









专利摘要
本发明公开了一种基于齿轮加工机床调整的车齿加工方法,车齿加工机床调整参数包括刀偏d、刀倾角τ、中心距a及轴交角∑。采用齿轮形车齿刀,以获得合理的工作后角为目标确定四个机床调整参数,依据车齿刀与工件的相对位置与运动关系,按照曲线与曲面双自由度共轭理论计算与工件齿面共轭的车齿刀刀刃曲线。按上述方法设计的车齿刀在磨刀前后都无理论加工误差。采用不同的机床调整,分别加工工件齿槽的两侧齿面,在保证齿面的加工质量的同时又提高了刀具使用寿命。
权利要求
1.一种基于齿轮加工机床调整的车齿加工方法,其特征在于,包括刀具的设计及齿轮的加工:
所述刀具的设计包括以下步骤:
1)在计算机上,模拟调整车齿加工机床的刀偏d、刀倾角τ、中心距a及轴交角∑,得当前与工件齿面共轭的车齿刀刃曲线(2),根据当前与工件齿面共轭的车齿刀刃曲线(2)得到当前刀刃后刀面,再根据当前刀刃后刀面得到当前刀齿各刀刃的工作后角;
2)判断步骤1)得到的当前刀齿各刀刃的工作后角是否在预设的范围内,当步骤1)得到的当前刀齿各刀刃的工作后角不在预设范围内时,则重复步骤1);当步骤1)得到的当前刀齿各刀刃的工作后角在预设范围内,则将当前与工件齿面共轭的车齿刀刃曲线(2)记作最优的与工件齿面共轭的车齿刀刃曲线,将当前车齿加工机床的刀偏d、刀倾角τ、中心距a及轴交角∑分为记作车齿加工机床的最优刀偏d、最优刀倾角τ、最优中心距a及最优轴交角∑;
所述齿轮的加工包括以下步骤:
将车齿加工机床的刀偏d、刀倾角τ、中心距a及轴交角∑分别调整为车齿加工机床的最优刀偏d、最优刀倾角τ、最优中心距a及最优轴交角∑,然后使车齿加工机床根据最优的与工件齿面共轭的车齿刀刃曲线进行齿轮的加工。
2.根据权利要求1所述的基于齿轮加工机床调整的车齿加工方法,其特征在于,步骤1)中得当前与工件齿面共轭的车齿刀刃曲线(2)的具体步骤为:先获取工件齿面啮合线(1)在工件坐标系的表达式,然后根据工件齿面啮合线(1)在工件坐标系的表达式得到当前与工件齿面共轭的车齿刀刃曲线(2)。
3.根据权利要求2所述的基于齿轮加工机床调整的车齿加工方法,其特征在于,所述工件齿面啮合线(1)在工件坐标系的表达式为:
