

IPC分类号 : B22D19/16,B22D13/00,B22D17/00,C21D1/26,C21D1/773,C21D9/40,C22F1/02,C22F1/16,C22C18/04,C22C1/02




专利摘要
本发明公开了一种包含假合金过渡层的Zn‑Al‑Fe合金复合轴套的制备方法,该轴套将液态的Zn‑Al合金与经过内表面处理的Fe合金套进行固‑液复合,制得的Zn‑Al‑Fe合金复合轴套具有高刚度、高强度、高弹塑性、高阻尼性以及高耐磨性,能有效承受重载荷磨损、减振及消音,减少结构的损坏和失效,解决了单一材料的性能缺陷的问题。本发明将Zn‑Al合金溶液与不同种类的铁合金以冶金方式结合,并真空扩散退火在Zn‑Al合金与Fe合金之间冶金扩散产生假合金过渡层,填充由晶格畸变产生的缝隙,制备出包含假合金过渡层的高强高阻尼的Zn‑Al‑Fe合金复合轴套。
权利要求
1.一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,其特征在于:轴套包括位于外层的Fe合金层(1)以及位于内层的Zn-Al合金层(3),在Fe合金层(1)和Zn-Al合金层(3)之间设置有Zn-Al-Fe假合金过渡层(2),其制备方法包括以下步骤:
步骤一、将轴套外层的Fe合金层的内表面进行预处理,得到预处理后的Fe合金层,备用;
步骤二、将预处理后的Fe合金层进行预热,得到预热后的Fe合金层,所述预热温度为350~380℃;
步骤三、制备Zn-Al液态合金,备用;
步骤四、将Zn-Al液态合金通过离心铸造或压力铸造法覆盖在预热后的Fe合金层的内层,Fe合金层与Zn-Al液态合金扩散形成Zn-Al-Fe假合金过渡层,待冷却后,将其放入真空炉中进行真空扩散退火,并随炉冷却,使得Zn-Al-Fe假合金过渡层(2)的厚度为200-500um,内层的Zn-Al合金成型,得到最终的复合轴套,所述退火温度为280~350℃,保温时间为4~6h。
2.根据权利要求1所述的一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,其特征在于:步骤一中所述Fe合金层的内表面进行预处理的方法为:将Fe合金层的内表面分别进行酸洗、水洗,将水洗后的Fe合金层烘干、打磨,打磨后使得Fe合金层内表面的粗糙度大于8μm。
