

IPC分类号 : B29D31/00,B29C70/52,B29C53/56,B29C65/48,B29C71/00,E21B17/00,B29K105/08,B29K63/00,B29K31/00,B29K309/08








专利摘要
本发明涉及一种防偏磨复合材料抽油杆的制备方法和装置,由拉挤和缠绕工艺组合,将纤维浸渍树脂基体后,通过拉挤固化成型工艺制备复合材料抽油杆杆体,在成型后的杆体表面连续缠绕浸渍过树脂基体胶液的耐磨纤维,经固化制成表面有螺旋筋状防偏磨层的抽油杆杆体,将抽油杆杆体切割成定长,与金属接头胶接,然后置于接头固化炉中处理;抽油杆整体采用拉伸预应力处理。本发明制备的抽油杆在杆体表面形成螺旋筋状防偏磨层使抽油杆具有了优异的防偏磨的性能,又保证了抽油杆的高强度;金属接头的倒锥型结构及压力注胶的胶接工艺保证了接头连接部分具备了高强、耐疲劳的特性,与复合材料杆体的寿命保持统一,大大提高了产品的可靠性。
权利要求
1、一种防偏磨复合材料抽油杆的制备方法,包括:将玻璃纤维或其混杂纤维,浸渍树脂基体后,通过拉挤固化成型工艺制备复合材料抽油杆杆体,其特征在于,在成型后的杆体表面连续缠绕浸渍过树脂基体胶液的耐磨纤维,连续缠绕时缠绕角为15~75°之间,缠绕的速度为0.5~20圈/分钟,缠绕纤维浸渍树脂与拉挤工艺所用浸渍树脂基体胶液相同,缠绕纤维后的杆体经固化工艺,制成表面有螺旋筋状防偏磨层的抽油杆杆体,将抽油杆杆体切割成定长,与金属接头胶接后得到复合材料抽油杆,然后置于接头固化炉中在120~180℃下处理两个小时;将抽油杆整体采用拉伸预应力处理,拉力大小为100~250千牛。
2、根据权利要求1的制备方法,所述的浸渍所用的树脂基体为环氧树脂、乙烯基酯树脂或不饱和树脂的一种或者其中几种的混合树脂。
3、根据权利要求1的制备方法,所述的缠绕工艺中,在杆体上缠绕一束或多束耐磨纤维,缠绕厚度0.5~1.5mm。
4、根据权利要求1的制备方法,所述的耐磨纤维为芳纶纤维、PBO纤维或超高分子量聚乙烯纤维,或其组合混杂纤维。
5、根据权利要求1的制备方法,所述的抽油杆杆体与接头胶接,采用的胶粘剂为环氧型胶粘剂,剪切强度为≥22N/mm2,25℃粘度为12~20Pa·S。注胶方式采用压力注胶,压力范围为0.2~1Mpa。