其中,i、j及k分别为工件坐标系中x1轴的单位向量、y1轴的单位向量及z1轴的单位向量,x′1、y′1及z′1为工件在不同转角位置时齿面的坐标点在工件坐标系中的坐标,n为工件齿面法向量,v12为工件上的点相对刀具的运动速度,Fr为前刀面方程。
4.根据权利要求3所述的基于齿轮加工机床调整的车齿加工方法,其特征在于,所述当前与工件齿面共轭的车齿刀刃曲线(2)的表达式为:
其中,M为从工件坐标系到刀具固联坐标系的坐标变换矩阵,x′2、y′2及z′2为当前与工件齿面共轭的车齿刀刃曲线(2)在刀具坐标系下的坐标。
5.根据权利要求1所述的基于齿轮加工机床调整的车齿加工方法,其特征在于,所述当前刀齿各刀刃的工作后角为:
cosα=nr·nτ
其中,nr为刀刃上参与切削的部分上任意一点沿刀刃后刀面法线方向的单位向量,nτ为刀刃上参与切削的部分上任意一点沿切削平面法线方向的单位向量。
6.根据权利要求1所述的基于齿轮加工机床调整的车齿加工方法,其特征在于,调整车齿刀的刀倾角τ后,轴交角∑不等于工件螺旋角β1与刀具螺旋角β2之和或之差;中心距a不等于工件分度圆半径r1与刀具分度圆半径r2之和或之差。
7.根据权利要求1所述的基于齿轮加工机床调整的车齿加工方法,其特征在于,所述车齿加工机床中的车齿刀刀坯为圆柱体刀坯;
加工时,直齿车齿刀的前刀面为与刀具端面平行的平面、轴线与刀轴重合的锥面或球心位于车齿刀轴线上的球面中的一个;斜齿车齿刀的前刀面为刀齿的法截面或与刀齿法截面的夹角为刀具前角的平面;直齿车齿刀的后刀面为与工件齿面共轭的车齿刀刃曲线(2)沿着刀具轴线移动形成的直纹曲面;斜齿车齿刀的后刀面为与工件齿面共轭的车齿刀刃曲线(2)沿着刀具轴线等速移动、且绕刀轴等速转动形成的螺旋面。
8.根据权利要求1所述的基于齿轮加工机床调整的车齿加工方法,其特征在于,车齿加工机床采用齿槽两侧齿面分别进行加工的切削方法,根据最优的与工件齿面共轭的车齿刀刃曲线进行齿轮的加工。
说明书
技术领域
本发明属于圆柱齿轮加工及刀具设计领域,涉及一种基于齿轮加工机床调整的车齿加工方法。
背景技术
