









专利摘要
一种石油烃的催化转化方法,高硫蜡油与热再生催化剂在催化裂化单元反应器的下部接触并发生裂化反应,生成的油气和含炭的催化剂上行在一定的反应环境下发生选择性地氢转移反应和异构化反应,分离反应油气得到包含液化气、汽油和催化蜡油的反应产物,待生催化剂经汽提、再生后循环使用,其中催化蜡油和任选的其它二次加工蜡油进入芳烃分离单元进行芳烃分离,优选所得富含非芳烃馏分返回到催化裂化单元。该方法提高液体产率和丙烯产率,为炼油生产过程清洁化和炼油产品清洁化提供了一条新的途径。
说明书
技术领域
本发明属于石油烃的催化转化方法,更具体地说,是涉及到一种劣质蜡油催化裂化与芳烃分离的集成工艺的催化转化方法。
背景技术
常规的催化裂化工艺加工高硫劣质蜡油原料不但使催化裂化再生烟气中的SOX排放不符合环保要求,而且汽油与柴油产品中的硫含量均不能符合产品规格要求。因此,通常这些高硫劣质蜡油原料先经加氢处理,除去硫、氮和金属等杂质,饱和原料中的多环芳烃,提高其催化裂化反应性能,然后再作为催化裂化的原料,生产低硫汽油和柴油。
US4780193公开了一种采用加氢精制技术提高催化裂化原料质量的方法,该加氢精制装置的反应温度低于390℃,反应压力至少在10.0MPa以上,最好在12.0MPa以上。在有利于芳烃饱和的工艺条件下,通过加氢精制提高催化裂化装置原料的裂化性能,从而提高催化裂化装置的转化率,生产出高辛烷值的汽油调和组分。CN101684417A公开了一种优化的加氢-催化裂化组合工艺方法,蜡油原料在加氢处理反应区进行反应,得到的加氢蜡油作为催化裂化原料油,不经分馏直接进入催化裂化单元,催化重循环油循环回加氢处理反应区,热高压分离器顶部气相物流和催化轻循环与任选的粗柴油进入加氢改质反应区,进行加氢改质反应,反应生成物经分馏后得到加氢石脑油和加氢柴油。加氢处理单元和加氢改质单元公用氢气系统,降低装置设备投资和操作费用。产品方案灵活,可同时生产优质低硫汽油、优质柴油以及重整原料。
通常,劣质蜡油原料经加氢处理后可以改善其催化裂化性能,但在加氢处理过程中会因为馏程变轻而产生部分柴油、石脑油和轻烃,不利于多产汽油和丙烯。此外,多产异构烷烃的催化裂化工艺(MIP)对处理优质的催化裂化原料油,尤其是加氢蜡油,造成汽油烯烃含量偏低,液化气中的异丁烯含量偏低,产物分布不够优化,石油资源未充分利用。
MIP工艺已得到广泛的应用,目前已应用到近50套催化裂化装置,取得巨大的经济效益和社会效益。关于富含异丁烷的液化气和富含异构烷烃汽油的MIP技术详细描述见ZL99105904.2、ZL99105905.0和ZL99105903.4。
