






专利摘要
本发明公开了一种采用卧式厌氧反应器处理剩余污泥的运行方法,属于有机固体废物处理处置技术领域。本发明采用厌氧卧式反应器,对含固率为20%的剩余污泥进行厌氧消化,污泥产沼气率达到294mL/gVS,蛋白质和多糖降解率分别为39.5%和37.4%,污泥脱氢酶活性最大值为312TFμg/(mL·h)。通过高固态卧式厌氧消化反应器的稳定运行,每日污泥进料负荷最高达到10gTS/L.d,比传统的湿式厌氧消化高出2~3倍。
权利要求
1.一种剩余污泥的处理方法,其特征在于,采用连续进料的方式,向含有厌氧污泥的反应器中进料好氧剩余污泥进行处理,所述进料是按容积计,每40~50t厌氧污泥中以1~1.2t/d的方式进料,以0.8~0.9t/d出料。
2.根据权利要求1所述的方法,其特征在于,所述反应器为卧式反应器。
3.根据权利要求1所述的方法,其特征在于,污泥在反应器中的停留时间为32~38d。
4.根据权利要求1所述的方法,其特征在于,所述剩余污泥的含固率为18~20%。
5.根据权利要求4所述的方法,其特征在于,所述剩余污泥的pH为7.2~8.0、TS 18~20%、VS/TS 55~60%、碳氮比5.0~5.5。
6.根据权利要求5所述的方法,其特征在于,所述剩余污泥的pH为7,2~7.6、TS 18~20%、VS/TS 55~60%、氨氮20~26mg/kg、总碳135~160g/kg、总氮25~30g/kg。
7.根据权利要求1所述的方法,其特征在于,所述方法是在卧式厌氧反应器中先进行厌氧消化,再连续进料好氧剩余污泥。
8.根据权利要求7所述的方法,其特征在于,所述方法具体是:(1)向卧式厌氧反应器中一次性进料剩余污泥40t,厌氧消化60~75d;(2)采用连续进料的方法,每天进料1~1.2t好氧剩余污泥,连续进料110~120d;每日搅拌,搅拌转速为5r/min。
9.权利要求1-8任一所述方法在环境领域的应用。
说明书
技术领域
本发明涉及一种采用卧式厌氧反应器处理剩余污泥的运行方法,属于有机固体废物处理处置技术领域。
背景技术