3.根据权利要求1所述的一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,其特征在于:步骤三中Zn-Al液态合金的制备步骤为:
S1、分别将铝锭和锌锭切成小块,将其用丙酮清洗后,用温度为25~35℃的5%~10%的NaOH溶液清洗8~10min,再用去离子水清洗后,用25~35℃的20%~30%的硝酸溶液酸洗1~2min后,再用去离子水进行清洗,清洗后,干燥,得到预处理后的铝锭和锌锭;
S2、将预处理后的铝锭放入中频感应熔炼炉中熔炼,上面覆盖有复合盐,待温度达到690~710℃时加入预处理后的锌锭继续熔合,熔炼过程中加入复合盐进行覆盖,待材料全部熔化后升温至750~780℃,保温5~7min,得到混合均匀的金属熔体;
S3、将金属熔体进行精炼除气和过滤静置,得到Zn-Al液态合金。
4.根据权利要求3所述的一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,其特征在于:S2中所述复合盐包括质量比为4:5的脱水硼砂与氯化钾。
5.根据权利要求1所述的一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,其特征在于:所述Fe合金层(1)的体积占轴套的30-40%。
6.根据权利要求1所述的一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,其特征在于:所述Zn-Al合金层(3)中Al的质量分数为25-30%。
7.根据权利要求1所述的一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,其特征在于:所述Fe合金层(1)为低碳钢、低合金钢或弹簧钢中的一种。
说明书
技术领域
本发明涉及耐磨机械零件技术领域,具体涉及一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法。
背景技术
Cu合金具有高强度、高耐磨、高的承载能力等优良特性,是耐磨轴套的首选材料,但是,铜合金的价格昂贵。而Fe合金具有高强度和高的承载能力,但抗咬合和耐磨性差,Zn-Al合金具有质量轻,强度较高,耐磨损,阻尼性好等优点,替代铜合金广泛应用于低速重载磨损工况,为解决高速重载工况下铜合金轴套的替代品问题,需引入多组元材料提高轴套使用寿命,利用Zn-Al合金与Fe合金复合在一起,可形成高刚度、高耐磨性,高减振性的复合结构耐磨材料,作为减振轴套使用可增加结构的强度和阻尼性,改变结构的基本振动周期。
