








专利摘要
本发明提供了一种雾化冷等离子体辅助切削方法,在大气压下由冷等离子体发生器产生的等离子体射流与雾化的冷却润滑介质混合喷射到加工区域。雾化冷却润滑介质比传统冷却液更易发生相变,传热效率较高,等离子体射流又可快速改变材料表面亲水性,且含液等离子体具有更高的亲水改性效率,使雾化冷却润滑介质很容易进入切削接触区域,改善切削区刀具和工件接触界面的冷却润滑特性,大幅降低切削温度,减少刀具磨损,减小切削温度带来的加工硬化和表面损伤,从而提高已加工表面质量和表面完整性,增加刀具寿命。
权利要求
1.一种雾化冷等离子体辅助切削的方法,采用大气压冷等离子体射流与雾化的冷却润滑介质混合辅助切削加工;其特征在于,辅助切削加工设备包括冷等离子体射流发生装置和雾化冷却介质发生装置;冷等离子体射流发生装置包括高压电源、工作气源、减压阀、流量计和等离子体电极;雾化冷却介质发生装置包括气路单向阀和雾化的冷却润滑介质引入导管;
冷等离子体射流发生装置中的高压电源的高压输出端、低压输出端分别与等离子体电极相连;工作气源经减压阀及流量计分别调整压力和流量后接入等离子体电极;等离子体电极的喷嘴处喷射出均匀的冷等离子体射流;
雾化的冷却润滑介质引入导管一端接入等离子体电极,另一端接入雾化冷却介质发生装置;打开雾化冷却介质发生装置,雾化的冷却润滑介质由导管输送至等离子体电极;最终,混入雾化的冷却润滑介质的冷等离子体射流于等离子体电极喷嘴处射出;
调整混入雾化的冷却润滑介质的冷等离子体射流发生装置的位置和方向,使加工区域浸没于混入雾化的冷却润滑介质的射流中;此时,开动机床进行加工,在加工过程中,需保证加工区域一直浸没于混入雾化的冷却润滑介质的射流中。
2.根据权利要求1所述的雾化冷等离子体辅助切削的方法,其特征在于,所述的冷等离子体射流发生装置的放电形式是裸电极放电、介质阻挡放电或空心阴极放电。
3.根据权利要求1或2所述的雾化冷等离子体辅助切削的方法,其特征在于,所述的冷等离子体射流发生装置的工作气源是氮气、氩气、氦气、氯气、氧气、经过滤和干燥的空气中的一种或两种以上混合。
4.根据权利要求1或2所述的雾化冷等离子体辅助切削的方法,其特征在于,所述的冷等离子体射流发生装置的放电电源是直流高压电源、低频高压电源、射频高压电源、微波高压电源或脉冲高压电源。
5.根据权利要求3所述的雾化冷等离子体辅助切削的方法,其特征在于,所述的冷等离子体射流发生装置的放电电源是直流高压电源、低频高压电源、射频高压电源、微波高压电源或脉冲高压电源。
6.根据权利要求1、2或5所述的雾化冷等离子体辅助切削的方法,其特征在于,所述的雾化冷却介质发生装置的雾化方法是压力雾化、转盘雾化、气体雾化、超声波雾化、加热雾化中的一种或结合。
7.根据权利要求3所述的雾化冷等离子体辅助切削的方法,其特征在于,所述的雾化冷却介质发生装置的雾化方法是压力雾化、转盘雾化、气体雾化、超声波雾化、加热雾化中的一种或结合。
