

IPC分类号 : D01D5/04I,D01D5/06I,D01D5/14I,D01D5/34I,D01D10/06I,D01F1/10I,D01F9/00I







专利摘要
本发明涉及一种制造壳聚糖纤维的凝胶纺丝方法,将纺丝液经喷丝孔挤出后,依次进入空气层、凝固浴和塑化浴制得壳聚糖纤维,其中,纺丝液为重均分子量≥1×106g/mol的壳聚糖的半稀溶液,纺丝液中含有机磷酸钠;挤出前,对纺丝液进行加热,使其到达喷丝口时温度由3~6℃升至30~40℃;空气层设有吹风装置,吹风温度为30~40℃;凝固浴的温度为30~40℃;塑化浴温度是50~60℃。本发明的一种制造壳聚糖纤维的凝胶纺丝方法,相比湿法纺丝或者干喷湿法纺丝优势明显,能够有效解决湿法或者干喷湿法纺丝制备的壳聚糖纤维力学性能差的问题,极具推广价值。
权利要求
1.一种制造壳聚糖纤维的凝胶纺丝方法,其特征是:将纺丝液经喷丝孔挤出后,依次进入空气层、凝固浴和塑化浴制得壳聚糖纤维,其中,纺丝液为重均分子量≥1×10
2.根据权利要求1所述的一种制造壳聚糖纤维的凝胶纺丝方法,其特征在于,具体步骤如下:
(1)将有机磷酸钠溶液注入壳聚糖溶液中至体系的pH值为7.2~7.5得到纺丝液;
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热;
(3)纺丝细流进入空气层;
(4)纺丝细流进入凝固浴形成凝胶初生纤维;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
3.根据权利要求2所述的一种制造壳聚糖纤维的凝胶纺丝方法,其特征在于,步骤(1)中,有机磷酸钠溶液的浓度为0.1~1mol/L,溶剂为水;
壳聚糖溶液是通过将壳聚糖溶解于浓度1~6wt%的醋酸溶液或盐酸溶液中制得的,壳聚糖溶液中壳聚糖的质量分数为1~3wt%。
4.根据权利要求3所述的一种制造壳聚糖纤维的凝胶纺丝方法,其特征在于,有机磷酸钠为β-甘油磷酸钠、α-D-葡萄糖-1-磷酸钠盐或D-萄糖-6-磷酸二钠水合物;壳聚糖的重均分子量为1×10
5.根据权利要求2所述的一种制造壳聚糖纤维的凝胶纺丝方法,其特征在于,步骤(3)中,空气层的长度为5~30mm,空气层中的吹风装置为环吹风装置,吹风速度为3~8m/min。
6.根据权利要求2所述的一种制造壳聚糖纤维的凝胶纺丝方法,其特征在于,步骤(4)中,凝固浴为水,喷丝头牵伸倍率为2~3。
7.根据权利要求2所述的一种制造壳聚糖纤维的凝胶纺丝方法,其特征在于,步骤(5)中,塑化浴为浓度2~4wt%的氢氧化钠溶液,塑化浴牵伸倍率为4~5。
8.根据权利要求2所述的一种制造壳聚糖纤维的凝胶纺丝方法,其特征在于,壳聚糖纤维的单丝纤度为1.2~5.0dtex,干态断裂强度为2.7~3.8cN/dtex,干态断裂伸长率为8~12%,湿态断裂强度为1.9~2.9cN/dtex,湿态断裂伸长率为10~15%。