早在1912年,德国人Wilhelmvon Pittler就针对内齿轮加工申请了世界上最早的车齿专利,但直到上世纪末,车齿并没有得到广泛的应用,主要原因是当时的机床不能实现工件轴和刀具轴之间的高速联动,刀具材料也不能承受高速切削。近十来年,机床数控技术和高性能刀具材料取得了长足的发展,为车齿发挥潜在优势、替代插齿和拉齿加工内齿轮提供了技术保证。但是由于目前对车齿理论的研究与创新不充足,车齿刀具设计、工艺参数选择还存在局限性,车齿刀仍是依据插齿刀或修形插齿刀设计方法进行设计的,这样的车齿刀存在理论加工误差,刀具的修形也无系统可靠的理论依据,而且刀具的安装调整方法比较固定,不支持工艺参数的优化,刀刃工作后角完全依靠刀具结构后角获得,所以车齿刀需要做成插齿刀形刀具,用这样的车齿刀加工齿轮时,刀齿磨损不均与,加工出的齿轮两侧齿面表面质量也不同,车齿刀在磨刀后加工误差变大,可磨刀的次数比较少,刀具使用寿命较低。
发明内容
本发明的目的在于克服上述现有技术的缺点,提供了一种基于齿轮加工机床调整的车齿加工方法,该加工方法通过基于齿轮加工机床调整得到高精度的齿轮,同时刀具的使用寿命长。
为达到上述目的,本发明所述的基于齿轮加工机床调整的车齿加工方法包括刀具的设计及齿轮的加工:
所述刀具的设计包括以下步骤:
1)在计算机上,模拟调整车齿加工机床的刀偏d、刀倾角τ、中心距a及轴交角∑,得当前与工件齿面共轭的车齿刀刃曲线,根据当前与工件齿面共轭的车齿刀刃曲线得到当前刀刃后刀面,再根据当前刀刃后刀面得到当前刀齿各刀刃的工作后角;
2)判断步骤1)得到的当前刀齿各刀刃的工作后角是否在预设的范围内,当步骤1)得到的当前刀齿各刀刃的工作后角不在预设范围内时,则重复步骤1);当步骤1)得到的当前刀齿各刀刃的工作后角在预设范围内,则将当前与工件齿面共轭的车齿刀刃曲线记作最优的与工件齿面共轭的车齿刀刃曲线,将当前车齿加工机床的刀偏d、刀倾角τ及轴交角∑分为记作车齿加工机床的最优刀偏d、最优刀倾角τ、最优中心距a及最优轴交角∑;
所述齿轮的加工包括以下步骤:
将车齿加工机床刀偏d、刀倾角τ、中心距a及轴交角∑分别调整为车齿加工机床的最优刀偏d、最优刀倾角τ、最优中心距a及最优轴交角∑,然后使车齿加工机床根据最优的与工件齿面共轭的车齿刀刃曲线进行齿轮的加工。
步骤1)中得当前与工件齿面共轭的车齿刀刃曲线的具体步骤为:先获取工件齿面啮合线在工件坐标系的表达式,然后根据工件齿面啮合线在工件坐标系的表达式得到当前与工件齿面共轭的车齿刀刃曲线。
