

IPC分类号 : C23C14/32I,C23C14/35I,C23C14/18I,C23C14/06I,C23C14/58I,C23C4/129I,C23C4/134I,C23C4/073I,C23C4/08I,C23C4/10I,B24C1/06I,B24C11/00I,B24C7/00I







专利摘要
本发明涉及一种用于单晶高温合金热防护的热障涂层及其制备方法,属于材料热防护技术领域。所述热障涂层以单晶高温合金为基体,基体上面是由阻挡层、气相沉积工艺制备的下粘结层、热喷涂工艺制备的上粘结层以及陶瓷层按先后顺序叠加组成的热障涂层,该热障涂层能够抑制基体与粘结层之间的元素互扩散以及避免喷砂工艺导致单晶高温合金基体再结晶。本发明所热障涂层制备过程采用的均是成熟的工艺,操作简单,易于实现规模化生产。
权利要求
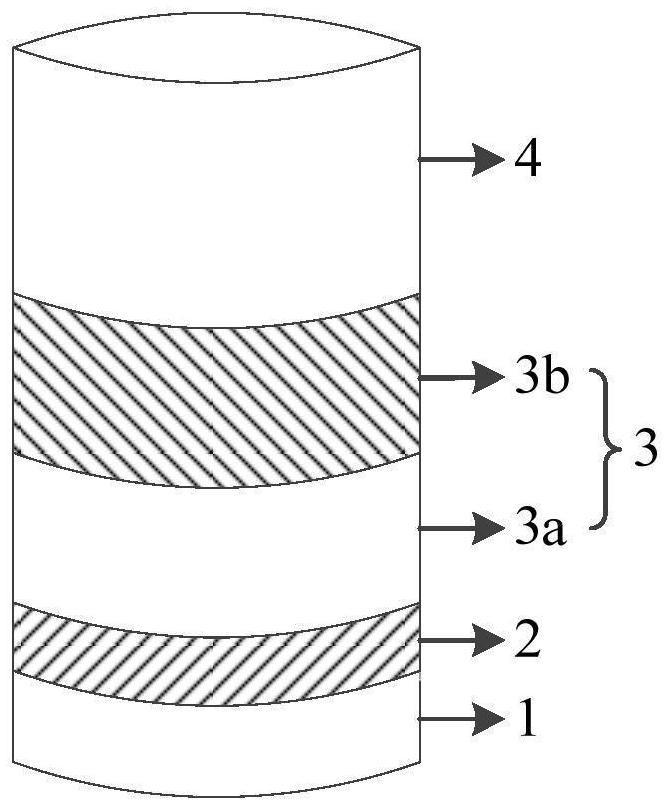
1.一种用于单晶高温合金热防护的热障涂层,其特征在于:所述热障涂层依次由阻挡层(2)、采用气相沉积工艺制备的下粘结层(3a)、采用热喷涂工艺制备的上粘结层(3b)以及陶瓷层(4)组成,阻挡层(2)与单晶高温合金基体(1)接触;
阻挡层(2)为氮化物陶瓷、氧化物陶瓷、碳化物陶瓷或者氧氮化物陶瓷;
下粘结层(3a)和上粘结层(3b)分别独立为MCrAlY涂层或Pt-Al涂层,M=Ni、Co或NiCo。
2.根据权利要求1所述的用于单晶高温合金热防护的热障涂层,其特征在于:单晶高温合金为镍基单晶高温合金或者钴基单晶高温合金。
3.根据权利要求1所述的用于单晶高温合金热防护的热障涂层,其特征在于:阻挡层(2)为氮化钛陶瓷。
4.根据权利要求1所述的用于单晶高温合金热防护的热障涂层,其特征在于:阻挡层(2)的厚度为0.5μm~5μm。
5.根据权利要求1所述的用于单晶高温合金热防护的热障涂层,其特征在于:陶瓷层(4)为氧化锆涂层、锆酸钐涂层或多元掺杂氧化锆涂层。
6.一种如权利要求1~5任一项所述的用于单晶高温合金热防护的热障涂层的制备方法,其特征在于:所述方法步骤如下,
步骤1.对基体(1)进行表面处理,以去除其表面杂质及变形区;
步骤2.采用气相沉积工艺在基体(1)表面制备阻挡层(2);
步骤3.采用气相沉积工艺在阻挡层(2)上制备下粘结层(3a);
步骤4.将含有下粘结层(3a)的基体(1)置于真空度为1×10
步骤5.采用热喷涂工艺在下粘结层(3a)上制备上粘结层(3b);
步骤6.采用等离子喷涂工艺在上粘结层(3b)上制备陶瓷层(4),则完成所述热障涂层的制备。
7.根据权利要求6所述的用于单晶高温合金热防护的热障涂层的制备方法,其特征在于:喷砂粒径为100μm~300μm,喷砂压力为0.2MPa~0.6MPa。
8.根据权利要求6所述的用于单晶高温合金热防护的热障涂层的制备方法,其特征在于:所述气相沉积工艺为电弧离子镀工艺或磁控溅射工艺。
9.根据权利要求6所述的用于单晶高温合金热防护的热障涂层的制备方法,其特征在于:所述热喷涂工艺为超音速火焰喷涂工艺或等离子喷涂工艺。
说明书
技术领域