说明书
技术领域
本发明属于壳聚糖纤维技术领域,涉及一种制造壳聚糖纤维的凝胶纺丝方法。
背景技术
壳聚糖纤维是一种通常由湿法纺丝法制备得到的再生纤维,具有抑菌、止血、促进伤口愈合等功效,是优良的医疗卫生材料。但是,壳聚糖纤维的干态断裂强度只有1.8cN/dtex,力学性能偏低,需与棉、粘胶纤维等混纺使用,这是因为,壳聚糖纤维在湿法纺丝成形过程中,纺丝液中的壳聚糖分子链是无规线团构象,纺丝液出喷丝口后直接进入凝固浴,丝条所受拉伸张力较小,溶液中无规线团构象的壳聚糖分子链发生“遗传”,导致初生纤维呈现各向同性的无序状态,而壳聚糖分子链内与分子链间存在较强的氢键相互作用,使得其玻璃化转变温度远高于熔点,在后续的拉伸过程中分子链段取向困难,难以通过后道拉伸提高纤维的结晶度与晶区取向度,导致纤维的力学性能差。
为了提高壳聚糖纤维的力学性能,有研究者通过干喷湿法纺丝制备壳聚糖纤维(合成纤维工业,2003,26(2):36-38.),不同于湿法纺丝,干喷湿法纺丝的喷丝口与凝固浴间存在空气层,纺丝细流在空气段承受正牵伸,纺丝细流内的高分子链段会发生一定取向,能够提高纤维的取向和结晶度,表现为纤维力学性能的提高。然而,干喷湿法纺丝与湿法纺丝制备的纤维的结构本质上相同,是折叠链片晶与非晶区交替排列的,张力集中于片晶之间的非晶区部分,力学性能由包含很多薄弱部分的非晶区决定,因此,干喷湿法纺丝制备的壳聚糖纤维的力学性能并未实现大幅度的提高。
凝胶纺丝法属于湿法纺丝领域,是将高分子纺丝液挤出形成纺丝细流,通过温度诱导相变的方法,使纺丝细流从溶液状态转变为三维网络结构,在后续的溶剂与非溶剂扩散阶段,相转变在三维网络结构的基础上发生,形成均匀疏松的网络结构,不会形成明显的皮芯结构,初生纤维可以承受高倍牵伸,诱导无规取向的高分子链形成取向结构,促进应力诱导结晶,使纤维具有无定形区均匀分散在连续结晶基质内的结构,力学性能获得质的飞越。目前,超高分子量聚乙烯纤维等采用凝胶纺丝方法制备的商业化产品都具有较高的力学性能。但是,关于凝胶纺丝法制备壳聚糖纤维的还未见公开报道的资料。
因此,研究一种制造壳聚糖纤维的凝胶纺丝方法以解决壳聚糖纤维力学性能差的问题具有十分重要的意义。
发明内容
本发明的目的是解决现有技术中壳聚糖纤维力学性能差的问题,提供一种制造壳聚糖纤维的凝胶纺丝方法。
为达到上述目的,本发明采用的方案如下:
一种制造壳聚糖纤维的凝胶纺丝方法,将纺丝液经喷丝孔挤出后,依次进入空气层、凝固浴和塑化浴制得壳聚糖纤维,其中,纺丝液为重均分子量≥1×10
虽然,凝胶纺丝方法对于超高分子量聚乙烯纤维而言是相对成熟的方法,但是将其应用到壳聚糖纤维的制备中却存在较大困难,主要原因是:聚乙烯是结构简单的高分子,分子链不存在极性基团,无强相互作用,降温可以使聚乙烯溶液形成凝胶(冻胶)结构,张力作用下含有一定溶剂的凝胶结构的聚乙烯初生丝,分子链间产生滑移,可以进行超倍拉伸,形成非常有序的结构,而壳聚糖是化学性质不同的高分子材料,其不具有溶液-凝胶转化特性,分子链上存在羟基等极性基团,分子链间易形成分子间相互作用,不容易进行超倍拉伸。
