










专利摘要
本发明涉及螺杆泵技术领域,提供了一种螺杆泵转子转模挤压成形工艺及成形装置,该工艺包括:对金属坯料进行预处理,车削外圆;金属坯料、转模、挤压筒进行挤压前润滑处理;将经过润滑处理后的金属坯料放入挤压筒,设定挤压顶杆的运动速度、转模的转动角速度及扭矩;对金属坯料进行挤压成形,得到成品。该成形装置包括机架、丝杠、挤压筒、挤压筒固定座、挤压顶杆、转模、转模固定座;挤压筒用于放置金属坯料;丝杠驱动挤压顶杆在挤压筒内运动实现对坯料的挤压;转模轴线中心设置螺旋通孔;转模绕轴线旋转时将经挤压顶杆挤压的金属坯料成形为螺杆泵转子。本发明能提高加工制造过程中的材料利用率,降低加工成本,提高加工效率,具有广阔应用前景。
权利要求
1.一种螺杆泵转子转模挤压成形工艺,其特征在于,所述工艺包括如下步骤:
S1、对金属坯料进行预处理,再车削外圆;
S2、对经S1处理后的所述金属坯料、转模、挤压筒进行挤压前润滑处理;
S3、将经过润滑处理后的所述金属坯料放入所述挤压筒,设定挤压顶杆的运动速度、转模的转动角速度及扭矩;对所述金属坯料进行挤压成形,得到成品;
步骤S3中,螺旋泵转子成形过程中,转模的转动角速度、挤压顶杆的运动速度满足如下关系式:
式中ω为转模转动角速度;V为挤压顶杆运动速度;S为转子螺距;D为转子螺旋线水平投影圆直径。
2.如权利要求1所述的螺杆泵转子转模挤压成形工艺,其特征在于,所述金属坯料的材料为不锈钢、铜或复合金属。