本发明涉及一种用于单晶高温合金热防护的热障涂层及其制备方法,属于材料热防护技术领域。
背景技术
热障涂层技术是保障航空发动机及地面燃气轮机热端部件使用性能的关键技术之一,其优劣直接影响热端部件的整体性能。热障涂层通常具有由陶瓷层和金属粘结层构成的双层结构,其中陶瓷层主要起隔热作用,金属粘结层则起到缓解陶瓷层与基体间热膨胀系数不匹配、提供涂层高温抗氧化性能和抗腐蚀性能的作用。MCrAlY(M为Ni、Co或NiCo)粘结层因其良好的塑性、较高的高温强度、优异的抗氧化性能和抗腐蚀性能,成为目前最为常用的粘结层之一。
热障涂层的主要制备方法包括气相沉积和热喷涂工艺。对于涡轮工作叶片等体积较小且要求较高的零件,通常采用气相沉积工艺制备热障涂层。另外,对于以单晶高温合金为基材的热端部件,为了避免实施喷砂工艺进而避免单晶基体发生再结晶,其表面的热障涂层也往往采用气相沉积工艺制备。但是,对于导向叶片等体积较大的静子零件,则需要采用具有更大工艺容限的热喷涂工艺在其表面制备热障涂层。
超音速火焰喷涂工艺是制备MCrAlY粘结层的常规方法之一。为了保证由HVOF(超音速火焰喷涂)工艺制备的粘结层与基体之间的结合性能,通常需要在实施HVOF工艺之前,采用喷砂工艺对基体进行粗化处理,以提高基体的表面粗糙度并去除基体表面杂质。然而,当采用HVOF工艺在单晶高温合金基体表面直接制备MCrAlY粘结层时,由喷砂工艺引入到单晶高温合金表面的强烈塑性变形将在其后续热处理或服役过程中诱发再结晶,从而严重恶化单晶高温合金的高温力学性能。这一问题是采用热喷涂方法在单晶高温合金表面制备热障涂层所面临的难点之一。
另外,MCrAlY涂层与单晶高温合金基体之间存在的元素成分差异,容易导致二者在高温服役环境下发生元素互扩散,给MCrAlY粘结层和单晶高温合金基体的性能均带来不利影响。为了抑制基体与粘结层之间的元素互扩散,本领域技术人员开发了多种扩散阻挡层,如金属阻挡层、金属间化合物阻挡层和陶瓷阻挡层等,并研究了各种扩散阻挡层对元素互扩散的阻挡效果,其中以陶瓷阻挡层的阻挡效果最为显著,也是受到最多关注的一类阻挡层。通常,扩散阻挡层采用诸如电弧离子镀、磁控溅射等的气相沉积工艺制备。然而,当陶瓷阻挡层被直接应用于采用热喷涂工艺制备的粘结层与基体之间时,在热喷涂工艺中,高速飞行的粉末粒子在撞击已沉积的陶瓷阻挡层的同时,容易破坏陶瓷阻挡层。同时,陶瓷阻挡层的粗糙度也无法满足喷涂涂层的制备需求。因此,如何通过结构与制备工艺设计将陶瓷阻挡层应用于以热喷涂工艺制备的热障涂层体系中,从而抑制以热喷涂工艺制备的粘结层与基体之间的元素互扩散,并避免单晶基体在后续热处理中再结晶,成为了另一个需要解决的关键问题。
发明内容
针对现有技术中存在的问题,本发明的目的在于提供一种用于单晶高温合金热防护的热障涂层及其制备方法,所述热障涂层包括阻挡层、以气相沉积工艺制备的下粘结层、以热喷涂工艺制备的上粘结层以及陶瓷层,能够同时实现抑制基体与粘结层之间的元素互扩散以及避免喷砂工艺导致单晶高温合金基体再结晶的技术效果;而且制备该热障涂层所采用的均是成熟的工艺,操作简单,易于实现规模化生产。
