氧交替结构,具有一定极性,更利于海岛结构的形成,能够保证金属粉末分布的均匀性,减少团聚现象,保证成型的质量;聚丙烯具有良好的化学稳定性,氧化锌能够减少在较高打印温度下可能带来的材料热分解的破坏,二者均在配方中发挥稳定剂的作用;邻苯二甲酸二丁酯主要起到增塑的作用,即能够使得打印耗材具有良好的柔韧性,能够有效避免丝材在打印过程中断裂,同时更利于FDM打印所需的丝材卷曲收集。
所述的用于超薄金属基金刚石切割片的3D打印制作工艺的专用粘结剂,其中的聚甲醛作为主要成分,其质量占比范围可优化至70%~75%,确保物料的流动性和稳定性。
本发明的有益效果是:
(1)本发明中的专用粘结剂能够有效地把金属粉末注射成型与FDM打印技术结合起来,其各组分所提供的流动性、稳定性和增塑等能力均发挥了相应的关键作用。
(2)本发明将新兴的3D打印技术与粉末冶金工艺相结合,相辅相成后得到新生产工艺,并将该工艺成功应用在超薄金属基金刚石切割片的制造中;将3D打印技术用于切割片的物理结构塑造,扩充了切割片的材料选择范围,为切割片材料的革新提供了许多新方向。
(3)本发明与传统的超薄金属基金刚石切割片制作工艺相比,解决了传统工艺无法制造低成本、高精度的超薄切割片的问题,目前市场上超薄金属基金刚石切割片供不应求,生产工艺的滞后导致超薄金属基金刚石切割片的成本较高,本发明的制造成本较少,生产效率较高,且3D打印技术与粉末冶金相结合的工艺,决定了其能够满足市场价廉质优的产品需要。
具体实施方式
为了使本发明的内容更容易被清楚地理解,下面根据具体实施方式对本发明做出进一步详细说明。
实施例1
本实例提供一种超薄金属基金刚石切割片,切割片外径为60mm,内孔直径为20mm,厚度为0.2mm。其由工作层原料和专用粘结剂两部分组成,质量占比为4:1。工作层原料中的金属预合金粉末中含各种金属粉末质量占比分别为:钴粉40%、镍粉10%、铁粉10%、铬粉5%、铜粉30%、锡粉5%,金属预合金粉末粒度均为45微米以细;工作层原料中金刚石体积浓度为2%,粒度为0.150~0.178mm(70/80目)。专用粘结剂中各组分的质量比为:聚甲醛70%、聚丙烯10%、氧化锌10%、邻苯二甲酸二丁酯8%、石蜡2%。
本实例提供一种超薄金属基金刚石切割片的生产工艺,包括以下步骤:
S1:首先按照设定的各种金属质量比例,通过雾化工艺制得具有树枝状晶体结构的金属预合金粉末;
S2:将S1得到的金属预合金粉末与金刚石根据设计比例混合,得到工作层,然后置于混料机中并加入规定量的专用粘结剂进行搅拌,搅拌均匀后得到具有较低流动性的浆状料;
S3:将浆状料放入密炼机中进行密炼,然后再依次对其进行造粒、挤出拉丝,得到直径1.75mm的丝线状打印材料,并在牵引机上完成牵引收卷;
S4:在计算机中建立切割片的3D模型,将模型导入切片软件中进行切片设置、打印参数设置和打印支架设置等,将最终切片文件导入FDM塑型3D打印机中;
S5:将打印材料与FDM塑型3D打印机的进料系统连接,根据设置好的打印参数,设定每层打印厚度0.2mm,打印一层,喷嘴温度150℃,开始打印,打印完毕得到切割片生坯;
S6:将生坯放置于脱脂炉中进行脱脂,再置于烧结炉中,通入烧结保护气体氢气,采用阶梯式升温烧结,即:从室温至300℃,升温速率为3.5℃/min,在300℃保温1.5小时;从300℃升温至750℃,升温速率为2.5℃/min,在750℃保温1.5小时;从750℃升温至900℃,升温速率为1.5℃/min,在900℃保温1.5小时;然后随炉冷却,即得到超薄金属基金刚石切片。
实施例2