所述工件齿面啮合线在工件坐标系的表达式为:
其中,i、j及k分别为工件坐标系中x1轴的单位向量、y1轴的单位向量及z1轴的单位向量,x′1、y′1及z′1为工件在不同转角位置时齿面的坐标点在工件坐标系中的坐标,n为工件齿面法向量,v12为工件上的点相对刀具的运动速度,Fr为前刀面方程。
所述当前与工件齿面共轭的车齿刀刃曲线的表达式为:
其中,M为从工件坐标系到刀具固联坐标系的坐标变换矩阵,x′2、y′2及z′2为当前与工件齿面共轭的车齿刀刃曲线在刀具坐标系下的坐标。
所述当前刀齿各刀刃的工作后角为:
cosα=nr·nτ
其中,nr为刀刃上参与切削的部分上任意一点沿刀刃后刀面法线方向的单位向量,nτ为刀刃上参与切削的部分上任意一点沿切削平面法线方向的单位向量。
调整车齿刀的刀倾角τ后,轴交角∑不等于工件螺旋角β1与刀具螺旋角β2之和或之差;中心距a不等于工件分度圆半径r1与刀具分度圆半径r2之和或之差。
所述车齿加工机床中的车齿刀刀坯为圆柱体刀坯;
加工时,直齿车齿刀的前刀面为与刀具端面平行的平面、轴线与刀轴重合的锥面或球心位于车齿刀轴线上的球面中的一个;斜齿车齿刀的前刀面为刀齿的法截面或与刀齿法截面的夹角为刀具前角的平面;直齿车齿刀的后刀面为与工件齿面共轭的车齿刀刃曲线沿着刀具轴线移动形成的直纹曲面;斜齿车齿刀的后刀面为与工件齿面共轭的车齿刀刃曲线沿着刀具轴线等速移动、且绕刀轴等速转动形成的螺旋面。
车齿加工机床采用齿槽两侧齿面分别进行加工的切削方法,根据最优的与工件齿面共轭的车齿刀刃曲线进行齿轮的加工。
本发明具有以下有益效果:
本发明所述的基于齿轮加工机床调整的车齿加工方法在加工齿轮时,先在计算机中模拟调整车齿加工机床,然后得到当前与工件齿面共轭的车齿刀刃曲线及当前刀齿各刀刃的工作后角,当当前刀齿各刀刃的工作后角不在预设的范围内时,则继续进行车齿加工机床的调整;当当前刀齿各刀刃的工作后角在预设的范围内时,则将车齿加工机床的刀偏、刀倾角及轴交角调整为当前车齿加工机床设计的刀偏、刀倾角及轴交角,再车齿加工机床根据当前与工件齿面共轭的车齿刀刃曲线进行齿轮的加工,加工过程中刀齿的工作后角合理,刀齿磨损均匀,刀具的使用寿命长,同时加工出的齿轮无理论加工误差,在重磨刀具后,无需重新调整车齿加工机床,也可加工出无理论加工误差的齿轮,而且刀具可重磨的次数多,加工内齿轮时,刀具沿工件轴的轴向进给过程中,刀具安装轴不容易与工件发生碰撞,采用双面切时,工件齿槽两侧面都可以获得较高的加工质量。