8.根据权利要求4所述的雾化冷等离子体辅助切削的方法,其特征在于,所述的雾化冷却介质发生装置的雾化方法是压力雾化、转盘雾化、气体雾化、超声波雾化、加热雾化中的一种或结合。
说明书
技术领域
本发明涉及一种雾化冷等离子体射流辅助切削的方法,属于切削工艺技术领域。
背景技术
金属或非金属材料切削过程中,由于工件与刀具间气障层、蒸汽层阻碍,以及新生表面的疏水性,使得冷却介质较难进入切削区域,导致冷却介质冷却润滑效果有限,特别是加工钛合金、镍基高温合金、纯铁等难加工材料,会产生大量切削热,影响加工表面完整性。因此如能通过特殊方法将冷却介质进入到切削接触区深部,则有望提高冷却介质的冷却润滑效果,提高加工表面完整性。
公开号为CN103789716B的专利提出裸电极放电等离子体射流可快速对固体表面进行高效率的亲水性改性,且不会改变表面结构。如在切削过程中,灌注冷却介质的同时,对切削区使用等离子体进行实时改性,则可快速提高切削界面刀具、工件表面的亲水性,使冷却介质易于进入切削区深部,以降低切削接触区温度。
公开号为CN102059350A的专利通过电晕放电或辉光放电产生等离子体射流进行辅助切削,等离子体射流中包含的活性粒子可减小工件表面的塑性变形抗力,降低摩擦系数,能有效降低切削力,减缓刀具磨损,且无需冷却液。但此类等离子体射流的宏观温度仍为室温或高于室温,仍难达到传统冷却液浇注方式所达到的冷却润滑效果。尤其是磨削、铣削等冷却润滑环境较为恶劣的切削方式,由于刀具与工件之间的接触面积较大,切削速度更高,切削接触区热量很难在不借助冷却液的工况下对外传导,容易发生切削温度过高所产生的一系列问题。因此,仅使用CN102059350A所述方法进行冷却润滑难实现理想效果,易导致工件表面烧伤。
与传统油类冷却液相比,雾化冷却介质更易发生相变,传热效率较高,且对环境无污染。另外,如将雾化冷却介质混入冷等离子体射流发生装置中,可提高冷等离子体射流中羟基、氧原子等强氧化性活性粒子浓度,提高射流对切削区域冷却润滑特性、润湿性的调控效率。
因此,如在冷等离子体射流辅助切削过程中引入雾化冷却介质,则冷等离子体射流在快速调控切削接触区亲水特性的同时,诱导雾化冷却介质进入切削接触区深部,可实现较佳的冷却润滑效果,特别对于难加工材料的车削、磨削、铣削等切削中实现高效低损伤加工有重要意义。
发明内容
本发明提出了一种雾化冷等离子体辅助切削的方法,利用大气压冷等离子体射流和雾化的冷却润滑介质作为切削用混合冷却润滑介质,可充分利用等离子体射流对材料表面的润湿性改性效果,及雾化的冷却润滑介质的较强对流传热能力,大幅降低切削温度,减少刀具磨损,减小切削温度带来的加工硬化和表面损伤,从而提高已加工表面质量和表面完整性,增加刀具寿命。
本发明的技术方案:
一种雾化冷等离子体辅助切削的方法,采用大气压冷等离子体射流与雾化的冷却润滑介质混合辅助切削加工;辅助切削加工设备包括冷等离子体射流发生装置和雾化冷却介质发生装置;冷等离子体射流发生装置包括高压电源、工作气源、减压阀、流量计和等离子体电极;雾化冷却介质发生装置包括气路单向阀和雾化的冷却润滑介质引入导管;
