








专利摘要
本发明公开了一种具有液滴自吸型表面形貌的拉刀及其制备方法。在拉削加工时,切削液难以进入刀尖部位,这很容易造成拉刀刀尖部分发生摩擦磨损。本发明一种具有液滴自吸型表面形貌的拉刀,包括刀柄和加工刀身。加工刀身上设置有依次排列的n个加工刀齿。加工刀齿的前刀面及后刀面上均开设有多个细微槽。加工刀齿的后刀面上均开设有储液槽。本发明制备方法采用的制备装置包括水平工作滑台、绝缘垫块、工作液箱、立柱、导轨、第一丝杆、支撑件、第一螺母、第一电机、底板、电火花加工组件和竖直工作滑台。本发明通过切削液液滴自吸式输送的方法向拉削刀具刀尖输送切削液,进而实现拉刀的冷却和润滑。
权利要求
1.一种具有液滴自吸型表面形貌的拉刀,包括刀柄和加工刀体;其特征在于:加工刀体上设置有依次排列的n个加工刀齿;所述的加工刀齿上开设有m个或m+1个分屑槽,m≥5;相邻的两个加工刀齿上分屑槽的数量不相等;分屑槽将一个加工刀齿的后刀面分隔为m+1个或m+2个分刀面;
所述加工刀齿的前刀面及所有分刀面上均开设有依次排列的多个细微槽;所有细微槽的两侧面均垂直于刀尖;细微槽的槽深为a,20μm≤a≤100μm;相邻两个细微槽的间距为b,0.2mm≤b≤1mm;所述细微槽靠近刀尖的那端与刀尖的距离为c,0.08mm≤c≤0.2mm;所述加工刀齿的每个分刀面上均开设有储液槽;分刀面上所有细微槽远离刀尖的那端均与该分刀面上的储液槽连通。
2.根据权利要求1所述的一种具有液滴自吸型表面形貌的拉刀,其特征在于:所述的储液槽位于分刀面上远离刀尖的那一侧;所述储液槽的内壁与后刀面各边缘的距离均大于x,0.1mm≤x≤1mm;所述的储液槽横截面面积与分刀面面积的比值为d,1/4≤d≤2/5。
3.根据权利要求1所述的一种具有液滴自吸型表面形貌的拉刀,其特征在于:所述储液槽横截面的形状为椭圆形、菱形、矩形或圆角矩形;所述细微槽形状的横截面为矩形或梯形。
4.根据权利要求1所述的一种具有液滴自吸型表面形貌的拉刀,其特征在于:还包括精修刀体;所述的精修刀体上设置有依次排列的多个精修刀齿。
5.如权利要求1所述的一种具有液滴自吸型表面形貌的拉刀的制备方法,其特征在于:采用的制备装置包括脉冲电源和微细电火花加工台架;所述的微细电火花加工台架包括水平工作滑台、绝缘垫块、工作液箱、立柱、导轨、第一丝杆、支撑件、第一螺母、第一电机、底板、电火花加工组件和竖直工作滑台;所述的水平工作滑台包括工作底架、工作光轴、第二丝杆、第二电机和工作滑块;所述工作底架的底面与底板的顶面固定;平行设置的两根工作光轴均与工作底架固定;第二丝杆支承在工作底架上;所述的工作滑块与两根工作光轴构成滑动副;固定在工作滑块上的第二螺母与第二丝杆构成螺旋副;所述的第二丝杆由第二电机驱动;所述工作滑块的顶面与工作液箱底面固定;所述工作液箱内壁的底部固定有绝缘垫块;待加工拉刀组放置在绝缘垫块上;待加工拉刀组由并排设置的q把拉刀组成;
两根立柱均固定在底板上;所述第一丝杆的两端分别支承在两个立柱上;导轨的两端与两个立柱分别固定;所述的支撑件与导轨构成滑动副;固定在支撑件上的第一螺母与第一丝杆构成螺旋副;所述的第一丝杆由第一电机驱动;
所述的竖直工作滑台包括竖直滑块、竖支架、第三丝杆和第三电机;所述竖支架的顶端与支撑件固定;所述的第三丝杆支承在竖支架上;所述的竖直滑块与竖支架构成滑动副;固定在竖直滑块上的第三螺母与第三丝杆构成螺旋副;所述的第三丝杆由第三电机驱动;