加氢处理方式往往投资较大。而芳烃抽提处理工艺具有投资小、回报快的优点,不仅在重油处理方面能够达到良好的效果,并且副产重要的化工原料--芳烃。为此,专利CN100350020C公开一种劣质油料的催化裂化加工工艺,该方法将劣质油经过催化裂化得到的轻柴油馏分返回催化裂化装置回炼,得到的重油馏分进行溶剂抽提,抽提出的重芳烃作为产品,抽余油返回催化裂化装置回炼。该方法一定程度上解决了重油的问题,但该方法需控制轻柴油馏分的终馏点≤300℃,重柴油的终馏点≤450℃,其中轻柴油馏分返回催化裂化装置回炼,重柴油进入芳烃抽提装置抽提,抽余油返回催化裂化装置,结果虽然油浆量有所降低,但仍然相对较高,并且没有柴油产品,干气产量也较大。专利CN1766059A公开了一种劣质重油或渣油的处理方法,该方法首先将重油或渣油原料进入溶剂抽提装置,多得的脱沥青油进入固定床加氢处理装置进行加氢处理,所得加氢尾油进入催化裂化装置,其中所得的部分或全部油浆与由溶剂抽提得到脱沥青油一起进入磁浮床加氢装置,产物进分离得到轻质馏分和未转化尾油,其中未转化尾油循环至溶剂抽提装置。该方法有机地将催化裂化工艺、抽提工艺和加氢工艺结合,并且在重油处理上有一定效果,但该方法工艺馏程复杂,且液体收率低。
随着环保法规对催化裂化生产过程以及产品质量要求日益严格,催化裂化即使处理加氢蜡油,催化裂化再生烟气中的SOx排放也难以符合环保要求,仍然需要增加再生烟气处理装置。当再生烟气处理装置处理较低含量的SOx烟气时,其处理效率将有所降低。此外,即使加氢蜡油催化裂化生产汽油硫含量较低,但仍然难以将汽油中的硫含量降低到10微克/克以下,汽油仍然需要后处理。当采用S-Zorb技术处理硫含量较低的汽油时,S-Zorb因汽油中的硫含量过低,难以维持其平衡操作,需从外界补充其他的硫化物,造成S-Zorb装置使用效益降低。
发明内容
本发明的目的是提供一种劣质蜡油催化裂化与芳烃分离的集成工艺的催化转化方法。本发明的第一种实施方案如下:
本发明提供的催化转化方法包括以下步骤:
(1)高硫蜡油与热再生催化剂在催化裂化单元反应器的下部接触并发生裂化反应,生成的油气和含炭的催化剂上行在一定的反应环境下发生选择性地氢转移反应和异构化反应,分离反应油气得到包含液化气、汽油、柴油和催化蜡油的反应产物,待生催化剂经汽提、再生后循环使用;
(2)来自步骤(1)的催化蜡油和任选的其它二次加工的蜡油作为芳烃分离装置的原料油,进入芳烃分离单元进行芳烃分离得到富含芳烃馏分和富含非芳烃馏分。
步骤(2)所得富含非芳烃馏分作为催化裂化的原料油返回到步骤(1)的催化裂化单元或其它催化裂化装置。
步骤(1)的汽油进入汽油脱硫装置,柴油进入柴油脱硫装置;
步骤(1)的再生烟气进入烟气处理装置进行处理,处理后的烟气排放。
本发明提供的催化转化方法是这样具体实施的:
(1)、催化裂化单元