本实例提供一种超薄金属基金刚石切割片,切割片外径为80mm,内孔直径为20mm,厚度为0.6mm。其由工作层原料和粘结剂两部分组成,质量占比为5:1。工作层原料中的金属预合金粉末中含各种金属粉末质量占比分别为:钴粉40%、镍粉8%、铁粉8%、铬粉10%、铜粉24%、锡粉10%,粉末粒度均为45微米以细;工作层原料中金刚石体积浓度为5%,粒度为0.212~0.250mm(60/70目)。粘结剂中各组分的质量比为:聚甲醛75%、聚丙烯10%、氧化锌7%、邻苯二甲酸二丁酯5%、石蜡3%。
本实例提供一种超薄金属基金刚石切割片的生产工艺,包括以下步骤:
S1:首先按照设定的各种金属质量比例,通过雾化工艺制得具有树枝状晶体结构的金属预合金粉末;
S2:将S1得到的金属预合金粉末与金刚石根据设计比例混合,得到工作层,然后置于混料机中并加入规定量的专用粘结剂进行搅拌,搅拌均匀后得到具有较低流动性的浆状料;
S3:将浆状料放入密炼机中进行密炼,然后再依次对其进行造粒、挤出拉丝,得到直径1.75mm的丝线状打印材料,并在牵引机上完成牵引收卷;
S4:在计算机中建立切割片的3D模型,将模型导入切片软件中进行切片设置、打印参数设置和打印支架设置等,将最终切片文件导入FDM塑型3D打印机中;
S5:将打印材料与FDM塑型3D打印机的进料系统连接,根据设置好的打印参数,设定每层打印层厚0.3mm,打印两层总厚0.6mm,喷嘴温度210℃,开始打印,打印完毕得到切割片生坯;
S6:将生坯放置于脱脂炉中进行脱脂,去除大部分专用粘结剂,完成后再置于烧结炉中,通入烧结保护气体氢气,采用阶梯式升温烧结,即:从室温至325℃,升温速率为3.5℃/min;在325℃保温1小时;从350℃升温至775℃,升温速率为2.5℃/min;在775℃保温1小时;从775℃升温至925℃,升温速率为1.5℃/min;在925℃保温1小时;然后随炉冷却,即得到金属陶瓷结合剂CBN超薄切割片。
实施例3
本实例提供一种超薄金属基金刚石切割片,切割片外径为80mm,内孔直径为20mm,厚度为0.6mm。其由工作层原料和粘结剂两部分组成,质量占比为5:1。工作层原料中的金属预合金粉末中含各种金属粉末质量占比分别为:钴粉40%、镍粉10%、铁粉8%、铬粉8%、铜粉30%、锡粉4%,粉末粒度均为45微米以细;工作层原料中金刚石体积浓度为5%,粒度为0.212~0.250mm(60/70目)。粘结剂中各组分的质量比为:聚甲醛80%、聚丙烯6%、氧化锌6%、邻苯二甲酸二丁酯5%、石蜡3%。
本实例提供一种超薄金属基金刚石切割片的生产工艺,包括以下步骤:
S1:首先按照设定的各种金属质量比例,通过雾化工艺制得具有树枝状晶体结构的金属预合金粉末;
S2:将S1得到的金属预合金粉末与金刚石根据设计比例混合,得到工作层,然后置于混料机中并加入规定量的专用粘结剂进行搅拌,搅拌均匀后得到具有较低流动性的浆状料;
S3:将浆状料放入密炼机中进行密炼,然后再依次对其进行造粒、挤出拉丝,得到直径1.75mm的丝线状打印材料,并在牵引机上完成牵引收卷;
S4:在计算机中建立切割片的3D模型,将模型导入切片软件中进行切片设置、打印参数设置和打印支架设置等,将最终切片文件导入FDM塑型3D打印机中;
S5:将打印材料与FDM塑型3D打印机的进料系统连接,根据设置好的打印参数,设定每层打印层厚0.3mm,打印两层总厚0.6mm,喷嘴温度210℃,开始打印,打印完毕得到切割片生坯;
S6:将生坯放置于脱脂炉中进行脱脂,再置于烧结炉中,通入烧结保护气体氢气,采用阶梯式升温烧结,即:从室温至350℃,升温速率为3.5℃/min,在350℃保温1.5小时;从350℃升温至800℃,升温速率为2.5℃/min,在800℃保温1.5小时;从800℃升温至950℃,升温速率为1.5℃/min,在950℃保温1.5小时;然后随炉冷却,即得到超薄金属基金刚石切片。
一种超薄金属基金刚石切割片的3D打印制作工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0