发明内容
为解决上述问题,本发明提供一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,该复合轴套采用固-液铸造复合法,主要包括离心铸造和压力铸造,将Zn-Al合金和Fe合金铸造复合成为一个完整的复合套,以满足使用性能,其工艺相对简单、稳定,设备成本低,效率高,可满足高速、重载工况条件下的承载、减振、耐磨要求使用性能。
本发明通过以下技术方案来实现:
一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,包括以下步骤:
步骤一、将轴套外层的Fe合金层的内表面进行预处理,得到预处理后的Fe合金层,备用;
步骤二、将预处理后的Fe合金层进行预热,得到预热后的Fe合金层,所述预热温度为350~380℃;
步骤三、制备Zn-Al液态合金,备用;
步骤四、将Zn-Al液态合金通过离心铸造或压力铸造法覆盖在预热后的Fe合金层的内层,Fe合金层与Zn-Al液态合金扩散形成Zn-Al-Fe假合金过渡层,待冷却后,将其放入真空炉中进行真空扩散退火,并随炉冷却,内层的Zn-Al合金成型,得到最终的复合轴套,所述退火温度为280~350℃,保温时间为4~6h。
进一步的,步骤一中所述Fe合金层的内表面进行预处理的方法为:将Fe合金层的内表面分别进行酸洗、水洗,将水洗后的Fe合金层烘干、打磨,打磨后使得Fe合金层内表面的粗糙度大于8μm。
进一步的,步骤三中Zn-Al液态合金的制备步骤为:
S1、分别将铝锭和锌锭切成小块,将其用丙酮清洗后,用温度为25~35℃的5%~10%的NaOH溶液清洗8~10min,再用去离子水清洗后,用25~35℃的20%~30%的硝酸溶液酸洗1~2min后,再用去离子水进行清洗,清洗后,干燥,得到预处理后的铝锭和锌锭;
S2、将预处理后的铝锭放入中频感应熔炼炉中熔炼,上面覆盖有复合盐,待温度达到690~710℃时加入预处理后的锌锭继续熔合,熔炼过程中加入复合盐进行覆盖,待材料全部熔化后升温至750~780℃,保温5~7min,得到混合均匀的金属熔体;
S3、将金属熔体进行精炼除气和过滤静置,得到Zn-Al液态合金。
进一步的,S2中所述复合盐包括质量比为4:5的脱水硼砂与氯化钾。