6、根据权利要求1的制备方法,所述的金属接头为倒锥结构分体式金属接头,内腔呈多级倒锥空腔结构,杆体从倒锥的小尺寸端插入腔体注胶连接。
7、一种制备防偏磨复合材料抽油杆的装置,包括:放丝架、预处理加热炉、浸胶装置、预成型加热炉、拉挤模具、模具加热装置、控制部分、牵引装置组成连续拉挤成型设备,其特征在于,在拉挤成型设备后,设置有单头或多头的缠绕机、加热固化装置和切割装置,还包括杆体与金属接头胶接用的压力注胶机和接头固化炉,其中压力注胶机的注胶口一端与金属接头注胶孔连接,另一端由压缩空气控制活塞推动胶液进入充满已经插入杆体的金属接头内部空腔,接头固化炉下炉门固定,上炉门为自动升降式,上下炉门各有互相对应的一组开口半圆孔,其直径大于杆体直径,上下炉门闭合后,各半圆孔与下炉门的相吻合,保证将每一根抽油杆体卡在圆孔内。
8、根据权利要求7的装置,其特征在于,在接头固化炉后连接有对抽油杆进行预应力处理、拉伸检测的卧式液压拉伸在线检测设备。
说明书
技术领域技术领域
本发明是一种油田机械采油用抽油杆的制备方法和装置,特别涉及拉挤和缠绕工艺制备高强度防偏磨复合材料抽油杆的方法和装置。
技术背景背景技术
由于开发的油藏类型越来越复杂,同时井深的不断增加和井矿环境的不断恶化,复合材料抽油杆已开始逐步取代传统的金属抽油杆。目前采用的复合材料抽油杆主要包括传统的玻璃钢抽油杆和碳纤维增强复合材料连续抽油杆两大类。传统的玻璃钢抽油杆采用玻璃纤维增强热固性树脂的拉挤工艺一次成型制备,已广泛应用,但随着现代采油的可靠性要求不断提高,这种传统的玻璃钢抽油杆不能满足要求,主要存在以下问题,1、抽油杆耐偏磨性不好;2、疲劳强度不够;3、和杆体连接的金属接头一般采用整体结构,接头加工难度大,受加工难度影响粘接面积较小;且胶接注胶时接头与杆体间空腔内的空气不易排出,导致注胶不满或固化物内有大量气泡,使得连接部分耐疲劳性不好,容易脱落,可靠性差,由此影响与抽油杆的寿命同步。中国专利CN1461870公开了一种碳纤维增强复合材料连续抽油杆及制备方法,采用碳纤维为增强材料,并由横向排列的芳纶或超高分子量聚乙烯纤维束和纵向的玻璃纤维组成整体包覆复合,主要解决增强抽油杆横向层间剪切强度,从而避免抽油杆在油井中发生纵向劈裂的问题,同时也提高了杆体的耐偏磨性和强度。但是该抽油杆采用拉挤、包覆的一次整体加工方法,(包括放丝-在线表面处理-浸树脂胶-包覆层包覆-预成型-固化-后固化-盘绕工序)包覆层为织物,不仅加大材料成本,而且整体织物包覆层的耐偏磨性还不够理想。