3.如权利要求2所述的螺杆泵转子转模挤压成形工艺,其特征在于,步骤S1中,所述预处理具体为:
当金属坯料为不锈钢或复合金属时,对金属坯料进行软化处理,处理后的金属坯料硬度不高于200HV;
当金属坯料为铜时,进行软化处理;或不进行软化处理,直接车削外圆。
4.一种螺杆泵转子转模挤压成形装置,用于如权利要求1-3任一项所述的螺杆泵转子转模挤压成形工艺,其特征在于,所述成形装置包括机架、丝杠、挤压筒、挤压筒固定座、挤压顶杆、转模、转模固定座;
所述挤压筒用于放置金属坯料;
所述丝杠位于所述挤压筒后端,用于驱动所述挤压顶杆在所述挤压筒内运动而实现对金属坯料的挤压;
所述转模位于所述挤压筒前端,所述转模轴线中心设置有螺旋通孔;所述转模绕轴线旋转时将经所述挤压顶杆挤压的金属坯料成形为螺杆泵转子;
所述挤压筒安装在所述挤压筒固定座上;所述转模安装在转模固定座上;所述丝杠、挤压筒固定座均安装在所述机架上;所述转模固定座通过轴承安装在所述机架上;
步骤S3中,螺旋泵转子成形过程中,转模的转动角速度、挤压顶杆的运动速度满足如下关系式:
式中ω为转模转动角速度;V为挤压顶杆运动速度;S为转子螺距;D为转子螺旋线水平投影圆直径。
5.如权利要求4所述的螺杆泵转子转模挤压成形装置,其特征在于,所述转模安装在转模固定座孔内,转模上加工有键槽,转模通过第一平键限位;转模和转模固定座孔为紧配合;转模固定座安装在轴承内圈上,转模固定座和轴承内孔为紧配合;轴承安装在机架上,轴承和机架孔为紧配合。