所述的电火花加工组件包括驱动组件、连接块、固定板和电极板;所述的连接块与竖直滑块固定;所述连接块底部的两端与两块固定板的顶端分别固定;电极板的两端分别支承在两块固定板的底端;所述的电极板由第四电机驱动;
所述的电极板沿电极板长度方向均布有多个电极棒;电极棒的直径为D,0.02mm≤D≤0.1mm;相邻两个电极棒的间距为d=p×b,3≤p≤6,p为整数;所述脉冲电源的正极、负极与待加工拉刀组、电极板分别连接;
该具有液滴自吸型表面形貌的拉刀的制备方法具体如下:
步骤一、取q把待加工拉刀用丙酮、铬酸溶液、水、无水乙醇依次洗涤;
步骤二、用激光打标机在q把待加工拉刀上加工出储液槽;
步骤三、依次用蒸馏水、无水乙醇清洗步骤二得到的待加工拉刀;
步骤四、将步骤三清洗后的q把待加工拉刀并排放置到微细电火花加工台架内的绝缘垫块上;该q把待加工拉刀作为待加工拉刀组;在工作液箱中加入工作液至漫过待加工拉刀组的所有刀齿;
步骤五、驱动第一电机,使电极板到达最靠近刀柄的容屑槽正上方;驱动第二电机,使得待加工拉刀组的一个侧面与其中一块固定板内侧面的间距达到f,2mm≤f≤5mm;驱动第四电机,使得电极棒轴线垂直于拉刀前刀面;驱动第一电机及第三电机,使得电极板下降至与待加工拉刀容屑槽底部的间距达到e,e≥0.1mm,且电极棒外端与待加工拉刀前刀面的间距达到g,0.5D≤g≤D;
步骤六、启动脉冲电源,同时驱动第一电机及第三电机,使得电极板以k的速度沿前刀面倾斜向上运动至电极棒轴线与拉刀刀尖的距离达到h,其中,0.05mm≤h≤0.1mm,k=s/t,s=0.5D,t为脉冲电源释放相邻两次脉冲的时间差;
步骤七、关闭脉冲电源,同时驱动第一电机及第三电机,使得电极板运动至容屑槽外部;
步骤八、驱动第一电机,使得电极板向远离刀柄的方向移动r,r为待加工拉刀相邻两个刀尖的间距;
步骤九、重复执行n-1次步骤六、七和八;
步骤十、驱动第一电机,使电极板到达最靠近刀柄的容屑槽的正上方;驱动第二电机,使待加工拉刀组沿待加工拉刀组宽度方向移动0.5mm;
步骤十一、重复执行p-1次步骤六、七、八、九和十;每次执行步骤十时,待加工拉刀组的移动方向相同;
步骤十二、驱动第四电机,使得电极板旋转至电极棒轴线垂直于拉刀后刀面的状态;驱动第一电机,使电极板到达最靠近刀柄的工作刀齿的正上方,且电极棒轴线与该工作刀齿刀尖的距离达到h;驱动第二电机,使得待加工拉刀组的一个侧面与其中一块固定板内侧面的间距达到f;
步骤十三、驱动第三电机,使电极板下降至电极棒外端端面与该工作刀齿后刀面的距离达到g;
步骤十四、启动脉冲电源,同时驱动第一电机及第三电机,使得电极板沿后刀面运动至储液槽处;
步骤十五、驱动第三电机,使得电极板向上运动超过3mm;
步骤十六、驱动第一电机,使得电极板向远离刀柄的方向移动r-w;r为待加工拉刀相邻的两个刀尖的间距,w为步骤十四中电极板移动的水平距离;
步骤十七、重复执行n-1次步骤十三、十四、十五和十六;
步骤十八、驱动第一电机,使电极板到达最靠近刀柄的工作刀齿的正上方,且电极棒轴线与该工作刀齿刀尖的距离达到h;驱动第二电机,使待加工拉刀组沿待加工拉刀组宽度方向移动0.5mm;
步骤十九、重复执行p-1次步骤十三、十四、十五、十六、十七和十八;每次执行步骤十八时,待加工拉刀组的移动方向相同;
步骤二十、关闭脉冲电源,取出待加工拉刀并干燥。