(a)、预热的高硫劣质原料油进入反应器与热再生催化剂接触并发生裂化反应,反应温度为490℃~620℃,最好为500℃~600℃,反应时间为0.5秒~2.0秒,最好为0.8秒~1.5秒,催化剂与原料油的重量比(以下简称剂油比)为3~15∶1,最好为3~12∶1;
(b)、生成的油气和用过的催化剂上行,在一定的反应环境下发生选择性地氢转移反应和异构化反应,反应温度为420℃~550℃,最好为460℃~500℃,反应时间为2秒~30秒,最好为3秒~15秒,催化剂与原料油的重量比为3~18∶1,最好为3~15∶1,裂化反应和氢转移反应的水蒸汽与原料油的重量比(以下简称水油比)为0.03~0.3∶1,最好为0.05~0.3∶1,压力为130kPa~450kPa;
(c)、分离反应产物得到富含丙烯的液化气、汽油、柴油、催化蜡油及其它产品,待生催化剂经汽提进入再生器,经烧焦再生后循环使用。
(d)、催化蜡油直接或/和除去少量的催化剂颗粒后进入芳烃分离装置。催化蜡油可经滤装置或/和蒸馏装置除去少量的催化剂颗粒。
该方法适用的反应器可以是选自等直径提升管、等线速提升管、流化床或变径提升管中之一,也可以是由等直径提升管和流化床构成的复合反应器。
本发明提供的方法可以在等直径提升管、等线速提升管或流化床反应器中进行,其中等直径提升管与炼厂常规的催化裂化反应器相同,等线速提升管中流体的线速基本相同。等直径提升管、等线速提升管反应器从下至上依次为预提升段、第一反应区、第二反应区,流化床反应器从下至上依次为第一反应区、第二反应区,第一反应区、第二反应区的高度之比为10~40∶90~60。当使用等直径提升管、等线速提升管或流化床反应器时,在第二反应区底部设一个或多个冷激介质入口,和/或在第二反应区内设置取热器,取热器的高度占第二反应区高度的50%~90%。分别控制每个反应区的温度和反应时间。冷激介质是选自冷激剂、冷却的再生催化剂和冷却的半再生催化剂中的一种或一种以上的任意比例的混合物。其中冷激剂是选自液化气、粗汽油、稳定汽油、柴油、重柴油或水中的一种或一种以上的任意比例的混合物;冷却的再生催化剂和冷却的半再生催化剂是待生催化剂分别经两段再生和一段再生后冷却得到的,再生催化剂碳含量为0.1重%以下,最好为0.05重%以下,半再生催化剂碳含量为0.1重%~0.9重%,最好碳含量为0.15重%~0.7重%。
本发明提供的方法也可以在由等直径提升管和流化床构成的复合反应器中进行,下部的等直径提升管为第一反应区,上部的流化床为第二反应区,分别控制每个反应区的温度和反应时间。在流化床的底部设一个或多个冷激介质入口,和/或在第二反应区内设置取热器,取热器的高度占第二反应区高度的50%~90%。分别控制每个反应区的温度和反应时间。冷激介质是选自冷激剂、冷却的再生催化剂和冷却的半再生催化剂中的一种或一种以上的任意比例的混合物。其中冷激剂是选自液化气、粗汽油、稳定汽油、柴油、重柴油或水中的一种或一种以上的任意比例的混合物;冷却的再生催化剂和冷却的半再生催化剂是待生催化剂分别经两段再生和一段再生后冷却得到的,再生催化剂碳含量为0.1重%以下,最好为0.05重%以下,半再生催化剂碳含量为0.1重%~0.9重%,最好碳含量为0.15重%~0.7重%。