6.如权利要求4所述的螺杆泵转子转模挤压成形装置,其特征在于,所述的挤压筒外表面加工有键槽,挤压筒安放在挤压筒固定座的座孔内,通过第二平键限位;挤压筒和挤压筒固定座为松配合,挤压筒沿轴线中心加工有一个高光洁度锥孔,金属坯料放置在锥孔内;挤压筒固定座通过螺栓固定在机架上。
7.如权利要求4所述的螺杆泵转子转模挤压成形装置,其特征在于,所述的丝杠前端加工有一个盲孔,挤压顶杆固定头安放在所述盲孔内;丝杠与丝杠螺母相配合,丝杠螺母加工有键槽,丝杠螺母安放在机架固定孔内,通过第三平键限位。
8.如权利要求5所述的螺杆泵转子转模挤压成形装置,其特征在于,所述转模外形为圆柱体,圆柱体轴线中心开有带内螺旋的螺旋通孔,所述螺旋通孔与螺杆泵转子外形一致;所述转模分为两部分或多部分,均通过定位销实现连接。
9.如权利要求8所述的螺杆泵转子转模挤压成形装置,其特征在于,所述转模分为上模和下模,上模和下模通过定位销连接。
说明书
技术领域
本发明涉及螺杆泵技术领域,特别涉及一种螺杆泵转子转模挤压成形工艺及成形装置。
背景技术
螺杆泵是一种依靠泵体与螺杆所形成的啮合空间容积变化和移动来输送液体或使之增压的回转泵。螺杆泵的中心部是转子和定子。转子为单螺杆泵中的主要旋转部件。转子通常为金属材质,其具有独特的空间螺旋结构,沿转子轴线方向的每一个垂直截面都是完整的圆形。目前转子多采用特殊的切削加工设备对金属坯料切削加工而成。然而在切削加工过程中有超过百分之五十的材料被切除,造成的了极大的材料损失和浪费。并且切削加工成本比较高,加工周期长。因此有必要制定出新的螺杆泵转子加工成型工艺以起到节省加工材料,降低成本,提高加工效率的目的。