本申请通过对现有技术中壳聚糖纤维的纺丝工艺进行改进使得壳聚糖纤维的凝胶纺丝成为可能,最终制得了结构致密、均一、不同于常见的皮芯结构的壳聚糖纤维,改进之处如下:
1)本发明加入了有机磷酸钠,其目的是使溶液发生温度诱导的凝胶化转变,形成的凝胶结构可以承受高倍牵伸,诱导纤维有序结构的形成,从而提高纤维的力学性能;现有的湿法纺丝法和干喷湿法纺丝法没有加入有机磷酸钠,原因是采用酸溶液作为壳聚糖的溶剂,碱溶液作为壳聚糖的凝固剂,已经可以满足制备力学性能小于1.8cN/dtex的壳聚糖纤维的要求,由于没有加入有机磷酸钠诱导溶液进行凝胶化转变,现有技术中壳聚糖纤维的制备过程中结晶与取向度低,所以纤维的力学性能不高;
2)本发明设置了空气层,其起到的作用是使纺丝细流内的高分子分子链发生一定的取向,利于有序结构的形成,从而提高纤维的力学性能;虽然现有技术中的干喷湿法纺丝成型过程也设置空气层,但本发明的空气层设置有环吹风装置,其作用是提供纺丝液溶液-凝胶转变所需的能量,促进凝胶结构的形成;现有技术中的湿法纺丝成形过程不设置空气层,原因是纺丝液的粘度低,无法承受纺丝张力,因此,现有技术出喷丝口的纺丝液直接凝固,喷丝头牵伸为负牵伸或者低倍率的正牵伸;
3)本发明所采用的壳聚糖,其分子量高,而且溶液中壳聚糖的浓度处于半稀非缠结浓度区,即高于交叠浓度,小于缠结浓度,可以实现高倍牵伸,高分子量壳聚糖分子末端少,由分子末端造成的纤维结构上的微小缺陷少,而采用半稀浓度的壳聚糖溶液,大分子链的缠结点少,可拉伸的倍数就更大,虽然处于稀溶液区的壳聚糖溶液,大分子链的缠结点更少,但是稀溶液的壳聚糖浓度太低,不利于纤维致密结构的形成,制备的纤维强度依旧不高,因此,本发明选用的壳聚糖分子量和浓度范围,是为了形成取向、致密结构而进行的优选;现有技术中的湿法纺丝和干喷湿法纺丝,壳聚糖分子量相对更低、浓度更高并处于浓溶液缠结区,原因在于,溶液的浓度更高,相应的溶剂使用量减少,更经济,而浓度高且分子量大时,则会导致溶液的粘度高,不利于稳定挤出,因此,常规的湿法纺丝和干喷湿法纺丝不选择较高分子量的壳聚糖;
4)本发明的纺丝液在加热前温度为3~6℃,而现有技术中的湿法纺丝和干喷湿法纺丝的纺丝液温度一般在室温附近,本发明的纺丝液在加热前温度明显低于现有技术,是由于处于此温度时加入有机磷酸钠的壳聚糖体系依旧是溶液状态,当温度升高时,溶液性质会发生转变,影响溶液的流动。
作为优选的方案:
如上所述的一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将有机磷酸钠溶液缓慢注入壳聚糖溶液中至体系的pH值为7.2~7.5得到纺丝液;
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由3~6℃升至30~40℃;