并且对于碳纤维增强复合材料的连续抽油杆,在应用时必须采用专用下井作业设备,而专用下井作业设备开发难度较大,成为碳纤维增强复合材料连续抽油杆应用中的技术瓶颈,特别是近年来随着碳纤维价格飚升,原材料成本大幅上升,因此限制了该产品大规模推广应用。CN1417449A公开了一种防磨抽油杆的制备方法,该方法是在已成型的抽油杆本体上二次注塑成型尼龙等材质的防磨块,减少使用的包覆材料,降低连续包覆成本和工艺复杂性,但二次注塑加工以及不同材料的特性差异导致抽油杆与防磨块间的粘结强度较低,无法满足抽油杆长寿命的使用要求。
发明内容发明内容
本发明提出一种耐偏磨抽油杆的加工制备方法,以提高抽油杆整体的耐偏磨性、降低综合成本为主要目的,制备出耐偏磨性高、与金属接头连接可靠、整体性能好,能提高复合材料抽油杆的寿命、作业使用方便、成本低的抽油杆。本发明还提供了制备该抽油杆的装置。
本发明提出的防偏磨抽油杆的制备方法:由拉挤和缠绕工艺组合,其中包括:将玻璃纤维或其混杂纤维,浸渍树脂基体后,通过拉挤固化成型工艺制备复合材料抽油杆杆体,在杆体表面连续缠绕浸渍过树脂基体胶液的耐磨纤维,连续缠绕时缠绕角为15~75°之间,缠绕的速度为0.5~20圈/分钟,缠绕纤维浸渍树脂与拉挤工艺所用浸渍树脂基体胶液相同,缠绕纤维后的杆体经固化工艺,制成表面有螺旋筋状防偏磨层的抽油杆杆体,将抽油杆杆体切割成定长,与金属接头胶接成复合材料抽油杆,然后置于接头固化炉中在120~180℃下处理两个小时;将抽油杆整体采用拉伸预应力处理,拉力大小为100~250千牛。
上述方法的拉挤固化成型是公知的工艺方法,所用的树脂基体为常用的环氧树脂、乙烯基酯树脂或不饱和树脂的一种或者其混合树脂。
上述方法的缠绕工艺中,在杆体上缠绕一束或多束耐磨纤维,形成一道或多道螺旋状的筋。缠绕角度优选15~45°、速度优选0.5~5圈/分钟,厚度优选0.5~1.5mm。缠绕后经过红外加热固化,固化温度在95~180℃之间,采用梯度升温方式。
上述方法中所述的耐磨纤维为公知的芳纶纤维、PBO纤维或超高分子量聚乙烯纤维。或其组合混杂纤维
上述方法中抽油杆体与金属接头胶接,采用的胶粘剂为高剪切强度环氧型胶粘剂,剪切强度为≥22N/mm2,25℃粘度为12~20Pa·S。注胶方式采用压力注胶,压力范围为0.2~1Mpa。