发明内容
本发明的目的是克服现有技术的不足,提供了一种螺杆泵转子转模挤压成形工艺及成形装置,提高加工制造过程中的材料利用率,降低加工成本,提高加工效率。
本发明采用如下技术方案:
一种螺杆泵转子转模挤压成形工艺,所述工艺包括如下步骤:
S1、对金属坯料进行预处理,再车削外圆;
S2、对经S1处理后的所述金属坯料、转模、挤压筒进行挤压前润滑处理;
S3、将经过润滑处理后的所述金属坯料放入所述挤压筒,设定挤压顶杆的运动速度、转模的转动角速度及扭矩;对所述金属坯料进行挤压成形,得到成品;转模的扭矩设定应使所述金属坯料所承受的应力水平高于其屈服强度,使得所述金属坯料产生永久变形。
进一步的,金属坯料挤压成形后为具有空间螺旋结构的螺杆,螺距、偏心距、截面圆直径均符合螺杆泵转子尺寸设计要求。
进一步的,所述金属坯料的材料为不锈钢、铜或复合金属。
进一步的,步骤S1中,所述预处理具体为:
当金属坯料为不锈钢或复合金属时,对金属坯料进行软化处理,处理后的金属坯料硬度不高于200HV;
当金属坯料为铜时,进行或不进行软化处理,直接车削外圆。
进一步的,步骤S3中,螺旋泵转子成形过程中,转模的转动角速度、挤压顶杆的运动速度满足如下关系式:
式中ω为模具转动角速度;V为挤压顶杆运动速度;S为转子螺距;D为转子螺旋线水平投影圆直径。
本发明还提供了一种螺杆泵转子转模挤压成形工艺及成形装置,包括机架、丝杠、挤压筒、挤压筒固定座、挤压顶杆、转模、转模固定座;