本发明提供的方法还可以在一种新型变径提升管反应器中进行的,详细描述见ZL99105903.4。预提升段的直径与常规的等直径提升管反应器相同,一般为0.02米~5米,其高度占反应器总高度的5%~10%。预提升段的作用是在预提升介质的存在下使再生催化剂向上运动并加速,所用的预提升介质与常规的等直径提升管反应器所用的相同,选自水蒸汽或干气。
第一反应区的结构类似于常规的等直径提升管反应器,其直径可与预提升段相同,也可较预提升段稍大,第一反应区的直径与预提升段的直径之比为1.0~2.0∶1,其高度占反应器总高度的10%~30%。原料油和催化剂在该区混合后,在较高的反应温度和剂油比、较短的停留时间(一般为0.5秒~2.5秒)下,主要发生裂化反应。
第二反应区比第一反应区要粗,其直径与第一反应区的直径之比为1.5~5.0∶1,其高度占反应器总高度的30%~60%。其作用是降低油气和催化剂的流速和反应温度。降低该区反应温度的方法,可以从该区与第一反应区的结合部位注入冷激介质,和/或通过在该区设置取热器,取走部分热量以降低该区反应温度,从而达到抑制二次裂化反应、增加异构化反应和氢转移反应的目的。冷激介质是选自冷激剂、冷却的再生催化剂和冷却的半再生催化剂中的一种或一种以上的任意比例的混合物。其中冷激剂是选自液化气、粗汽油、稳定汽油、柴油、重柴油或水中的一种或一种以上的任意比例的混合物;冷却的再生催化剂和冷却的半再生催化剂是待生催化剂分别经两段再生和一段再生后冷却得到的,再生催化剂碳含量为0.1重%以下,最好为0.05重%以下,半再生催化剂碳含量为0.1重%~0.9重%,最好碳含量为0.15重%~0.7重%。若设置取热器,则其高度占第二反应区高度的50%~90%。物流在该反应区停留时间可以较长,为2秒~30秒。
出口区的结构类似于常规的等直径提升管反应器顶部出口部分,其直径与第一反应区的直径之比为0.8~1.5∶1,其高度占反应器总高度的0~20%。物流可在该区停留一定时间,以抑制过裂化反应和热裂化反应,提高流体流速。
该方法适用的高硫蜡油选自常压塔顶油、常压塔抽出的馏分油、直馏减压蜡油、浅度加氢蜡油、焦化蜡油(CGO)、脱沥青油(DAO)及其混合物,其特征为硫含量应大于0.5重%,最好大于1.0重%。
步骤(2)所述其它二次加工蜡油选自CGO、DAO及其混合物。