(3)纺丝细流进入空气层;
(4)纺丝细流进入凝固浴形成凝胶初生纤维;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
如上所述的一种制造壳聚糖纤维的凝胶纺丝方法,步骤(1)中,有机磷酸钠溶液的浓度为0.1~1mol/L,溶剂为水;有机磷酸钠溶液的浓度与壳聚糖溶液的浓度相匹配,使有机磷酸钠溶液添加量为壳聚糖溶液质量的5~10%时,纺丝液体系的pH值调节至7.2~7.4;
壳聚糖溶液是通过将壳聚糖溶解于浓度1~6wt%的醋酸溶液或盐酸溶液中制得的,壳聚糖溶液中壳聚糖的质量分数为1~3wt%;醋酸溶液或盐酸溶液的浓度过低,无法使壳聚糖溶解;过高,则会导致壳聚糖降解。
如上所述的一种制造壳聚糖纤维的凝胶纺丝方法,有机磷酸钠为β-甘油磷酸钠、α-D-葡萄糖-1-磷酸钠盐或D-萄糖-6-磷酸二钠水合物;壳聚糖的重均分子量为1×10
如上所述的一种制造壳聚糖纤维的凝胶纺丝方法,步骤(3)中,空气层的长度为5~30mm,空气层中的吹风装置为环吹风装置,吹风速度为3~8m/min。空气层设置的目的是使纺丝液里的高分子有一定取向,长度过短,取向不充分;过长,纺丝细流会发生断裂。吹风速度设置的目的是保持空气层的温度为30~40℃,使体系在空气层的温度与挤出温度一直,继续保持溶液-凝胶状态。
如上所述的一种制造壳聚糖纤维的凝胶纺丝方法,步骤(4)中,凝固浴为水,喷丝头牵伸倍率为2~3。喷丝头牵伸倍率是根据纺丝细流可以承受的拉伸倍数设置的,过低,取向不充分;过高,纺丝细流会发生断裂。
如上所述的一种制造壳聚糖纤维的凝胶纺丝方法,步骤(5)中,塑化浴为浓度2~4wt%的氢氧化钠溶液,塑化浴牵伸倍率为4~5。
如上所述的一种制造壳聚糖纤维的凝胶纺丝方法,壳聚糖纤维的单丝纤度为1.2~5.0dtex,干态断裂强度为2.7~3.8cN/dtex,干态断裂伸长率为8~12%,湿态断裂强度为1.9~2.9cN/dtex,湿态断裂伸长率为10~15%;根据FZ/T52012-2011行业标准,壳聚糖纤维干态断裂强度为1.15~1.50cN/dtex,干态断裂伸长率为6~12%,本发明制得的壳聚糖纤维的干态断裂强度远高于行业标准。
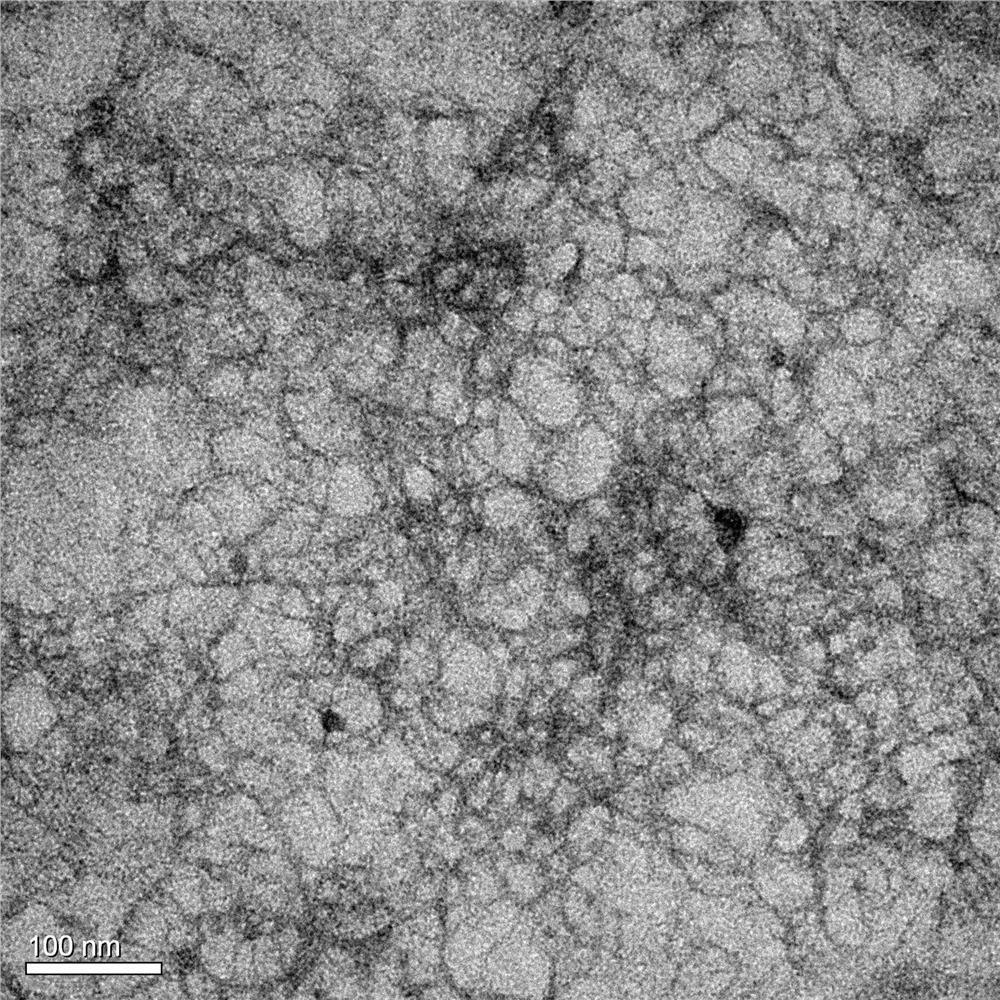
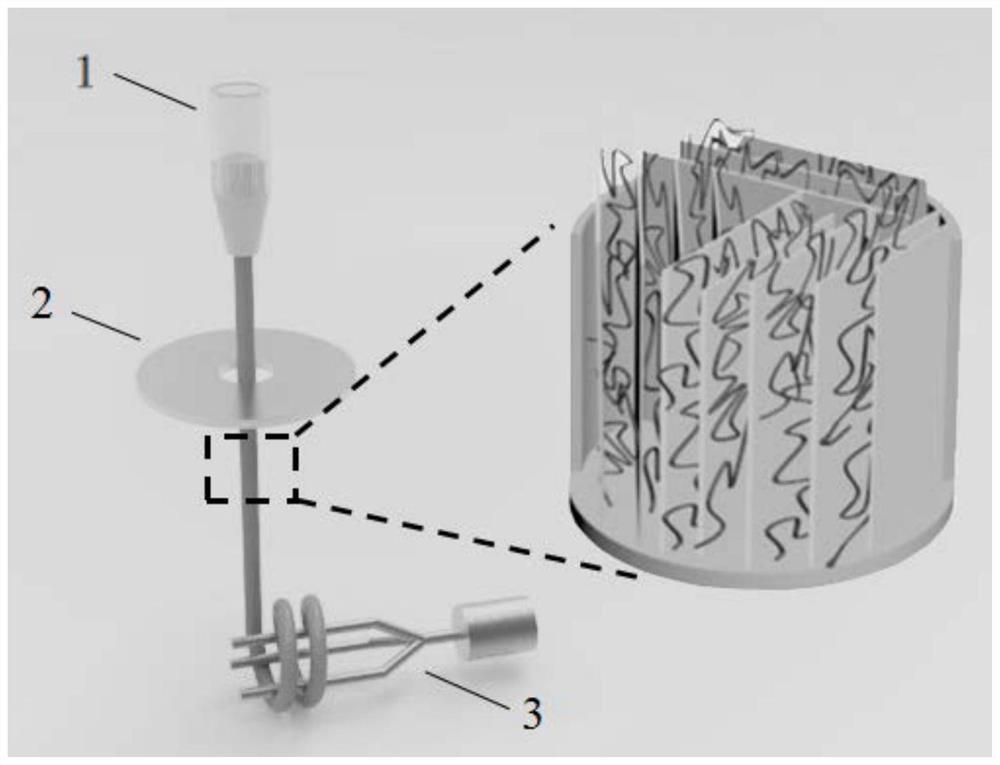
本发明采用凝胶纺丝法制备的壳聚糖纤维,纤维结构是无定形区均匀分散在连续伸直链结晶基质内,而常规湿法纺丝和干喷湿法纺丝制备的壳聚糖纤维,是折叠链片晶与非晶区交替排列呈串联的结构,因此,基于本发明制备的壳聚糖纤维,干态断裂强度高于2.7cN/dtex,远高于当前规模化生产的壳聚糖纤维的力学强度,因纤维结构的优化而使纤维力学性能发生了巨变。
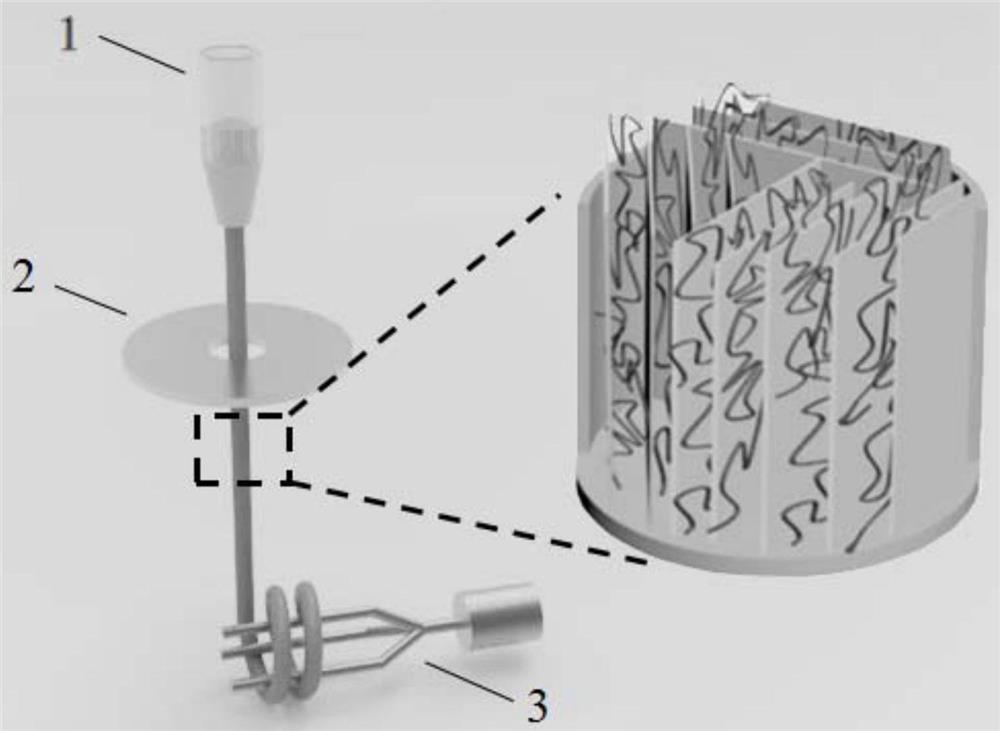