所述挤压筒用于放置金属坯料;
所述丝杠位于所述挤压筒后端,用于驱动所述挤压顶杆在所述挤压筒内运动而实现对金属坯料的挤压;
所述转模位于所述挤压筒前端,所述转模轴线中心设置有螺旋通孔;所述转模绕轴线旋转时将经所述挤压顶杆挤压的金属坯料成形为螺杆泵转子;
所述挤压筒安装在所述挤压筒固定座上;所述转模安装在转模固定座上;所述丝杠、挤压筒固定座均安装在所述机架上;所述转模安装座通过轴承安装在所述机架上。
进一步的,所述转模安装在转模固定座孔内,转模上加工有键槽,转模通过第一平键限位;转模和转模固定座孔为紧配合;转模固定座安装在轴承内圈上,转模固定座和轴承内孔为紧配合;轴承安装在机架上,轴承和机架孔为紧配合。
进一步的,所述的挤压筒外表面加工有键槽,挤压筒安放在挤压筒固定座的座孔内,通过第二平键限位。挤压筒和挤压筒固定座为松配合,挤压筒沿轴线中心加工有一个高光洁度锥孔,金属坯料放置在锥孔内;挤压筒固定座通过螺栓固定在机架上。
进一步的,所述的丝杠前端加工有一个盲孔,挤压顶杆固定头安放在所述盲孔内。丝杠与丝杠螺母相配合,丝杠螺母加工有键槽,丝杠螺母安放在机架固定孔内,通过第三平键限位。
进一步的,所述转模外形为圆柱体,圆柱体轴线中心开有带内螺旋的螺旋通孔,所述螺旋通孔与螺杆泵转子外形一致;所述转模分为两部分或多部分,均通过定位销实现连接。
进一步的,所述转模分为上模和下模,上模和下模通过定位销连接。
本发明的有益效果为:
1、螺杆泵转子在转模挤压加工过程中不产生切削废料或产生极少的切削废料,材料利用率极高;
2、转模挤压设备和加工成本都低于切削加工成本;
3、转模挤压加工转子成型速度更快、效率更高;
4、转模挤压加工工艺对人员知识水平和个人技能要求不高,简单易学,操作方便,节能环保。
附图说明
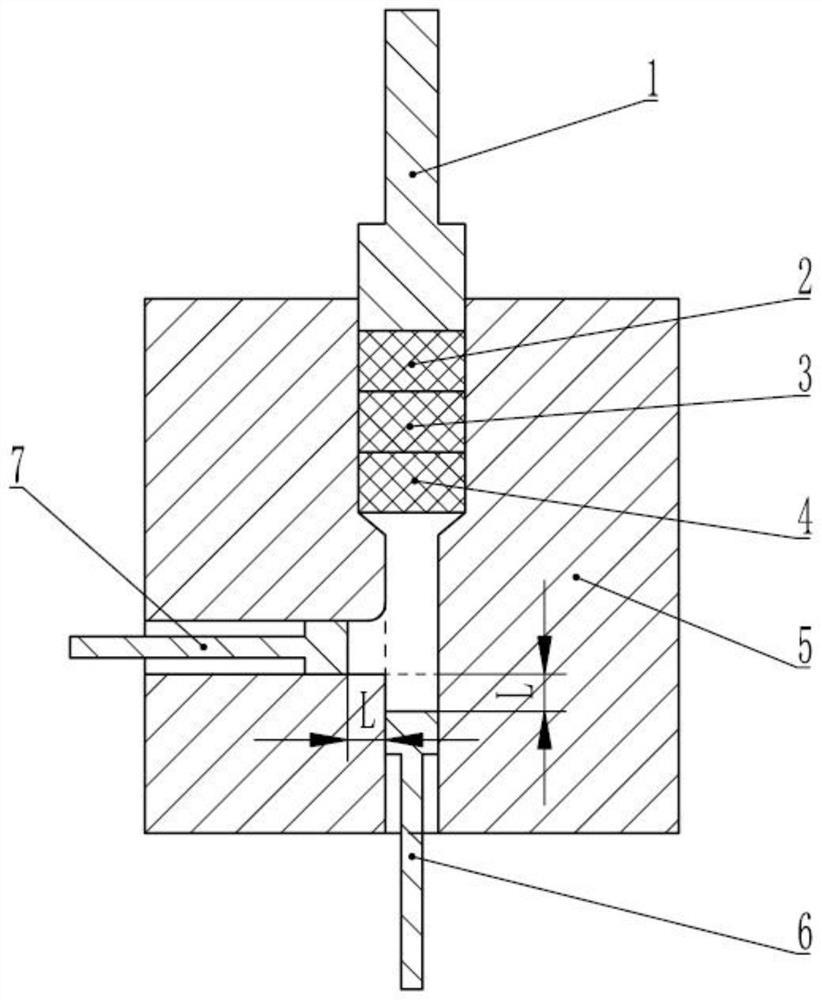
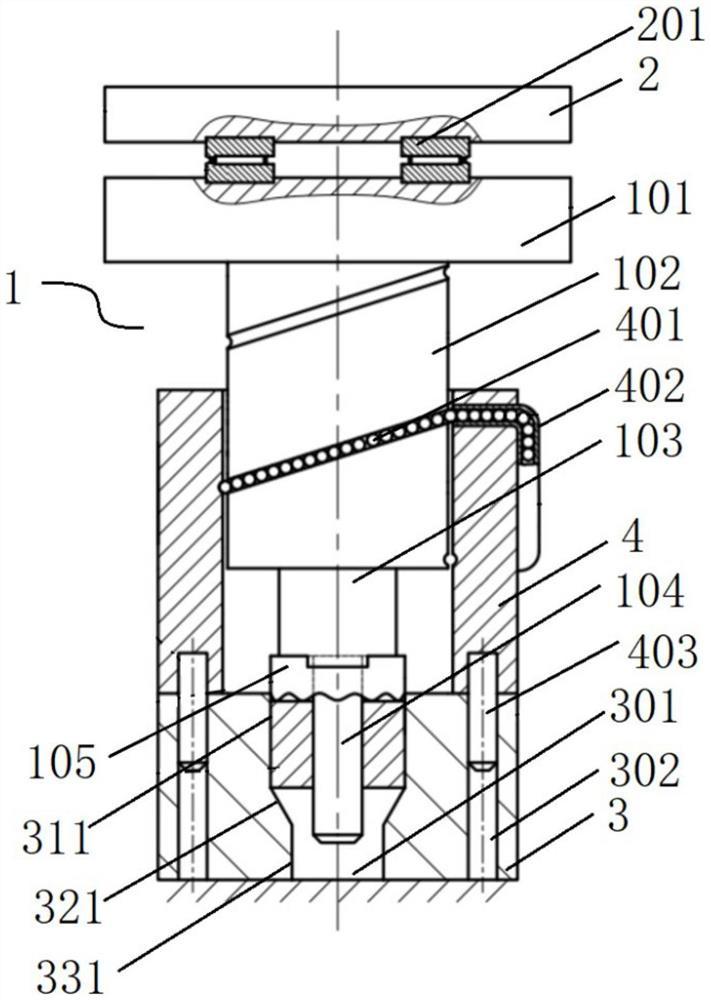
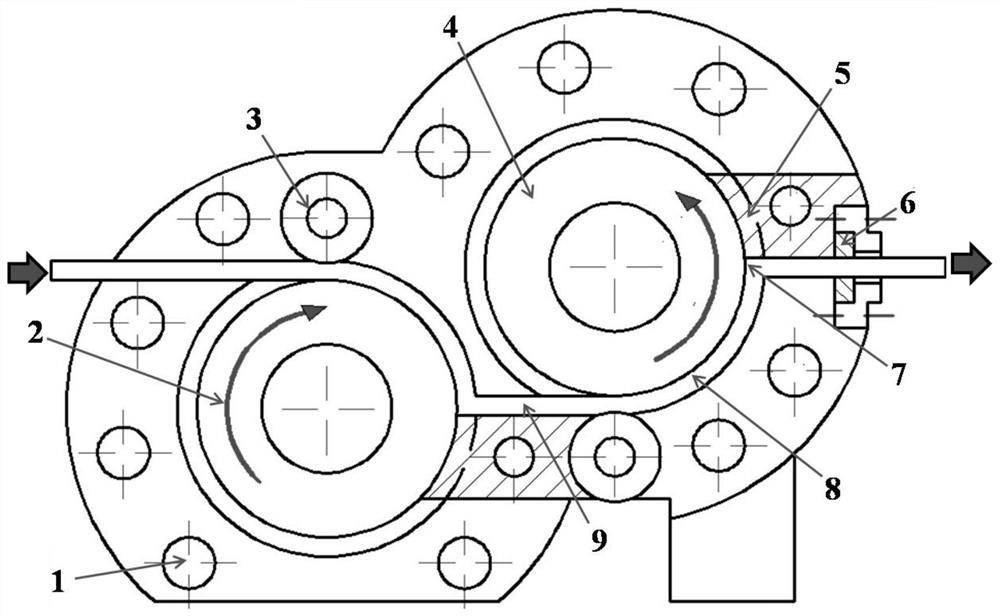
图1所示为本发明实施例一种螺杆泵转子转模挤压成形工艺的原理示意图。
图2所示为图1中A-A截面示意图。
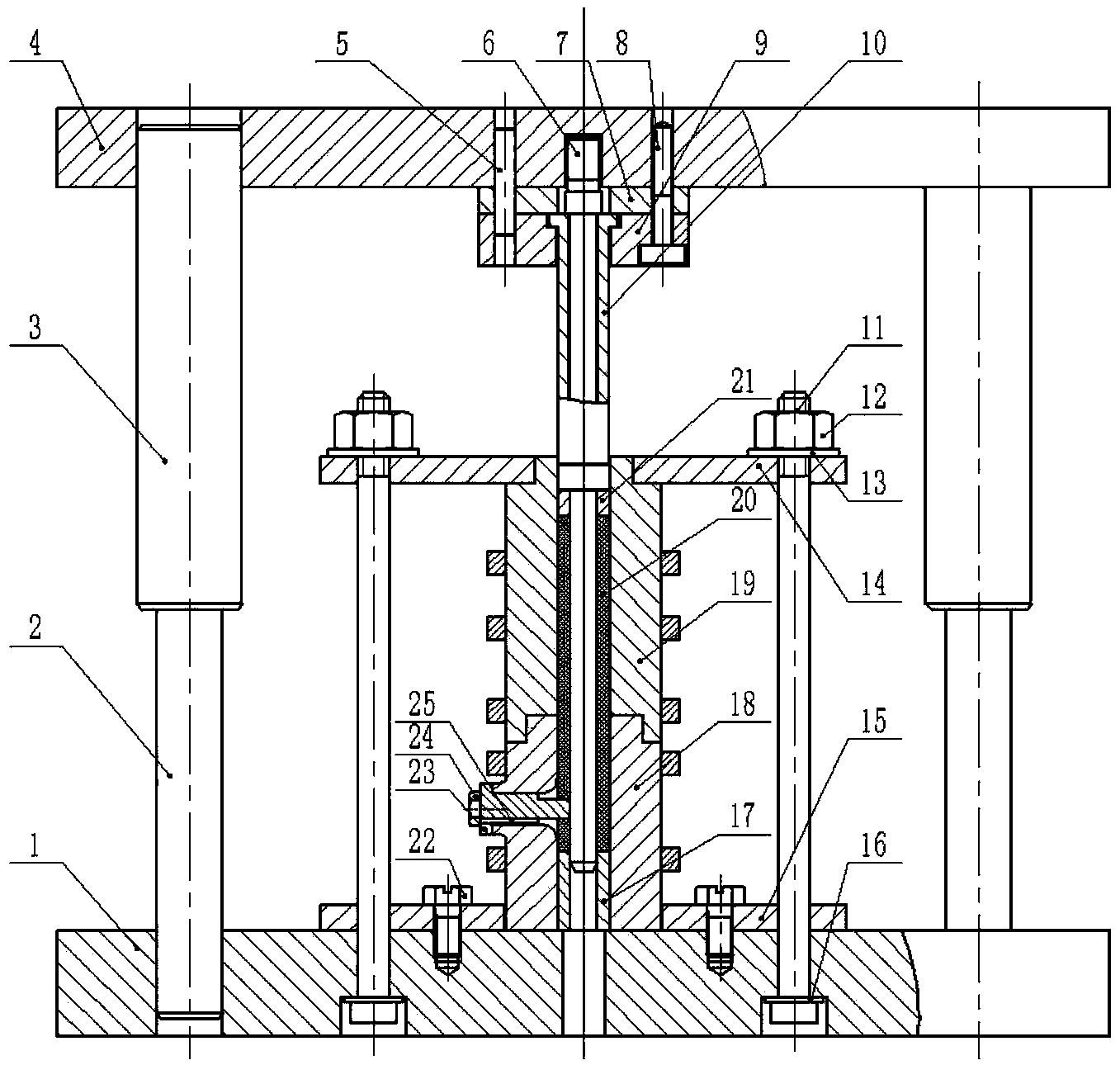
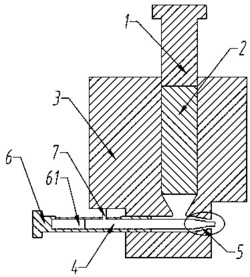
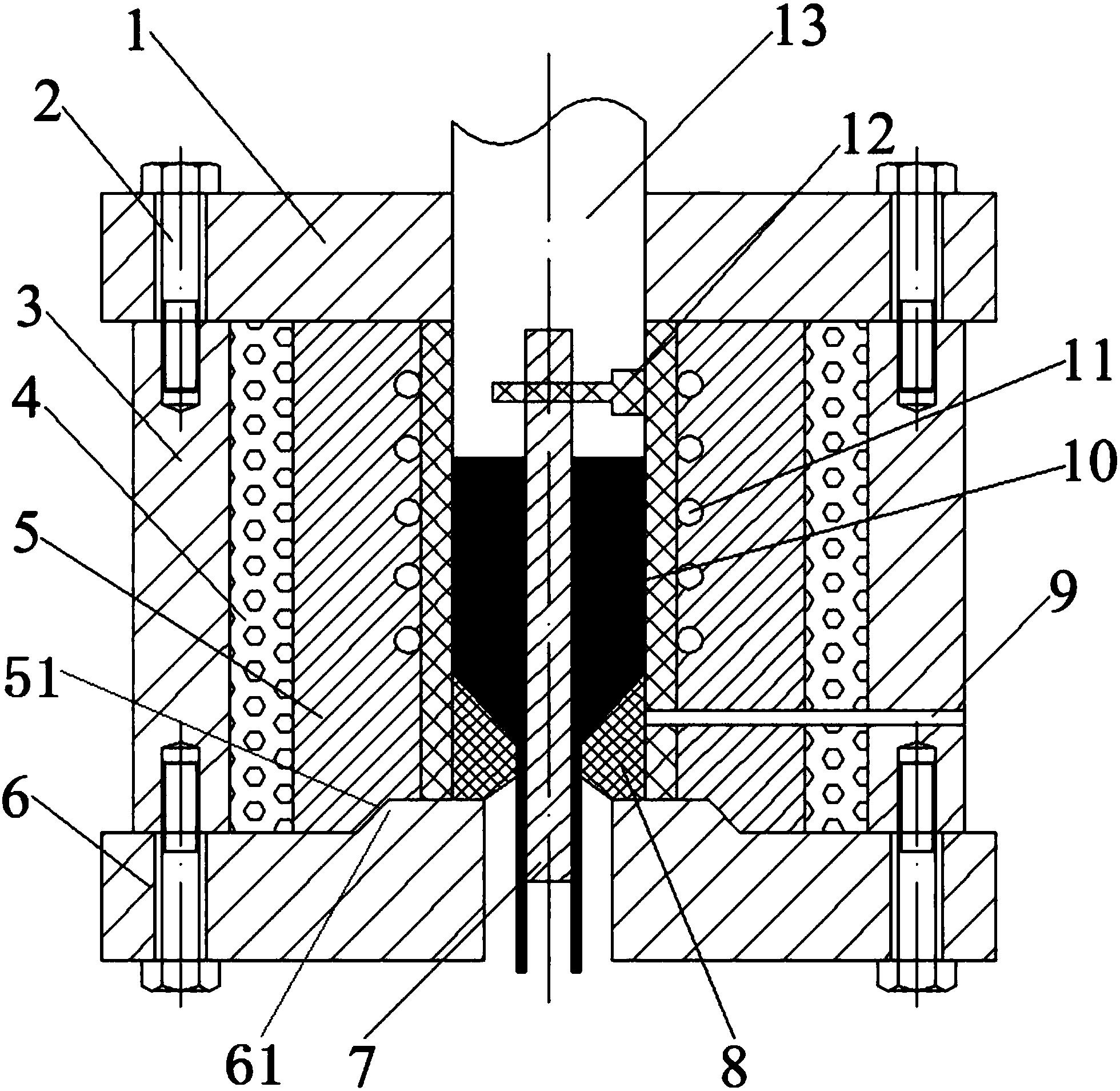
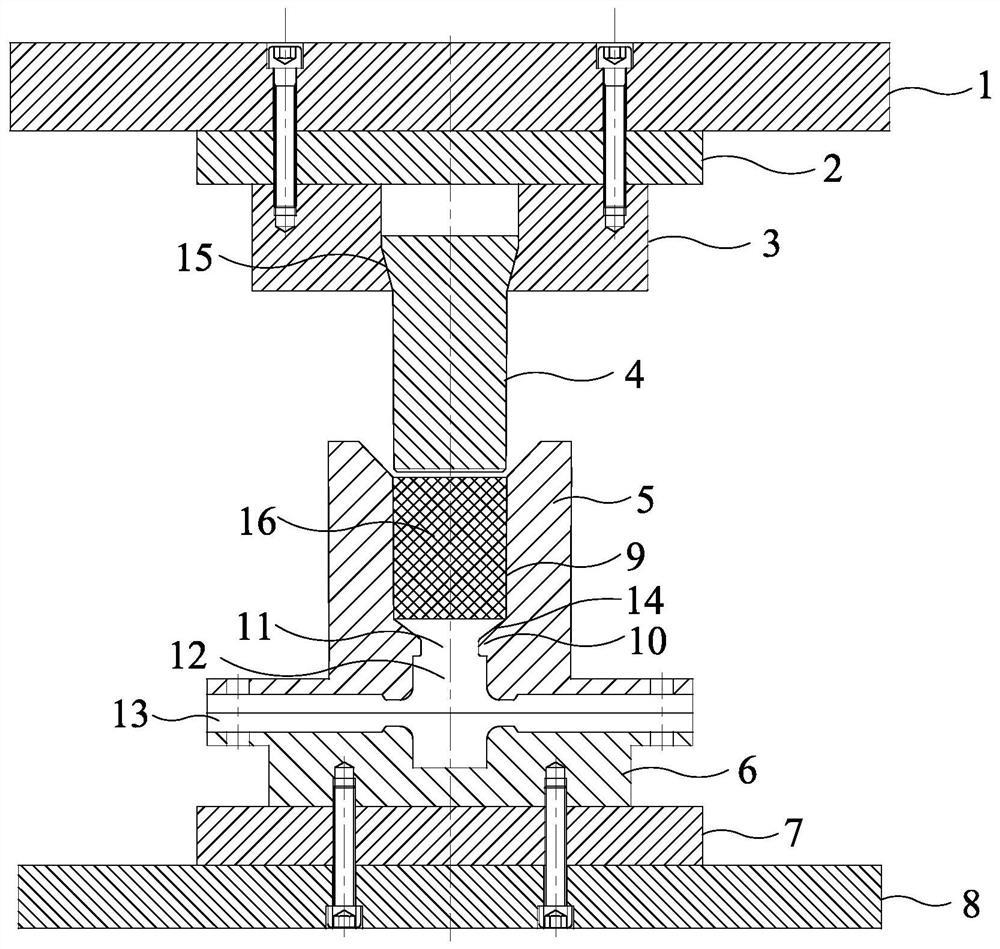
图3所示为实施例一种螺杆泵转子转模挤压成形装置的结构示意图。
图4所示为图3中B-B截面示意图。
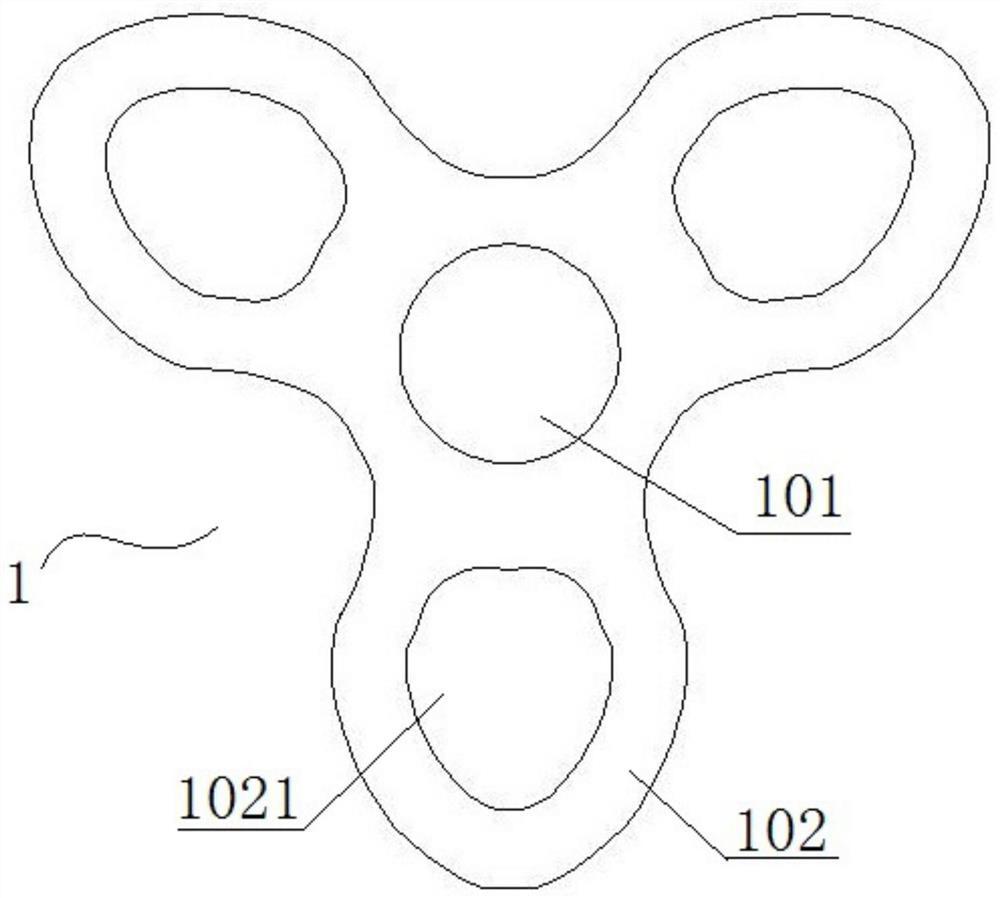
图5所示为实施例中转模结构示意图。
图6所示为实施例中上模结构示意图。
图7所示为实施例中下模结构示意图。