所述的抽油杆体截面可以是圆形、方形或其它异形面。
所述的金属接头为内腔呈五级倒锥结构分体式金属接头,杆体从倒锥的小尺寸端插入腔体注胶连接。
上述方法中,所述的预应力处理后的抽油杆杆整体长度符合API标准。
本发明提供的制备防偏磨复合材料抽油杆的装置,包括:放丝架、预处理加热炉、浸胶装置、预成型加热炉、拉挤模具、模具加热装置、控制部分、牵引装置组成连续拉挤成型设备,其特征在于,在拉挤成型设备后,设置有单头或多头的缠绕机、加热固化装置和切割装置,还包括杆体与金属接头胶接用的压力注胶机和接头固化炉,其中压力注胶机的注胶口一端与金属接头注胶孔连接,另一端由压缩空气控制活塞推动胶液进入充满已经插入抽油杆杆体的金属接头内部空腔,接头固化炉下炉门固定,上炉门为自动升降式,上下炉门各有互相对应的一组开口半圆孔,其直径大于抽油杆杆体直径,上下炉门闭合后,各半圆孔与下炉门的相吻合,保证将每一根抽油杆体卡在圆孔内。
所述的金属接头采用倒锥型分体式结构,即内腔由多个倒锥连成,杆体从倒锥小尺寸端插入内腔中,分体式接头使得加工简单,内部结构尺寸精确,而且可以根据需要增加长度,保证了与杆体的连接面积,
上述装置中,所述的拉挤及缠绕设备为公知有售的设备。
本发明的装置还包括卧式液压拉伸机构预应力处理检测设备。
本发明的效果:采用拉挤和缠绕组合成型工艺,在抽油杆表面缠绕浸渍相同树脂基体胶液的耐磨纤维成型固化工艺,通过控制缠绕速度、角度在杆体表面形成螺旋筋状防偏磨层,使抽油杆既有优异的防偏磨的性能,又保证了抽油杆的高强度;同时抽油杆杆体与缠绕层二者之间的界面粘接性高,避免了在油井中防偏磨层从抽油杆表面的滑脱与分层;此外缠绕工艺可以采用纤维束代替包覆工艺中的织物,大大降低了材料成本;压力注胶保证了胶液充满接头内部空间,并且减少了胶液内的气泡含量,保证了胶粘剂固化的强度;金属接头的分体式倒锥结构使得加工变的简单,而且使得粘接面积大大增加,保证接头连接部分具备了高强、耐疲劳的特性,并符合API标准,与复合材料杆体的寿命保持统一,最大程度的发挥复合材料杆体的优异性能;另外本发明的方法可以切割加工长度符合API标准的抽油杆,不仅使得其应用时的作业方式、设备与普通金属抽油杆完全相同,无需开发专用作业设备,而且对整体抽油杆可以进行预应力处理及检测,在受力作用后,消除了因杆体与金属接头连接胶粘剂的弹性变形导致杆体与金属接头产生的相对位移,保证了产品性能的完整性,实现了复合材料抽油杆的在线检测,杜绝了偶然事故的发生,大大提高了产品的可靠性。