该方法中的两个反应区可以适用所有同一类型的催化剂,既可以是无定型硅铝催化剂,也可以是沸石催化剂,沸石催化剂的活性组分选自Y型沸石、HY型沸石、超稳Y型沸石、ZSM-5系列沸石或具有五元环结构的高硅沸石、镁碱沸石中的一种或一种以上的任意比例的混合物,该沸石可以含稀土和/或磷,也可以不含稀土和磷。
该方法中的两个反应区也可以适用不同类型催化剂,不同类型催化剂可以是颗粒大小不同的催化剂和/或表观堆积密度不同的催化剂。颗粒大小不同的催化剂和/或表观堆积密度不同的催化剂上活性组分分别选用不同类型沸石,沸石选自Y型沸石、HY型沸石、超稳Y型沸石、ZSM-5系列沸石或具有五元环结构的高硅沸石、镁碱沸石中的一种或一种以上的任意比例的混合物,该沸石可以含稀土和/或磷,也可以不含稀土和磷。大小不同颗粒的催化剂和/或高低表观堆积密度的催化剂可以分别进入不同的反应区,例如,含有超稳Y型沸石的大颗粒的催化剂进入第一反应区,增加裂化反应,含有稀土Y型沸石的小颗粒的催化剂进入第二反应区,增加氢转移反应,颗粒大小不同的催化剂在同一汽提器汽提和同一再生器再生,然后分离出大颗粒和小颗粒催化剂,小颗粒催化剂经冷却进入第二反应区。颗粒大小不同的催化剂是以30~40微米之间分界,表观堆积密度不同的催化剂是以0.6~0.7g/cm3之间分界。
(2)芳烃分离单元
所述芳烃分离单元工艺为用来分离芳烃和非芳烃功能的处理工艺,优选芳烃抽提/萃取工艺,可以采用化学方法也可以采用物理方法,优选采用物理方法,可以采用单溶剂萃取,也可以采用多溶剂萃取方式。
所述芳烃抽提/萃取工艺可以包括,抽提塔、汽提塔、抽提回收塔等设备。
所述溶剂选自二甲亚砜、糠醛、二甲基甲酰胺、单乙醇胺、乙二醇、1,2-丙二醇等物质中的一种或一种以上的混合物。抽提过程溶剂回收循环使用。抽提温度为40~200℃,溶剂与原料之间的体积比为0.4~6.0。抽提物为目的产物之一重芳烃,抽余油即非芳烃作为催化裂化等烃加工工艺原料之一。
所述的催化蜡油(FGO)为初馏点不小于260℃的馏分,氢含量不低于10.5重%。在更优选的实施方案中,所述催化蜡油为初馏点不小于330℃的馏分,氢含量不低于10.8重%。所述的二次加工的蜡油为焦化蜡油(CGO)、脱沥青油(DAO)及其混合原料油。
(3)其他辅助单元
催化裂化单元的汽油送到汽油加氢脱硫或汽油吸附脱硫装置进行汽油脱硫,分别详见专利CN101314734A或CN1658965A,催化裂化单元的柴油进入柴油脱硫装置进行柴油脱硫;催化裂化单元的再生烟气进入烟气处理装置,进行烟气处理,处理后的烟气排放。
本发明的优点在于:
1、提高不同炼油技术使用效益,强化炼油技术更加合理的集成,为炼油生产过程清洁化和炼油产品清洁化提供了一条新的途径。
2、由于高硫蜡油没有加氢预处理步骤,因此炼厂总氢耗下降。
3、提高总液体产率和丁烯产率,改善丙烯选择性,并副产芳烃。
附图说明
