










专利摘要
本实用新型提供一种用于张紧轮的轴承安装及打标设备,包括依次设置的轴承压装装置、卡簧压装装置以及打标装置,所述轴承压装装置包括第一机架、设置于所述第一机架上的第一载板、设置于所述第一载板上的第一下模、与所述第一载板相连的第一安装架、安装于所述第一安装架上的轴承压装气缸、安装于所述轴承压装气缸输出端的轴承压头及设置于所述第一下模一侧的轴承挂架。所述轴承压装装置将轴承压装至轴承套中,卡簧压装装置将卡簧压装至轴承的两面,然后所述打标装置在轴承上打标,既完成了轴承的自动化安装和打标;具体的,轴承放置在所述第一下模上,所述轴承压装气缸驱动所述轴承压头下降,即可将轴承压装至轴承套中,压装方便,动作可靠。
权利要求
1.一种用于张紧轮的轴承安装及打标设备,其特征在于:包括依次设置的轴承压装装置、卡簧压装装置以及打标装置,所述轴承压装装置包括第一机架、设置于所述第一机架上的第一载板、设置于所述第一载板上的第一下模、与所述第一载板相连的第一安装架、安装于所述第一安装架上的轴承压装气缸、安装于所述轴承压装气缸输出端的轴承压头以及设置于所述第一下模一侧的轴承挂架。
2.如权利要求1所述的用于张紧轮的轴承安装及打标设备,其特征在于:所述第一下模的一侧设置有第一产品检测传感器,所述第一下模设置有第一定位轴,所述第一机架的前侧设置有第一物料盘。
3.如权利要求1所述的用于张紧轮的轴承安装及打标设备,其特征在于:所述第一机架的前侧设置有第一急停按钮和两个第一启动开关,所述第一机架上设置有安全光栅。
4.如权利要求1所述的用于张紧轮的轴承安装及打标设备,其特征在于:所述卡簧压装装置包括第二机架、设置于所述第二机架上的第二载板、设置于所述第二载板上的第二下模、与所述第二载板通过连接柱相连的安装板、设置于所述安装板上的卡簧容置槽以及设置于所述安装板上方的下压气缸。
5.如权利要求4所述的用于张紧轮的轴承安装及打标设备,其特征在于:所述卡簧容置槽的内径自上而下逐渐减小。
6.如权利要求4所述的用于张紧轮的轴承安装及打标设备,其特征在于:所述下压气缸的输出端设置有卡簧压头,所述第二下模的一侧设置有第二产品检测传感器,所述连接柱包括两个,两个所述连接柱的底部分别与所述第二载板的两端相连,两个所述连接柱的顶部分别与所述安装板的两端相连。
