

IPC分类号 : C22C18/02,C22F1/16,B22D7/00,C21D9/00,B21C37/04,B23P15/00,A61L31/02,A61L31/14










专利摘要
本发明公开了一种医用锌合金支架及其生产方法,属于医用材料技术领域。该支架的合金元素含量低,其丝材所具有的连续拉拔高塑性和退火强韧化效果是其他生物医用可降解合金丝材所不具备的。根据这一特性,采用本发明中的连续拉拔锌合金丝材可无缝接入支架编织机编织成支架产品,生产效率极高。编织完的支架经退火后,结构强度得到大幅提高,支架径向支撑力增加,同时弱化锌合金丝材中由于拉拔和编织加工带来的内应力。以上特点足以表明,本发明所述的医用锌合金支架及其生产方法可实现大规模高效率生产,且由于丝材拉拔后所具有的高塑性,支架产品成型断丝率低,可保持较高的支架成品率。
权利要求
1.一种医用锌合金支架的生产方法,该医用锌合金支架的成分的质量百分比组成为0.1~0.3%铜、0.05~0.15%镁、以及余量的锌,其特征在于,包括如下步骤:
(1)将高纯锌、高纯铜、高纯镁混合熔炼,浇入水冷模,获得合金铸锭;
(2)对合金铸锭进行均匀化处理,处理温度为380~400℃,时间为48h;
(3)将均匀化处理的合金铸锭挤压为直径2.5mm的粗丝,挤压比为16:1,挤压温度为230~250℃,挤压速度为5mm/s;
(4)将粗丝在室温下多线并行连续拉拔成直径0.3mm的细丝,拉拔单道次变形量为10%~20%,初次拉拔速度为5mm/s~10mm/s;
(5)将并行的多股细丝送入支架编织机器编织成支架;
(6)对支架进行260℃~280℃热处理7~9min;
(7)对支架进行清洗、灭菌、烘干,即得所述医用锌合金支架。
2.根据权利要求1所述的生产方法,其特征在于,所述步骤(4)中,各道次拉拔速度以梯度设置,从初道次开始,拉拔速度逐渐增大,每道次的速率增幅△V=V*a/(1-a)
其中,a为单道次变形量,V为前一道次拉拔速度。
3.根据权利要求2所述的生产方法,其特征在于,所述步骤(5)中,支架编织机器的进丝速度与步骤(4)中末道次的拉拔速度相同。
4.根据权利要求1所述的生产方法,其特征在于,所述步骤(5)中,支架的丝材的抗拉强度均高于175MPa,延伸率高于75%。
5.根据权利要求4所述的生产方法,其特征在于,所述步骤(6)中,热处理后的支架的丝材的拉强度高于270MPa,延伸率高于17%。
6.根据权利要求1所述的生产方法,其特征在于,所述步骤(5)中,根据目标支架的直径,更换支架编织机内的芯棒。
7.根据权利要求6所述的生产方法,其特征在于,所述步骤(5)中,通过改变所述芯棒的进给速度,控制支架的编织疏密程度。
说明书
技术领域
本发明属于医用材料技术领域,具体涉及一种医用锌合金支架及其生产方法。
背景技术
镁基、铁基以及锌基合金是当前具有应用前景的三大生物可降解医用金属材料。铁基合金具有突出的力学性能,但降解极其缓慢且降解产物易堆积对人体造成负面影响。镁基合金在人体内具有良好的生物相容性。然而,由于其化学性质非常活泼,在人体环境下降解过快,过早失去力学性能完整性,在多数病例下无法服役至患处痊愈。锌具有介于镁和铁的降解速率,是人体内必须的微量元素,参与多种生命活动。因此,锌基合金作为生物医用可降解金属材料具有非常大的发展潜力。目前关于生物可降解锌合金成分的研究有很多,如锌镁系、锌铜系、锌锰系、锌锂系等。例如专利CN201510785360提供了一种医用可降解Zn-Cu-X合金,避免了镁基合金材料降解过快或铁基合金材料降解过慢的问题,但其铜含量为1%~10%,在长期的体内降解的过程中,过多铜的释放可能会对人体产生负面影响,生物医用可降解锌合金的成分设计应倾向于微合金化,减少不利于人体健康的合金元素含量。