进一步的,所述轴套包括位于外层的Fe合金层以及位于内层的Zn-Al合金层,在Fe合金层和Zn-Al合金层之间设置有Zn-Al-Fe假合金过渡层。
进一步的,所述Fe合金层的体积占轴套的30-40%。
进一步的,所述Zn-Al-Fe假合金过渡层的厚度为200-500um。
进一步的,所述Zn-Al合金层中Al的质量分数为25-30%。
进一步的,所述Fe合金层为低碳钢、低合金钢或弹簧钢中的一种。
本发明的有益效果在于:
本发明的Zn-Al-Fe合金复合轴套,改变传统轴套材料性能单一的问题,实现了Zn-Al合金与Fe合金性能的协同,复合轴套具有高刚度、高强度、高耐磨性和高阻尼性,能有效起到耐磨和减振作用,减少了结构损伤和功能失效的情况,实现了两种金属材料优异性能的互补,其轴套的制备过程通过离心铸造的方法将制备的Zn-Al液态合金均匀覆盖在预热后的Fe合金层的内层,放入真空炉中进行真空扩散退火得到复合轴套,且制备Zn-Al液态合金时对铝锭和锌锭进行预处理,使其性能较好。
附图说明
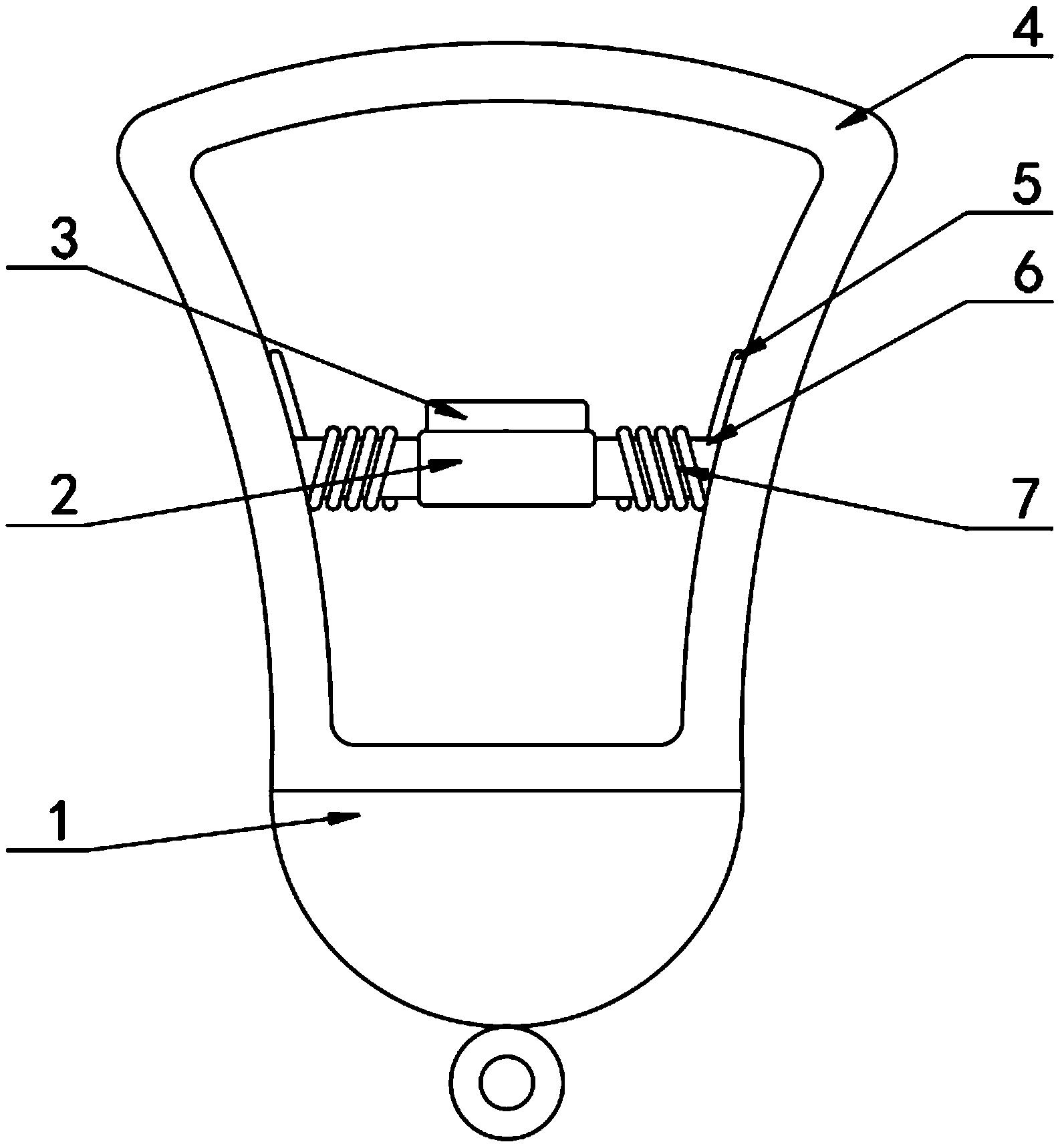
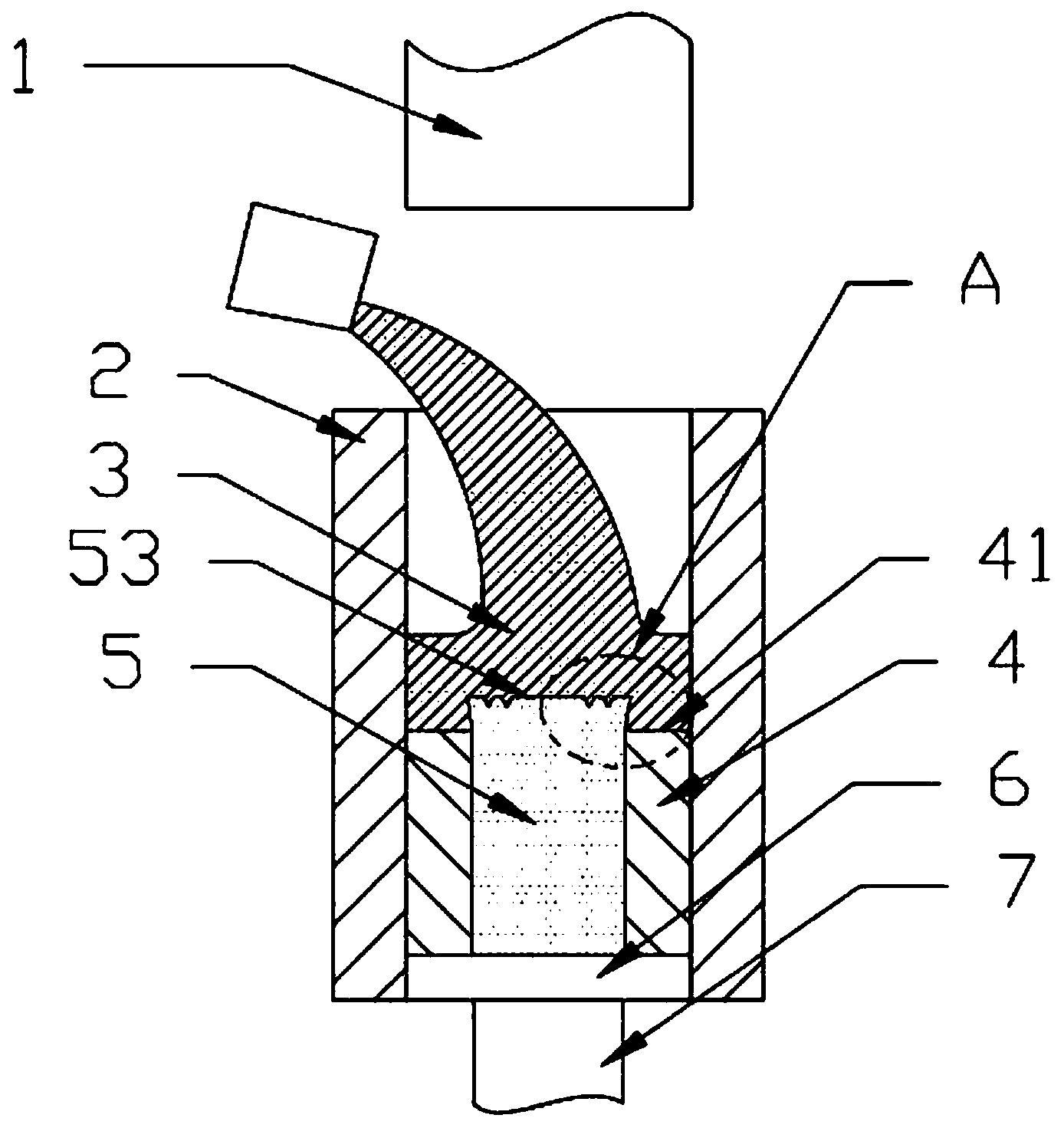
图1是本发明轴套的结构示意图;
附图标记:1、Fe合金层,2、Zn-Al-Fe假合金过渡层,3、Zn-Al合金层。
具体实施方式
下面将结合本发明的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
如图1所示,所述轴套包括位于外层的Fe合金层1以及位于内层的Zn-Al合金层3,所述Fe合金层1为低碳钢、低合金钢或弹簧钢中的一种,优选为45钢,保证轴套刚度和强度的同时,尽可能保证其弹性,所述Fe合金层1位于轴套的外层,充分发挥了Fe合金的高强度优势,所述Fe合金层1的体积占轴套的30-40%,所述Zn-Al合金层3位于轴套的内层,充分发挥了Zn-Al合金的高耐磨性和高阻尼的优势,Al与Zn融合能明显改善流动性,细化铸件晶粒结构并因此提高力学性能,所述Zn-Al合金层3中Al的质量分数为25-30%,在Fe合金层1和Zn-Al合金层3之间设置有Zn-Al-Fe假合金过渡层2,所述Zn-Al-Fe假合金过渡层2的厚度为200-500um,所述Zn-Al-Fe假合金过渡层2是外层的Fe合金层1与液态Zn-Al合金的扩散所形成的产物,以冶金结合的方式将两基体连接在一起,Zn-Al-Fe假合金过渡层的产生,填充由晶格畸变产生的缝隙,并减少硬脆相产生,制备出界面清晰致密的高性能Zn-Al/Fe合金复合轴套;
