









专利摘要
本实用新型公开了一种电熔管件型芯自动绕丝设备,为了克服现有集中的电熔管件型芯绕丝工艺自动化程度不高的问题。它包括操作平台,所述操作平台设置有旋转工装、拉线装置和平移机构,旋转工装的旋转轴向平行操作平台,旋转工装用于驱动电熔管件型芯环绕其轴向旋转,拉线装置包括拉线支架和牵引金属丝的牵引机构,牵引机构设置在拉线支架靠近旋转工装的一端,平移机构设置在拉线装置和操作平台之间,平行机构驱动拉线装置沿旋转工装旋转轴向滑动。本实用新型具有如下有益效果:(1)自动完成电熔管件型芯绕丝操作,有效减少人力投入;(2)通过控制拉丝装置的平移速度可以较为准确的调整绕丝密度,绕丝密度和质量控制显著提高。
权利要求
1.一种电熔管件型芯自动绕丝设备,包括操作平台(1),其特征是,所述操作平台(1)设置有旋转工装、拉线装置和平移机构,旋转工装的旋转轴向平行操作平台(1),旋转工装用于驱动电熔管件型芯环绕其轴向旋转,拉线装置包括拉线支架(301)和牵引金属丝的牵引机构,牵引机构设置在拉线支架(301)靠近旋转工装的一端,平移机构设置在拉线装置和操作平台(1)之间,平移机构驱动拉线装置沿旋转工装旋转轴向滑动。
2.根据权利要求1所述的一种电熔管件型芯自动绕丝设备,其特征是,旋转工装包括环绕中轴自转的旋转夹具(201)、V形架(202)和气动顶尖机构,旋转夹具(201)和气动顶尖机构同轴相对设置,V形架(202)设置在旋转夹具(201)和气动顶尖机构之间。
3.根据权利要求2所述的一种电熔管件型芯自动绕丝设备,其特征是,气动顶尖机构包括顶尖气缸(203)和锥形头(204),所述顶尖气缸(203)推进方向与旋转工装同轴相对设置,锥形头(204)设置在顶尖气缸(203)的杠杆末端。
4.根据权利要求2或3所述的一种电熔管件型芯自动绕丝设备,其特征是,操作平台(1)设置有驱动旋转夹具(201)旋转的旋转驱动装置(6)。
5.根据权利要求1所述的一种电熔管件型芯自动绕丝设备,其特征是,牵引机构包括拉丝导轨(302)和角度调节拨叉(303),所述拉丝导轨(302)设置在拉线支架(301)靠近旋转工装的一端,角度调节拨叉(303)设置在拉丝导轨(302)末端,所述角度调节拨叉(303)转动连接拉丝导轨(302)末端,角度调节拨叉(303)末端设置有容纳金属丝穿过的限位缺口(308)。
6.根据权利要求5所述的一种电熔管件型芯自动绕丝设备,其特征是,拉线支架(301)和平移机构滑动连接,拉线支架(301)和平移机构之间设置拉线气缸(304),拉线气缸(304)推进方向垂直平移机构移动方向。
