






专利摘要
本实用新型公开了一种木塑复合材料切削加工用刀具,属于木塑复合材料加工设备领域。本实用新型的刀具,其刀头上周向排布有至少两列刀齿列,相邻所述刀齿列间等距排布;此外,所述刀齿列内的各刀齿间均存在间隙,从而在刀头上形成若干条排屑通道,因而本实用新型的刀具在加工工件时,切屑能够快速地从排屑通道中离开刀头和工件间的空隙,防止切屑累积在空隙内,造成刀头和切屑摩擦产热而提高木塑复合材料工件的工况温度提升,进而防止木塑复合材料工件受热软化,进而防止了粘刀现象的产生,并提高了木塑复合材料的加工效率。
权利要求
1.一种木塑复合材料切削加工用刀具,其特征在于:包括刀头,所述刀头上沿其周向排布有至少两个刀齿列,相邻所述刀齿列间等距排布,且所述刀齿列内的各刀齿间均存在间隙,以在所述刀头上形成若干条排屑通道。
2.根据权利要求1所述的一种木塑复合材料切削加工用刀具,其特征在于:所述刀齿列包括一个端部刀齿和若干个杆部刀齿,所述端部刀齿和杆部刀齿沿着所述刀头的轴向排布。
3.根据权利要求2所述的一种木塑复合材料切削加工用刀具,其特征在于:所述端部刀齿与杆部刀齿均螺旋设置在所述刀头上,且同一刀齿列中,所述端部刀齿与杆部刀齿的旋向相反。
4.根据权利要求3所述的一种木塑复合材料切削加工用刀具,其特征在于:不同所述刀齿列间的杆部刀齿旋向相同。
5.根据权利要求2所述的一种木塑复合材料切削加工用刀具,其特征在于:同一刀齿列中,所述端部刀齿的刀刃与所述杆部刀齿的刀刃位于该刀齿列的同一侧。
6.根据权利要求2所述的一种木塑复合材料切削加工用刀具,其特征在于:至少有一个所述刀齿列的端部刀齿的前端突出于所述刀头的端面设置。
7.根据权利要求6所述的一种木塑复合材料切削加工用刀具,其特征在于:所述前端突出于所述刀头的端面设置的端部刀齿刀刃的刃口与所述刀头的轴线形成有斜角,所述斜角的角度为78~82°。
8.根据权利要求6所述的一种木塑复合材料切削加工用刀具,其特征在于:所述刀头上开设有与前端突出于所述刀头的端面设置的端部刀齿相对应的缺口。
9.根据权利要求2所述的一种木塑复合材料切削加工用刀具,其特征在于:相邻所述刀齿列的杆部刀齿相互错位设置。
10.根据权利要求2所述的一种木塑复合材料切削加工用刀具,其特征在于:所述刀齿列设置为四个,四个所述刀齿列中有两个刀齿列的端部刀齿前端突出于所述刀头的端面设置,且两个前端突出于所述刀头的端面设置的端部刀齿对称设置在所述刀头上。
说明书
技术领域
本实用新型涉及木塑复合材料加工设备技术领域,更具体地说,涉及一种木塑复合材料切削加工用刀具。
背景技术
木塑复合材料是近些年海内外快速发展的一种新型木质材料。与传统木制纤维材料相比,木塑复合材料不仅具有重量轻、弹性好、耐冲击等木质材料的优点,还具有韧性好、抗疲劳强度高等塑料的优点,因而其在世界范围内受到的关注越来越多,生产总量和使用总量均逐年增加。
目前,木塑复合材料广泛应用于门窗、地板、墙板等木制产品领域,但是加工质量普遍较低是木塑复合材料二次加工时遇到的主要问题。刀具是木塑复合材料加工的主要工具之一,刀具材料,角度(前角、后角、楔角)、切削方式等都对都对加工质量有影响。
例如,申请号为2020101928003的中国专利公开的一种铣刀,该铣刀包括刀柄、与刀柄连接的插铣刀部及连接于插铣刀部上的燕尾刀头,插铣刀部为四刃插铣刀,燕尾刀头为错刃的两刃燕尾铣刀。
然而,在木塑复合材料的加工过程中,随着切削温度的升高,木塑复合材料会变软,刀具在对软化后的木塑复合材料进行加工时,不仅容易产生粘刀现象,降低刀具的使用寿命,同时还会降低切削加工质量。
实用新型内容
1.实用新型要解决的技术问题
本实用新型的目的在于克服现有技术中刀具在加工过程中温度不断升高而使其容易产生粘刀现象的不足,提供了一种木塑复合材料切削加工用刀具,旨在提高刀具对于加工产生切屑的排屑能力,防止因切屑累积而引起的刀具摩擦生热,进而减缓刀具和所加工工件工况温度的上升速率。