其中:1-转模,2-挤压筒,3-挤压顶杆,4-螺杆,5-机架,6-丝杠,7-挤压筒固定座,8-转模固定座,9-第一平键(转模),10-轴承,11-第二平键(挤压筒),12-螺栓,13-丝杠螺母,14-第三平键(丝杠螺母),15-上模,16-下模,17-定位销。
具体实施方式
下文将结合具体附图详细描述本发明具体实施例。应当注意的是,下述实施例中描述的技术特征或者技术特征的组合不应当被认为是孤立的,它们可以被相互组合从而达到更好的技术效果。
如图3-图4所示,本发明实施例一种螺杆泵转子转模挤压成形装置,包括机架5、丝杠6、挤压筒2、挤压筒固定座7、挤压顶杆3、转模1、转模固定座8;
优选的,所述转模1安装在转模固定座8孔内,转模1上加工有键槽,转模1通过第一平键9限位;转模1和转模固定座8孔为紧配合;转模固定座8安装在轴承10内圈上,转模固定座8和轴承内孔为紧配合;轴承10安装在机架5上,轴承10和机架5孔为紧配合;
优选的,所述的挤压筒2外表面加工有键槽,挤压筒2安放在挤压筒固定座7的座孔内,通过第二平键11限位。挤压筒2和挤压筒固定座7为松配合,挤压筒2沿轴线中心加工有一个高光洁度锥孔,金属坯料放置在锥孔内;挤压筒固定座7通过螺栓固定在机架5上;
优选的,所述的丝杠6前端加工有一个盲孔,挤压顶杆3固定头安放在所述盲孔内。丝杠6与丝杠螺母13相配合,丝杠螺母13加工有键槽,丝杠螺母13安放在机架5固定孔内,通过第三平键14限位;