7.根据权利要求5或6所述的一种电熔管件型芯自动绕丝设备,其特征是,拉线支架(301)上设置有张力阻尼器(305)、张力测量器(306)和导轮组(307),金属丝通过张力阻尼器(305)、张力测量器(306)和导轮组(307)连接牵引机构。
8.根据权利要求1所述的一种电熔管件型芯自动绕丝设备,其特征是,平移机构设置为丝杆滑动平台(4),拉线支架(301)设置在丝杆滑动平台(4)上。
9.根据权利要求1所述的一种电熔管件型芯自动绕丝设备,其特征是,操作平台(1)在旋转工装一侧设置压线装置,所述压线装置包括压线板(501)、压线支架(502)和压线气缸(503),压线板(501)转动连接压线支架(502),压线板(501)远离旋转工装一端连接压线气缸(503),压线板(501)另一端由压线气缸(503)驱动靠近旋转工装。
10.根据权利要求9所述的一种电熔管件型芯自动绕丝设备,其特征是,压线板(501)靠近气动顶尖机构一端设置有配合电熔管件型芯侧面的弧形凹槽,所述弧形凹槽表面设置橡胶缓冲层。
说明书
技术领域
本实用新型涉及电熔管件加工技术,尤其涉及一种电熔管件型芯自动绕丝设备及方法。
背景技术
电熔管件是指可以通过电流所产生的温度而熔化达到连接的一种塑料(聚乙烯)管材配件。现有技术中的PE电熔管件是通过PE材料注塑成型。
为不断提高PE电熔管件的质量与产能,从PE电熔管件的设计到制造正在经历不断的技术革新,型芯绕丝作为PE电熔管件生产中“二次成型布线工艺”的重要操作工序,也正从原来的手工绕丝向自动化绕丝发展。
型芯绕丝的自动化应用尚初于开发、试验阶段,针对PE电熔管件型芯绕丝专机控制系统的研究更是处于一片空白,从已有的万方和知网等文献资料来看,尚未发现有针对PE电熔管件型芯的绕丝机及其控制系统的介绍。随着“机器换人”工程的推进,自动化生产是企业提益增效的必然之路。现有的电熔管件型芯绕丝工艺采用人工操作的方式,其不足之处在于:人工操作工作效率低,金属丝排列密度不易控制,电熔管件质量控制依赖于操作人员经验。
实用新型内容
本实用新型是为了克服现有集中的电熔管件型芯绕丝工艺自动化程度不高的问题,提供能够实现电熔管件型芯自动绕丝,从而有效提高生产效率和产品质量的一种电熔管件型芯自动绕丝设备及方法。
为实现上述目的,本实用新型采用以下技术方案:
本实用新型的一种电熔管件型芯自动绕丝设备,包括操作平台,所述操作平台设置有旋转工装、拉线装置和平移机构,旋转工装的旋转轴向平行操作平台,旋转工装用于驱动电熔管件型芯环绕其轴向旋转,拉线装置包括拉线支架和牵引金属丝的牵引机构,牵引机构设置在拉线支架靠近旋转工装的一端,平移机构设置在拉线装置和操作平台之间,平移机构驱动拉线装置沿旋转工装旋转轴向滑动。
