









专利摘要
本发明公开了一种大型铝合金铸件石膏型精密铸造的浇铸工艺及冶金质量的控制方法,用于解决现有的大型薄壁复杂铝合金精密铸件石膏型调压铸造方法工艺参数难以控制的技术问题。其技术方案是铝合金液经过精炼后,转移至浇包内,采用六氯乙烷对合金液进行精炼处理;处理后的铝合金液、浇包以及铸型安置在真空罐中,真空度达到要求后浇注;浇注结束,迅速破除真空,经过保压、泄压,冷却至室温。由于采用浇包内熔体二次处理方法,解决了铝合金液因中间转移过程而产生氧化物夹杂等现象;采用真空增压的浇注凝固方法,将主要铸造工艺参数简化为控制真空度,保压压力以及保压时间,有效地控制了工艺参数。
说明书
技术领域技术领域
本发明涉及一种铸件石膏型精密铸造方法,特别是一种大型铝合金铸件石膏型精密铸造的浇铸工艺及冶金质量的控制方法。
技术背景背景技术
由于航空航天、兵器、舰船等高技术的发展和竞争,其零部件日益趋向整体化、薄壁化、大型化、形状复杂精细化,传统的机械加工、焊接、铆接、锻造、铸造等加工手段受到了很大的限制或根本无法加工。所以开发研究适合大型铝合金石膏型精密铸造的浇注工艺以及探索冶金质量的控制方法很有现实意义。
文献“大型薄壁复杂铝合金精密铸件石膏型调压铸造工艺,中国铸造装备与技术,赵建国,仪垂勇等,2003.no.6”公开了一种使用调压铸造方法生产大型铝合金铸件的工艺过程,该方法的操作过程复杂、需要控制的参数较多且运行成本很高。
文献“熔模石膏型真空增压铸造技术,铸造技术,王元庆,苏志权等,2009.vol30.no6.”公开了一种石膏型真空增压铸造技术,但并未给出一般性铸件的工艺参数。
发明内容发明内容
为了克服现有的大型薄壁复杂铝合金精密铸件石膏型调压铸造方法工艺参数难以控制的不足,本发明提供一种铝合金铸件石膏型精密铸造方法,采用浇包内熔体二次处理方法,可以解决铝合金液因中间转移过程而产生氧化物夹杂等现象;采用真空增压的浇注凝固方法,将主要铸造工艺参数简化为控制真空度,保压压力以及保压时间,可以较好地控制工艺参数。
本发明解决其技术问题所采用的技术方案:一种铝合金铸件石膏型精密铸造方法,其特点是包括以下步骤:
(1)将精炼处理结束的铝合金液转移到预热至200℃的过渡浇包中。
(2)将质量百分比为0.2~0.7%的六氯乙烷压块装入钟罩内,压入合金液中距离浇包底部10~15mm的位置,在水平面内移动,使其排出的气泡与合金液充分接触约1分钟,撇渣。
(3)将经过步骤(2)处理后的铝合金液、浇包以及铸型安置在真空罐中,密封真空罐,打开真空泵抽取罐中空气,10~20秒钟之内使其真空度达到0.007~0.002MPa,开始浇注。
(4)浇注结束后,迅速破除真空,使得罐中压力在10~30秒之内增至0.2~0.6MPa,并保持1~2小时。泄压,冷却至室温。
本发明的有益效果是:由于采用浇包内熔体二次处理方法,解决了铝合金液因中间转移过程而产生氧化物夹杂等现象;采用真空增压的浇注凝固方法,将主要铸造工艺参数简化为控制真空度,保压压力以及保压时间,有效地控制了工艺参数。
下面结合附图和具体实施方式对本发明作详细说明。
附图说明附图说明