剩余污泥是指从二次沉淀池和沉淀区等排出系统外的活性污泥。剩余污泥主要成份是蛋白质和多糖等有机物,并含有对人体健康有害的病原微生物。随着我国城市化水平的不断提高,由于在市政工程中存在“重水轻泥”的现象,对污泥处理处置的重视和投入跟不上污水处理的发展趋势。2011年到2015年期间,每年平均产80%含水率的湿污泥约为4800万吨。预计到2020年这一数值会达到6000万吨,污泥产量的不断增加对环境造成了严重的环境污染。
剩余污泥的处理处置方法包括焚烧,填埋,好氧干化和厌氧消化等,相对于其它技术,厌氧消化技术在污泥处理处置方面具有优势,厌氧消化不但可以实现污泥的减量化,而且还能杀灭污泥中的病原微生物,稳定污泥性质,改善污泥的卫生质量。传统的污泥厌氧消化底物为浓缩池污泥,污泥含水率达到95%,消化系统存在大量的沼液,大量沼液的存在需要增温系统提供大量的热能。污泥高固态消化能提高消化底物的含固率,减少消化体系中水分含量。高固态厌氧消化克服了传统厌氧处置的不足,提高了单位有机物的处理量,提升了消化效率,同时大大降低了沼液的产生量。对剩余污泥进行高固态发酵时,如采用传统的立式消化装置,存在一定的不足,由于剩余污泥的粘度和密度较大,厌氧处理时污泥容易堆积在底部,造成局部酸化,传质传热受阻,发酵速率较慢等。
发明内容
为了解决上述问题,本发明提供了一种处理剩余污泥的方法,利用带有推流式搅拌装置的卧式反应器,厌氧消化含固率18-20%的剩余污泥。
本发明的第一个目的是提供一种剩余污泥的处理方法,所述方法是采用连续进料的方式,每天向含有厌氧污泥的卧式反应器中进料好氧剩余污泥进行处理,污泥停留时间32~38d。
在本发明的一种实施方式中,所述进料是按容积计,每40~50t厌氧污泥中以1~1.2t/d的方式进料,以0.8~0.9t/d出料。
在本发明的一种实施方式中,所述卧式厌氧反应器已于公开号为106477842A的发明专利申请中公开。
在本发明的一种实施方式中,所述剩余污泥的含固率为18~20%。
在本发明的一种实施方式中,所述剩余污泥的pH为7.2~8.0、TS 18~20%、VS/TS 55~60%、氨氮20~26mg/kg、总碳135~160g/kg、总氮25~30g/kg、碳氮比5.0~5.5。