特别是用本发明的方法,可以大大提高普通玻璃纤维复合材料抽油杆的性能,使低成本的传统复合材料抽油杆继续广泛使用。本发明的装置实现了本发明的方法,并且接头固化效率高,操作简便。
附图说明附图说明
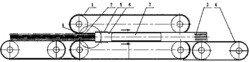
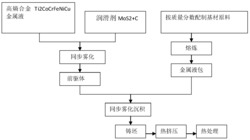
图1是本发明制备方法工艺流程示意图;
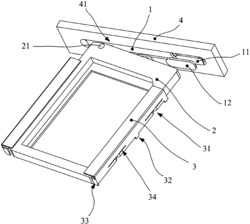
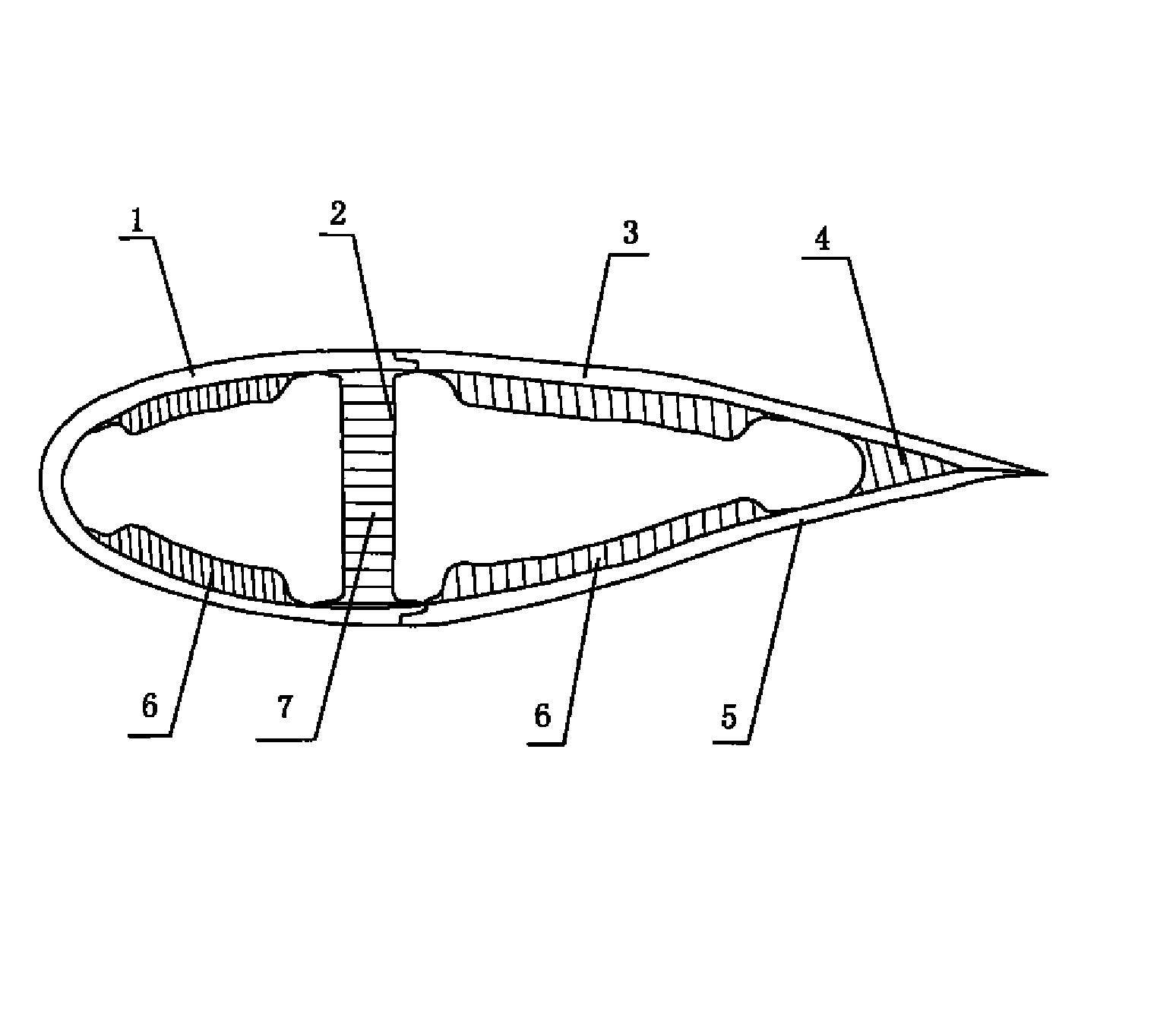
图2是金属接头结构示意图;
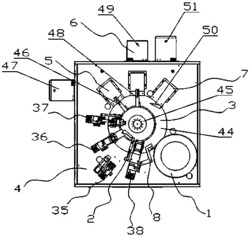
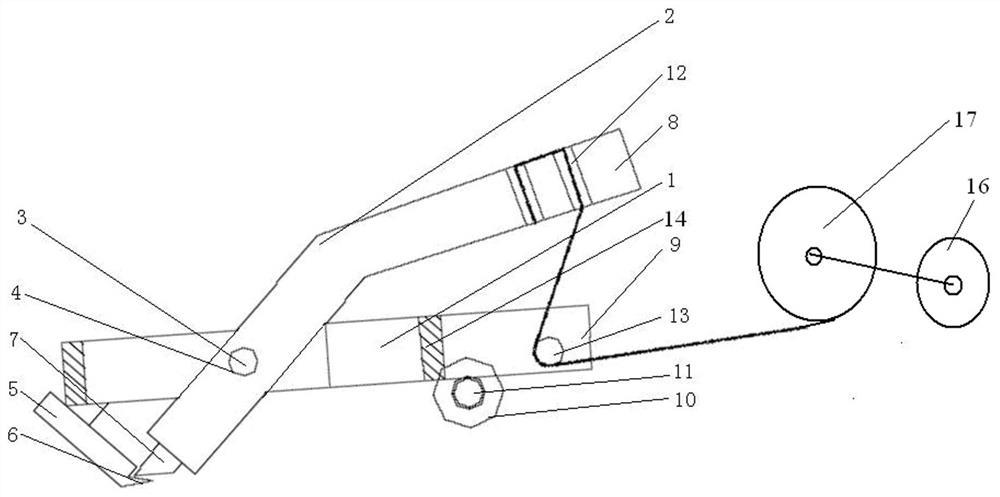
图3是压力注胶机示意图:
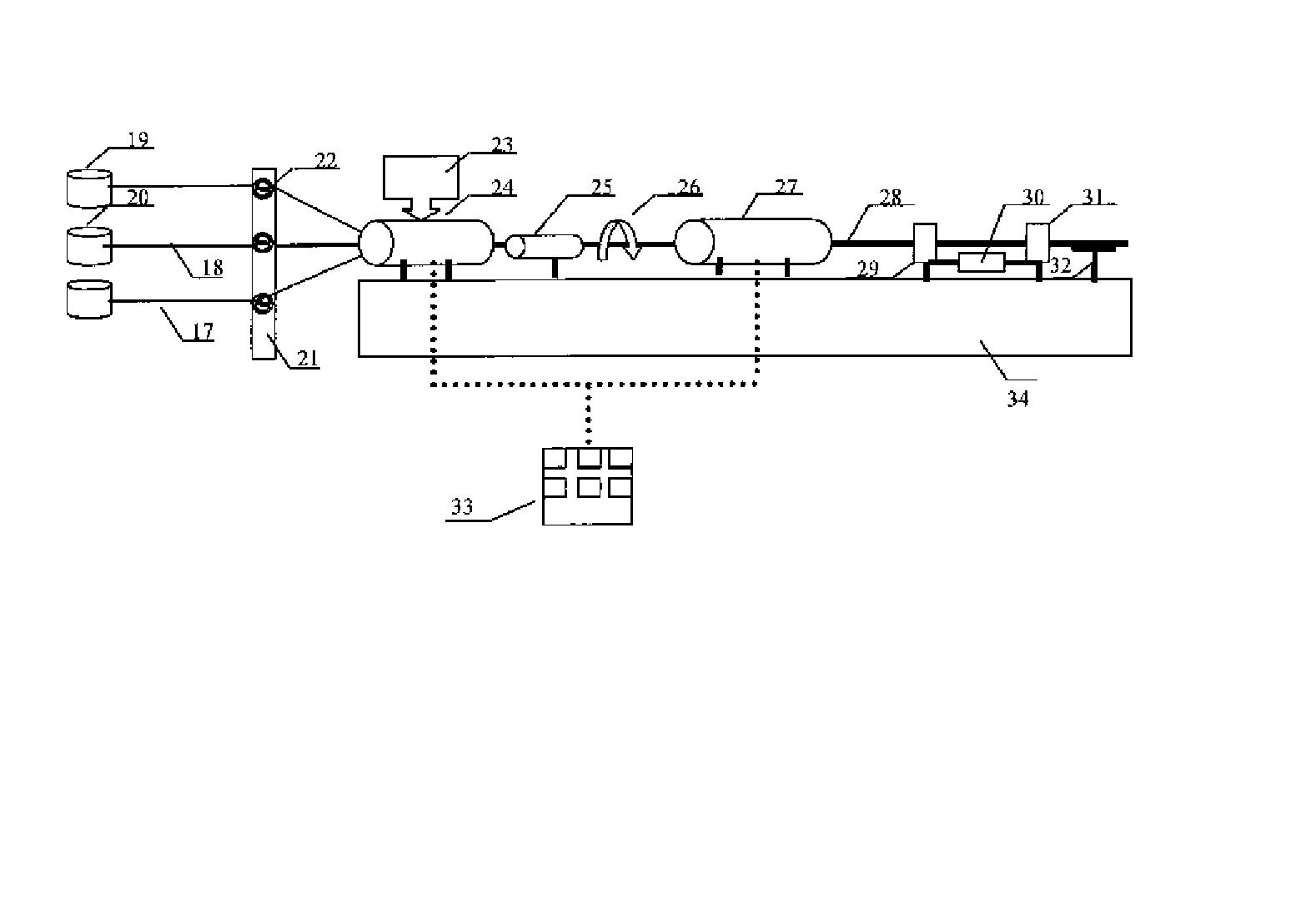
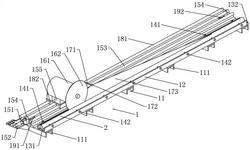
图4是预应力处理及在线检测装置示意图;
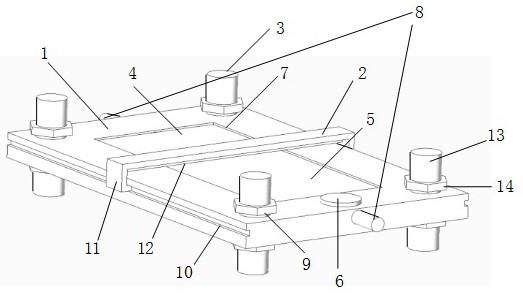
图5是接头在固化炉中的位置的示意图:
图6是接头固化炉上下炉门合并状态下的正面结构示意图
具体实施方式具体实施方式:
如图1所示,本发明的装置包括:放丝架1、预处理加热炉2、浸胶装置3、预成型加热炉4、拉挤模具5、模具加热装置6、控制部分7、牵引装置8组成连续拉挤成型设备,在拉挤成型设备后,设置有单头或多头的缠绕装置9、红外加热固化装置10和切割装置11,在装置最后,设置一用于接头胶接固化的压力注胶机12和接头固化炉13。其中压力注胶机(如图3)一端与金属接头注胶孔由螺纹连接保证密封,另一端连接可调节压力大小的压缩空气,控制活塞推动胶液进入并充满已经插入杆体的金属接头内部空腔。接头固化炉如图5、图6所示,可同时加热固化一组(20个)抽油杆接头,接头固化炉下炉门14固定,上炉门15为自动升降式,上下炉门各有互相对应的一组(20个)开口半圆孔,其直径略大于杆体直径,保证上下炉门吻合后,没有较大间隙,以保持炉腔密封。