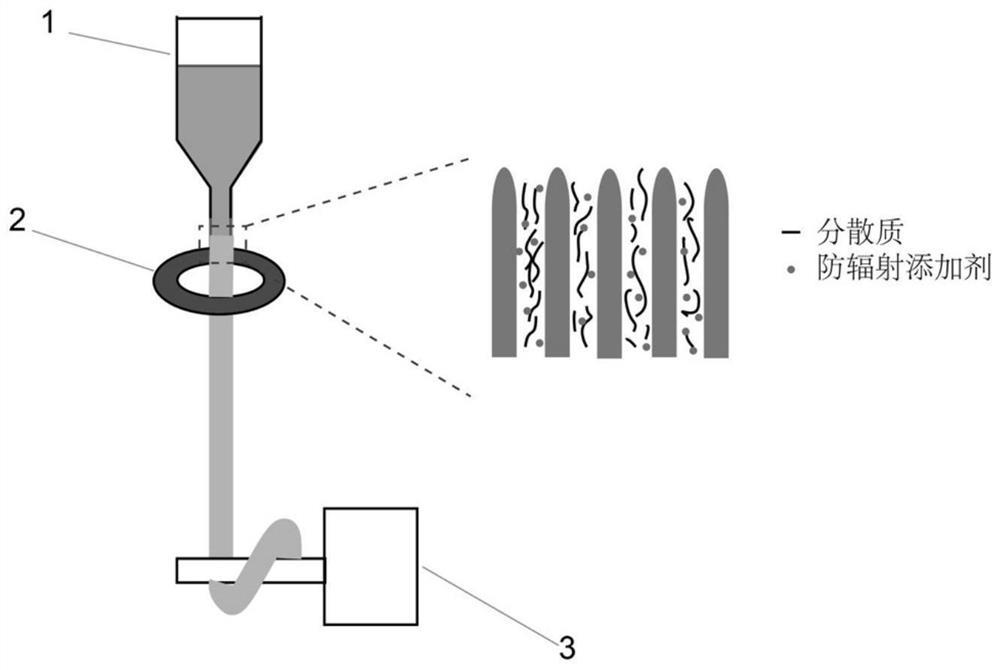
本发明实现了凝胶纺丝方法制备壳聚糖纤维,相比湿法或者干喷湿法纺丝,本发明具有如下特点:利用壳聚糖/有机磷酸钠体系所特有的温度诱导溶液-凝胶转变特性,通过纺丝工艺的调控,使纺丝液出喷丝口前温度达到溶液-凝胶转变的要求;在含有吹风控温系统的空气层,纺丝细流发生溶液-凝胶转变,形成凝胶细流,凝胶细流在凝固浴发生一定的溶剂扩散,形成凝胶网络结构,在正牵伸作用下形成少量有序结构;凝固细流进入塑化浴,经受高倍牵伸,形成结晶度高、取向度高、纤维结构致密且无皮芯结构的壳聚糖纤维。
有益效果:
(1)本发明的一种制造壳聚糖纤维的凝胶纺丝方法属于干喷湿法凝胶纺丝,由于本发明牵伸倍数高,即卷绕速度数倍于挤出速度,因此,纺丝速度较快,纺丝速度达到50~100m/min,远高于壳聚糖常规湿法纺丝的速度;
(2)本发明的一种制造壳聚糖纤维的凝胶纺丝方法制得的壳聚糖纤维,结晶度与取向度高,纤维结构致密,且无皮芯结构,力学强度远高于常规湿法纺丝制得的壳聚糖纤维;
(3)本发明的一种制造壳聚糖纤维的凝胶纺丝方法制得的壳聚糖纤维,由于温度致变形成的凝胶结构在凝固阶段依旧存在,纤维皮芯结构不明显,也没有皮层收缩而形成沟壑状形貌,因而纤维的线密度不匀率低于±2%,由于纤维的皮芯结构不明显,也没有皮层收缩导致的沟壑形态,纤维表层光滑致密,因此纤维的光泽度高。
具体实施方式
下面结合具体实施方式,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
实施例1
一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将浓度1mol/L的β-甘油磷酸钠水溶液缓慢注入浓度1wt%的壳聚糖溶液中至体系的pH值为7.2得到纺丝液,其中,壳聚糖溶液是通过将重均分子量为1×10
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由3℃升至30℃;
(3)纺丝细流进入长度为5mm的空气层,空气层设有环吹风装置,吹风温度为30℃,吹风速度为3m/min;
(4)纺丝细流进入凝固浴形成凝胶初生纤维,凝固浴为水,凝固浴的温度为30℃,喷丝头牵伸倍率为2;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维,塑化浴为浓度2wt%的氢氧化钠溶液,塑化浴温度是50℃,塑化浴牵伸倍率为4;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
最终制得的壳聚糖纤维的单丝纤度为1.2dtex,干态断裂强度为2.7cN/dtex,干态断裂伸长率为12%,湿态断裂强度为1.9cN/dtex,湿态断裂伸长率为15%。
实施例2