6.根据权利要求5所述的一种具有液滴自吸型表面形貌的拉刀的制备方法,其特征在于:所述的第一电机固定在其中一个立柱上,第一电机的输出轴与第一丝杆的一端固定;所述的第二电机固定在工作底架上;第二电机的输出轴与第二丝杆的一端固定;所述的第三电机固定在竖支架的顶端;第三电机的输出轴与第三丝杆的一端固定;所述第一丝杆、第二丝杆和第三丝杆的轴线两两相互垂直;所述的驱动组件包括从动同步带轮、同步带、主动同步带轮、第四电机;所述的从动同步带轮及主动同步带轮均支承在其中一块固定板上;从动同步带轮及主动同步带轮通过同步带连接;从动同步带轮与电极板的一端固定;第四电机固定在其中一块固定板上;第四电机的输出轴与主动同步带轮固定。
7.根据权利要求5所述的一种具有液滴自吸型表面形貌的拉刀的制备方法,其特征在于:所述的微细电火花加工台架还包括辅助滑台;所述的辅助滑台包括辅助底架、辅助光轴和辅助滑块;辅助底架的底面与底板的顶面固定;平行设置的两根辅助光轴均与辅助底架固定;辅助滑块与两根辅助光轴构成滑动副;辅助滑块与工作液箱底面固定;水平工作滑台、辅助滑块分别设置工作液箱底面的两端。
8.根据权利要求5所述的一种具有液滴自吸型表面形貌的拉刀的制备方法,其特征在于:两块固定板的间距比待加工拉刀组内q把拉刀的宽度之和大10mm;电极板的轴线方向与待加工拉刀组的宽度方向平行。
9.根据权利要求5所述的一种具有液滴自吸型表面形貌的拉刀的制备方法,其特征在于:所述电极棒的轴线垂直于电极板的轴线。
10.根据权利要求5所述的一种具有液滴自吸型表面形貌的拉刀的制备方法,其特征在于:在步骤四中,工作液的上表面与待加工拉刀刀尖的竖直距离大于10mm;工作液采用电火花加工液。
说明书
技术领域
本发明属于拉刀技术领域,具体涉及一种具有液滴自吸型表面形貌的拉刀及其制备方法。
背景技术
拉削加工是以拉刀为切削刀具的加工方式,因其生产效率和加工精度较高,广泛应用于航空航天、模具工业、汽车工业等生产制造行加工行业。但在拉削加工时,由于拉削负载较大,切削液难以进入刀尖部位,导致刀尖部位的润滑条件非常恶劣,这很容易造成拉刀刀尖部分发生摩擦磨损。
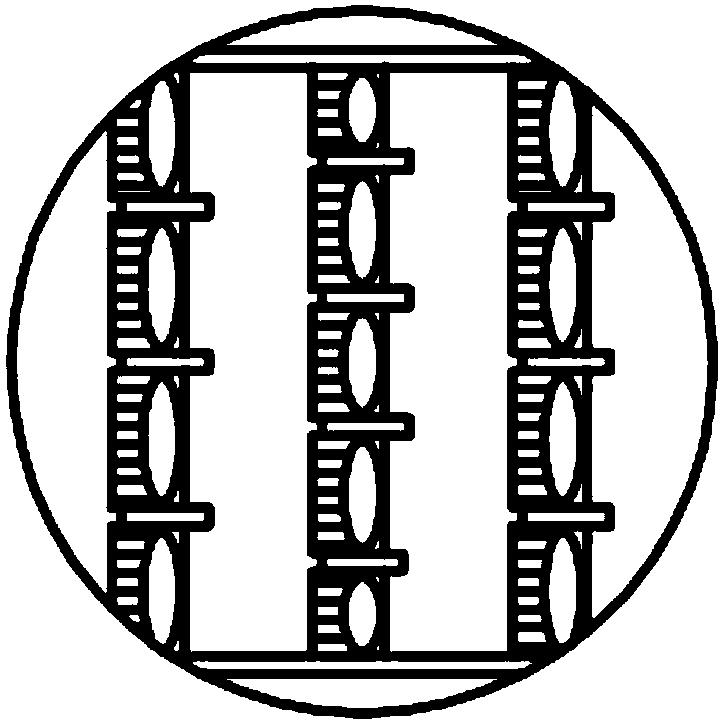
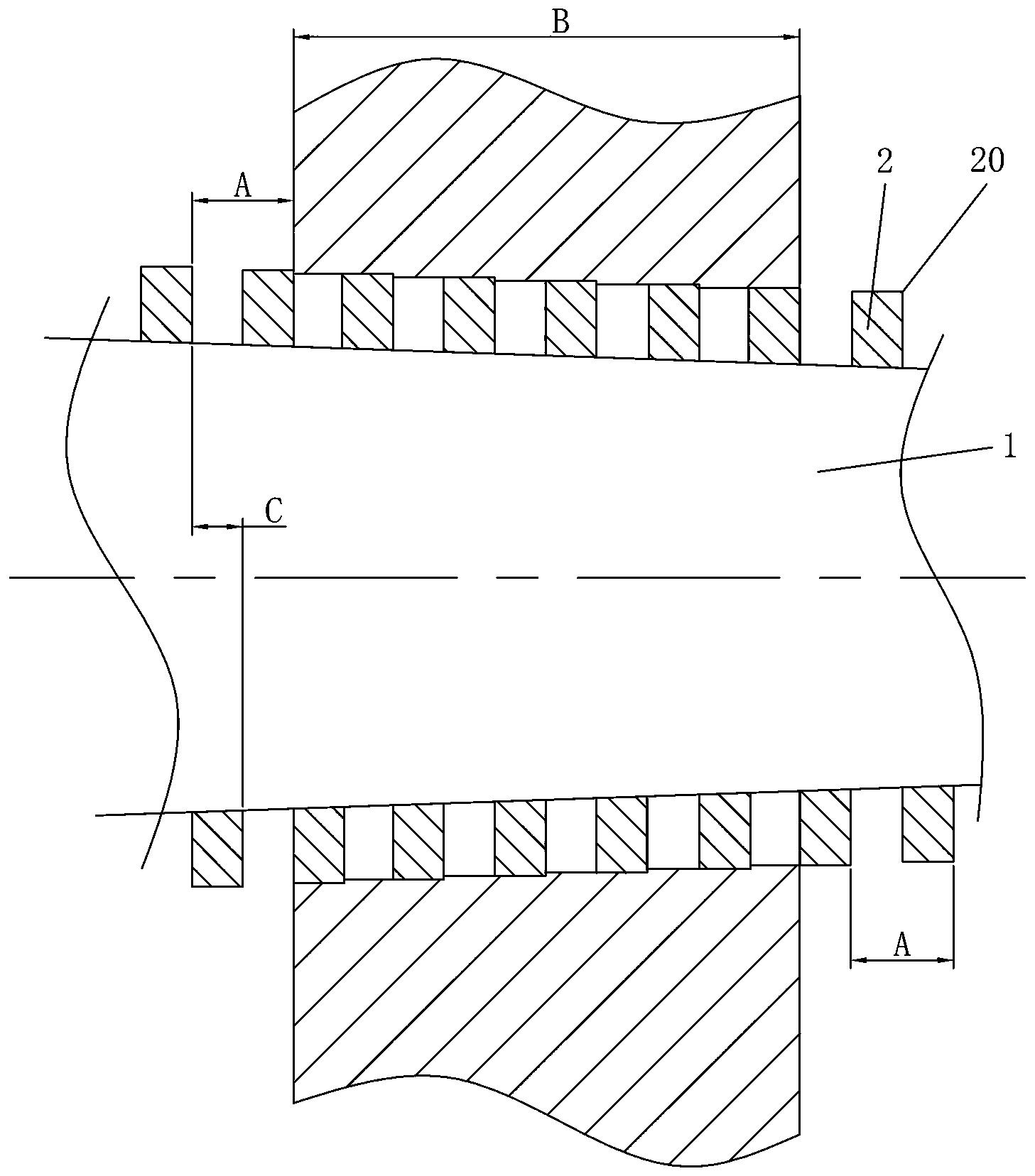
如图2、3和4,为了解决拉刀负载较大的问题,目前一般采用在拉刀后刀面开设分屑槽的技术。以键槽拉刀为例,通常会在相邻刀齿后刀面上交错开设不同数量的均布分屑槽。如相邻刀齿后刀面分别开设3或4道均布的分屑槽,此时称之为3/4槽拉刀。以此类推,还有2/3槽拉刀,4/5槽拉刀等等。通过这样的技术可以控制切屑的体积,除了便于排屑外,在一定程度上降低了拉削负载。但是该方法并未解决刀尖部位润滑条件恶劣,易发生摩擦磨损的问题。
除此之外,通过查阅文献还发现有在刀具表面加工纳米级沟槽,并加镀自润滑涂层的方式来降低切削过程的摩擦磨损。如专利申请号为201110353909.1的专利公开了一种WS2软涂层纳织构的刀具及其制备方法。该方法在刀具前刀面和刀—屑接触面激光加工出纳织构,在纳织构刀具表面沉积Zr过渡层和WS2软涂层。该刀具具有纳织构和软涂层的双重自润滑效应,可以减少刀模摩擦磨损,阻止粘结、降低切削力和切削温度。申请号为201620326196.8的实用新型专利公开了一种变密度微织构自润滑刀具,在硬质合金刀具的刀尖附近加工微米级沟槽织构,并充填固体润滑剂,以减小切削力、切削温度,抑制刀具磨损,延长使用寿命。这两种方法均使用激光加工来实现刀具表面的微纳织构,但激光加工只能实现平面的纳织构,具有一定的局限性。且该方式工艺复杂,成本较高。
发明内容