7.如权利要求4所述的用于张紧轮的轴承安装及打标设备,其特征在于:所述第二机架的前侧设置有第二急停按钮和两个第二启动开关,所述第二机架上设置有安全光栅。
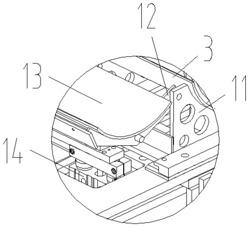
8.如权利要求1所述的用于张紧轮的轴承安装及打标设备,其特征在于:所述打标装置包括第三机架、设置于所述第三机架上的打标工装、设置于所述打标工装上方的气动打标机、驱动所述气动打标机升降的打标气缸以及设置于所述打标工装一侧的打标传感器。
说明书
技术领域
本实用新型涉及张紧轮生产技术领域,尤其涉及一种用于张紧轮的轴承安装及打标设备。
背景技术
张紧轮是为了改变皮带轮的包角或控制皮带的张紧力而压在皮带上的随动轮,是皮带传动的张紧装置,当皮带的中心距不能调节时,可以采用张紧轮将皮带张紧。广泛应用于空调、发电机、工程机械中。
在张紧轮生产过程中,需要进行轴承的组装及打标,轴承组装需要将轴承压装到轴承套中,然后再将卡簧压装至轴承的两面,最后在轴承上打标。通过人工进行组装的方式,工序繁琐,生产效率低下。
实用新型内容
本实用新型所解决的技术问题在于提供一种用于张紧轮的轴承安装及打标设备。
为解决上述技术问题,本实用新型提供一种用于张紧轮的轴承安装及打标设备,包括依次设置的轴承压装装置、卡簧压装装置以及打标装置,所述轴承压装装置包括第一机架、设置于所述第一机架上的第一载板、设置于所述第一载板上的第一下模、与所述第一载板相连的第一安装架、安装于所述第一安装架上的轴承压装气缸、安装于所述轴承压装气缸输出端的轴承压头以及设置于所述第一下模一侧的轴承挂架。
更进一步的,所述第一下模的一侧设置有第一产品检测传感器,所述第一下模设置有第一定位轴,所述第一机架的前侧设置有第一物料盘。
更进一步的,所述第一机架的前侧设置有第一急停按钮和两个第一启动开关,所述第一机架上设置有安全光栅。
更进一步的,所述卡簧压装装置包括第二机架、设置于所述第二机架上的第二载板、设置于所述第二载板上的第二下模、与所述第二载板通过连接柱相连的安装板、设置于所述安装板上的卡簧容置槽以及设置于所述安装板上方的下压气缸。