一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将浓度0.8mol/L的β-甘油磷酸钠水溶液缓慢注入浓度1.5wt%的壳聚糖溶液中至体系的pH值为7.3得到纺丝液,其中,壳聚糖溶液是通过将重均分子量为1.2×10
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由4℃升至35℃;
(3)纺丝细流进入长度为10mm的空气层,空气层设有环吹风装置,吹风温度为35℃,吹风速度为5m/min;
(4)纺丝细流进入凝固浴形成凝胶初生纤维,凝固浴为水,凝固浴的温度为35℃,喷丝头牵伸倍率为2;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维,塑化浴为浓度2.5wt%的氢氧化钠溶液,塑化浴温度是54℃,塑化浴牵伸倍率为4;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
最终制得的壳聚糖纤维的单丝纤度为2.2dtex,干态断裂强度为3.1cN/dtex,干态断裂伸长率为10%,湿态断裂强度为2.2cN/dtex,湿态断裂伸长率为12%。
实施例3
一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将浓度0.3mol/L的α-D-葡萄糖-1-磷酸钠盐水溶液缓慢注入浓度2wt%的壳聚糖溶液中至体系的pH值为7.4得到纺丝液,其中,壳聚糖溶液是通过将重均分子量为1.5×10
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由5℃升至36℃;
(3)纺丝细流进入长度为15mm的空气层,空气层设有环吹风装置,吹风温度为36℃,吹风速度为6m/min;
(4)纺丝细流进入凝固浴形成凝胶初生纤维,凝固浴为水,凝固浴的温度为35℃,喷丝头牵伸倍率为3;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维,塑化浴为浓度3wt%的氢氧化钠溶液,塑化浴温度是55℃,塑化浴牵伸倍率为5;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
最终制得的壳聚糖纤维的单丝纤度为3.5dtex,干态断裂强度为3.4cN/dtex,干态断裂伸长率为9%,湿态断裂强度为2.5cN/dtex,湿态断裂伸长率为11%。
实施例4
一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将浓度0.1mol/L的D-萄糖-6-磷酸二钠水合物水溶液缓慢注入浓度3wt%的壳聚糖溶液中至体系的pH值为7.5得到纺丝液,其中,壳聚糖溶液是通过将重均分子量为2×10
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由6℃升至40℃;