一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法,包括以下步骤:
步骤一、将轴套外层的Fe合金层的内表面进行预处理,得到预处理后的Fe合金层,备用;
步骤二、将预处理后的Fe合金层进行预热,得到预热后的Fe合金层,所述预热温度为350~380℃;
步骤三、制备Zn-Al液态合金,备用;
步骤四、将Zn-Al液态合金通过离心铸造或压力铸造法覆盖在预热后的Fe合金层的内层,Fe合金层与Zn-Al液态合金扩散形成Zn-Al-Fe假合金过渡层,待冷却后,将其放入真空炉中进行真空扩散退火,并随炉冷却,内层的Zn-Al合金成型,得到最终的复合轴套,所述退火温度为280~350℃,保温时间为4~6h。
进一步的,步骤一中所述Fe合金层的内表面进行预处理的方法为:将Fe合金层的内表面分别进行酸洗、水洗,将水洗后的Fe合金层烘干、打磨,打磨后使得Fe合金层内表面的粗糙度大于8μm。
进一步的,步骤三中Zn-Al液态合金的制备步骤为:
S1、分别将铝锭和锌锭切成小块,将其用丙酮清洗后,用温度为25~35℃的5%~10%的NaOH溶液清洗8~10min,再用去离子水清洗后,用25~35℃的20%~30%的硝酸溶液酸洗1~2min后,再用去离子水进行清洗,清洗后,干燥,得到预处理后的铝锭和锌锭;
S2、将预处理后的铝锭放入中频感应熔炼炉中熔炼,上面覆盖有复合盐,待温度达到690~710℃时加入预处理后的锌锭继续熔合,熔炼过程中加入复合盐进行覆盖,待材料全部熔化后升温至750~780℃,保温5~7min,使各元素均匀化,得到混合均匀的金属熔体;
S3、将金属熔体进行精炼除气和过滤静置,得到Zn-Al液态合金。
进一步的,S2中所述复合盐包括质量比为4:5的脱水硼砂与氯化钾。
以上显示和描述了本发明的基本原理、主要特征和优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
一种包含假合金过渡层的Zn-Al-Fe合金复合轴套的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0