本发明的目的在于提供一种具有液滴自吸型表面形貌的拉刀及其制备方法
本发明一种具有液滴自吸型表面形貌的拉刀,包括刀柄和加工刀体。加工刀体上设置有依次排列的n个加工刀齿。所述的加工刀齿上开设有m个或m+1个分屑槽,m≥2。相邻的两个加工刀齿上分屑槽的数量不相等。分屑槽将一个加工刀齿的后刀面分隔为m+1个或m+2个分刀面。
所述加工刀齿的前刀面及所有分刀面上均开设有依次排列的多个细微槽。所有细微槽的两侧面均垂直于刀尖。细微槽的槽深为a,20μm≤a≤100μm。相邻两个细微槽的间距为b,0.2mm≤b≤1mm。所述细微槽靠近刀尖的那端与刀尖的距离为c,0.08mm≤c≤0.2mm。所述加工刀齿的每个分刀面上均开设有储液槽。分刀面上所有细微槽远离刀尖的那端均与该分刀面上的储液槽连通。
进一步地,所述的储液槽位于分刀面上远离刀尖的那一侧。所述储液槽的内壁与后刀面各边缘的距离均大于x,0.1mm≤x≤1mm。所述的储液槽横截面面积与分刀面面积的比值为d,1/4≤d≤2/5。
进一步地,所述储液槽横截面的形状为椭圆形、菱形、矩形或圆角矩形。所述细微槽形状的横截面为矩形或梯形。
进一步地,本发明一种具有液滴自吸型表面形貌的拉刀还包括精修刀体。所述的精修刀体上设置有依次排列的多个精修刀齿。
该具有液滴自吸性表面形貌的拉刀的制备方法,采用的制备装置包括脉冲电源和微细电火花加工台架。所述的微细电火花加工台架包括水平工作滑台、绝缘垫块、工作液箱、立柱、导轨、第一丝杆、支撑件、第一螺母、第一电机、底板、电火花加工组件和竖直工作滑台。所述的水平工作滑台包括工作底架、工作光轴、第二丝杆、第二电机和工作滑块。所述工作底架的底面与底板的顶面固定。平行设置的两根工作光轴均与工作底架固定。第二丝杆支承在工作底架上。所述的工作滑块与两根工作光轴构成滑动副。固定在工作滑块上的第二螺母与第二丝杆构成螺旋副。所述的第二丝杆由第二电机驱动。所述工作滑块的顶面与工作液箱底面固定。所述工作液箱内壁的底部固定有绝缘垫块。待加工拉刀组放置在绝缘垫块上。待加工拉刀组由并排设置的q把拉刀组成。
两根立柱均固定在底板上。所述第一丝杆的两端分别支承在两个立柱上。导轨的两端与两个立柱分别固定。所述的支撑件与导轨构成滑动副。固定在支撑件上的第一螺母与第一丝杆构成螺旋副。所述的第一丝杆由第一电机驱动。
所述的竖直工作滑台包括竖直滑块、竖支架、第三丝杆和第三电机。所述竖支架的顶端与支撑件固定。所述的第三丝杆支承在竖支架上。所述的竖直滑块与竖支架构成滑动副。固定在竖直滑块上的第三螺母与第三丝杆构成螺旋副。所述的第三丝杆由第三电机驱动。
所述的电火花加工组件包括驱动组件、连接块、固定板和电极板。所述的连接块与竖直滑块固定。所述连接块底部的两端与两块固定板的顶端分别固定。电极板的两端分别支承在两根固定板的底端。所述的电极板有第四电机驱动。
所述的电极板沿电极板长度方向均布有多个电极棒。电极棒的直径为D,0.02mm≤D≤0.1mm。相邻两个电极棒的间距为d=p×b,3≤p≤6,p为整数。所述脉冲电源的正极、负极与待加工拉刀组、电极板分别连接。
该具有液滴自吸型表面形貌的拉刀的制备方法具体如下:
步骤一、取q把待加工拉刀用丙酮、铬酸溶液、水、无水乙醇依次洗涤。
步骤二、用激光打标机在q把待加工拉刀上加工出储液槽。
步骤三、依次用蒸馏水、无水乙醇清洗步骤二得到的待加工拉刀。
步骤四、将步骤三清洗后的q把待加工拉刀并排放置到微细电火花加工台架内的绝缘垫块上。该q把待加工拉刀作为待加工拉刀组。在工作液箱中加入工作液至漫过待加工拉刀组的所有刀齿。