2.技术方案
为达到上述目的,本实用新型提供的技术方案为:
本实用新型的一种木塑复合材料切削加工用刀具,其刀头上周向排布有至少两列刀齿列,相邻所述刀齿列间等距排布;此外,所述刀齿列内的各刀齿间均存在间隙,从而在刀头上形成若干条排屑通道,该排屑通道既包括相邻刀齿列之间的通道,也包括从其中一个刀齿列内刀齿间间隙到刀齿列之间的通道,再到下一个刀齿列内刀齿间间隙的螺旋状通道,因而本实用新型的刀具在加工工件时,切屑能够快速地从排屑通道中离开刀头和工件间的空隙。
进一步地,所述刀齿列包括一个端部刀齿和若干个杆部刀齿,所述端部刀齿和杆部刀齿沿着所述刀头的轴向排布。
进一步地,所述端部刀齿与杆部刀齿均螺旋设置在所述刀头上,且同一刀齿列中,所述端部刀齿与杆部刀齿的旋向相反。
进一步地,不同所述刀齿列间的杆部刀齿旋向相同。
进一步地,同一刀齿列中,所述端部刀齿的刀刃与所述杆部刀齿的刀刃位于该刀齿列的同一侧。
进一步地,至少有一个所述刀齿列的端部刀齿的前端突出于所述刀头的端面设置。
进一步地,所述端部刀齿刀刃的刃口与所述刀头的轴线形成有斜角,所述斜角的角度为78~82°。
进一步地,所述刀头上开设有与前端突出于所述刀头的端面设置的端部刀齿相对应的缺口。
进一步地,相邻所述刀齿列的杆部刀齿相互错位设置。
进一步地,所述刀齿列设置为四个,四个所述刀齿列中有两个刀齿列的端部刀齿前端突出于所述刀头的端面设置,且两个前端突出于所述刀头的端面设置的端部刀齿对称设置在所述刀头上。
3.有益效果
采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
(1)本实用新型的刀具,其刀头上周向排布有至少两列刀齿列,相邻所述刀齿列间等距排布;此外,所述刀齿列内的各刀齿间均存在间隙,从而在刀头上形成若干条排屑通道,因而本实用新型的刀具在加工工件时,切屑能够快速地从排屑通道中离开刀头和工件间的空隙,防止切屑累积在空隙内,造成刀头和切屑摩擦产热而提高木塑复合材料工件的工况温度提升,进而防止木塑复合材料工件受热软化,进而防止了粘刀现象的产生,并提高了木塑复合材料的加工效率。
(2)本实用新型中,端部刀齿与杆部刀齿均螺旋设置在刀头上,且同一刀齿列中,端部刀齿与杆部刀齿的旋向相反;同时,不同刀齿列间的杆部刀齿旋向相同,因而利用本实用新型的刀具对木塑复合材料工件进行加工时,工件上表面的边部受到的压力为平行于刀头轴向并朝向工件,工件下表面的边部受到的压力为平行于刀头轴向并背向工件,因而能有效地减少崩边情况的发生,有效地提高切削加工的质量。
(3)本实用新型中,刀头上开设有与前端突出于刀头的端面设置的端部刀齿相对应的缺口,刀具切入工件内部产生的切屑受到一个斜向上的力,切屑将沿着前刀面向上位移,同列的两个刀齿之间缺口较大,使得切屑更容易从缺口处进入排屑通道并排出于刀头与工件间的空隙,进一步地减少切削热的产生,从而进一步地使得木塑复合材料受热软化的现象减少,以提高切削加工表面质量。
附图说明
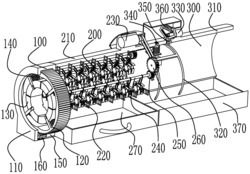
图1为本实用新型的刀具结构示意图;
图2为本实用新型中刀齿列的排布方式示意图;
图3为本实用新型中端部刀齿的结构示意图;
图4为本实用新型中端部刀齿的排布方式示意图;
图5为本实用新型中缺口、间隙和排屑通道的结构示意图;
图6为本实用新型中杆部刀齿的排布方式示意图;
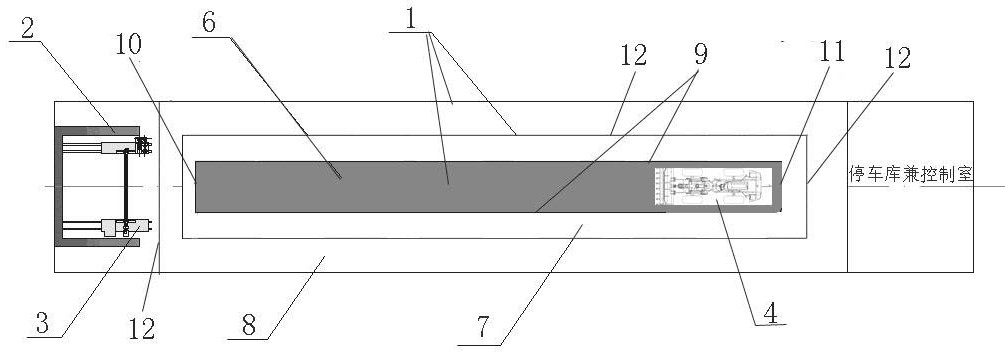
图7为利用本实用新型的刀具对木塑复合材料工件进行加工的示意图。
示意图中的标号说明:100、刀具;110、刀头;1101、缺口;1102、间隙;1103、排屑通道;111、第一端部刀齿;1111、连接部;1112、刀刃;1113、斜面;112、第二端部刀齿;113、第三端部刀齿;114、第四端部刀齿;115、第一杆部刀齿;116、第二杆部刀齿;117、第三杆部刀齿;118、第四杆部刀齿;120、刀杆;200、工件。