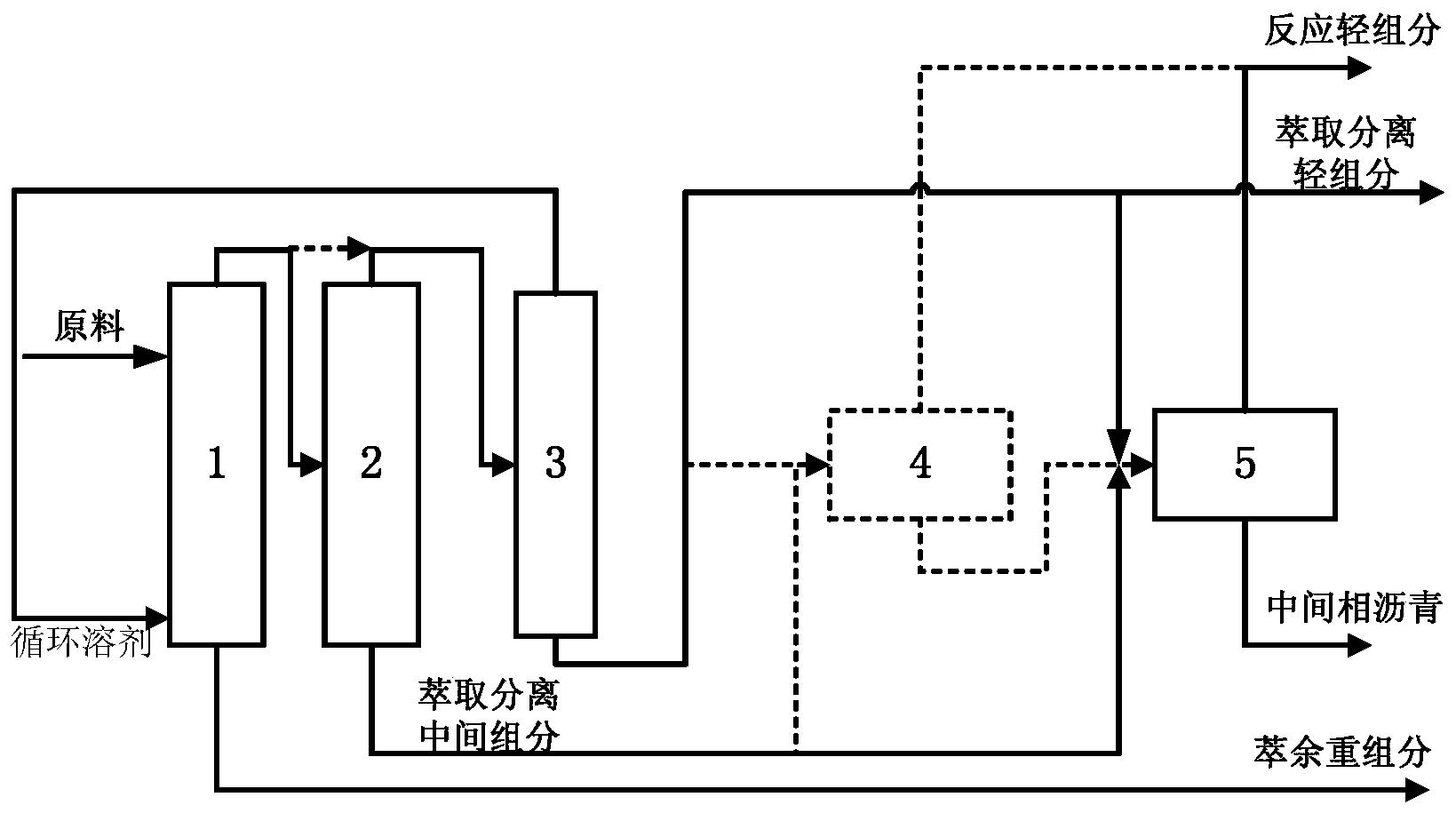
图1为本发明提供的催化裂化和芳烃抽提集成工艺方法原则流程示意图。
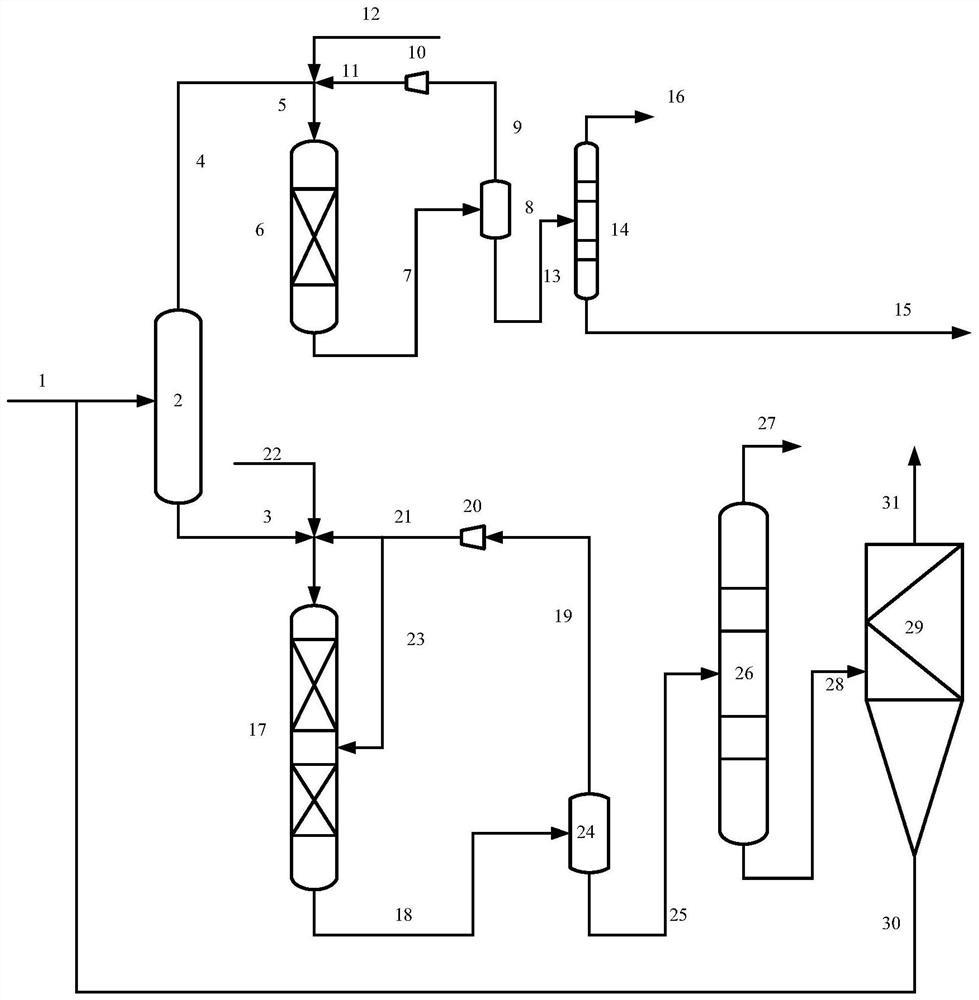
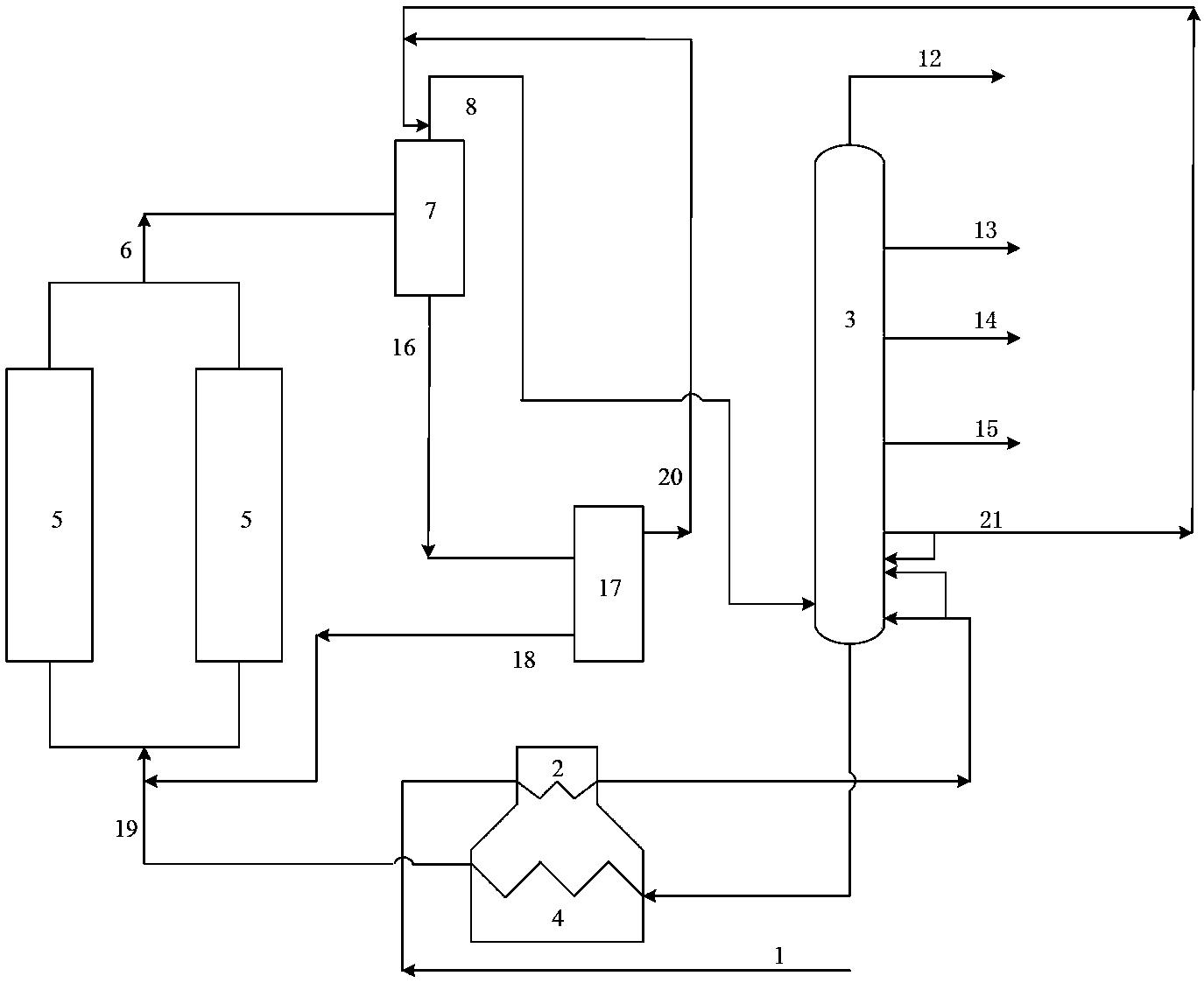
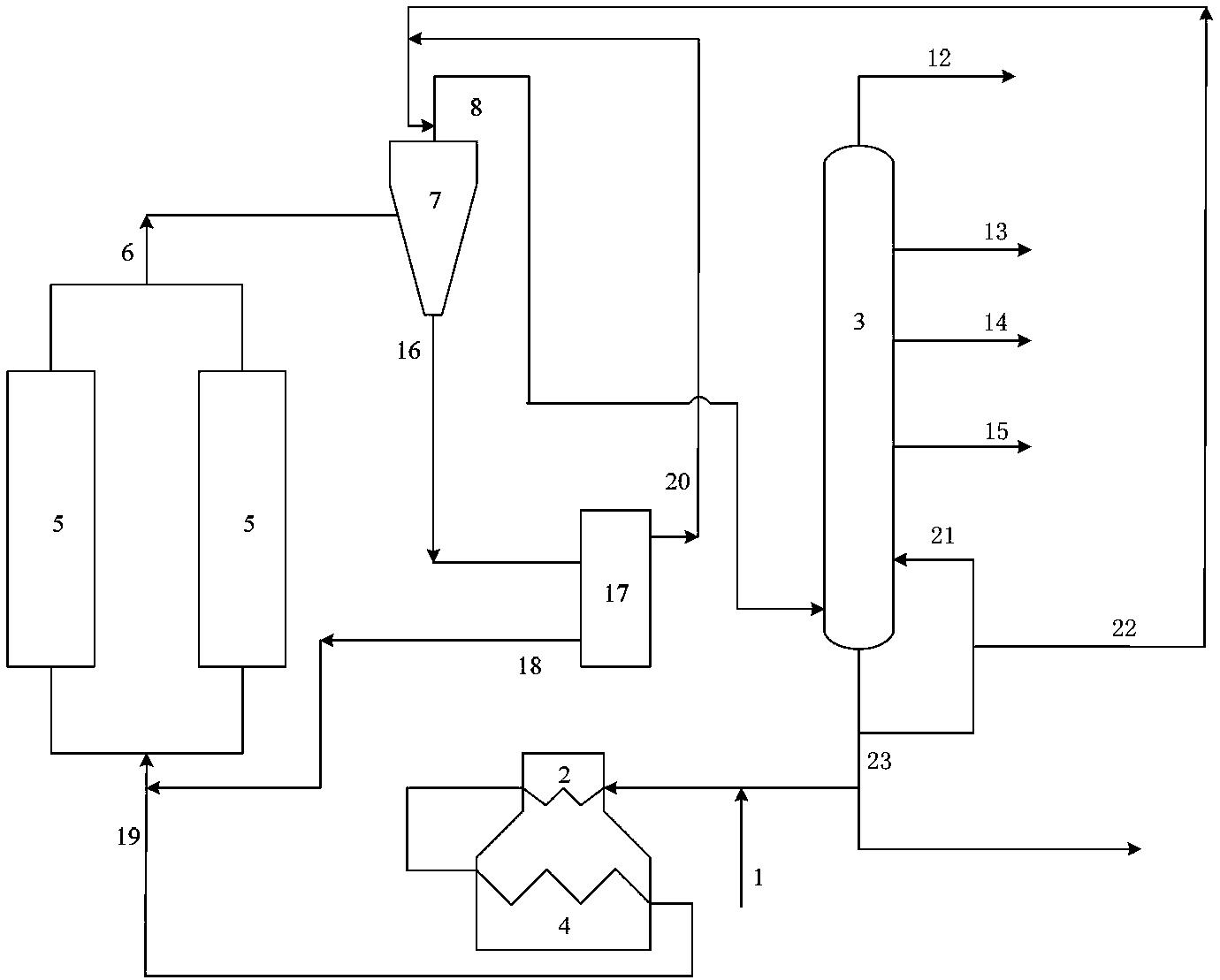
图2是本发明的优选实施方式的流程示意图。
具体实施方式
下面结合附图进一步说明本发明所提供的方法,但本发明并不因此而受到任何限制。
图1为本发明提供的催化裂化和芳烃抽提集成工艺方法原则流程示意图。
高硫蜡油原料进入催化裂化反应单元进行催化裂化反应,将催化裂化反应单元分离得到的催化蜡油馏分输送到芳烃抽提单元进行芳烃抽提,得到富含芳烃馏分和富含非芳烃馏分,该富含非芳烃馏分可以返回到原催化裂化单元,也可以输送到其它反应单元。
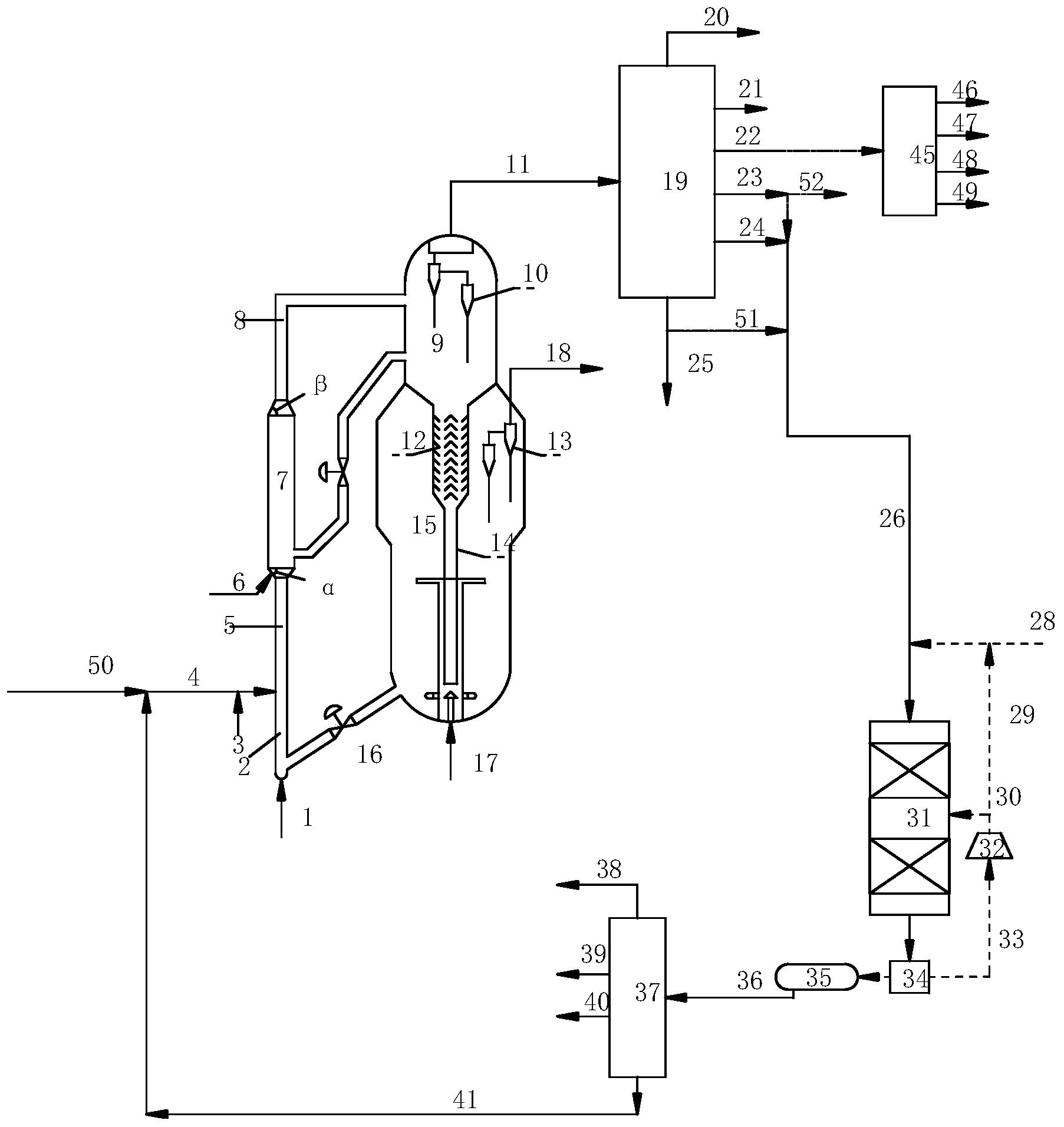
图2是本发明的优选实施方式的流程示意图。图2是变径提升管反应器的催化裂化和芳烃抽提集成工艺流程示意图,设备和管线的形状、尺寸不受附图的限制,而是根据具体情况确定。
图2中各编号说明如下:
1、3、4、6、11、13、17、18、21、22、23均代表管线;2为提升管的预提升段;5、7分别为提升管的第一反应区、第二反应区;8为提升管的出口区;9为沉降器,10为旋风分离器,12为汽提器,14为待生斜管,15为再生器,16为再生斜管,19为分离系统,20为芳烃抽提装置。
预提升蒸汽经管线1从提升管预提升段2进入,热的再生催化剂经再生斜管16进入提升管预提升段由预提升蒸汽进行提升。预热后的原料油经管线4与来自管线3的雾化蒸汽按一定比例从提升管预提升段进入,与热催化剂混合后进入第一反应区5内,在一定的条件下进行裂化反应。反应物流与来自管线6的冷激剂和/或冷却的催化剂(图中未标出)混合进入第二反应区7,进行二次反应,反应后的物流进入出口区8,该反应区提高物流的线速,使反应物流快速进入气固分离系统中的沉降器9、旋风分离器10,反应产物经管线11去分离系统19。反应后带炭的待生催化剂进入汽提器12,经来自管线13的水蒸汽汽提后由待生斜管14进入再生器15,待生催化剂在来自管线17的空气中烧焦再生,烟气经管线18出再生器,热的再生催化剂经再生斜管16返回提升管底部循环使用。
在分离系统19,分离出干气、液化气,汽油、柴油(图中未标出)和催化蜡油,其中催化蜡油经管线21送到芳烃抽提装置20。
来自管线21的催化蜡油与溶剂(图中未标出)进入芳烃抽提装置20进行芳烃和非芳烃分离,得到的富含芳烃馏分经管线23引出,富含非芳烃馏分经管线22引出送到催化裂化单元与高硫蜡油混合进行提升管反应器或其它催化裂化装置。