冷等离子体射流发生装置中的高压电源的高压输出端、低压输出端分别与等离子体电极相连;工作气源经减压阀及流量计分别调整压力和流量后接入等离子体电极;等离子体电极的喷嘴处喷射出均匀的冷等离子体射流;
雾化的冷却润滑介质引入导管一端接入等离子体电极,另一端接入雾化冷却介质发生装置;打开雾化冷却介质发生装置,雾化的冷却润滑介质由导管输送至等离子体电极;最终,混入雾化的冷却润滑介质的冷等离子体射流于等离子体电极喷嘴处射出;由于雾化的冷却润滑介质的冷却效果,混入雾化的冷却润滑介质的冷等离子体射流温度明显低于室温。
调整混入雾化的冷却润滑介质的冷等离子体射流发生装置的位置和方向,使加工区域浸没于混入雾化的冷却润滑介质的射流中;此时,开动机床进行加工,在加工过程中,需保证加工区域一直浸没于混入雾化的冷却润滑介质的射流中。
冷等离子体射流发生装置的放电形式是裸电极放电、介质阻挡放电、空心阴极放电等任何一种等离子体发生器的形式;
冷等离子体射流发生装置的工作气源可以是高纯的氮气、氩气、氦气、氯气、氧气、经过滤和干燥的空气或者以上气体的混合气体;
冷等离子体射流发生装置的放电电源可以是直流高压电源、低频高压电源、射频高压电源、微波高压电源或脉冲高压电源等任何一种可产生等离子体的高压电源。
雾化冷却介质发生装置的雾化方法可以是压力雾化、转盘雾化、气体雾化、超声波雾化、加热雾化或以上雾化方式的结合。
本发明的有益效果:
混入雾化冷却介质的冷等离子体射流宏观温度较低,可降低切削区域温度,改善切削区域冷却润滑特性。
冷等离子体射流可快速提高切削区亲水性而不改变其表面微观结构,使雾化冷却介质更易进入切削区域。
与传统油类冷却液相比,雾化冷却介质更易发生相变,传热效率较高,可更有效降低切削区域温度。
将雾化冷却介质混入冷等离子体射流发生装置中,可提高冷等离子体射流中羟基、氧原子等强氧化性活性粒子浓度,提高射流对切削区域亲水性的调控效率。
附图说明
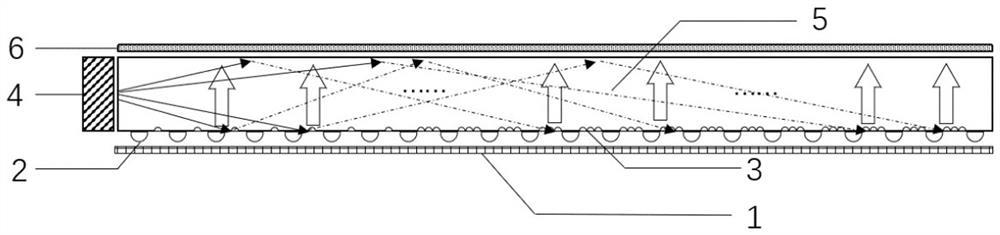
图1为雾化冷等离子体辅助切削原理图。
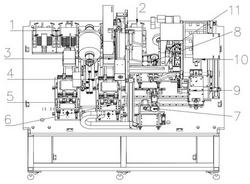
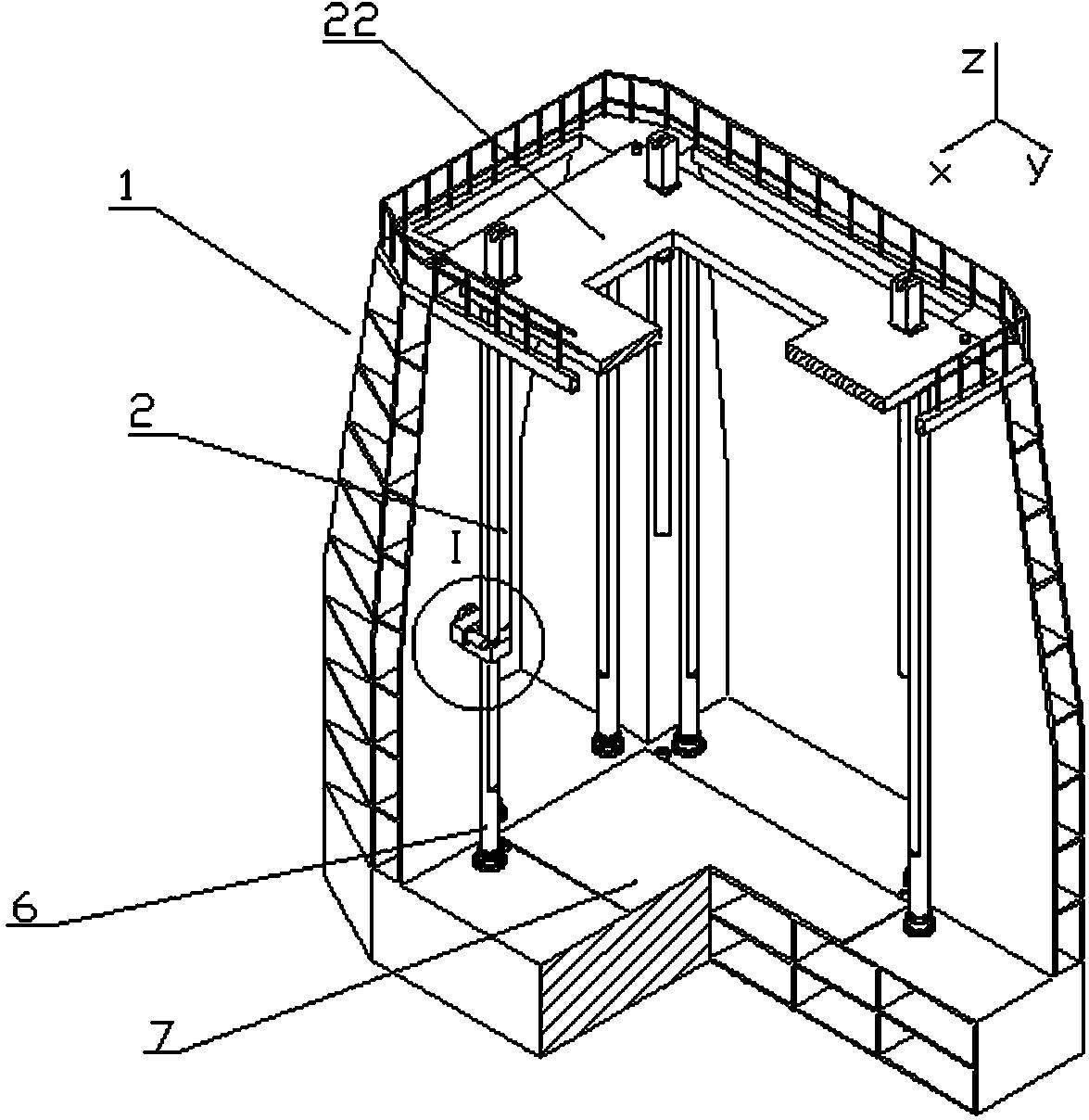
图2为后置式雾化冷等离子体辅助加工装置原理图。
图3为前置式雾化冷等离子体辅助加工装置原理图。
图中:1冷等离子体射流发生器;2雾化冷却介质发生装置;
3冷等离子体射流发生装置;4雾化冷等离子体射流;5刀具;6工件;
7气路单向阀;8雾化冷却介质发生发生器;9三通接头;10流量计;
11减压阀;12工作气源;13高压电源。
具体实施方式
下面结合附图和具体实施方式对本发明进一步的详细说明。
本发明涉及一种雾化冷等离子体辅助切削的方法,使用此方法的设备主要包括等离子体射流发生装置和雾化冷却润滑介质发生装置。