步骤五、驱动第一电机,使电极板到达最靠近刀柄的容屑槽正上方。驱动第二电机,使得待加工拉刀组的一个侧面与其中一块固定板内侧面的间距达到f,2mm≤f≤5mm。驱动第四电机,使得电极棒轴线垂直于拉刀前刀面。驱动第一电机及第三电机,使得电极板下降至与待加工拉刀容屑槽底部的间距达到e,e≥0.1mm,且电极棒外端与待加工拉刀前刀面的间距达到g,0.5D≤g≤D。
步骤六、启动脉冲电源,同时驱动第一电机及第三电机,使得电极板以k的速度沿前刀面倾斜向上运动至电极棒轴线与拉刀刀尖的距离达到h,其中,0.05mm≤h≤0.1mm,k=s/t,s=0.5D,t为脉冲电源释放相邻两次脉冲的时间差。
步骤七、关闭脉冲电源,同时驱动第一电机及第三电机,使得电极板运动至容屑槽外部。
步骤八、驱动第一电机,使得电极板向远离刀柄的方向移动r,r为待加工拉刀相邻两个刀尖的间距。
步骤九、重复执行n-1次步骤六、七和八。
步骤十、驱动第一电机,使电极板到达最靠近刀柄的容屑槽的正上方。驱动第二电机,使待加工拉刀组沿待加工拉刀组宽度方向移动0.5mm。
步骤十一、重复执行p-1次步骤六、七、八、九和十。每次执行步骤十时,待加工拉刀组的移动方向相同。
步骤十二、驱动第四电机,使得电极板旋转至电极棒轴线垂直于拉刀后刀面的状态。驱动第一电机,使电极板到达最靠近刀柄的工作刀齿的正上方,且电极棒轴线与该工作刀齿刀尖的距离达到h。驱动第二电机,使得待加工拉刀组的一个侧面与其中一块固定板内侧面的间距达到f。
步骤十三、驱动第三电机,使电极板下降至电极棒外端端面与该工作刀齿后刀面的距离达到g。
步骤十四、启动脉冲电源,同时驱动第一电机及第三电机,使得电极板沿后刀面运动至储液槽处。
步骤十五、驱动第三电机,使得电极板向上运动超过3mm。
步骤十六、驱动第一电机,使得电极板向远离刀柄的方向移动r-w。r为待加工拉刀相邻的两个刀尖的间距,w为步骤十四中电极板移动的水平距离。
步骤十七、重复执行n-1次步骤十三、十四、十五和十六。
步骤十八、驱动第一电机,使电极板到达最靠近刀柄的工作刀齿的正上方,且电极棒轴线与该工作刀齿刀尖的距离达到h。驱动第二电机,使待加工拉刀组沿待加工拉刀组宽度方向移动0.5mm。
步骤十九、重复执行p-1次步骤十三、十四、十五、十六、十七和十八。每次执行步骤十八时,待加工拉刀组的移动方向相同。
步骤二十、关闭脉冲电源,取出待加工拉刀并干燥。
进一步地,所述的第一电机固定在其中一个立柱上,第一电机的输出轴与第一丝杆的一端固定。所述的第二电机固定在工作底架上。第二电机的输出轴与第二丝杆的一端固定。所述的第三电机固定在竖支架的顶端。第三电机的输出轴与第三丝杆的一端固定。所述第一丝杆、第二丝杆和第三丝杆的轴线两两相互垂直。所述的驱动组件包括从动同步带轮、同步带、主动同步带轮、第四电机。所述的从动同步带轮及主动同步带轮均支承在其中一块固定板上。从动同步带轮及主动同步带轮通过同步带连接。从动同步带轮与电极板的一端固定。第四电机固定在其中一块固定板上。第四电机的输出轴与主动同步带轮固定。
进一步地,所述的微细电火花加工台架还包括辅助滑台。所述的辅助滑台包括辅助底架、辅助光轴和辅助滑块。辅助底架的底面与底板的顶面固定。平行设置的两根辅助光轴均与辅助底架固定。辅助滑块与两根辅助光轴构成滑动副。辅助滑块与工作液箱底面固定。水平工作滑台、辅助滑块分别设置工作液箱底面的两端。
进一步地,两块固定板的间距比待加工拉刀组内q把拉刀的宽度之和大10mm。电极板的轴线方向与待加工拉刀组的宽度方向平行。