电熔管件型芯通过旋转工装安装固定,并由旋转工装驱动环绕其轴向旋转。金属丝由拉丝装置从收纳盘中拉出,并通过牵引机构牵引金属丝走向,在开始绕丝时,金属丝末端由接线柱固定在电熔管件型芯上,在电熔管件型芯旋转时会将金属丝缠绕在电熔管件型芯上,同时拉丝装置由平移机构驱动平行电熔管件型芯轴向移动,从而完成对于这个电熔管件型芯的绕线工序。能够通过控制拉丝装置的平移速度可以较为准确的调整绕丝密度,从而能够有效减少人力投入,并且能够绕丝密度和质量控制显著提高。
作为优选,旋转工装包括环绕中轴自转的旋转夹具、V形架和气动顶尖机构,旋转夹具和气动顶尖机构同轴相对设置,V形架设置在旋转夹具和气动顶尖机构之间。
旋转夹具用于装夹电熔管件型芯的一端并能够驱动电熔管件型芯旋转。V形架用于支撑电熔管件型芯的另一端,同时电熔管件型芯这一端的开孔部分由气动顶尖机构顶靠定位,从而保证电熔管件型芯定位的稳定性。
作为优选,气动顶尖机构包括顶尖气缸和锥形头,所述顶尖气缸推进方向与旋转工装同轴相对设置,锥形头设置在顶尖气缸的杠杆末端。
电熔管件型芯安装定位时,顶尖气缸推出使锥形头插入电熔管件型芯末端的开孔内,进一步定位电熔管件型芯,防止电熔管件型芯旋转时跳动影响绕丝质量。
作为优选,操作平台设置有驱动旋转夹具旋转的旋转驱动装置。
旋转驱动装置为旋转夹具输出旋转动力,从而驱动电熔管件型芯旋转。
作为优选,牵引机构包括拉丝导轨和角度调节拨叉,所述拉丝导轨设置在拉线支架靠近旋转工装的一端,角度调节拨叉设置在拉丝导轨末端,所述角度调节拨叉转动连接拉丝导轨末端,角度调节拨叉末端设置有容纳金属丝穿过的限位缺口。
拉丝导轨对金属丝起到导向作用,金属丝被拉出再由拉丝导轨导向牵引至电熔管件型芯,绕线操作开始时金属丝末端通过接线柱安装在电熔管件型芯上,通过角度调节拨叉调整金属丝竖直方向的拉出角度,保持金属丝沿电熔管件型芯表面切向,避免金属丝折弯损伤。
作为优选,拉线支架和平移机构滑动连接,拉线支架和平移机构之间设置拉线气缸,拉线气缸推进方向垂直平移机构移动方向。
拉线气缸可以在绕丝开始和完成时驱动拉丝支架靠近和远离电熔管件型芯。从而在绕丝完成时将金属丝拉出,以利于下一轮型芯绕丝时,有一定的金属丝余量,方便人工后续操作。
作为优选,拉线支架上设置有张力阻尼器、张力测量器和导轮组,金属丝通过张力阻尼器、张力测量器和导轮组连接牵引机构。
张力阻尼器和张力测量器组成张力控制系统。张力阻尼器用以实现金属丝拉出张力的调整;张力测量器用以测量金属丝实际张力并输出给控制系统,实现张力的显示及控制;导轮完成金属丝的走线路径。从而防止金属丝拉断等事故。
作为优选,平移机构设置为丝杆滑动平台,拉线支架设置在丝杆滑动平台上。