冷等离子体射流发生装置包括:高压电源13,可调流量计10,减压阀11,工作气体源12。
切削前,按照附图将这些设备分别连接:工作气体由工作气体源12经过减压阀11和可调流量计10进入等离子体射流发生器1;高压电源13的高压与低压的输出端分别与高压电极和低压电极相连;将冷等离子体射流发生器1固定在机床上,使其能与刀具5同步进给;调整等离子体射流发生器出口处的方向,使其对准在切削区位置。打开工作气体源12开关,打开减压阀11,调整可调气体流量计10,使工作气体以合适的流量进入冷等离子体射流发生器中。
雾化冷却润滑介质发生装置包括:雾化冷却润滑介质发生器,气路单向阀。
当工作气体以稳定的流量进入冷等离子体射流发生器后,打开雾化冷却润滑介质发生器8,调整气路单向阀7使雾化的冷却润滑介质可以以恒定的流量进入等离子体发生器中。开启高压电源13,调整冷等离子体射流发生器的角度,使切削区域能够完全浸没在冷等离子体射流中。
具体实施例:
实施例1可实现大气压雾化冷等离子体辅助微铣削镍基高温合金。
裸电极冷等离子体射流发生器1使用裸电极的放电形式,这种电极产生的大气压冷等离子体射流不会与加工材料之间发生击穿放电,高压电源13采用中频正弦波交流电源,高压电源13的正极即高压输出端与高压钨针电极相连,低压输出端与喷嘴处低压铜电极相连并且接地。
工作气体源12采用纯度为99.999%的高纯氮气。
工件6在工作平台固定好后将裸电极冷等离子体射流发生器1固定在铣刀Z轴上,使射流与刀具工件接触区域距离为10mm。
打开减压阀11,可调流量计10,使流量达到10L/min打开雾化冷却润滑介质发生器,调整气路单向阀使其出口压力维持在0.1MPa。此时打开高压电源13,使电压逐渐增加,直到可以出现稳定的冷等离子体射流。
调整好冷等离子体射流发生装置,保证射流可以覆盖所要加工的区域,此时打开铣床开始铣削加工。
实施例2可实现大气压雾化冷等离子体辅助磨削加工。
裸电极冷等离子体射流发生器1使用裸电极的放电形式,这种电极产生的大气压冷等离子体射流不会与加工材料之间发生击穿放电,高压电源13采用中频正弦波交流电源,高压电源13的正极即高压输出端与高压钨针电极相连,低压输出端与喷嘴处低压铜电极相连并且接地。
工作气体源12采用纯度为99.999%的高纯氮气。
工件6在工作平台固定好后将裸电极冷等离子体射流发生器1固定在砂轮进给轴上,使射流与刀具工件接触区域距离为10mm。
打开减压阀11,可调流量计10,使流量达到10L/min打开雾气发生器,调整气路单向阀使其出口压力维持在0.5MPa。此时打开高压电源13,使电压逐渐增加,直到可以出现稳定的冷等离子体射流。
调整好冷等离子体射流发生装置,保证射流可以覆盖所要加工的区域,此时打开磨床开始磨削加工。
一种雾化冷等离子体辅助切削的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0