注胶完毕待固化的抽油杆接头部分置入炉腔,接头后端的杆体放入下炉门的半圆孔内,20个接头全部放好,可升降的上炉门下降,各半圆孔与下炉门的相吻合,将20根杆体卡在圆孔内,内部温度均匀。固化炉分三段加热,内部分别装有风扇,保证炉腔内部各点的温度相同,误差为±1℃。
金属接头16采用分体式倒锥型结构(见图2),内部形成倒锥形空腔,倒锥个数及长度可以根据需要调整,分体式使得加工简单,内部结构尺寸精确,保证了与杆体的连接面积,相应的提高了接头连接强度。胶粘剂固化后由于与杆体的树脂基体相似,与杆体成为一体。倒锥型结构为自锁型结构,在预应力处理后,即在一个较大的拉力作用后,杆体与胶粘剂的固化体与金属接头处于自锁状态,即所受拉力越大,杆体与胶粘剂的固化体与金属接头结合越紧密,直到拉力大到把固化后的胶粘剂破坏。而胶粘剂的高剪切强度及杆体与金属接头较大的胶接面积使得这种破坏力需要大于杆体的破断拉力(即把复合材料杆体拉断的力),因此接头的可靠性要高于复合材料杆体,保证最大程度的发挥复合材料杆体的优异性能。
本发明的装置还包括预应力处理检测设备17(见图4)。预应力处理检测设备为卧式液压拉伸机构,有两个拉伸头,一个为固定拉伸头19,一个为活动拉伸头20随液压缸18的柱塞可前后沿轴线移动,分别可与抽油杆两端连接,对抽油杆进行拉伸预应力处理及检测。根据应用需要确定拉力大小,一般为100~250千牛,远大于实际应用中抽油机的悬点载荷,把确定的拉力作为液压缸18的设定值。将复合材料抽油杆一端与固定拉伸头19连接,另一端与活动拉伸头20连接,启动液压缸18向后拉,达到设定值时,液压缸停止进油,保持该设定拉力≥1分钟,然后液压缸反向运动,将复合材料抽油杆从预应力处理检测设备上卸下,对复合材料抽油杆预应力处理完毕。抽油杆应用时,在受力作用后,杆体在与金属接头连接所用的胶粘剂因为弹性变形导致杆体与金属接头产生相对位移,预应力处理的目的是消除这种相对位移。处理所用拉力大小100~250千牛已经超过了应用所需要的拉力,因此在对高强度防偏磨复合材料抽油杆预应力处理的同时,也对抽油杆的整体性能进行了有效的检测,即达到设定值后,复合材料杆体与金属接头不产生相对滑动的为合格产品,而产生相对滑动的为不合格产品。
在上述的装置中,实现本发明的制备方法具体方式是:
(1)从放丝架1引出多束纤维(玻璃纤维、碳纤维等高性能纤维的一种或几种),在牵引装置8的牵引下经过加热炉2预处理,气氛为空气,炉温在80~150℃之间,牵引速度在0.08~1.0米/分钟之间,通过时间为1.5~12.5分钟;从加热炉2出来的纤维进入浸胶装置3,浸胶装置内的树脂基体胶液配制为公知的方法,其中树脂:固化剂:脱模剂的质量分数为100:0.5~5.0:0.5~5.0。固化剂为通常采用的过氧化苯甲酸叔丁酯(TBPB)、过氧化二苯甲酰(BPO)、过氧化甲乙酮溶液(MEKP)等,脱模剂为通常采用的硬脂酸锌或其他同类产品。
(2)经浸胶装置3浸渍的纤维束再经过加热炉4预成型并初步凝胶化。预成型炉内气氛为空气,炉温在100~180℃之间。
(3)预成型后的纤维束进入拉挤设备,在模具5内固化成型,拉挤成型利用模具加热装置6三段或四段加热,固化温度在95~180℃之间,呈梯度升温方式,拉挤速度在0.08~1.0米/分钟之间,拉挤出复合材料杆体。
(4)缠绕装置9在拉挤成型后的复合材料杆体上缠绕一束或多束耐磨纤维,如:芳纶纤维、PBO纤维或超高分子量聚乙烯纤维或其混杂纤维,其缠绕角为15~75°之间,优选的为15~45°,纤维的纱线或织物的厚度在0.5~1.5mm之间,浸渍胶液配方与(1)中所述拉挤工艺所用浸渍胶液相同。缠绕头为单头或多头,缠绕的速度为0.5~20圈/分钟,优选的为0.5~5圈/分钟。缠绕后经过红外加热固化装置10固化,得到具有螺旋筋状防偏磨层的抽油杆体。固化温度在95~180℃之间,呈梯度升温方式。
(5)按照API标准确定所需复合材料杆体的长度,利用切割装置11将固化成型的复合材料杆体切割下来。切割好的抽油杆杆体从倒锥型的金属接头的小尺寸端插入,利用压力注胶机12向倒锥型接头空腔内注胶,采用的胶粘剂为高剪切强度环氧型胶粘剂,可以选择市售也可以按常规的方法配置,其剪切强度为≥22N/mm2,25℃粘度为12~20Pa·S。注胶压力范围为0.2~1Mpa。注胶完毕后,通过接头固化炉13固化,在120~180℃下处理两个小时,胶粘剂固化完全达到最佳连接强度,得到的高强度防偏磨复合材料抽油杆,接头符合API标准。
(6)抽油杆杆体在与金属接头连接后,整体在预应力处理及检测装置17上进行拉伸预应力处理及检测,拉力大小设定为100~250千牛,并保持该设定拉力≥1分钟。