本发明的目的是通过以下技术方案实现的。
一种用于单晶高温合金热防护的热障涂层,所述热障涂层依次由阻挡层、下粘结层、上粘结层以及陶瓷层组成,阻挡层与单晶高温合金基体接触;
阻挡层为氮化物陶瓷、氧化物陶瓷、碳化物陶瓷或者氧氮化物陶瓷,优选氮化钛陶瓷;
下粘结层和上粘结层分别独立为MCrAlY(M=Ni、Co或NiCo)涂层或Pt-Al涂层,下粘结层是采用气相沉积工艺(如电弧离子镀工艺或磁控溅射工艺)制备的,上粘结层是采用热喷涂工艺(超音速火焰喷涂工艺或等离子喷涂工艺)制备的;
陶瓷层主要起隔热作用,选用目前热障涂层中已报道的各种陶瓷涂层即可,例如氧化锆涂层、锆酸钐涂层、多元掺杂氧化锆涂层等。
进一步地,单晶高温合金为镍基单晶高温合金或者钴基单晶高温合金。
进一步地,阻挡层的厚度为0.5μm~5μm。
本发明所述用于单晶高温合金热防护的热障涂层的制备方法,具体步骤如下:
步骤1.对单晶高温合金基体进行表面处理,以去除其表面杂质及变形区;
步骤2.采用气相沉积工艺在单晶高温合金基体表面制备阻挡层;
步骤3.采用气相沉积工艺在阻挡层上制备下粘结层;
步骤4.将含有下粘结层的单晶高温合金基体置于真空度为1×10
其中,喷砂工艺参数如下:喷砂粒径不大于400μm,喷砂压力不大于0.6MPa,喷砂距离为50μm~200μm;
步骤5.采用热喷涂工艺在下粘结层上制备上粘结层;
步骤6.采用等离子喷涂工艺在上粘结层上制备陶瓷层,则完成所述热障涂层的制备。
进一步地,喷砂粒径优选100μm~300μm,喷砂压力优选0.2MPa~0.6MPa。
有益效果:
(1)通过在单晶高温合金基体与粘结层之间引入阻挡层,实现了抑制基体与粘结层之间的元素互扩散,从而避免了基体内形成不利的TCP相;
(2)通过气相沉积工艺引入下粘结层,既保护了阻挡层不被热喷涂工艺中高速飞行的粉末粒子破坏,又提供了实施喷砂工艺的表面,进而为采用热喷涂工艺制备的上粘结层提供了所需的粗糙表面,保证涂层整体的界面结合性能;
(3)通过引入阻挡层和下粘结层,避免了直接在单晶基体表面实施喷砂工艺,从而避免了由喷砂工艺导致的单晶高温合金基体的再结晶问题;
(4)通过控制下粘结层表面粗化工艺参数,使得阻挡层不会发生变形和开裂,从而保证单晶高温合金基体不会在后续的热处理或服役过程中发生再结晶。
附图说明
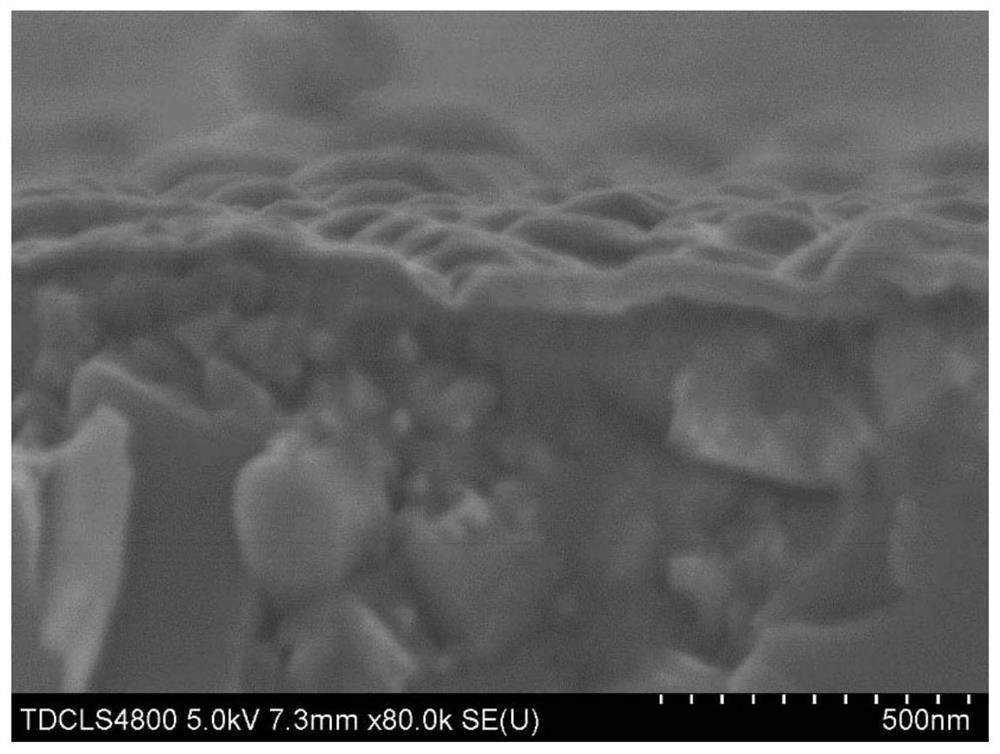
图1为对比例1中采用HVOF工艺在TiN阻挡层表面直接制备的粘结层的截面形貌。
图2为对比例2中采用HVOF工艺在单晶基体表面直接制备的粘结层在1100℃下氧化100h后的截面形貌图。
图3为本发明所述热障涂层的结构示意图;其中,1-基体,2-阻挡层,3-粘结层,3a-下粘结层,3b-上粘结层,4-陶瓷层。
图4为对比例3制备的热障涂层在1050℃下真空退火20h后的截面形貌图。
图5为实施例1制备的热障涂层的截面形貌;其中,图5a为喷涂态热障涂层的截面形貌图,图5b为热障涂层在1100℃下氧化100h后的截面形貌图。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步阐述,其中,所述方法如无特别说明均为常规方法,所述原材料如无特别说明均能从公开商业途径而得。