更进一步的,所述卡簧容置槽的内径自上而下逐渐减小。
更进一步的,所述下压气缸的输出端设置有卡簧压头,所述第二下模的一侧设置有第二产品检测传感器,所述连接柱包括两个,两个所述连接柱的底部分别与所述第二载板的两端相连,两个所述连接柱的顶部分别与所述安装板的两端相连。
更进一步的,所述第二机架的前侧设置有第二急停按钮和两个第二启动开关,所述第二机架上设置有安全光栅。
更进一步的,所述打标装置包括第三机架、设置于所述第三机架上的打标工装、设置于所述打标工装上方的气动打标机、驱动所述气动打标机升降的打标气缸以及设置于所述打标工装一侧的打标传感器。
本实用新型的用于张紧轮的轴承安装及打标设备,所述轴承压装装置将轴承压装至轴承套中,所述卡簧压装装置将卡簧压装至轴承的两面,然后所述打标装置在轴承上打标,既完成了轴承的自动化安装和打标;具体的,轴承放置在所述第一下模上,所述轴承压装气缸驱动所述轴承压头下降,即可将轴承压装至轴承套中,压装方便,动作可靠。
附图说明
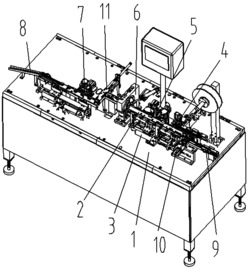
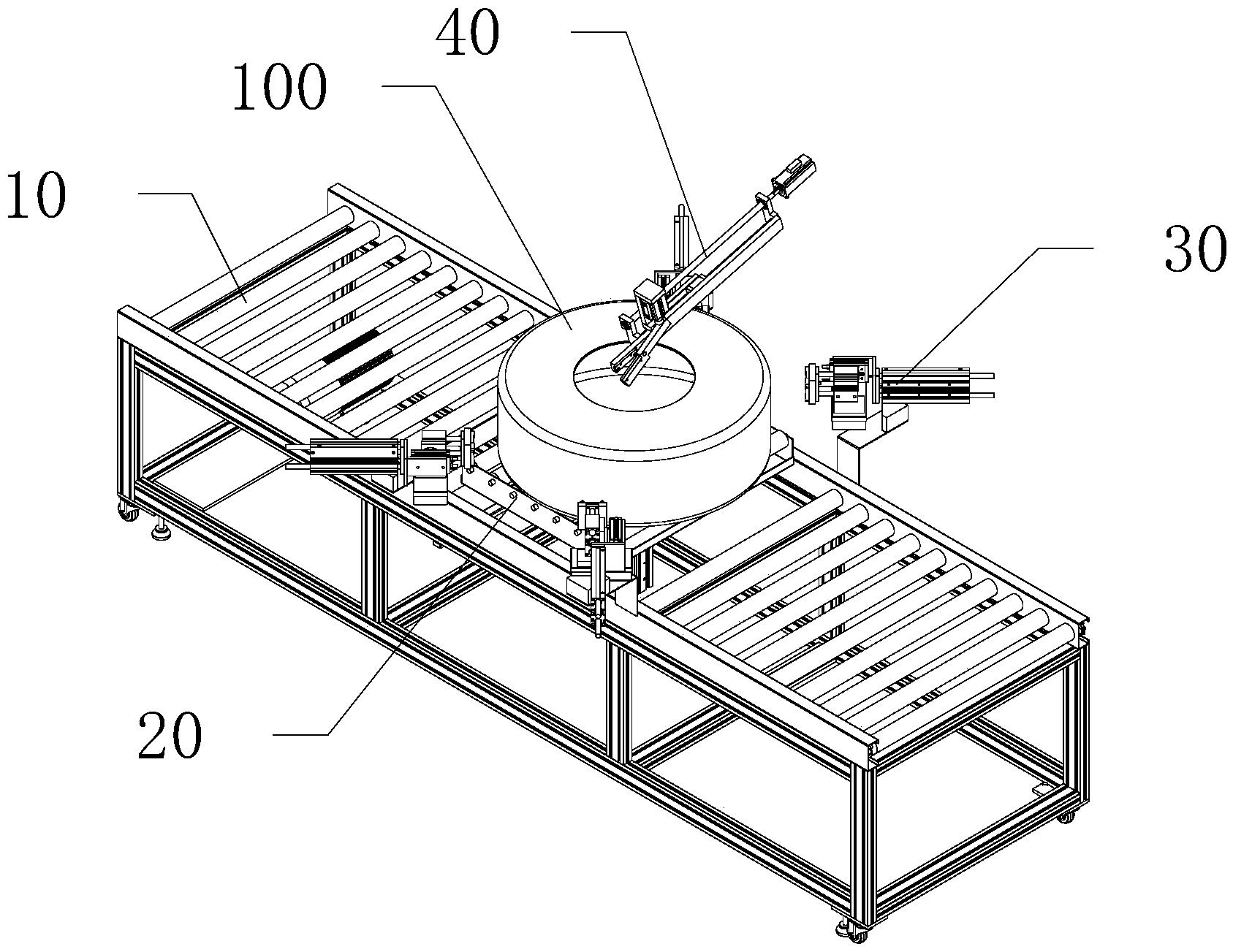
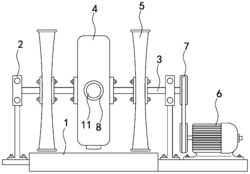
图1为本实用新型的用于张紧轮的轴承安装及打标设备的示意图;
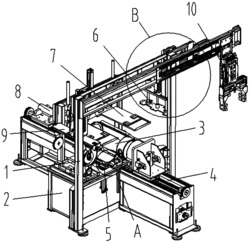
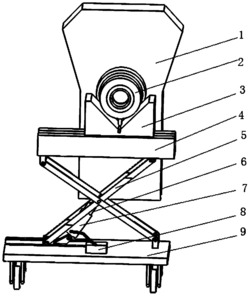
图2为本实用新型的用于张紧轮的轴承安装及打标设备的轴承压装装置的示意图;
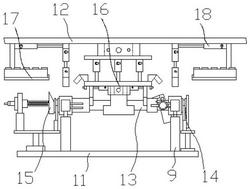
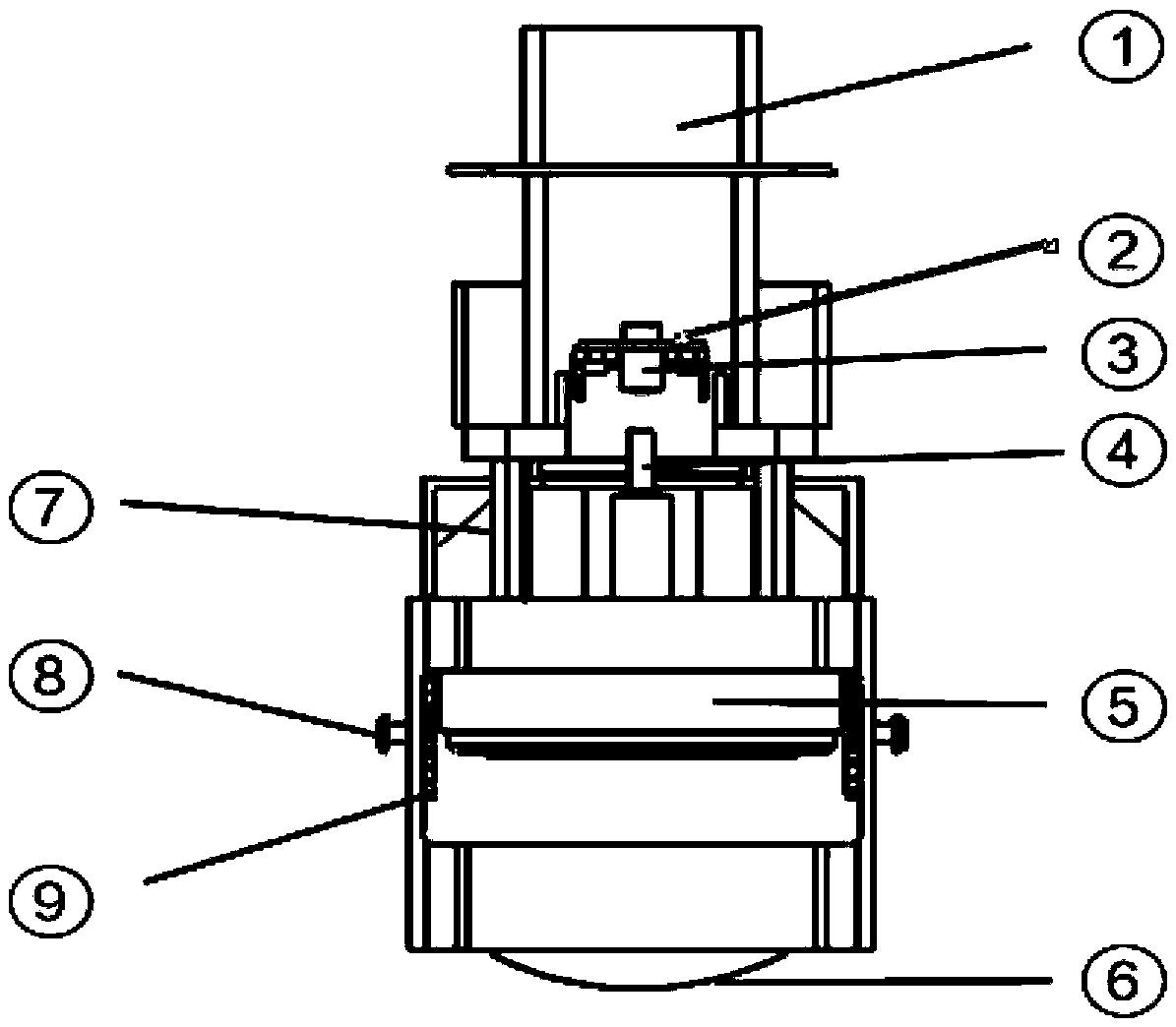
图3为本实用新型的用于张紧轮的轴承安装及打标设备的卡簧压装装置的示意图;
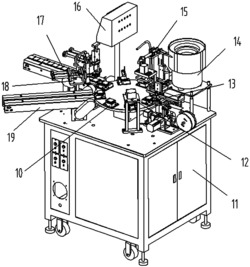
图4为本实用新型的用于张紧轮的轴承安装及打标设备的打标装置的示意图;