具体实施方式
为进一步了解本实用新型的内容,结合附图和实施例对本实用新型作详细描述。
本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等用语,亦仅为便于叙述的明了,而非用以限定可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
图1示出了本实施方式中刀具的结构。具体的,本实施方式的刀具100包括刀杆120和刀头110,刀头110设置在刀杆120上朝向于工件200的一端上。
刀头110上设置有至少两个刀齿列,例如可以设置两个、三个、四个,或者更多个。至少两个刀齿列排布在刀头110外侧壁的周向上,且相邻刀齿列之间的间距相等。即,相邻刀齿列间等距排布。刀齿列内刀齿的螺旋角范围为50~70°。当刀齿列数量较小时,螺旋角可以适当增大;当刀齿列数量较多时,螺旋角适当减小,以使刀齿列能均匀分布在刀头110上,并提高刀头110的有效切削行程。
刀齿列包括有至少两个刀齿,例如可以设置两个、三个、四个,或者更多个。在同一刀齿列中,刀齿之间均存在有间隙1102。此时,由于相邻刀齿列之间的间距相等,且刀齿之间均存在有间隙1102,因而刀头110上可以存在若干条排屑通道1103。例如,相邻刀齿列之间可以形成为排屑通道1103;至少两个刀齿列中,从其中一个刀齿列内刀齿间间隙到刀齿列之间的通道,再到下一个刀齿列内刀齿间间隙的螺旋状通道也可以形成为排屑通道1103;从刀齿列之间的通道穿过刀齿列内刀齿间间隙,再到刀齿列之间的通道也可以形成为排屑通道1103。因而上述的若干条排屑通道1103能够帮助切屑快速地从刀头与工件间的空隙中离开,实现快速排料,从而降低刀具与切屑间的摩擦生热。
刀头110可以包括刀头端部和刀头杆部,刀齿列具体可以包括一个端部刀齿和若干个杆部刀齿。端部刀齿和杆部刀齿均设置在刀头110的外侧壁上,端部刀齿位于刀头端部上,若干个杆部刀齿排列在刀头杆部上,具体可以是若干个杆部刀齿沿着刀头110的轴向排布。同时,端部刀齿与杆部刀齿之间也可以沿着刀头110的轴向排布,从而使得同一刀齿列内的所有刀齿沿直线排布。
图2示出了端部刀齿和杆部刀齿的排列方式。具体的,端部刀齿和杆部刀齿可以螺旋设置在刀头110的外侧壁上,使得端部刀齿和杆部刀齿在刀头外侧壁展开时均成直线设置,因而在刀头110进行旋转时,刀齿与工件为线性接触,且刀齿的刀刃与工件间的受力大致均匀,能够防止刀具发生崩边。
此外,在同一刀齿列中,端部刀齿与杆部刀齿的旋向可以相反,因而利用本实用新型的刀具对木塑复合材料工件进行加工时,工件上表面的边部受到的压力为平行于刀头轴向并朝向工件,工件下表面的边部受到的压力为平行于刀头轴向并背向工件,因而能有效地减少崩边情况的发生,有效地提高切削加工的质量。
作为更进一步的优化,不同的刀齿列间的杆部刀齿旋向可以相同,因而在利用本实施方式的刀具对木塑复合材料工件进行加工时,可以提高不同的刀齿列之间的相互协同作用,从而提高切削效率。
同时,在同一刀齿列中,端部刀齿的刀刃与杆部刀齿的刀刃位于该刀齿列的同一侧,因而利用本实用新型的刀具对木塑复合材料工件进行加工时,刀头110旋转时同一刀齿列内所有与工件接触的刀齿同时对工件进行切削加工,因而当端部刀齿的刀刃与杆部刀齿的刀刃位于同一侧时,能够提高端部刀齿与杆部刀齿的协同切削作用,从而提高刀具的切削效率,也能有效防止刀具发生崩边。
以下,
作为对端部刀齿的优化,图3示出了不同刀齿列中端部刀齿的结构与分布。具体的,在刀头110上设置有至少两个刀齿列时,至少有一个刀齿列的端部刀齿前端可以突出于刀头的端面设置;当刀头110上设置有至少四个刀齿列时,至少有两个刀齿列的端部刀齿前端可以突出于刀头的端面设置。