以下实施例中,采用TR210型手持式粗糙度仪对涂层的表面粗糙度进行测试;参照GB/T 8642-2002标准,利用INSTRON 5966型电子万能材料试验机和FM1000型胶片对涂层的结合强度进行测试。
实施例1
步骤1.选取线切割的镍基单晶高温合金DD33的圆片试样作为基体1,并利用砂纸和抛光膏对基体1进行研磨以去除基体1表面的热影响区,研磨掉的厚度约为200μm;
步骤2.采用电弧离子镀设备在基体1的表面制备厚度为2μm的TiN阻挡层2;其中,靶材选用纯度>99.9%的Ti靶,实验所用气体分别为纯度99.999%的氩气和氮气,沉积温度为450℃,压力为1Pa,电流为90A,偏压为-100V;
步骤3.采用电弧离子镀设备在阻挡层2上制备厚度为50μm的NiCoCrAlYHf涂层作为下粘结层3a,经测量下粘结层3a的表面粗糙度Ra为(1.63±0.2)μm;其中,制备下粘结层3a时的沉积温度为1000℃,压力小于6.67×10
步骤4.将含有下粘结层3a的基体1置于真空度为1×10
步骤5.利用超音速火焰喷涂工艺,采用CoNiCrAlY喷涂用粉末(牌号为CO-210),在下粘结层3a上制备上粘结层3b,经测量上粘结层3b的表面粗糙度Ra为(5.63±0.4)μm,上粘结层3b与下粘结层3a之间的结合强度大于75MPa;其中,超音速火焰喷涂的工艺参数如下:氧气1900SCFH,航空煤油20.7L/h,载气(氩气)11SCFH,送粉率5.0RPM,喷涂距离380mm;
步骤6.采用等离子喷涂工艺在上粘结层3b上制备陶瓷层4,则完成所述热障涂层的制备,如图3所示;其中,等离子喷涂所用粉末为RSZ 1001AS稀土氧化物稳定的氧化锆纳米团聚粉,所用设备为5500型大气等离子喷涂设备,具体工艺参数:电流950A,主气(氩气)80SCFH,辅气(氦气)55SCFH,载气(氩气)8SCFH,送粉率4RPM,喷涂距离75mm。
由图5a可知,在本实施例热障涂层的制备过程中,阻挡层2未见明显变形和开裂,基体1、阻挡层2、下粘结层3a以及上粘结层3b之间的界面结合良好。
将本实施例所制备的热障涂层置于1100℃下恒温氧化100h,其形貌如图5b所示,基体1中未出现再结晶组织以及TCP相。因此,对比于常规的热障涂层,本发明所述的热障涂层有效避免了单晶高温合金基体发生再结晶,并抑制了粘结层3与基体1之间的元素互扩散。
对比例1
步骤1.选取线切割的镍基单晶高温合金DD33的圆片试样作为基体1,并利用砂纸和抛光膏对基体1进行研磨以去除基体1表面的热影响区,研磨掉的厚度约为200μm;
步骤2.采用电弧离子镀设备在基体1的表面制备厚度为2μm的TiN阻挡层2,其工艺参数与实施例1步骤2的工艺参数相同;
步骤3.随后利用超音速火焰喷涂工艺,采用CoNiCrAlY喷涂用粉末(牌号为CO-210),在TiN阻挡层2表面制备粘结层3,其工艺参数与实施例1步骤5中的超音速火焰喷涂工艺参数相同;