实施例
下面的实施例将对本发明予以进一步说明,但并不因此而限制本发明。实施例、对比例中所使用的原料油性质列于表1,催化裂化催化剂的牌号为CGP-1,对比例中加氢处理固定床反应区内装填的催化剂商业牌号分别为RG-10A/RG-10B/RMS-1/RN-32V,装填体积比例为4∶4∶15∶77,以上催化剂均由中国石化催化剂分公司生产,芳烃抽提溶剂为糠醛。
实施例1
本实施例说明采用本发明提供的方法,原料A经中型催化裂化装置和中型芳烃抽提装置处理后的产物分布和产品性质的情况。
预热的原料A先在中型催化裂化装置进行加工,中型催化裂化装置的反应器的预提升段、第一反应区、第二反应区、出口区总高度为15米,预提升段直径为0.025米,其高度为1.5米;第一反应区直径为0.025米,其高度为4米;第二反应区直径为0.1米,其高度为6.5米;出口区的直径为0.025米,其高度为3米;第一、二反应区结合部位的纵剖面等腰梯形的顶角为45°;第二反应区与出口区结合部位的纵剖面等腰梯形的底角为60°。表1所列的原料A进入该反应器内,在水蒸汽存在下,与热的催化剂CGP-1接触并发生反应,分离反应产物得到酸性气、干气、液化气、催化汽油、催化柴油、催化蜡油和焦炭并可以计算其产物分布,待生催化剂经汽提进入再生器,再生催化剂经烧焦后循环使用。在一定的试验时间内,得到一定数量的催化蜡油,为中型芳烃抽提装置提供原料。
催化蜡油在中型芳烃抽提装置上,抽提段高为4.0米,塔内径为0.1米,将催化蜡油中芳烃和非芳烃进行分离,富含非芳烃馏分为中型催化裂化装置提供原料。富含非芳烃馏分在中型催化裂化装置上加工的操作条件和催化剂完全与原料A相同。三次试验的总产物分布按规定的比例对三套产物分布进行加和处理,催化汽油性质和催化柴油性质按规定的比例对两次中型催化裂化所得到的汽油和柴油进行混兑,然后送样分析所得。试验的操作条件、产品分布和产品的性质列于表2和表3。
对比例1
采用中型试验装置和催化剂与实施例1完全相同,所用的原料油也是表1所列的原料A。只是原料A先在中型加氢处理装置上进行加氢处理,处理后分离反应产物得到酸性气、少量干气、少量的液化气、石脑油、加氢柴油和加氢催化蜡油。在一定的试验时间内,得到一定数量的加氢催化蜡油,为中型催化裂化装置提供原料。加氢蜡油在中型催化裂化装置上加工的操作条件和催化剂完全与原料A相同。将两套中型试验装置的产物分布按规定的比例进行加和计算,得到两次试验总的产物分布,其产物分布列于表2。催化汽油、催化柴油和加氢柴油性质是经送样分析所得到的。其性质列于表3。
从表2和3可以看出,相对于对比例,本发明的加工方法没有氢耗,而总液体收率(液化气+汽油+柴油+抽出油)本发明为91.87重%,较对比例1增加了1.91个百分点,异丁烯产率由1.31重%上升到3.42重%,增加了161.07重%,丙烯浓度由30.71重%上升到34.53重%,汽油烯烃含量由12.3体%上升到31.1体%。