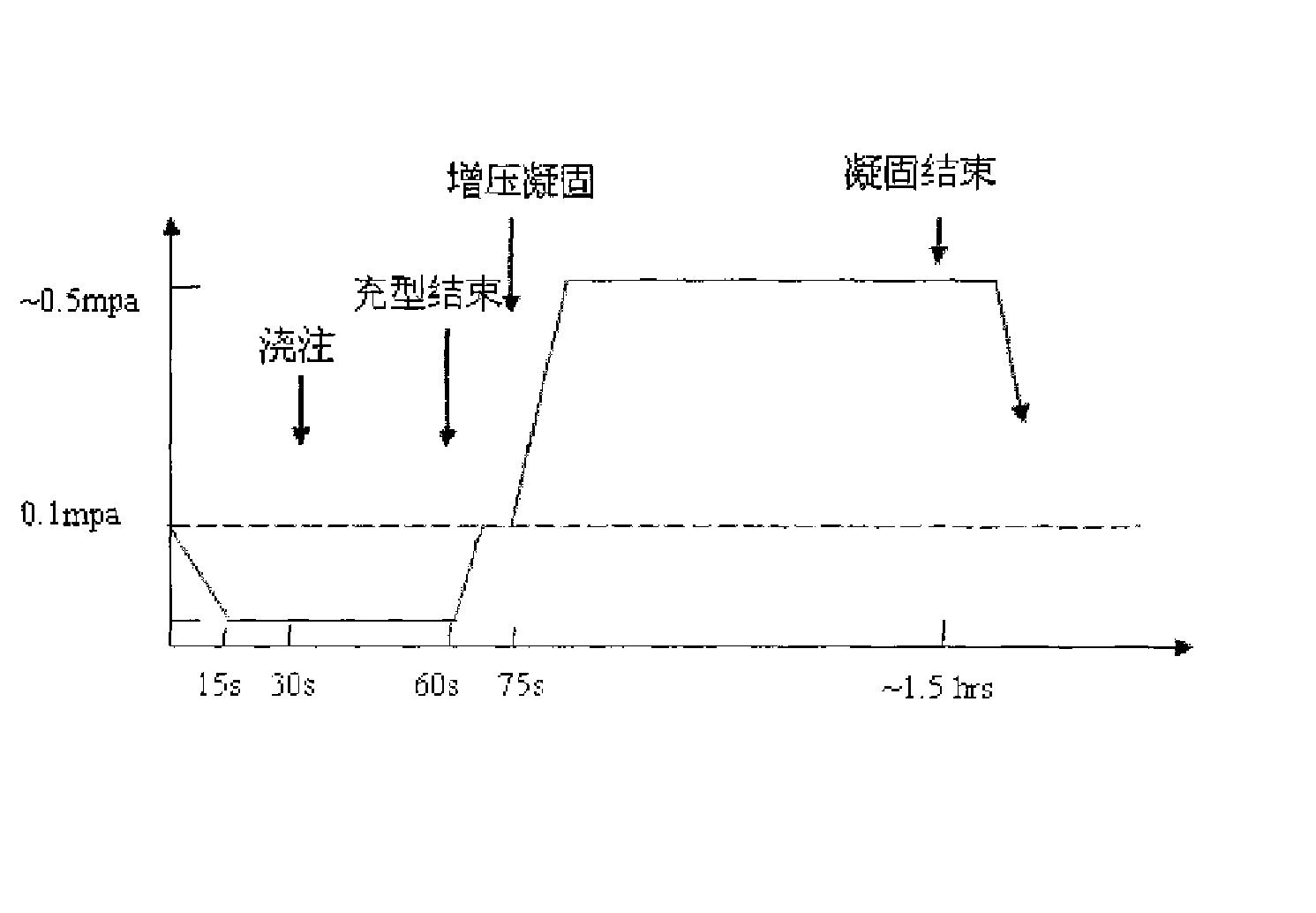
图1是本发明铝合金铸件石膏型精密铸造方法实施例1的压力控制曲线。
具体实施方式具体实施方式
实施例1:要求采用石膏型精密铸造技术铸造某型航空铸件,其尺寸长2800mm;宽1200mm;高420mm。
(1)将精炼处理结束的铝合金液转移到预热至200℃的过渡浇包中。(2)将质量百分比为0.5%的六氯乙烷压块装入钟罩内,压入合金液中距离浇包底部10mm的位置,在水平面内移动,使其排出的气泡与合金液充分接触约1分钟,撇渣。(3)将步骤(2)中处理后的金属液、浇包以及铸型安置在真空罐中,密封真空罐,打开真空泵抽取罐中空气,15秒钟之内使其真空度达到0.005MPa,开始浇注。(4)浇注结束后,迅速破除真空,使得罐中压力在15秒之内增至0.5MPa,并保持1.5小时,泄压,冷却至室温。
实施例2:要求采用石膏型精密铸造技术铸造某型航空铸件,其尺寸长2800mm;宽1200mm;高420mm。
(1)将精炼处理结束的铝合金液转移到预热至200℃的过渡浇包中。(2)将质量百分比为0.2%的六氯乙烷压块装入钟罩内,压入合金液中距离浇包底部12mm的位置,在水平面内移动,使其排出的气泡与合金液充分接触约1分钟,撇渣。(3)将步骤(2)中处理后的金属液、浇包以及铸型安置在真空罐中,密封真空罐,打开真空泵抽取罐中空气,10秒钟之内使其真空度达到0.002MPa,开始浇注。(4)浇注结束后,迅速破除真空,使得罐中压力在20秒之内增至0.2MPa,并保持1小时,泄压,冷却至室温。
实施例3:要求采用石膏型精密铸造技术铸造某型航空铸件,其尺寸长2800mm;宽1200mm;高420mm。
(1)将精炼处理结束的铝合金液转移到预热至200℃的过渡浇包中。(2)将质量百分比为0.4%的六氯乙烷压块装入钟罩内,压入合金液中距离浇包底部14mm的位置,在水平面内移动,使其排出的气泡与合金液充分接触约1分钟,撇渣。(3)将步骤(2)中处理后的金属液、浇包以及铸型安置在真空罐中,密封真空罐,打开真空泵抽取罐中空气,18秒钟之内使其真空度达到0.007MPa,开始浇注。(4)浇注结束后,迅速破除真空,使得罐中压力在25秒之内增至0.6MPa,并保持2小时,泄压,冷却至室温。
实施例4:要求采用石膏型精密铸造技术铸造某型航空铸件,其尺寸长2800mm;宽1200mm;高420mm。
(1)将精炼处理结束的铝合金液转移到预热至200℃的过渡浇包中。(2)将质量百分比为0.7%的六氯乙烷压块装入钟罩内,压入合金液中距离浇包底部15mm的位置,在水平面内移动,使其排出的气泡与合金液充分接触约1分钟,撇渣。(3)将步骤(2)中处理后的金属液、浇包以及铸型安置在真空罐中,密封真空罐,打开真空泵抽取罐中空气,20秒钟之内使其真空度达到0.004MPa,开始浇注。(4)浇注结束后,迅速破除真空,使得罐中压力在30秒之内增至0.4MPa,并保持1.5小时,泄压,冷却至室温。
大型铝合金铸件石膏型精密铸造的浇铸工艺及冶金质量的控制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0