此外,当前端突出于刀头的端面设置的端部刀齿设置为两个以上时,可以间隔设置。例如,参照图4,当刀齿列设置为四个,且前端突出于刀头的端面设置的端部刀齿设置为两个时,这两个端部刀齿可以对称设置在刀头110上,且这两个端部刀齿之间设置有其他端部刀齿以将该两个端部刀齿分隔开。
前端突出于刀头的端面设置的端部刀齿刀刃的刃口与刀头的轴线形成有斜角,该斜角的角度为78~82°。利用本实施方式的刀具在木塑复合材料工件的表面上铣槽时,斜角刃口更容易切入工件,工件受到刀刃的压力向下,减少崩边现象,提高加工质量。端部刀齿的刃口倾斜向上,刀具切入工件内部产生的切屑受到一个斜向上的力,同一刀齿列的刀齿之间留有较大的间隙,这种方式的有益效果在于切屑可以顺利沿着刀头110的杆部背向于工件位移,最后排除,因此排屑更容易,可减少切削热。因此,木塑复合材料受热软化的现象减少,从而提高了切削加工表面质量。
前端突出于刀头的端面设置的端部刀齿与其他端面刀齿的弧长可以不同,从而可以延长刀具与工件之间碰撞的周期,减小声波的共振,减少切削时的噪声。
参照图5,刀头110上还可以开设有与前端突出于所述刀头的端面设置的端部刀齿相对应的缺口1101,因而利用本实施方式的刀具在木塑复合材料工件的表面上铣槽时,前端突出于刀头的端面设置的端部刀齿最开始接触工件并进行切削,此时初始形成的切屑能够从该缺口1101处直接进入排屑通道1103并完成排屑。
以下,
作为刀齿列排布方式的进一步优化,相邻刀齿列的杆部刀齿可以相互错位设置。参照图2、图6和图7,同一刀齿列的杆部刀齿总是与相邻刀齿列中的杆部刀齿错开设置,具体是杆部刀齿的上端与相邻刀齿列中相对应的杆部刀齿上端在刀头110的轴线方向上的距离至少为1mm,但不超过杆部刀齿在刀头110的轴线方向上长度的一半,使得刀齿在一些切削面上存在重叠,进而使得可以有较多的杆部刀齿参与切削,从而降低每齿进给量,进而降低刀头1110的运动不平度,提高切削加工质量。
以下,
作为各刀齿列中端部刀齿结构和设置方式的具体实施例,刀头110上可以设置有四个刀齿列,分别为第一刀齿列、第二刀齿列、第三刀齿列和第四刀齿列。第一刀齿列可以包括一个第一端部刀齿111和若干个第一杆部刀齿115,第二刀齿列可以包括一个第二端部刀齿112和若干个第二杆部刀齿116,第三刀齿列可以包括一个第三端部刀齿113和若干个第三杆部刀齿117,第四刀齿列可以包括一个第四端部刀齿114和若干个第四杆部刀齿118。
其中,第一刀齿列、第二刀齿列、第三刀齿列和第四刀齿列依次沿着刀头110的周向排布;第一端部刀齿111和第三端部刀齿113的前端突出于刀头110的端部设置,且第一端部刀齿111和第三端部刀齿113对称设置在刀头110的外侧壁上。
第一端部刀齿111包括连接部1111、刀刃1112和斜面1113,第一端部刀齿111的连接部1111连接在刀头110上刀刃1112设置在连接部1111上且刀刃1112的刃口突出于刀头110的端部设置,刀刃1112的刃口与刀头110的轴线形成的斜角角度为80°。
斜面1113连接在连接部1111和刀刃1112之间,用于引导切屑的移动。刀头110上开有设与第一端部刀齿111位置对应的缺口1101,被斜面1113引导后的切屑可以从缺口1101处进入排屑通道1103。
第三端部刀齿113的结构和第一端部刀齿111基本相同,因而本实施例不再赘述相关内容。
第二端部刀齿112的前端与刀头110的端部齐平,且第二端部刀齿112的旋向与第一端部刀齿111的旋向相同。第二端部刀齿112位于第一端部刀齿111和第三端部刀齿113之间,用于隔开第一端部刀齿111和第三端部刀齿113。第四端部刀齿114与第二端部刀齿112的结构相同。
以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
一种木塑复合材料切削加工用刀具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0