优选的,如图5所示,所述转模1外形为圆柱体,圆柱体轴线中心开有带内螺旋的螺旋通孔,所述螺旋通孔与螺杆泵转子外形一致;所述转模1分为两部分或多部分,均通过定位销实现连接;优选的,如图6-图7所示,转模1分为上模15和下模16,上模15和下模16通过定位销连接。
如图1-图2所示,不失一般性,以G63型号单螺杆泵转子为例说明本发明一种螺杆泵转子转模挤压成形工艺:
S1、下304不锈钢棒料,长度320mm,进行退火处理,软化处理后棒料硬度降至200HV以下,车削外圆直径至Ф49;
S2、对转模1、挤压筒2及软化后的金属坯料进行挤压前的预处理,采用石墨、二硫化钼等润滑剂对转模1和挤压筒2与金属坯料相接触的接触面以及金属坯料表面进行润滑处理;
S3、将经过润滑处理后的金属坯料放入到挤压筒2中,对螺杆泵转子挤压成形装置的挤压顶杆3运动速度进行设定,对转模1的转动速度和扭矩进行设定;挤压顶杆3推动金属坯料挤出单位螺距长度(65mm)时,转模1完成一圈360°的旋转;转模1设定的扭矩能够保证坯料在转模内顺利转动;扭矩的大小一般可通过实验或计算确定。
金属坯料挤压成型后为空间螺旋结构,螺距65mm、偏心距7mm、截面圆直径Ф49均符合螺杆泵转子尺寸设计要求。
本文虽然已经给出了本发明的几个实施例,但是本领域的技术人员应当理解,在不脱离本发明精神的情况下,可以对本文的实施例进行改变。上述实施例只是示例性的,不应以本文的实施例作为本发明权利范围的限定。
一种螺杆泵转子转模挤压成形工艺及成形装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0