由于TiN极易氧化,所以在制备了TiN阻挡层2后,并未对样品进行真空退火处理,但这导致了沉积态TiN阻挡层2与基体1之间的界面结合强度较低,从而导致了脆性的TiN阻挡层2在超音速火焰喷涂工艺中飞行CoNiCrAlY粉末粒子的撞击下形成多条裂纹,如图1所示。即,在本对比例的条件下,在超音速火焰喷涂工艺中,飞行的喷涂粉末粒子使TiN阻挡层2遭到破坏。此外,还存在粘结层3因其下方TiN阻挡层2粗糙度(Ra约0.2μm)较小而出现无法沉积的问题。
对比例2
步骤1.选取线切割的镍基单晶高温合金DD33的圆片试样作为基体1,利用吸入式喷砂机对基体1进行喷砂处理,除去基体1表面的杂质及变形区;其中,喷砂粒径为300μm,喷砂压力为0.5MPa,喷砂距离为100mm,喷砂时间为10s;
步骤2.利用超音速火焰喷涂工艺,采用CoNiCrAlY喷涂用粉末(牌号为CO-210),在基体1表面制备粘结层3,其工艺参数与实施例1步骤5中的超音速火焰喷涂工艺参数相同。
将所制备的粘结层3在1100℃下恒温氧化100h后进行形貌表征,如图2所示,在基体1中检测到了由喷砂工艺导致的再结晶组织以及由元素互扩散导致的TCP相。
对比例3
步骤1.选取线切割的镍基单晶高温合金DD33的圆片试样作为基体1,并利用砂纸和抛光膏对基体1进行研磨以去除基体1表面的热影响区,研磨掉的厚度约为200μm;
步骤2.采用电弧离子镀设备以及与实施例1步骤2相同的电弧离子镀参数在基体1的表面制备厚度为2μm的TiN阻挡层2;
步骤3.采用电弧离子镀设备以及与实施例1步骤3相同的电弧离子镀参数,在阻挡层2上制备厚度为50μm的NiCoCrAlYHf涂层作为下粘结层3a,经测量下粘结层3a的表面粗糙度Ra为(1.63±0.2)μm;
步骤4.将含有下粘结层3a的基体1置于真空度为1×10
步骤5.利用超音速火焰喷涂工艺以及与实施例1步骤5相同的超音速火焰喷涂参数,采用CoNiCrAlY喷涂用粉末(牌号为CO-210),在下粘结层3a上制备上粘结层3b,经测量上粘结层3b的表面粗糙度Ra为(5.63±0.3)μm;
步骤6.采用等离子喷涂工艺在上粘结层3b上制备陶瓷层4,则完成热障涂层的制备;其中,所用粉末为RSZ 1001AS稀土氧化物稳定的氧化锆纳米团聚粉,所用设备为5500型大气等离子喷涂设备,其具体参数与实施例1步骤6中的参数相同。
将所制备的热障涂层置于1050℃下真空退火处理20h,其形貌如图4所示,阻挡层2在经过砂粒冲击作用后发生明显变形,位于变形区域中的阻挡层2内可见多条裂纹。在位于变形区域中的阻挡层2的下方,相应的基体1中还观察到了明显再结晶组织的形成。因此,在对比例3的喷砂工艺参数下,虽然通过喷砂工艺提高了下粘结层3a表面的粗糙度,并预期有利于下粘结层3a和上粘结层3b之间的界面结合,但导致了阻挡层2开裂并诱发了基体1在后续热处理中的再结晶。
综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种用于单晶高温合金热防护的热障涂层及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0