进一步地,所述电极棒的轴线垂直于电极板的轴线。
进一步地,在步骤四中,工作液的上表面与待加工拉刀刀尖的竖直距离大于10mm。工作液采用煤油、矿物油或电火花加工液。
本发明具有的有益效果是:
1、本发明在拉刀的后刀面和前刀面上开设细微槽,通过切削液液滴自吸式输送的方法向拉削刀具刀尖输送切削液,进而实现拉刀的冷却和润滑。
2、本发明在拉刀的后刀面开设储液槽,使得后刀面上的细微槽内能够有源源不断的切削液进入。
3、本发明通过电火花加工的方式,在拉刀的后刀面和前刀面加工微槽,加工过程快速可靠,且加工精度高。
4、本发明能够通过电火花加工,同时对多把拉刀进行微细槽的加工,操作过程简单快捷。
附图说明
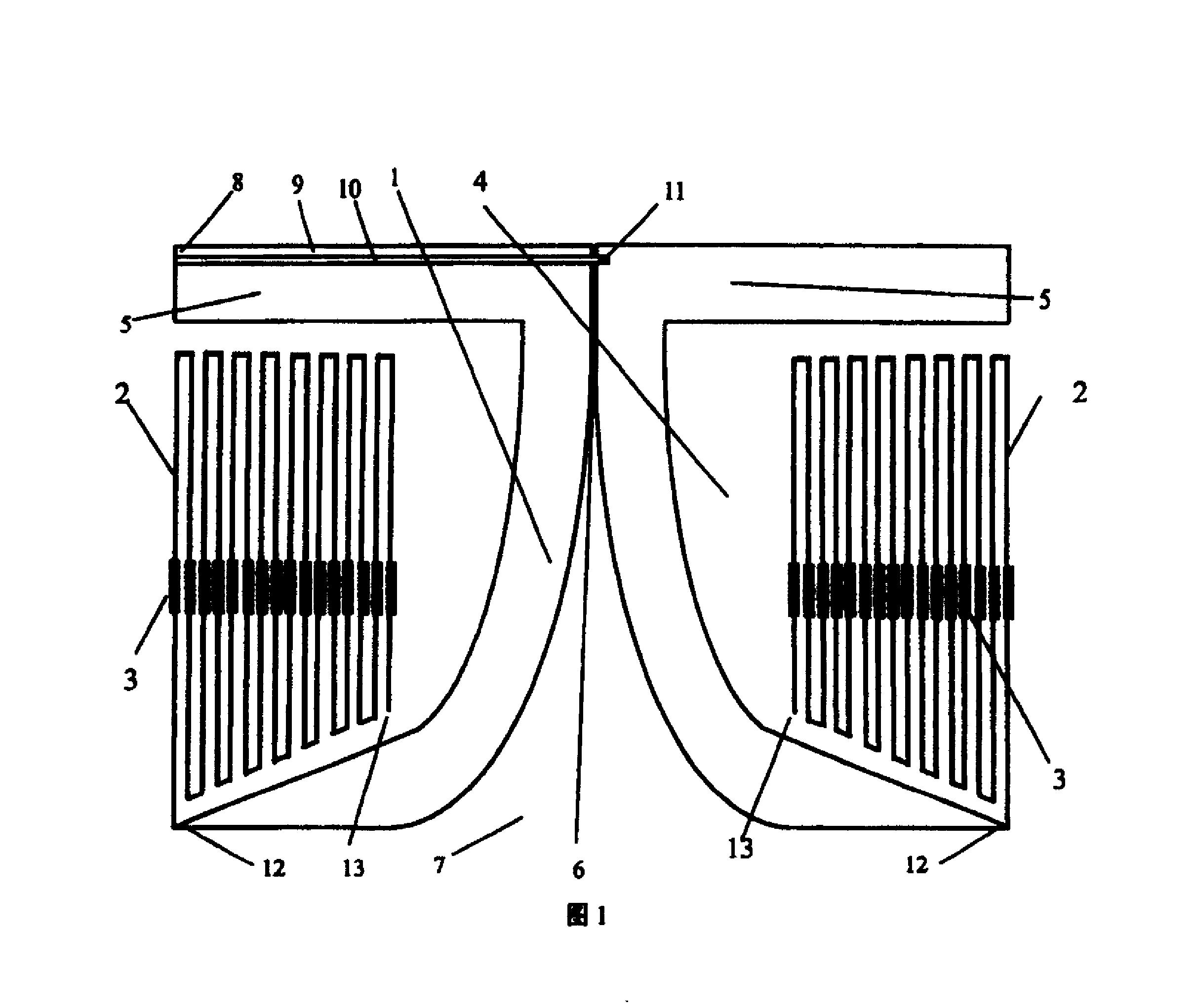
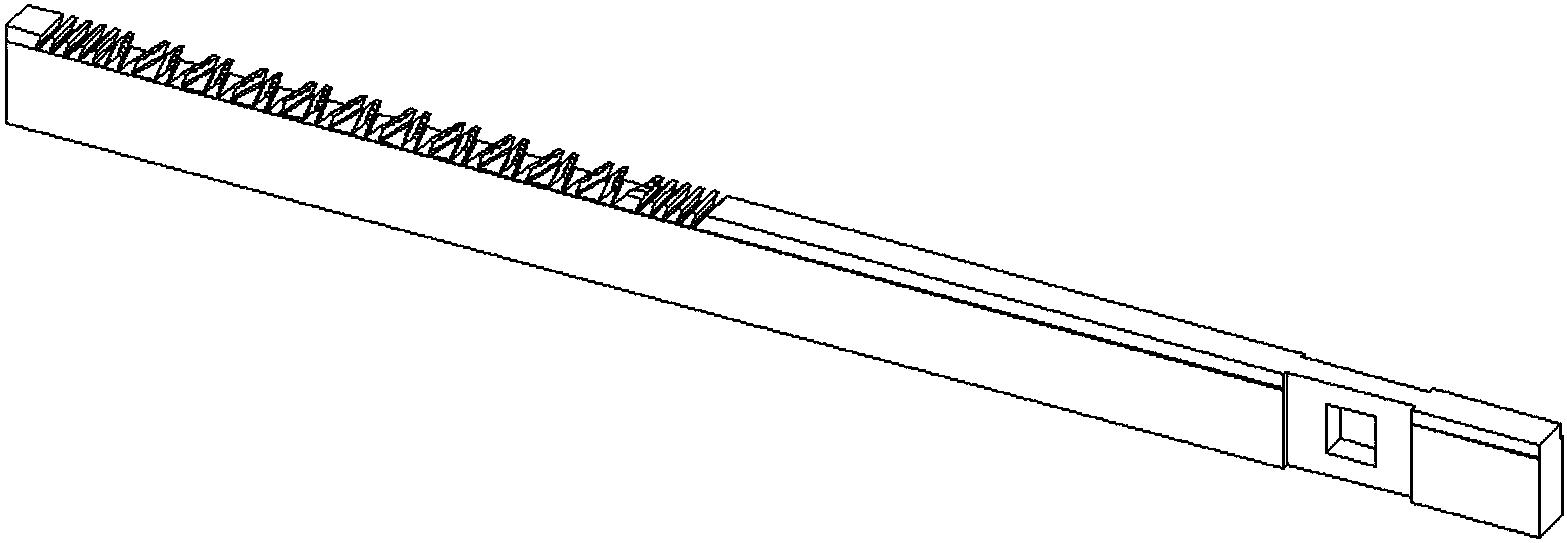
图1为本发明拉刀的侧面示意图;
图2为普通拉刀的俯视示意图;
图3为图2中A-A截面的剖视图;
图4为图2中C部分的放大视图;
图5为本发明的俯视示意图;
图6为图5中B-B截面的剖视图;
图7为图5中D部分的放大视图;
图8为本发明的第一种分刀面的结构示意图;
图9为本发明的第二种分刀面的结构示意图;
图10为本发明的第三种分刀面的结构示意图;
图11为本发明的第四种分刀面的结构示意图;
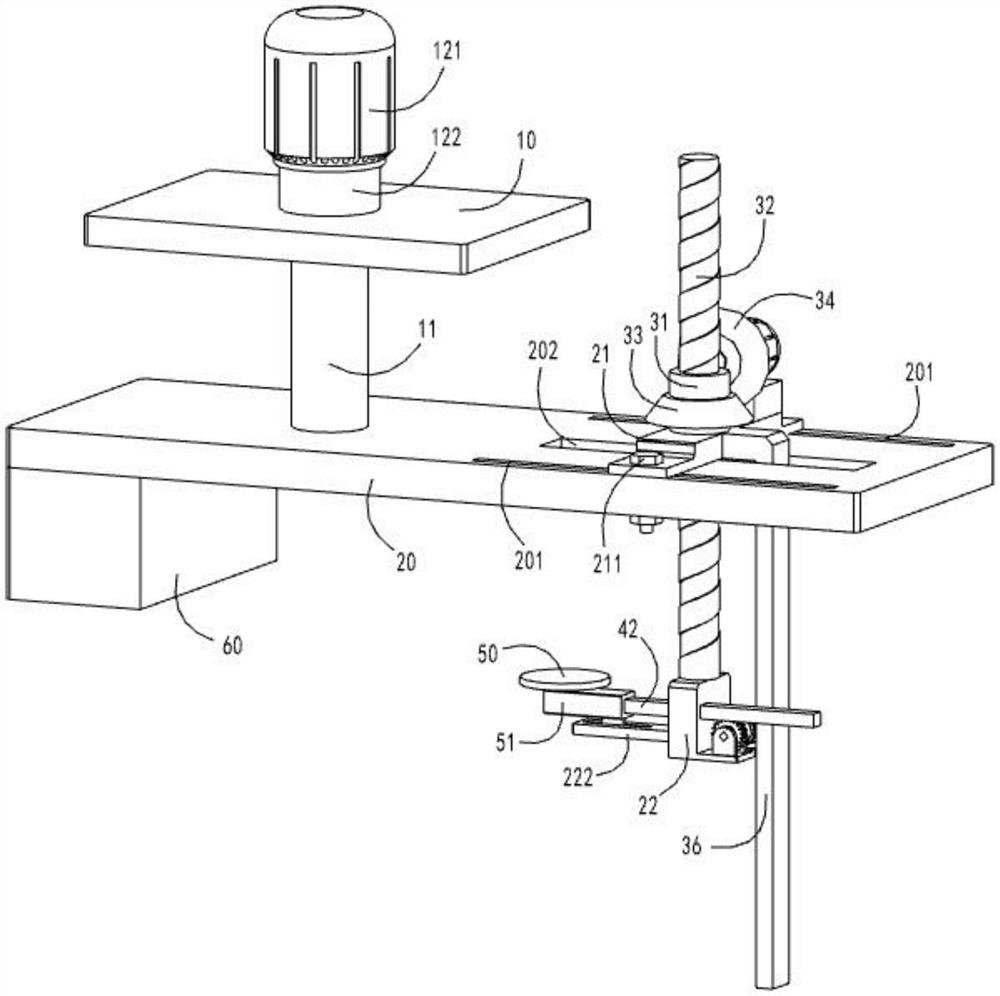
图12为本发明制备方法采用的制备装置的整体结构示意图;
图13为本发明制备方法采用的制备装置中竖直工作滑台的结构示意图;
图14为图12中E部分的放大视图;
图15为本发明制备方法采用的制备装置中电极板的侧面视图;
图16为本发明制备方法采用的制备装置中电极板的俯视图;
图17为本发明制备方法加工前刀面的加工轨迹示意图;
图18为本发明制备方法加工后刀面的加工轨迹示意图。
具体实施方式
以下结合附图对本发明作进一步说明。
如图1所示,一种具有液滴自吸型表面形貌的拉刀,包括刀柄101、加工刀体102和精修刀体103。加工刀体102上设置有依次排列的n个加工刀齿,n=44。加工刀齿上开设有三个或四个分屑槽。相邻的两个加工刀齿上分屑槽的数量不相等。分屑槽将一个加工刀齿的后刀面分隔为四个或五个分刀面。精修刀体103上设置有依次排列的五个精修刀齿。
如图1、5、6、7和8所示,加工刀齿的前刀面及所有分刀面上均开设有依次排列的多个细微槽301。所有细微槽301的两侧面均垂直于刀尖。细微槽301的槽深均为a,a=50μm。相邻的两个细微槽301间距为b,b=0.5mm。细微槽301靠近刀尖的那端与刀尖的距离为c,c=0.1mm。加工刀齿的每个分刀面上均开设有储液槽302。储液槽302位于分刀面上远离刀尖的那一侧。分刀面上所有细微槽301远离刀尖的那端均与该分刀面上的储液槽302连通。储液槽的内壁与后刀面各边缘的距离均大于x,x=0.5mm。储液槽302横截面面积与分刀面面积的比值为d,1/4≤d≤2/5。
如图8、9、10和11所示,储液槽横截面的形状为椭圆形、菱形、矩形或圆角矩形。细微槽形状的横截面为矩形或梯形。