在本发明的一种实施方式中,所述剩余污泥的pH为7.6、TS 20%、VS/TS 55~60%、氨氮23.15mg/kg、总碳148.63g/kg、总氮27.84g/kg、碳氮比5.3。
在本发明的一种实施方式中,所述方法是在卧式厌氧反应器中先进行厌氧消化。
本发明的一种实施方式中,所述方法具体是:(1)向卧式厌氧反应器中一次性进料剩余污泥40t,厌氧消化60~75d;(2)采用连续进料的方法,每天进料1~1.2t好氧污泥,连续进料118d;每日搅拌,搅拌转速为5r/min。
本发明还提供所述方法在环境领域的应用。
有益效果:本发明针对含固率18-20%的剩余污泥,采用配备太阳能保温系统的卧式反应器进行厌氧消化处理。每日进料1~1.2吨,出料800-900kg,污泥产沼气率达到294mL/gVS,蛋白质和多糖降解率分别为39.5%和37.4%,相比非连续进料提高了3.4~7.3%,消化过程中氨氮含量不断累积,最大值达到795mg/kg,污泥脱氢酶活性最大值为312TFμg/(mL·h)。通过高固态卧式厌氧消化反应器的稳定运行,产气效率显著提高,每日污泥进料负荷最高达到10gTS/L.d,比传统的湿式厌氧消化高出2~3倍。
附图说明
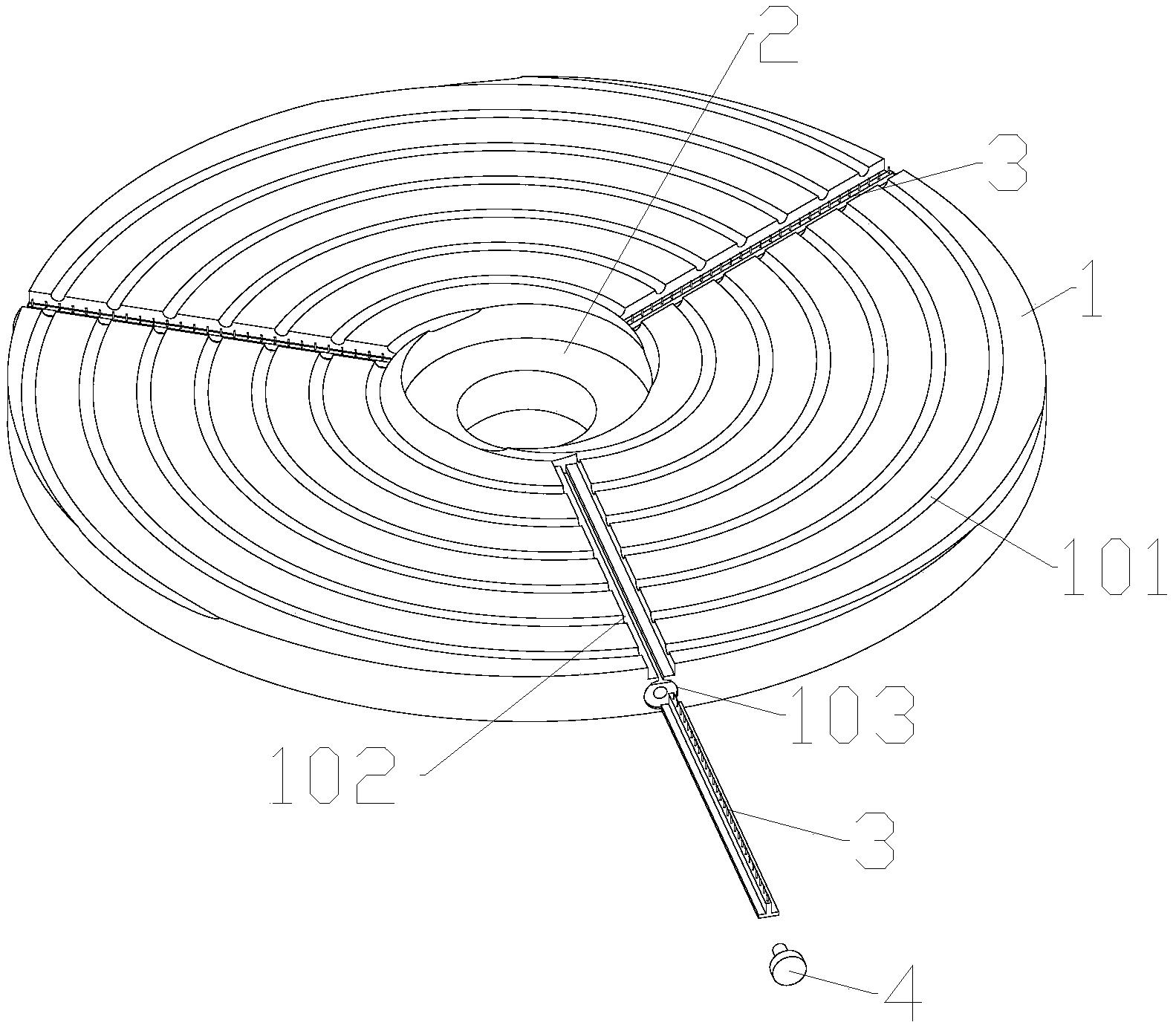
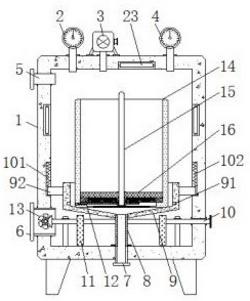
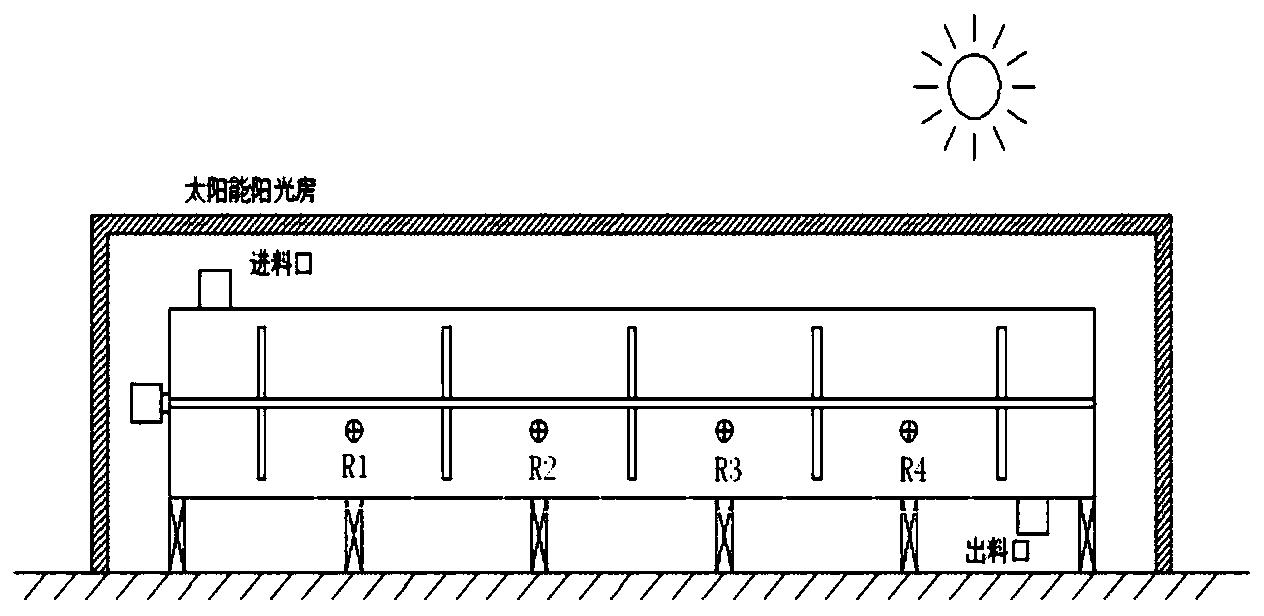
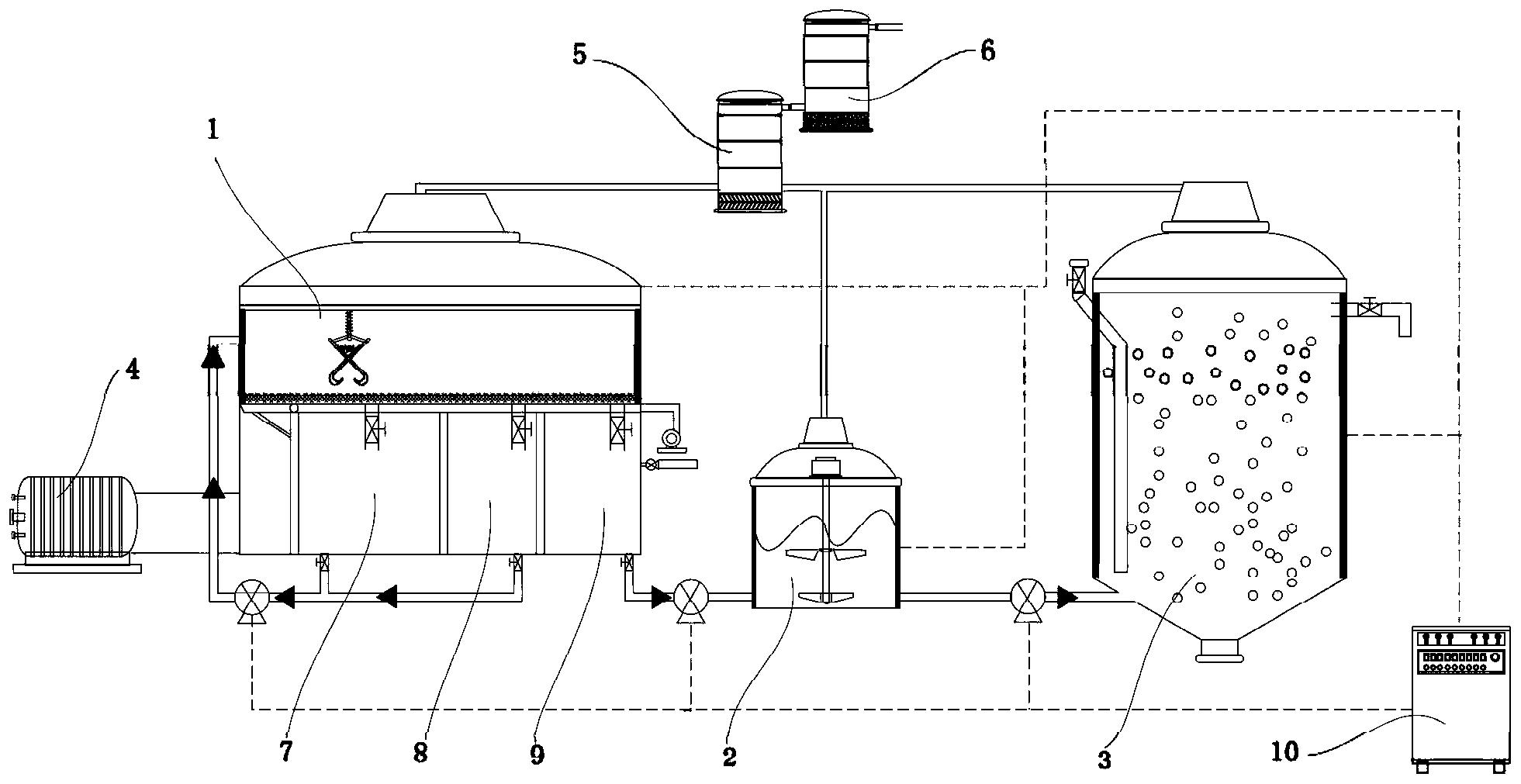
图1为反应器装置示意图;R1,R2,R3和R4分别表示四个取样口。
图2为消化过程中pH的变化;
图3为消化过程中产气和温度的变化;
图4为消化过程中VFA的变化;
图5为厌氧消化中氨氮的变化情况;
图6为厌氧消化过程中VS的变化;
图7为厌氧消化中蛋白质的变化;
图8为厌氧消化过程中多糖的变化。
具体实施方式
剩余污泥为污水处理厂带式压滤机出泥,污泥性质见表1。
表1好氧剩余污泥性质
实施例1