图中标记为:轴承压装装置1,第一机架10,第一载板11,第一下模111,第一定位轴112,第一安装架12,轴承压装气缸121,轴承压头122,轴承挂架13,第一产品检测传感器14,第一物料盘15,第一急停按钮16,第一启动开关17,安全光栅18、18a,卡簧压装装置2,第二机架20,第二载板21,第二下模211,连接柱22,安装板23,卡簧容置槽231,下压气缸24,卡簧压头241,第二急停按钮25,第二启动开关26,打标装置3,第三机架30,打标工装31,气动打标机32,打标气缸33,打标传感器34。
具体实施方式
下面详细描述本实用新型的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
如图1至图4所示,本实用新型提供一种用于张紧轮的轴承安装及打标设备,包括依次设置的轴承压装装置1、卡簧压装装置2以及打标装置3,所述轴承压装装置1包括第一机架10、设置于所述第一机架10上的第一载板11、设置于所述第一载板11上的第一下模111、与所述第一载板11相连的第一安装架12、安装于所述第一安装架12上的轴承压装气缸121、安装于所述轴承压装气缸121输出端的轴承压头122以及设置于所述第一下模111一侧的轴承挂架13。所述轴承压装装置1将轴承压装至轴承套中,所述卡簧压装装置2将卡簧压装至轴承的两面,然后所述打标装置3在轴承上打标,既完成了轴承的自动化安装和打标;具体的,轴承放置在所述第一下模111上,所述轴承压装气缸121驱动所述轴承压头122下降,即可将轴承压装至轴承套中,压装方便,动作可靠。
所述第一下模111的一侧设置有第一产品检测传感器14,所述第一下模111设置有第一定位轴112,所述第一机架10的前侧设置有第一物料盘15。所述第一产品检测传感器14感测到产品后,所述轴承压装气缸121动作,进行轴承的压装;若所述第一产品检测传感器14感测不到产品,则不进行压装的动作,所述第一定位轴112用于对轴承套和轴承定位,定位后安装准确。
所述第一机架10的前侧设置有第一急停按钮16和两个第一启动开关17,所述第一机架10上设置有安全光栅18。