如图12所示,该具有液滴自吸性表面形貌的拉刀的制备方法,采用的制备装置包括激光打标机、脉冲电源和微细电火花加工台架。激光打标机采用大族激光科技产业集团股份有限公司生产的H20激光打标机。微细电火花加工台架包括水平工作滑台1、绝缘垫块2、工作液箱3、立柱5、第一轴承6、导轨7、第一丝杆8、支撑件9、第一螺母10、第一电机11、底板12、辅助滑台13、电火花加工组件和竖直工作滑台19。水平工作滑台1包括工作底架、工作光轴、第二丝杆、第二电机和工作滑块。工作底架的底面与底板12的顶面固定。平行设置的两根工作光轴均与工作底架固定。与工作光轴平行设置的第二丝杆支承在工作底架上。工作滑块与两根工作光轴构成滑动副。固定在工作滑块上的第二螺母与第二丝杆构成螺旋副。第二电机固定在工作底架上。第二电机的输出轴与第二丝杆的一端固定。
辅助滑台13包括辅助底架、辅助光轴和辅助滑块。辅助底架的底面与底板12的顶面固定。平行设置的两根辅助光轴均与辅助底架固定。辅助滑块与两根辅助光轴构成滑动副。辅助光轴与工作光轴平行设置。辅助滑块及工作滑块的顶面均与工作液箱3底面的两端分别固定。工作液箱3内壁的底部固定有绝缘垫块2。待加工拉刀组4放置在绝缘垫块2上。待加工拉刀组4由并排设置的五把拉刀组成。
分别位于工作液箱3两端的两根立柱5均固定在底板12上。第一丝杆8的两端分别通过第一轴承6支承在两个立柱5上。导轨7的两端与两个立柱5分别固定。支撑件9与导轨7构成滑动副。固定在支撑件9上的第一螺母10与第一丝杆8构成螺旋副。第一电机11固定在其中一个立柱上,第一电机11的输出轴与第一丝杆8的一端固定。
如图12、13和14所示,竖直工作滑台19包括竖直滑块21、竖支架22、第三丝杆23和第三电机24。竖支架22的顶端与支撑件9固定。竖直设置的第三丝杆23支承在竖支架22上。竖直滑块21与竖支架22构成滑动副。固定在竖直滑块21上的第三螺母与第三丝杆23构成螺旋副。第三电机24固定在竖支架22的顶端。第三电机24的输出轴与第三丝杆23的一端固定。第一丝杆、第二丝杆和第三丝杆的轴线两两相互垂直。
如图12、13、14、15和16所示,电火花加工组件包括从动同步带轮14、同步带15、主动同步带轮16、第四电机17、连接块18、固定板25和电极板20。连接块18与竖直滑块21固定。连接块18底部的两端与两块固定板25的顶端分别固定。电极板20的两端分别支承在两根固定板的底端。两块固定板的间距比待加工拉刀组4内五把拉刀的宽度之和大10mm。从动同步带轮14及主动同步带轮16均支承在其中一块固定板25上。从动同步带轮14及主动同步带轮16通过同步带15连接。从动同步带轮14与电极板20的一端固定。电极板20的轴线方向与待加工拉刀组的宽度方向平行。第四电机17固定在其中一块固定板25上。第四电机17的输出轴与主动同步带轮16固定。
电极板20沿电极板长度方向均布有多个电极棒。电极棒的直径D=0.1mm。电极棒的轴线垂直于电极板20的轴线。相邻两个电极棒的间距为d=p×b,p=4。脉冲电源的正极、负极与待加工拉刀组4、电极板20分别连接。
该具有液滴自吸型表面形貌的拉刀的制备方法具体如下:
步骤一、将待加工拉刀用丙酮、铬酸溶液、水、无水乙醇依次洗涤,干燥后并排放置于激光打标机内光学扫描器正下方。
步骤二、在激光打标机上绘制出与储液槽302横截面形状、尺寸均相同的打标图形,打标图形的数量及相对位置与五把待加工拉刀上需要加工储液槽302的数量及位置对应。并将激光打标机设置为使能填充模式。调整待加工拉刀的位置,使得激光打标机的待扫描打标区域与待加工拉刀4上待加工储液槽302的区域重叠。启动激光打标机,加工出储液槽302。
步骤三、依次用蒸馏水、无水乙醇清洗步骤二加工出的待加工拉刀。