采用连续进料的方式,每天向含有厌氧污泥的卧式污泥反应器中进料好氧剩余污泥进行处理(图1)。每天进料1-1.2t,出料0.8-0.9t。每日污泥进料负荷最高达到10gTS/L.d,比传统的湿式厌氧消化高出2~3倍。
pH是评价厌氧发酵体系稳定性最重要的指标之一,pH会影响到产甲烷微生物的活性,进而影响甲烷产量。厌氧发酵产甲烷微生物最适合的pH范围为6.5-8.2,超出此范围,产甲烷微生物就会受到抑制。
采用5r/min的搅拌速率对反应器中的污泥进行搅拌,对反应器运行过程进行监测。反应器连续运行下四个取样口污泥pH的变化情况如图2所示,从图中可以看出,R1取样口污泥前30天pH由7.96降低到7.26,30天后pH值逐渐上升,到118天pH值增加到7.68,。R2,R3和R4组取样口污泥的变化趋势与R1组污泥变化趋势基本一致,但变化幅度较小,最终稳定在7.6~8.1之间。第118天R1组pH达到7.66,R2组为7.86,R3组为7.95,R4组为8.09。
图3为反应器产气量和温度的变化情况,从图可知,反应器内温度在32.8℃到43.5℃范围内波动,产沼气量在12.5m3至24m3范围内变化,运行前10天反应器产气量由15.5m3增加到22m3,并在前30天稳定在22m3,运行30到65天由于梅雨季节的影响,反应器温度由38℃降低到32℃,产气量也随之发生波动。反应器运行的第60天到第70天梅雨季节结束,反应器温度回升至37℃,沼气产量也在10天内迅速回升至22m3,可见反应器温度波动8-10℃不会对反应器的运行造成不可逆的影响,当温度回升时反应器内产甲烷菌也迅速恢复到原来的活性。反应器从70天运行到118天时,温度达到38℃并持续上升,在第105天达到最高温度43.5℃,产沼气量维持在21-23m3,在此期间,产气量始终维持稳定状态。最终污泥的产沼气率达到294mL/gVS。
厌氧发酵过程中,有机物逐步被微生物转化为挥发性脂肪酸(VFA),VFA可作为产甲烷菌的底物,通过自身代谢作用生成甲烷。如图4所示,反应器的VFA由12700mg/kg降低至2000mg/kg,可见,VFA利用率显著提高。
图5为反应器运行过程中氨氮浓度的变化情况,R2组污泥氨氮浓度最高上升到710mg/kg,R3组污泥氨氮浓度上升到740mg/kg,R4组污泥氨氮浓度上升到770mg/kg,R1组污泥氨氮浓度略有降低。