所述卡簧压装装置2包括第二机架20、设置于所述第二机架20上的第二载板21、设置于所述第二载板21上的第二下模211、与所述第二载板21通过连接柱22相连的安装板23、设置于所述安装板23上的卡簧容置槽231以及设置于所述安装板23上方的下压气缸24。卡簧设置于所述卡簧容置槽231中,所述下压气缸24驱动卡簧下降至脱离所述卡簧容置槽231后,卡簧被压装至轴承一面的卡簧安装槽中,然后将轴承翻转180度,再对轴承的另一面进行卡簧的压装,即实现了在轴承的两面安装卡簧,安装方便准确,节省人力。
所述卡簧容置槽231的内径自上而下逐渐减小。在所述下压气缸24下降过程中,卡簧的内径逐渐减小,直至卡入轴承上的安装槽中。
所述下压气缸24的输出端设置有卡簧压头241,所述第二下模211的一侧设置有第二产品检测传感器(未图示),所述连接柱22包括两个,两个所述连接柱22的底部分别与所述第二载板21的两端相连,两个所述连接柱22的顶部分别与所述安装板23的两端相连。
所述第二机架20的前侧设置有第二急停按钮25和两个第二启动开关26,所述第二机架20上设置有安全光栅18a。
所述打标装置3包括第三机架30、设置于所述第三机架30上的打标工装31、设置于所述打标工装31上方的气动打标机32、驱动所述气动打标机32升降的打标气缸33以及设置于所述打标工装31一侧的打标传感器34;所述打标传感器34感测到产品时,所述打标气缸33驱动所述气动打标机32下降,所述气动打标机32对轴承进行打标刻字,即实现了轴承的自动化打标刻字。
本实用新型的用于张紧轮的轴承安装及打标设备,所述轴承压装装置1将轴承压装至轴承套中,所述卡簧压装装置2将卡簧压装至轴承的两面,然后所述打标装置3在轴承上打标,既完成了轴承的自动化安装和打标;具体的,轴承放置在所述第一下模111上,所述轴承压装气缸121驱动所述轴承压头122下降,即可将轴承压装至轴承套中,压装方便,动作可靠。
以上所述,是本实用新型的最佳实施例而已,并非对本实用新型作任何形式上的限制,任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,利用上述揭示的方法内容对本实用新型技术方案做出许多可能的变动和修饰,均属于权利要求保护的范围。
一种用于张紧轮的轴承安装及打标设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0