目前,金属植入支架的制备方法主要有管材激光雕刻和丝材编织两种。相比于管材激光雕刻,丝材编织的成本低,操作方便同时设备要求低,可大量生产,是实现支架规模化生产的最佳解决方案。当前生物医用可降解合金丝材,如镁合金,它的加工硬化率较高,在丝材拉拔过程中需要不断退火,因而不能实现连续生产,效率较低。另外金属丝材在拉拔和编织成植入支架的过程中,由于丝材变形会产生大量内应力,影响支架在体内的降解性能,其中以镁合金材料尤为显著。大量文献表明,内应力的存在会加速镁合金在体内环境下的腐蚀,使镁合金丝材过早失去力学性能完整性结束服役。虽然镁合金支架的内应力可以通过退火削弱,但是这样会大幅降低支架的结构强度。综合以上生产及应用需求,当前亟待一种丝材以及生产方法能够较好的解决以上问题。
发明内容
发明目的:为了克服现有技术的缺陷,本发明提供了一种医用锌合金支架,该锌合金支架的降解速率适中,合金元素对人体危害小。
本发明的另一目的是提供一种上述医用锌合金支架的生产方法,该方法可适用于工业连续生产。
技术方案:本发明所述的一种医用锌合金支架,其特征在于,成分的质量百分比组成为0.1~0.3%铜、0.05~0.15%镁、以及余量的锌。
对应于上述医用锌合金支架,本发明提供的生产方法所采用的技术方案,包括如下步骤:
(1)将高纯锌、高纯铜、高纯镁混合熔炼,浇入水冷模,获得合金铸锭;
(2)对合金铸锭进行均匀化处理,处理温度为380~400℃,时间为48h;
(3)将均匀化处理的合金铸锭挤压为直径2.5mm的粗丝,挤压比为16:1,挤压温度为230~250℃,挤压速度为5mm/s;
(4)将粗丝在室温下多线并行连续拉拔成直径0.3mm的细丝,拉拔单道次变形量为10%~20%,初次拉拔速度为5mm/s~10mm/s;
(5)将并行的多股细丝送入支架编织机器编织成支架;
(6)对支架进行260℃~280℃热处理7~9min;
(7)对支架进行清洗、灭菌、烘干,即得所述医用锌合金支架。
具体的,所述步骤(4)中,各道次拉拔速度以梯度设置,从初道次开始,拉拔速度逐渐增大,每道次的速率增幅
△V=V*a/(1-a)
其中,a为单道次变形量,V为前一道次拉拔速度。增幅与前一道次的锌合金丝材变形量和拉拔速度相匹配,使得梯度设置的拉拔速度可有效减少锌合金丝材表面的损伤,获得更平滑的丝材表面。
所述步骤(5)中,支架编织机器的进丝速度与步骤(4)中末道次的拉拔速度相同。从而将拉拔得到的丝材直接对接支架编织机器即可实现拉拔、编织过程无缝衔接、连续生产。
所述步骤(5)中,支架的丝材的抗拉强度均高于175MPa,延伸率高于75%。
所述步骤(6)中,热处理后的支架的丝材的拉强度高于270MPa,延伸率高于17%。
进一步的,所述步骤(5)中,根据目标支架的直径,更换支架编织机内的芯棒。
所述步骤(5)中,通过改变所述芯棒的进给速度,控制支架的编织疏密程度。
有益效果:与现有技术相比,该医用锌合金支架以低合金化为成分设计原则,其合金元素铜含量仅为0.1wt.%~0.3wt.%,可有效避免单位时间内降解进入人体的铜元素量过多,避免对人引起运动障碍、肝硬化等问题。