运行过程中VS的变化情况如图6,反应前期4个取样口污泥VS都在6.2%~6.5%,此时四个取样口污泥VS/TS约为34.8%,运行前30天4组污泥VS均有上升的趋势,R1组污泥VS增幅最大,从6.7%增加到10.7%,R2组污泥VS增幅第二,从6.4%提高到9.3%,R3组污泥VS增幅第三,从6.2%增至7.9%,R4组污泥VS增幅最小,从6.4%提高到7.1%。当消化时间达到30天后4组污泥VS值保持相对稳定,每日定量的进泥不会使反应器内污泥性质有较大改变,反应器运行中污泥的停留时间约为35天,VS降解率达到49.7%。
图7为污泥中蛋白质浓度的变化趋势,由于新进入的污泥使反应器内的未降解的有机物增加,蛋白质含量随之提高,经过反应器的处理,蛋白质浓度由420mg/kg降低至260~280mg/kg,蛋白质降解率为39.5%。
图8为消化过程中污泥中多糖含量的变化,通过20到30天的进料后,多糖的量保持相对稳定,R1组污泥多糖含量稳定在310mg/kg左右,R2组污泥多糖含量稳定在280mg/kg左右,R3组污泥多糖含量稳定在约255mg/kg,R4组几乎没有变化,多糖含量维持在195mg/kg左右。整个消化过程来看,多糖含量由300~320mg/kg降低至180~200mg/kg,降解率为37.4%。
对照例1
不采用连续进料的方式,直接以剩余污泥进行发酵,结果显示,消化反应经过3个月的运行,污泥产沼气率达到274mL/gVS,甲烷含量为58%,VS转化率达到46%,蛋白质和多糖降解率分别为36.7%和30.1%,消化过程中VFA含量最大值为2395mg/kg,消化过程中氨氮浓度一直缓慢增加,最大值约124.3mg/kg。
虽然本发明已以较佳实施例公开如上,但其并非用以限定本发明,任何熟悉此技术的人,在不脱离本发明的精神和范围内,都可做各种的改动与修饰,因此本发明的保护范围应该以权利要求书所界定的为准。
一种采用卧式厌氧反应器处理剩余污泥的运行方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0