丝杆滑动平台驱动拉线支架沿电熔管件型芯轴向移动,丝杆滑动平台基于丝杆传动原理,滑动平稳、速度可调节并且可以在行程任意位置定位锁止。
作为优选,操作平台在旋转工装一侧设置压线装置,所述压线装置包括压线板、压线支架和压线气缸,压线板转动连接压线支架,压线板远离旋转工装一端连接压线气缸,压线板另一端由压线气缸驱动靠近旋转工装。
绕丝操作开始和结尾都需要人工将金属丝缠绕在接线柱上并安装在电熔管件型芯上。压线装置用以绕丝完成后,利用杠杆原理,使压线板对金属丝进行压紧固定,避免在后续插接接线柱时,型芯上已完成的绕丝出现松动。
作为优选,压线板靠近气动顶尖机构一端设置有配合电熔管件型芯侧面的弧形凹槽,所述弧形凹槽表面设置橡胶缓冲层。
弧形凹槽用于配合电熔管件型芯侧面形状,提高压线效果。橡胶缓冲层避免压紧过程中对金属丝产生损坏。
因此,本实用新型具有如下有益效果:(1)自动完成电熔管件型芯绕丝操作,有效减少人力投入;(2)通过控制拉丝装置的平移速度可以较为准确的调整绕丝密度,绕丝密度和质量控制显著提高;(3)张力控制系统控制金属丝拉丝张力,防止金属丝断裂。
附图说明
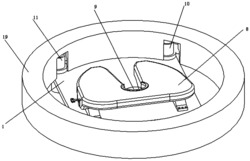
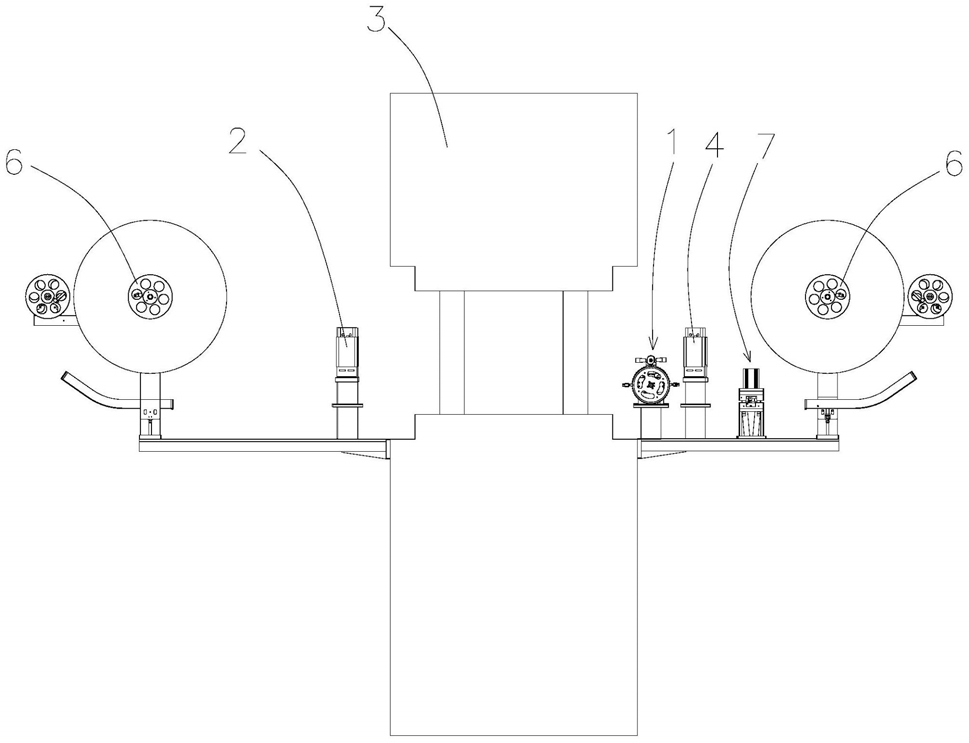
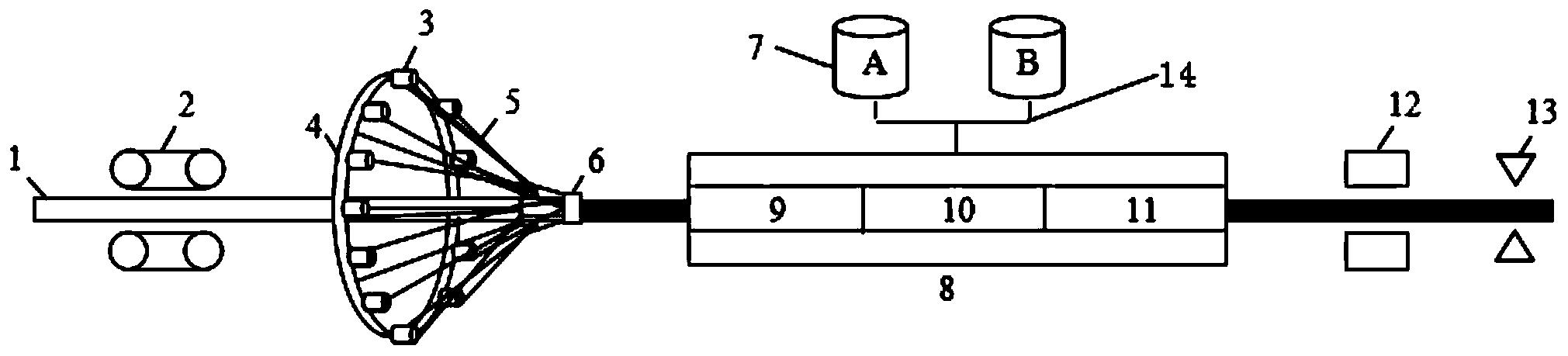
图1为本实用新型的一种电熔管件型芯自动绕丝设备的结构示意图。
图2为本实用新型的一种电熔管件型芯自动绕丝设备的另一种结构示意图。
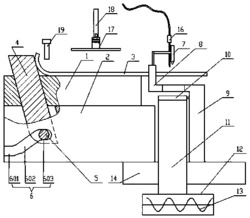
图3为本实用新型的拉线装置和压线装置侧视结构示意图。
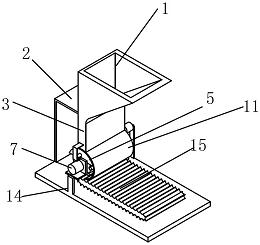
图4为本实用新型的拉线装置结构示意图。
图5为本实用新型的压线装置结构示意图。
图中:1操作平台;201旋转夹具;202V形架;203顶尖气缸;204锥形头;301拉线支架;302拉丝导轨;303角度调节拨叉;304拉线气缸;305张力阻尼器;306张力测量器;307导轮组;308限位缺口;4丝杆滑动平台;401拉线滑轨;501压线板;502压线支架;503压线气缸;601电机;602变速器;7电熔管件型芯;8金属丝。
具体实施方式
下面结合附图和具体实施方式对本发明做进一步描述。
如图1、图2所示,本实用新型的一种电熔管件型芯自动绕丝设备,包括操作平台1,所述操作平台1设置有旋转工装、拉线装置和平移机构,旋转工装的旋转轴向平行操作平台1,旋转工装用于驱动电熔管件型芯7环绕其轴向旋转,拉线装置包括拉线支架301和牵引金属丝的牵引机构,牵引机构设置在拉线支架301靠近旋转工装的一端,平移机构设置在拉线装置和操作平台1之间,平移机构驱动拉线装置沿旋转工装旋转轴向滑动。