实施例2
本实施例说明采用本发明提供的方法,原料B经中型催化裂化装置和中型芳烃抽提装置处理后的产物分布和产品性质的情况。
预热的原料B先在中型催化裂化装置进行加工,中型催化裂化装置的反应器的预提升段、第一反应区、第二反应区、出口区总高度为15米,预提升段直径为0.025米,其高度为1.5米;第一反应区直径为0.025米,其高度为4米;第二反应区直径为0.1米,其高度为6.5米;出口区的直径为0.025米,其高度为3米;第一、二反应区结合部位的纵剖面等腰梯形的顶角为45°;第二反应区与出口区结合部位的纵剖面等腰梯形的底角为60°。表1所列的原料B进入该反应器内,在水蒸汽存在下,与热的催化剂CGP-1接触并发生反应,分离反应产物得到酸性气、干气、液化气、催化汽油、催化柴油、催化蜡油和焦炭并可以计算其产物分布,待生催化剂经汽提进入再生器,再生催化剂经烧焦后循环使用。在一定的试验时间内,得到一定数量的催化蜡油,为中型芳烃抽提装置提供原料。
催化蜡油在中型芳烃抽提装置上,抽提段高为4.0米,塔内径为0.1米,将催化蜡油中芳烃和非芳烃进行分离,富含非芳烃馏分为中型催化裂化装置提供原料。富含非芳烃馏分在中型催化裂化装置上加工的操作条件和催化剂完全与原料B相同。三次试验的总产物分布按规定的比例对三套产物分布进行加和处理,催化汽油性质和催化柴油性质按规定的比例对两次中型催化裂化所得到的汽油和柴油进行混兑,然后送样分析所得。试验的操作条件、产品分布和产品的性质列于表2和表3。
对比例2
采用中型试验装置和催化剂与实施例1完全相同,所用的原料油也是表1所列的原料B。只是原料B先在中型加氢处理装置上进行加氢处理,处理后分离反应产物得到酸性气、少量干气、少量的液化气、石脑油、加氢柴油和加氢催化蜡油。在一定的试验时间内,得到一定数量的加氢催化蜡油,为中型催化裂化装置提供原料。加氢蜡油在中型催化裂化装置上加工的操作条件和催化剂完全与原料B相同。将两套中型试验装置的产物分布按规定的比例进行加和计算,得到两次试验总的产物分布,其产物分布列于表4。催化汽油、催化柴油和加氢柴油性质是经送样分析所得到的。其性质列于表5。
从表4和5可以看出,相对于对比例,本发明加工没有氢耗,总液体收率为90.8重%,增加了3.71个百分点,异丁烯产率由1.37重%上升到2.92重%,增加了113.14重%,丙烯浓度从30.97重%上升到33.87重%,汽油烯烃含量由16.6体%上升到33.1体%。
表1
表2
表3
表4
表5
一种石油烃的催化转化方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0