下面通过实施例,对本发明详细说明,但是本发明不限于这些实施例。
实施例1:将多束碳纤维丝经过放丝架、集丝板的排丝孔进入到表面处理炉,炉温为120℃,牵引速度为0.4米/分钟,热处理后的碳纤维进入浸胶槽,槽内间苯型不饱和聚酯树脂S-685S:MEKP:BPO:硬脂酸锌的质量分数为100:1.5:1.5:1.5。浸胶后的碳纤维进入预成型炉,预成型温度为85℃,初步凝胶预成型后进入模具固化成型,模具三段加热,温度为110℃、135℃、155℃。成型后的复合材料杆继续以0.4米/分钟的速度纵向前进,通过2头的缠绕机以5圈/分钟的速度在复合材料杆上缠绕两束芳纶纤维,形成两道螺距为10毫米的螺旋状的筋。芳纶纤维的浸渍配方同拉挤工艺的配方,两束芳纶纤维的直径均为1.5毫米。防偏磨层缠绕成型后的复合材料抽油杆杆体与金属接头胶接,所用胶粘剂为环氧型胶粘剂,其中环氧树脂E-44:甲基四氢苯酐:DMP-30:铝粉的质量分数为100:85:1.5:20,25℃粘度为15Pa·S,注胶压力为0.5MPa。注胶结束后,置入接头固化炉内150℃保温1.5小时。取出后,自然冷却。然后进行预应力处理及检测,拉力为200千牛。复合材料抽油杆杆体与金属接头未见相对滑动,产品检测合格。
实施例2:按照实施1,改变拉挤过程中的碳纤维为高强玻璃纤维,纤维热处理的炉温为100℃,牵引速度为0.2米/分钟,改变浸胶槽内树脂为环氧树脂,其中E-51:甲基四氢苯酐:DMP-30:硬脂酸锌的重量分数为100:85:2.0:1,成型后的抽油杆通过6头的缠绕机以2.5圈/分钟的速度缠绕六束PBO纤维成型,形成六道螺距为5毫米的螺旋状的筋。PBO纤维的浸渍配方同拉挤工艺的配方,六束PBO纤维的直径均为1毫米。防偏磨层缠绕成型后的复合材料抽油杆杆体与金属接头胶接,所用胶粘剂为环氧型胶粘剂,环氧树脂:固化剂:促进剂:填料的质量分数为100:80:1.5:15,25℃粘度为17Pa·S,注胶压力为0.6MPa。注胶结束后,置入接头固化炉内140℃保温2小时。取出后,自然冷却。然后进行预应力处理及检测,拉力为150千牛。处理结束,复合材料抽油杆杆体与金属接头未见相对滑动,产品检测合格。
一种防偏磨抽油杆的制备方法及装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0