该医用锌合金支架的生产方法,采用380~400℃对合金铸锭均匀处理48h,使元素均匀分布以保证锌合金坯料整体性能一致。再以16:1的挤压比进行挤压,使坯料顺利挤压成型且获得细晶组织。最后拉拔工艺控制在10~20%的单道次变形量,以保证锌合金丝材在室温下能连续拉拔成型,无需退火,实现连续生产。
所用的丝材退火前塑性优异,退火后抗拉强度进一步提高。力学性能良好的特点正契合编织支架的性能需求。可实现锌合金丝材先编织成支架后热处理强化,同时削弱丝材连续拉拔和编织带来的内应力,更加适应工业连续生产,且避免因内应力影响支架在体内的降解性能。
附图说明
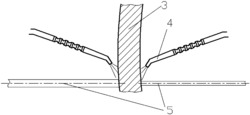
图1是本发明的医用锌合金支架生产流程示意图;
图2是铸态纯锌金相图;
图3是本发明实施例1中锌铜镁合金铸态金相图;
图4是拉拔态直径为0.3mm纯锌丝材金相图;
图5是本发明实施例1中拉拔态直径为0.3mm锌合金丝材金相图;
图6是本发明实施例1中锌合金丝材、热处理后锌合金丝材以及纯锌丝材的工程应力应变曲线。
具体实施方式
下面,结合具体实施例对本发明做进一步详细说明。
本发明的医用锌合金支架成分的质量百分比组成为0.1~0.3%铜、0.05~0.15%镁、以及余量的锌。其生产步骤包括:
(1)将高纯锌、高纯铜、高纯镁混合熔炼,浇入水冷模,获得合金铸锭;
(2)对合金铸锭进行均匀化处理,处理温度为380~400℃,时间为48h;
(3)将均匀化处理的合金铸锭挤压为直径2.5mm的粗丝,挤压比为16:1,挤压温度为230~250℃,挤压速度为5mm/s;
(4)将粗丝在室温下多线并行连续拉拔成直径0.3mm的细丝,拉拔单道次变形量为10%~20%,初次拉拔速度为5mm/s~10mm/s;各道次拉拔速度以梯度设置,从初道次开始,拉拔速度逐渐增大,每道次的速率增幅
△V=V*a/(1-a)
其中,a为单道次变形量,V为前一道次拉拔速度。增幅与前一道次的锌合金丝材变形量和拉拔速度相匹配;
(5)将并行的多股细丝送入支架编织机器编织成支架;支架编织机器的进丝速度与步骤(4)中末道次的拉拔速度相同;生产时,通过更换支架编织机内的芯棒,使支架的直径达到目标要求,并通过改变芯棒的进给速度,得到合适的支架编织疏密程度;此步骤中支架的丝材的抗拉强度均高于175MPa,延伸率高于75%,具有优异的塑性;
(6)对前述步骤的支架进行260℃~280℃热处理7~9min;热处理后的支架的丝材的拉强度高于270MPa,延伸率高于17%,力学性能较好,且削弱了其中的内应力。
(7)对支架进行清洗、灭菌、烘干,即得所述医用锌合金支架。
实施例1:合金元素铜和镁的设计含量分别为0.2wt.%、0.1wt.%,熔炼时需适当增配,制备过程如下:
(1)将高纯锌、高纯铜、高纯镁混合熔炼,浇入水冷模,获得合金铸锭;
(2)将步骤(1)中所得的铸锭进行均匀化处理,处理温度为390℃,时间为48h;
(3)将步骤(2)中所得的合金锭挤压为直径2.5mm的粗丝,挤压比为16:1挤压温度为240℃,挤压速度为5mm/s;
(4)将步骤(3)中所得的粗丝在室温下多线并行生产,连续拉拔成直径0.3mm的细丝,拉拔单道次变形量为15%,初次拉拔速度为8mm/s;
(5)将步骤(4)中所得的多股锌合金丝材送入支架编织机器编织成支架;
(6)将步骤(5)中所得的锌合金支架于280℃热处理8min,获得强韧化锌合金支架;