步骤四、将步骤三清洗后的五把待加工拉刀并排放置到微细电火花加工台架内的绝缘垫块2上。该五把待加工拉刀作为待加工拉刀组4。在工作液箱3中加入工作液至漫过待加工拉刀组4的所有刀齿。此时,工作液的上表面与刀尖的竖直距离大于10mm。工作液采用煤油。
步骤五、驱动第一电机11,使电极板到达距离刀柄101最近的容屑槽正上方(容屑槽为两排刀齿之间的凹槽或刀柄与最靠近刀柄的刀齿之间的凹槽)。驱动第二电机,使得待加工拉刀组4的一个侧面与其中一块固定板内侧面的间距达到f。f=3.5mm。待加工拉刀组4背离该固定板(与待加工拉刀组4间距f的固定板)的方向作为前刀面加工方向。驱动第四电机17,使得电极棒轴线垂直于拉刀前刀面。驱动第一电机11及第三电机24,使得电极板20下降至与待加工拉刀容屑槽底部的间距达到e,e=0.5mm,且电极棒外端与待加工拉刀前刀面的间距达到g,g=50μm。
步骤六、设置脉冲电源的开路电压为17V,充电电阻为500Ω,电容为1000pF。启动脉冲电源,同时驱动第一电机11及第三电机24,使得电极板20以k的速度沿前刀面倾斜向上运动至电极棒轴线与拉刀刀尖的距离达到h,其中,h=0.1mm,k=s/t,s=50μm,t为脉冲电源释放相邻两次脉冲的时间差。
步骤七、关闭脉冲电源,同时驱动第一电机11及第三电机24,使得电极板20运动至容屑槽外部(即使得电极板20水平移动不会与待加工拉刀组4发生干涉)。
步骤八、驱动第一电机11,使得电极板向远离刀柄的方向移动r,r为待加工拉刀相邻两个刀尖的间距。
步骤九、重复执行n-1次步骤六、七和八,n为待加工拉刀的加工刀齿数量。
步骤十、驱动第一电机11,使电极板到达最靠近刀柄的容屑槽的正上方。驱动第二电机,使待加工拉刀组4沿前刀面加工方向移动0.5mm。
步骤十一、如图17所示,重复执行p-1次步骤六、七、八、九和十。
步骤十二、驱动第四电机17,使得电极板20旋转至电极棒轴线垂直于拉刀后刀面的状态。驱动第一电机11,使电极板到达最靠近刀柄的工作刀齿的正上方,且电极棒轴线与该工作刀齿刀尖的距离达到h。驱动第二电机,使得待加工拉刀组4的一个侧面与其中一块固定板内侧面的间距达到f。待加工拉刀组4背离该固定板(与待加工拉刀组4间距f的固定板)的方向作为后刀面加工方向。
步骤十三、驱动第三电机24,使电极板20下降至电极棒外端端面与该工作刀齿后刀面的距离达到g。
步骤十四、启动脉冲电源,同时驱动第一电机11及第三电机24,使得电极板20沿后刀面运动至储液槽302处。(由于后刀面与水平面存在后角,故需要第一电机11及第三电机24同步转动,才能够保证电极板20沿后刀面运动)。
步骤十五、驱动第三电机24,使得电极板20向上运动超过3mm。
步骤十六、驱动第一电机11,使得电极板向远离刀柄的方向移动r-w。r为待加工拉刀相邻的两个刀尖的间距,w为上一次步骤十四中电极板移动的水平距离(即电极板在步骤十四中移动距离在水平面上的投影)。
步骤十七、如图18所示,重复执行n-1次步骤十三、十四、十五和十六。
步骤十八、驱动第一电机11,使电极板到达最靠近刀柄的工作刀齿的正上方,且电极棒轴线与该工作刀齿刀尖的距离达到h。驱动第二电机,使待加工拉刀组4沿后刀面加工方向移动0.5mm。
步骤十九、重复执行p-1次步骤十三、十四、十五、十六、十七和十八。
步骤二十、关闭脉冲电源,取出待加工拉刀并干燥。
一种具有液滴自吸型表面形貌的拉刀及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0