(3)纺丝细流进入长度为30mm的空气层,空气层设有环吹风装置,吹风温度为40℃,吹风速度为8m/min;
(4)纺丝细流进入凝固浴形成凝胶初生纤维,凝固浴为水,凝固浴的温度为40℃,喷丝头牵伸倍率为3;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维,塑化浴为浓度4wt%的氢氧化钠溶液,塑化浴温度是60℃,塑化浴牵伸倍率为5;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
最终制得的壳聚糖纤维的单丝纤度为5.0dtex,干态断裂强度为3.8cN/dtex,干态断裂伸长率为12%,湿态断裂强度为2.9cN/dtex,湿态断裂伸长率为15%。
实施例5
一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将浓度0.2mol/L的D-萄糖-6-磷酸二钠水合物水溶液缓慢注入浓度3wt%的壳聚糖溶液中至体系的pH值为7.2得到纺丝液,其中,壳聚糖溶液是通过将重均分子量为2×10
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由5℃升至38℃;
(3)纺丝细流进入长度为25mm的空气层,空气层设有环吹风装置,吹风温度为35℃,吹风速度为7m/min;
(4)纺丝细流进入凝固浴形成凝胶初生纤维,凝固浴为水,凝固浴的温度为38℃,喷丝头牵伸倍率为2;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维,塑化浴为浓度4wt%的氢氧化钠溶液,塑化浴温度是56℃,塑化浴牵伸倍率为4;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
最终制得的壳聚糖纤维的单丝纤度为4.8dtex,干态断裂强度为3.6cN/dtex,干态断裂伸长率为9%,湿态断裂强度为2.8cN/dtex,湿态断裂伸长率为11%。
实施例6
一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将浓度0.2mol/L的β-甘油磷酸钠水溶液缓慢注入浓度2.5wt%的壳聚糖溶液中至体系的pH值为7.5得到纺丝液,其中,壳聚糖溶液是通过将重均分子量为1.8×10
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由5℃升至38℃;
(3)纺丝细流进入长度为25mm的空气层,空气层设有环吹风装置,吹风温度为35℃,吹风速度为7m/min;
(4)纺丝细流进入凝固浴形成凝胶初生纤维,凝固浴为水,凝固浴的温度为38℃,喷丝头牵伸倍率为2;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维,塑化浴为浓度4wt%的氢氧化钠溶液,塑化浴温度是56℃,塑化浴牵伸倍率为4;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