附图说明
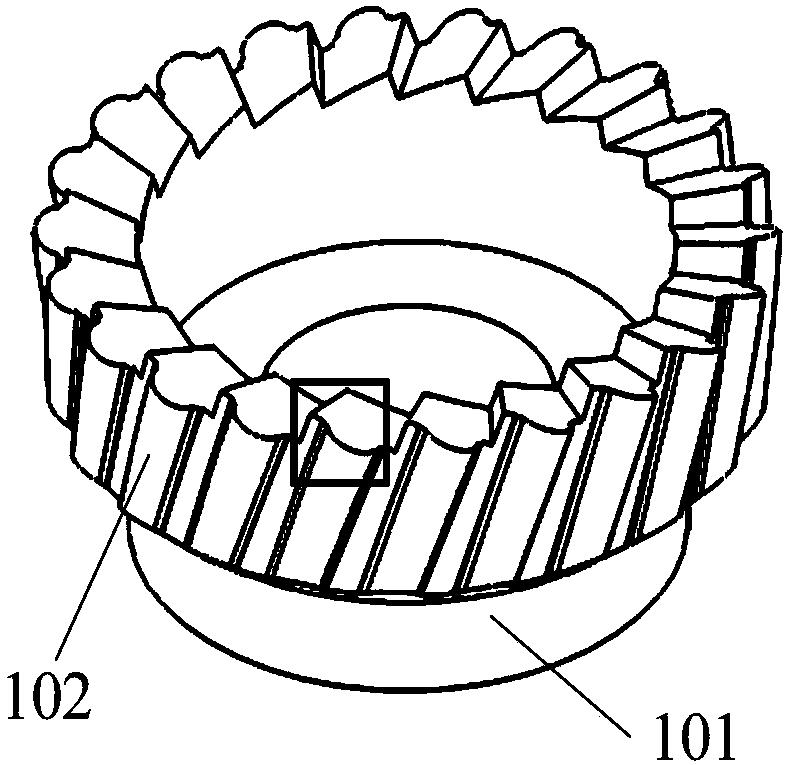
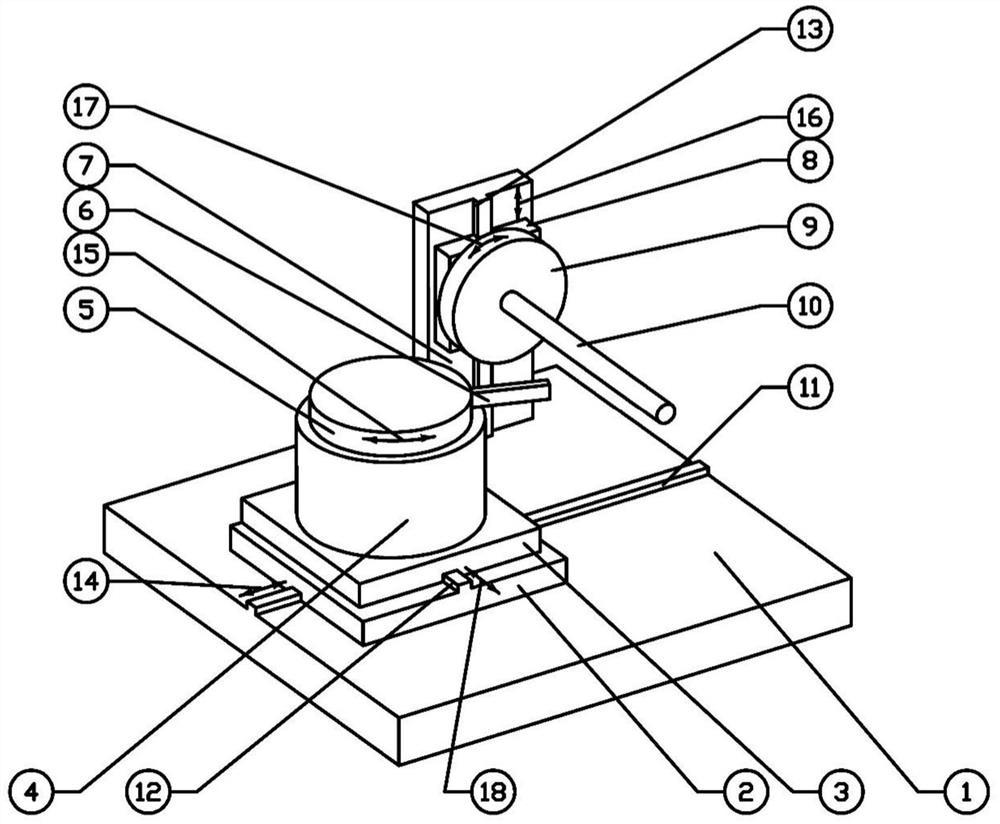
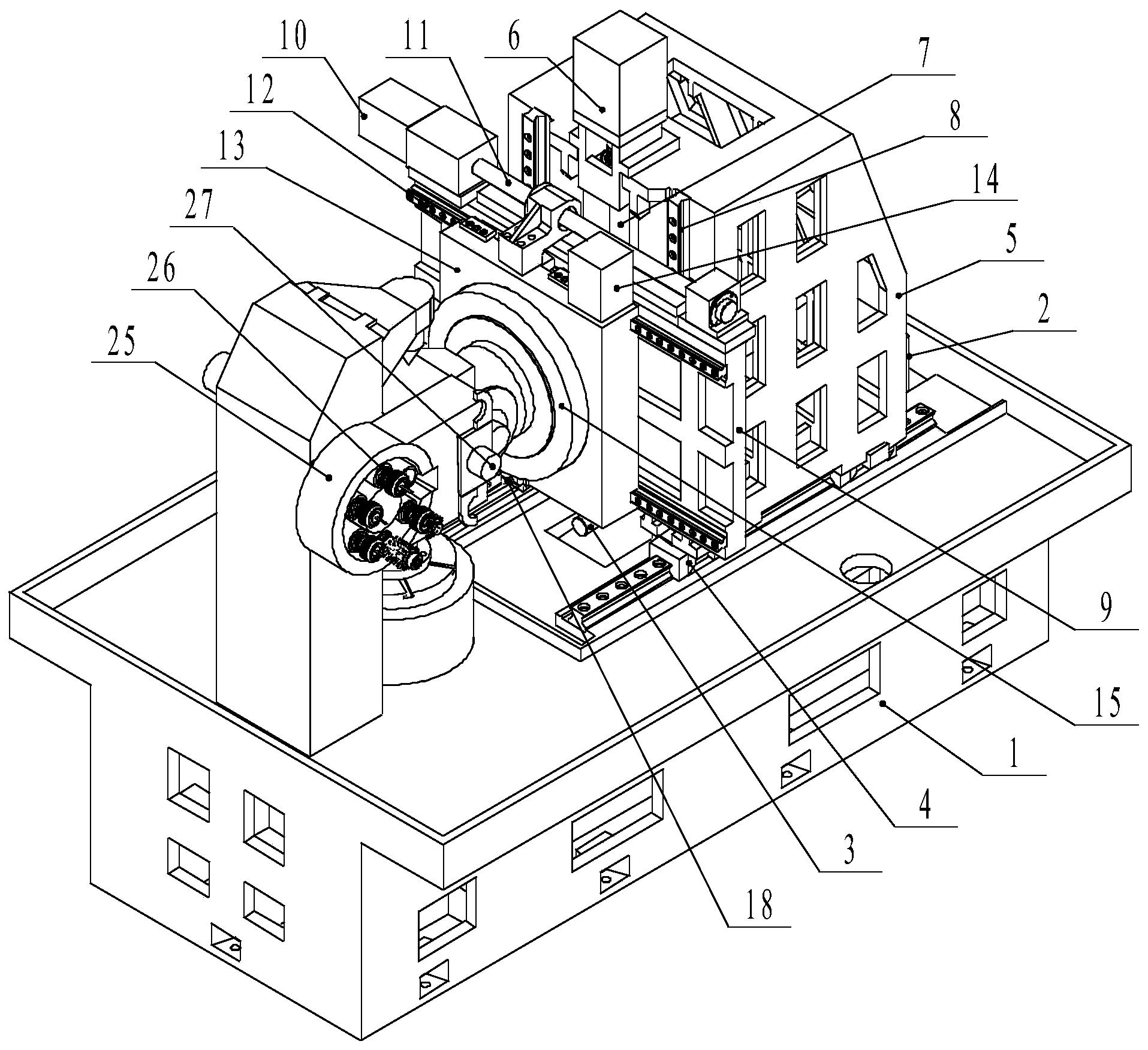
图1(a)为本发明中车齿加工机床调整时的结构示意图;
图1(b)为本发明中车齿加工机床调整时的俯视图;
图1(c)为图1(a)中A-A方向的截面图;
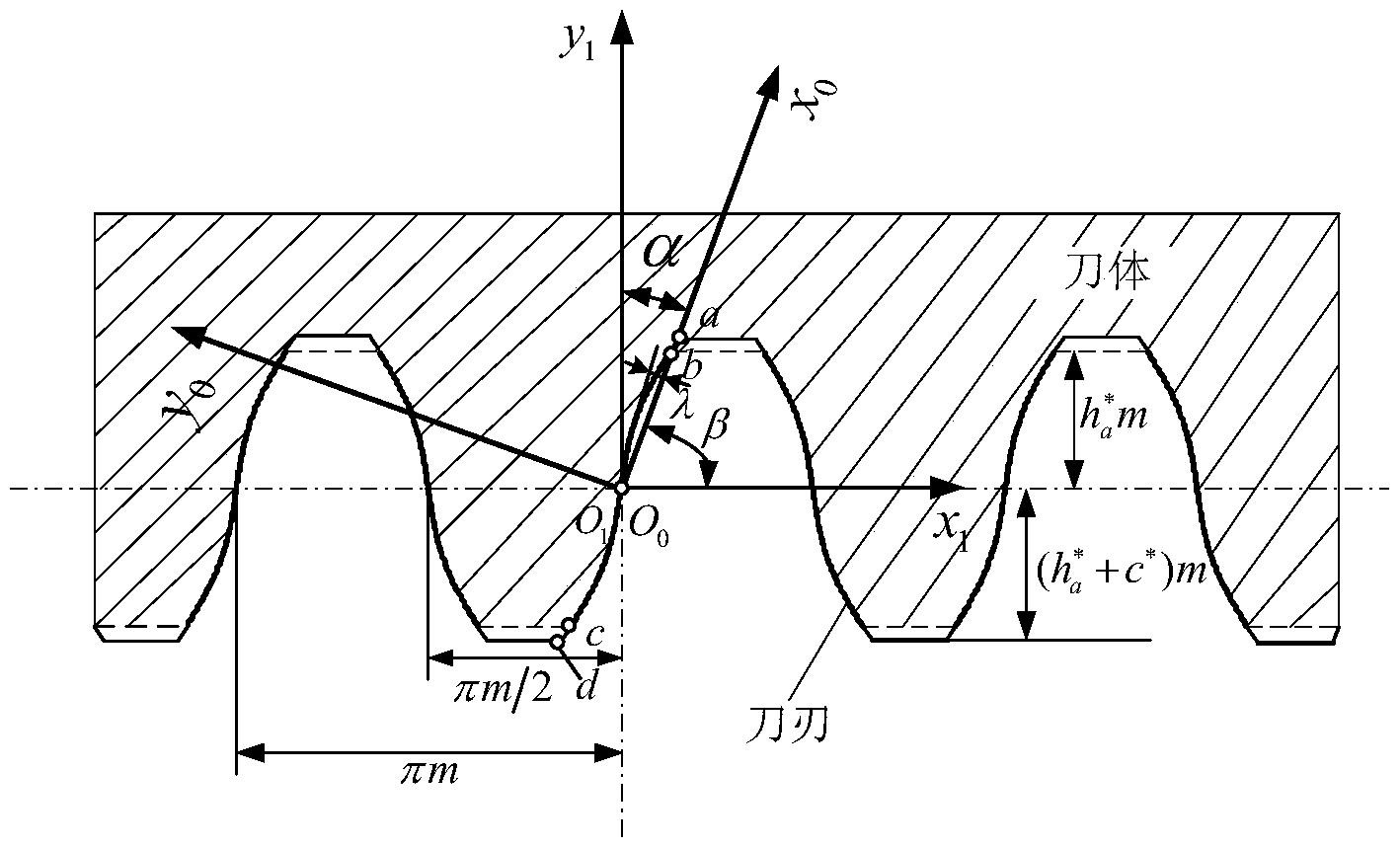
图2为本发明中与工件齿面共轭的车齿刀刃曲线2计算时的结构示意图;
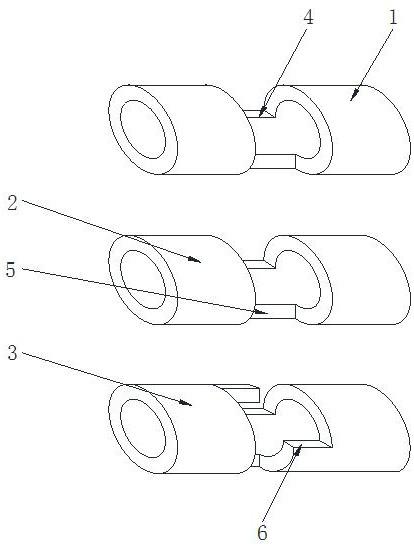
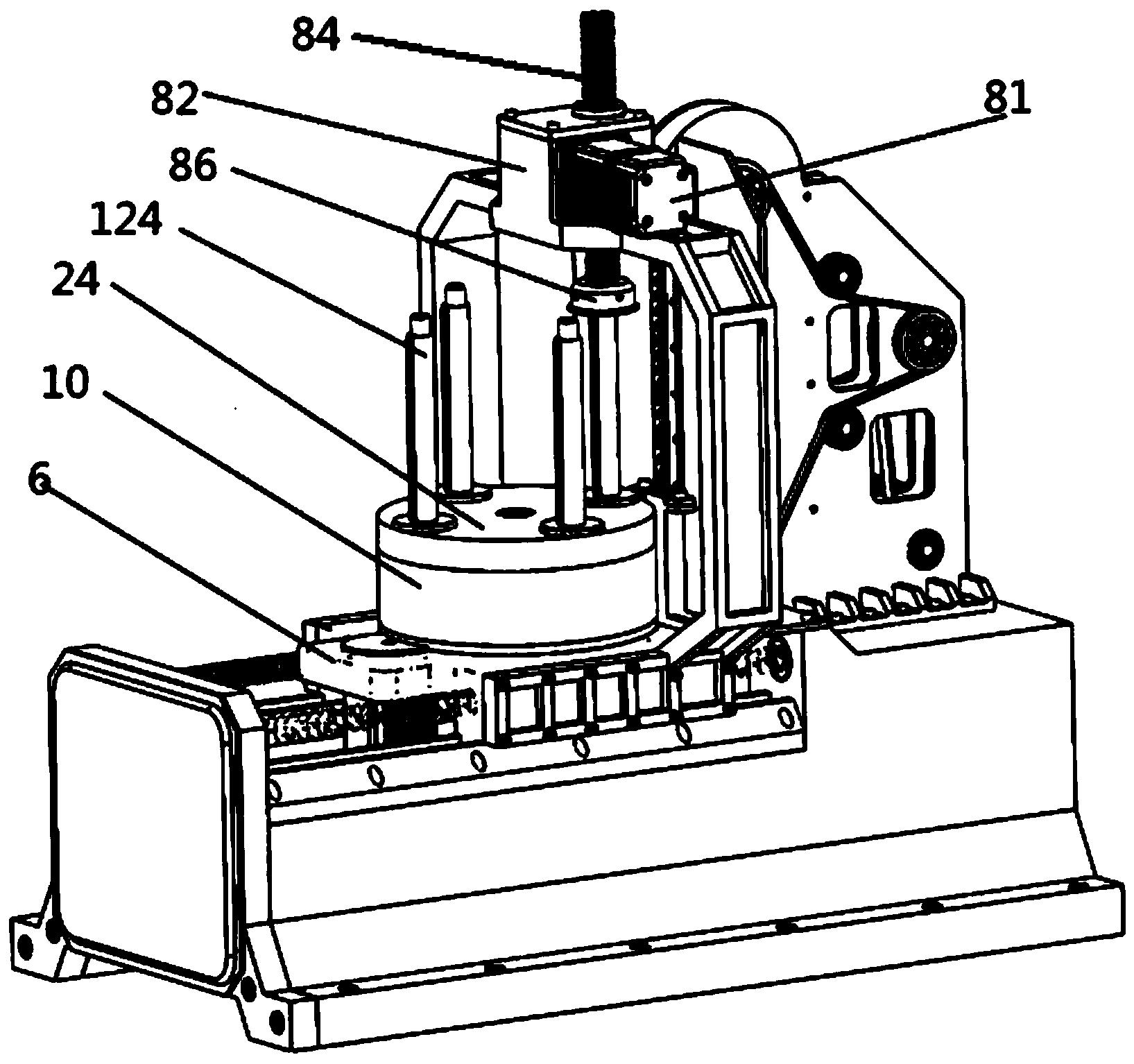
图3(a)为本发明中车齿刀的主视图;
图3(b)为本发明中车齿刀的立体图;
图3(c)为本发明中车齿刀的截面图;
图3(d)为图3(a)中B处的局部放大图;
图3(e)为图3(b)中C处的局部放大图;
图4(a)为本发明中齿槽的一侧齿面加工示意图;
图4(b)为本发明中齿槽的另一侧齿面加工示意图;
图4(c)为本发明中双侧切刀刃曲线示意图。
其中,1为工件齿面啮合线、2为与工件齿面共轭的车齿刀刃曲线、3为切入侧刀刃、4为切入侧后刀面、5为切出侧刀刃、6为切出侧后刀面、7为切出侧齿面、8为切入侧齿面。
具体实施方式
下面结合附图对本发明做进一步详细描述:
参考图1(a)、图1(b)、图1(c)、图2、图3(a)、图3(b)、图3(c)、图3(d)、图3(e)、图4(a)、图4(b)及图4(c),本发明所述的基于齿轮加工机床调整的车齿加工方法包括刀具的设计及齿轮的加工:
所述刀具的设计包括以下步骤:
1)在计算机上,模拟调整车齿加工机床的刀偏d、刀倾角τ、中心距a及轴交角∑,得当前与工件齿面共轭的车齿刀刃曲线2,根据当前与工件齿面共轭的车齿刀刃曲线2得到当前刀刃后刀面,再根据当前刀刃后刀面得到当前刀齿各刀刃的工作后角;