电熔管件型芯通过旋转工装安装固定,并由旋转工装驱动环绕其轴向旋转。金属丝由拉丝装置从收纳盘中拉出,并通过牵引机构牵引金属丝走向,在开始绕丝时,金属丝末端由接线柱固定在电熔管件型芯上,在电熔管件型芯旋转时会将金属丝缠绕在电熔管件型芯上,同时拉丝装置由平移机构驱动平行电熔管件型芯轴向移动,从而完成对于这个电熔管件型芯的绕线工序。能够通过控制拉丝装置的平移速度可以较为准确的调整绕丝密度,从而能够有效减少人力投入,并且能够绕丝密度和质量控制显著提高。
旋转工装包括环绕中轴自转的旋转夹具201、V形架202和气动顶尖机构,旋转夹具201和气动顶尖机构同轴相对设置,V形架202设置在旋转夹具201和气动顶尖机构之间。
旋转夹具201用于装夹电熔管件型芯的一端并能够驱动电熔管件型芯旋转。V形架202用于支撑电熔管件型芯的另一端,同时电熔管件型芯这一端的开孔部分由气动顶尖机构顶靠定位,从而保证电熔管件型芯定位的稳定性。
气动顶尖机构包括顶尖气缸和锥形头204,所述顶尖气缸推进方向与旋转工装同轴相对设置,锥形头204设置在顶尖气缸的杠杆末端。
电熔管件型芯安装定位时,顶尖气缸推出使锥形头204插入电熔管件型芯末端的开孔内,进一步定位电熔管件型芯,防止电熔管件型芯旋转时跳动影响绕丝质量。
操作平台1设置有驱动旋转夹具201旋转的旋转驱动装置6。旋转驱动装置6为旋转夹具201输出旋转动力,从而驱动电熔管件型芯旋转。本实施例中的旋转驱动装置包括电机601和变速器602,所述电机601通过变速器602连接旋转夹具201。
如图3、图4所示,牵引机构包括拉丝导轨302和角度调节拨叉303,所述拉丝导轨302设置在拉线支架301靠近旋转工装的一端,角度调节拨叉303设置在拉丝导轨302末端,所述角度调节拨叉303转动连接拉丝导轨302末端,角度调节拨叉303末端设置有容纳金属丝穿过的限位缺口308。
拉丝导轨302对金属丝起到导向作用,金属丝被拉出再由拉丝导轨302导向牵引至电熔管件型芯,绕线操作开始时金属丝末端通过接线柱安装在电熔管件型芯上,通过角度调节拨叉303调整金属丝竖直方向的拉出角度,保持金属丝沿电熔管件型芯表面切向,避免金属丝折弯损伤。
拉线支架301和平移机构通过拉线滑轨401滑动连接,滑动方向垂直平移机构移动方向。拉线支架301和平移机构之间设置拉线气缸304,拉线气缸304推进方向垂直平移机构移动方向且靠近旋转工装。拉线气缸304位于两根拉线滑轨401之间。