(7)将步骤(6)中所得的锌合金支架清洗、灭菌、烘干,得到最终锌合金支架产品。
如图2所示,铸态纯锌组织粗大,而如图3所示,合金元素铜、镁的加入使得组织得到明显细化。进一步结合图5,拉拔后,锌合金组织得到极大地细化,比图4所示的纯锌丝材的组织更细。图6所示的合金丝材力学性能测试表明,合金元素铜和镁的添加使得合金丝材的强度和延伸率大幅提高,延伸率达到近80%,抗拉强度约185MPa,而纯锌丝的延伸率约30%,抗拉强度约为80MPa。对锌合金丝材进行280℃*8min的热处理,合金丝的强度提升显著,达到270MPa,延伸率仍然满足应用要求。
实施例2:合金元素铜和镁的设计含量分别为0.1wt.%、0.05wt.%,熔炼时需适当增配,制备过程如下:
(1)将高纯锌、高纯铜、高纯镁混合熔炼,浇入水冷模,获得合金铸锭;
(2)将步骤(1)中所得的铸锭进行均匀化处理,处理温度为380℃,时间为48h;
(3)将步骤(2)中所得的合金锭挤压为直径2.5mm的粗丝,挤压比为16:1挤压温度为230℃,挤压速度为5mm/s;
(4)将步骤(3)中所得的粗丝在室温下多线并行生产,连续拉拔成直径0.3mm的细丝,拉拔单道次变形量为20%,初次拉拔速度为10mm/s;
(5)将步骤(4)中所得的多股锌合金丝材送入支架编织机器编织成支架;
(6)将步骤(5)中所得的锌合金支架于260℃热处理8min,获得强韧化锌合金支架;
(7)将步骤(6)中所得的锌合金支架清洗、灭菌、烘干,得到最终锌合金支架产品。
连续拉拔得到的锌合金丝材延伸率90%,抗拉强度175MPa。260℃*8min的热处理后丝材强度显著提高,达到近270MPa,延伸率仍然满足应用要求。
实施例3:合金元素铜和镁的设计含量分别为0.3wt%、0.15wt%,熔炼时需适当增配,制备过程如下:
(1)将高纯锌、高纯铜、高纯镁混合熔炼,浇入水冷模,获得合金铸锭;
(2)将步骤(1)中所得的铸锭进行均匀化处理,处理温度为400℃,时间为48h;
(3)将步骤(2)中所得的合金锭挤压为直径2.5mm的粗丝,挤压比为16:1挤压温度为250℃,挤压速度为5mm/s;
(4)将步骤(3)中所得的粗丝在室温下多线并行生产,连续拉拔成直径0.3mm的细丝,拉拔单道次变形量为10%,初次拉拔速度为5mm/s;
(5)将步骤(4)中所得的多股锌合金丝材送入支架编织机器编织成支架;
(6)将步骤(5)中所得的锌合金支架于270℃热处理9min,获得强韧化锌合金支架;
(7)将步骤(6)中所得的锌合金支架清洗、灭菌、烘干,得到最终锌合金支架产品。
连续拉拔锌合金丝的材延伸率近70%,抗拉强度约200MPa。270℃*9min退火处理后,锌合金丝强度提高显著,达到近285MPa,延伸率仍然满足应用要求。
本发明医用锌合金支架的合金元素含量低,其丝材所具有的连续拉拔高塑性和退火强韧化效果是其他生物医用可降解合金丝材所不具备的。根据这一特性,用本发明中的连续拉拔锌合金丝材可无缝接入支架编织机编织成支架产品,生产效率极高。编织完的支架经退火后,结构强度得到大幅提高,支架径向支撑力增加,同时弱化锌合金丝材中由于拉拔和编织加工带来的内应力。以上特点足以表明,本发明所述的医用锌合金支架及其生产方法可实现大规模高效率生产,且由于丝材拉拔后所具有的高塑性,支架产品成型断丝率低,可保持较高的支架成品率。
一种医用锌合金支架及其生产方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0