机床调整之前,刀偏d、刀倾角τ都为零,工件与车齿刀的轴交角∑等于工件螺旋角β1与刀具螺旋角β2之和或之差,中心距a等于工件分度圆半径r1与刀具分度圆半径r2之和或之差。
刀偏d是刀具沿刀轴偏离初始位置的距离,对内齿轮而言,刀倾角τ是刀具向着工件轴的方向倾斜的角度,对外齿轮而言,刀倾角τ是刀具背着工件轴的方向倾斜的角度。如图1所示,S1(O1_x1y1z1)为工件坐标系,S2(Q2_x2y2z2)为刀具坐标系,如图1(c)所示,刀偏不为零表示刀具沿刀轴偏离初始位置的距离为d,此时刀轴z2与za重合,如果刀倾角也不为零,则刀具轴z2到达za位置后,刀具再绕y2转动刀倾角τ,此时z2与zb重合,在刀偏d、刀倾角τ的作用下,使原本无结构后角的刀具产生了后角。如果车齿刀是斜齿刀,则刀轴z2到达zb位置后,刀具再绕x2转动刀具螺旋角β2到达刀具最终的位置,如图1(a)所示。
2)判断步骤1)得到的当前刀齿各刀刃的工作后角是否在预设的范围内,当步骤1)得到的当前刀齿各刀刃的工作后角不在预设范围内时,则重复步骤1);当步骤1)得到的当前刀齿各刀刃的工作后角在预设范围内,则将当前与工件齿面共轭的车齿刀刃曲线2记作最优的与工件齿面共轭的车齿刀刃曲线2,将当前车齿加工机床的刀偏d、刀倾角τ及轴交角∑分为记作车齿加工机床的最优刀偏d、最优刀倾角τ及最优轴交角∑;
所述齿轮的加工包括以下步骤:
将车齿加工机床刀偏d、刀倾角τ、中心距a及轴交角∑分别调整为车齿加工机床的最优刀偏d、最优刀倾角τ、最优中心距a及最优轴交角∑,然后使车齿加工机床根据最优的与工件齿面共轭的车齿刀刃曲线2进行齿轮的加工。
如图2所示,步骤1)中得当前与工件齿面共轭的车齿刀刃曲线2的具体步骤为:先获取工件齿面啮合线1在工件坐标系的表达式,然后根据工件齿面啮合线1在工件坐标系的表达式得到当前与工件齿面共轭的车齿刀刃曲线2。
所述工件齿面啮合线1在工件坐标系的表达式为:
其中,i、j及k分别为工件坐标系中x1轴的单位向量、y1轴的单位向量及z1轴的单位向量,x′1、y′1及z′1为工件在不同转角位置时齿面的坐标点M在工件坐标系中的坐标,n为工件齿面法向量,v12为工件上的点相对刀具的运动速度,Fr为前刀面方程。
所述当前与工件齿面共轭的车齿刀刃曲线2的表达式为:
其中,M为从工件坐标系到刀具固联坐标系的坐标变换矩阵,x′2、y′2及z′2为当前与工件齿面共轭的车齿刀刃曲线2在刀具坐标系下的坐标。
所述当前刀齿各刀刃的工作后角为:
cosα=nr·nτ
其中,nr为刀刃上参与切削的部分上任意一点沿刀刃后刀面法线方向的单位向量,nτ为刀刃上参与切削的部分上任意一点沿切削平面法线方向的单位向量。
调整车齿刀的刀倾角τ后,轴交角∑不等于工件螺旋角β1与刀具螺旋角β2之和或之差;中心距a不等于工件分度圆半径r1与刀具分度圆半径r2之和或之差。
如图3(c)所示,所述车齿加工机床中的车齿刀刀坯为圆柱体刀坯;
加工时,直齿车齿刀的前刀面为与刀具端面平行的平面、轴线与刀轴重合的锥面或球心位于车齿刀轴线上的球面中的一个;斜齿车齿刀的前刀面为刀齿的法截面或与刀齿法截面的夹角为刀具前角的平面;直齿车齿刀的后刀面为与工件齿面共轭的车齿刀刃曲线2沿着刀具轴线移动形成的直纹曲面,如图3(b)所示;斜齿车齿刀的后刀面为与工件齿面共轭的车齿刀刃曲线2沿着刀具轴线等速移动、且绕刀轴等速转动形成的螺旋面。参考图3(d)所示,刀齿完成一次完整切削的过程中先切入工件的一侧刀刃为切入侧刀刃3,与切入侧刀刃3相对,刀齿完成一次完整切削的过程中后退出切削的一侧刀刃为切出侧刀刃5,如图3(e)所示,切入侧刀刃3的后刀面为切入侧后刀面,切出侧刀刃5的后刀面为切出侧后刀面。依据车齿刀与工件的相对安装位置与运动关系,在已知前刀面上求与工件齿面共轭的车齿刀刃曲线2,在刀具沿工件轴向运动的过程中,工件齿面啮合线1将包络出工件齿面。
车齿加工机床采用齿槽两侧齿面分别进行加工的切削方法根据最优的与工件齿面共轭的车齿刀刃曲线2进行齿轮的加工。
若采用齿槽的两侧齿面分别进行加工的切削方法,则车齿刀刀齿的切入侧刀刃3与切出侧刀刃5要分别进行计算,加工切出侧齿面7时,调整机床,计算与工件齿面共轭的车齿刀刃曲线2及刀齿各刀刃的工作后角,使切入侧刀刃3有较大的工作后角,如图4(a)所示,以减小切入侧刀刃3后刀面的磨损,并由切入侧刀刃3与顶刃切去齿槽的大部分材料,而使切出侧刀刃5工作前角变大、后角变小,但都要在预设范围内,以确保切出侧齿面7有较高的加工精度与表面质量,同时在切入侧齿面8留有一定的加工余量。