拉线气缸304可以在绕丝开始和完成时驱动拉丝支架靠近和远离电熔管件型芯。从而在绕丝完成时将金属丝拉出,以利于下一轮型芯绕丝时,有一定的金属丝伸出量,方便人工后续操作。
拉线支架301上设置有张力阻尼器305、张力测量器306和导轮组307,金属丝通过张力阻尼器305、张力测量器306和导轮组307连接牵引机构。
张力阻尼器305和张力测量器306组成张力控制系统。张力阻尼器305用以实现金属丝拉出张力的调整;张力测量器306用以测量金属丝实际张力并输出给控制系统,实现张力的显示及控制;导轮完成金属丝的走线路径。从而防止金属丝拉断等事故。
本实施例中平移机构设置为丝杆滑动平台4,拉线支架301设置在丝杆滑动平台4上。丝杆滑动平台4驱动拉线支架301沿电熔管件型芯轴向移动,丝杆滑动平台4基于丝杆传动原理,滑动平稳、速度可调节并且可以在行程任意位置定位锁止。
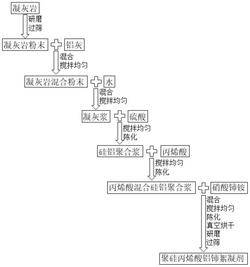
如图3、图5所示,操作平台1在旋转工装一侧设置压线装置,所述压线装置包括压线板501、压线支架502和压线气缸503,压线板501转动连接压线支架502,压线板501远离旋转工装一端连接压线气缸503,压线板501另一端由压线气缸503驱动靠近旋转工装。
绕丝操作开始和结尾都需要人工将金属丝缠绕在接线柱上并安装在电熔管件型芯上。压线装置用以绕丝完成后,利用杠杆原理,使压线板501对金属丝进行压紧固定,避免在后续插接接线柱时,型芯上已完成的绕丝出现松动。
压线板501靠近气动顶尖机构一端设置有配合电熔管件型芯侧面的弧形凹槽,所述弧形凹槽表面设置橡胶缓冲层。弧形凹槽用于配合电熔管件型芯侧面形状,提高压线效果。橡胶缓冲层避免压紧过程中对金属丝产生损坏。
本实用新型的一种电熔管件型芯自动绕丝设备,在开始绕丝操作时,将电熔管件型芯安装在旋转工装上,利用旋转夹具201、V形架202和气动顶尖机构定位。拉线气缸304推进拉丝装置靠近电熔管件型芯,人工将金属丝缠绕在接线柱上,并插入电熔管件型芯安装孔内。旋转驱动装置通过旋转夹具201驱动电熔管件型芯旋转,同时丝杆滑动平台4驱动拉丝装置平行电熔管件型芯轴向平移,从而将金属丝缠绕在电熔管件型芯上。绕丝结束后,人工将金属丝缠绕在第二根接线柱上,并插入电熔管件型芯安装孔内。拉线气缸回收使拉丝装置远离电熔管件型芯,金属丝拉出,以利于下一轮型芯绕丝时,有一定的金属丝余量,方便人工后续操作。最后剪短金属丝完成整个型芯绕丝工序。
一种电熔管件型芯自动绕丝设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0