最终制得的壳聚糖纤维的单丝纤度为4.2dtex,干态断裂强度为3.3cN/dtex,干态断裂伸长率为10%,湿态断裂强度为2.5cN/dtex,湿态断裂伸长率为12%。
实施例7
一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将浓度1mol/L的α-D-葡萄糖-1-磷酸钠盐水溶液缓慢注入浓度3wt%的壳聚糖溶液中至体系的pH值为7.4得到纺丝液,其中,壳聚糖溶液是通过将重均分子量为2×10
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由3℃升至30℃;
(3)纺丝细流进入长度为5mm的空气层,空气层设有环吹风装置,吹风温度为30℃,吹风速度为3m/min;
(4)纺丝细流进入凝固浴形成凝胶初生纤维,凝固浴为水,凝固浴的温度为30℃,喷丝头牵伸倍率为2;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维,塑化浴为浓度2wt%的氢氧化钠溶液,塑化浴温度是50℃,塑化浴牵伸倍率为4;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
最终制得的壳聚糖纤维的单丝纤度为2.2dtex,干态断裂强度为3.1cN/dtex,干态断裂伸长率为11%,湿态断裂强度为2.1cN/dtex,湿态断裂伸长率为13%。
实施例8
一种制造壳聚糖纤维的凝胶纺丝方法,具体步骤如下:
(1)将浓度0.4mol/L的α-D-葡萄糖-1-磷酸钠盐水溶液缓慢注入浓度3wt%的壳聚糖溶液中至体系的pH值为7.2得到纺丝液,其中,壳聚糖溶液是通过将重均分子量为1.5×10
(2)将纺丝液进行过滤、计量和喷丝口挤出形成纺丝细流,并在挤出前,对纺丝液进行加热,使其到达喷丝口时温度由5℃升至35℃;
(3)纺丝细流进入长度为20mm的空气层,空气层设有环吹风装置,吹风温度为35℃,吹风速度为6m/min;
(4)纺丝细流进入凝固浴形成凝胶初生纤维,凝固浴为水,凝固浴的温度为35℃,喷丝头牵伸倍率为2;
(5)凝胶初生纤维进入塑化浴形成聚集态初级结构的壳聚糖纤维,塑化浴为浓度3wt%的氢氧化钠溶液,塑化浴温度是27℃,塑化浴牵伸倍率为4;
(6)将聚集态初级结构的壳聚糖纤维进行水洗和干燥得到壳聚糖纤维。
最终制得的壳聚糖纤维的单丝纤度为3.0dtex,干态断裂强度为3.2cN/dtex,干态断裂伸长率12%,湿态断裂强度为2.9cN/dtex,湿态断裂伸长率为13%。
一种制造壳聚糖纤维的凝胶纺丝方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0