完成切出侧刀刃5的计算后,重新调整机床,计算与工件齿面共轭的车齿刀刃曲线2及当前刀齿各刀刃的工作后角,使切入侧刀刃3工作前角变大、后角变小,但都要在预设的范围内,以确保切入侧齿面8有较高的加工精度与表面质量,并将切入侧齿面8留有的切削余量去除掉,如图4(b)所示。以加工切出侧齿面7时的切出侧刀刃5为车齿刀最终的切出侧刀刃5,其中,切入侧刀刃3′及其后角也要计算,但不作为车齿刀最终的切入侧刀刃3;以加工切入侧齿面8时的切入侧刀刃3为车齿刀最终的切入侧刀刃3,其中,切出侧刀刃5′及其后角也要计算,但不作为车齿刀最终的切出侧刀刃5。车齿刀分度圆上的齿厚要有一定的减小量ΔS,以便在加工切出侧齿面7时,给切入侧齿面8留有一定的加工余量,而且当加工切入侧齿面8时,车齿刀要多转一个角度ΔS/r2,使切入侧刀刃3切掉切入侧齿面8留有的加工余量,如图4(c)所示。
实施例一
按照上述方法设计直齿车齿刀,并采用齿槽的两侧齿面分别进行加工的切削方法。选择一个内斜齿轮作为加工的具体实例,工件参数见表1:
表1
齿轮形车齿刀基本参数见表2:
表2
根据工件基本参数与齿轮形车齿刀基本参数,调整车齿加工机床,计算加工切出侧齿面7时与工件齿面共轭的车齿刀刃曲线2及当前刀齿各刀刃的工作后角。机床调整方法及工作后角计算结构见表3:
表3
根据工件基本参数与齿轮形车齿刀基本参数,调整车齿加工机床,计算加工切入侧齿面8时与工件齿面共轭的车齿刀刃曲线2及当前刀齿各刀刃的工作后角,机床调整方法及工作后角计算结构见表4:
表4
以加工切出侧齿面7时的切出侧刀刃5为车齿刀最终的切出侧刀刃5,以加工切入侧齿面8时的切入侧刀刃3为车齿刀最终的切入侧刀刃3,车齿刀分度圆上的齿厚要有一定的减小量ΔS=0.5mm,以便在加工切出侧齿面7时,给切入侧齿面8留有一定的加工余量,而且当加工切入侧齿面8时,车齿刀要多转一个角度ΔS/r2,使切入侧刀刃3切掉切入侧齿面8留有的加工余量,齿轮形车齿刀设计结果如图3所示。
上述实施例,只是本发明的较佳实施例,并非用来限制本发明实施范围,故凡以本发明权利要求所述内容所做的等效变化,均应包括在本发明权利要求范围之内。
一种基于齿轮加工机床调整的车齿加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0