








专利摘要
本发明涉及烃类物料的精制领域,公开了一种汽油深度脱硫的方法和用于汽油深度脱硫的设备,该方法包括:(1)将汽油原料进行预加氢反应,得到预加氢后汽油原料;(2)将预加氢后汽油原料分馏以得到轻馏分和重馏分;(3)将轻馏分与抽提溶剂接触,得到含硫溶剂和溶剂抽提后轻馏分,然后将含硫溶剂与其中含有的硫化物分离以得到溶剂抽提后含硫物料和脱除了硫化物的回收溶剂;(4)将重馏分进行选择性加氢脱硫反应,得到加氢后重馏分;(5)将加氢后重馏分与溶剂抽提后轻馏分混合以得到汽油产品。由本发明提供的方法能够在避免辛烷值的较大损失的前提下,获得更低硫的汽油产品。
权利要求
1.一种汽油深度脱硫的方法,包括:
(1)在预加氢催化剂的存在下,将汽油原料进行预加氢反应,得到预加氢后汽油原料;
(2)将所述预加氢后汽油原料在70~140℃的切割点温度下分馏以得到轻馏分和重馏分;
(3)将所述轻馏分与抽提溶剂接触以通过蒸馏进行溶剂抽提,得到含硫溶剂和溶剂抽提后轻馏分,然后通过减压蒸馏将所述含硫溶剂与其中含有的硫化物分离以得到溶剂抽提后含硫物料和脱除了硫化物的回收溶剂;在所述溶剂抽提过程中,所述抽提溶剂与所述轻馏分的重量比为(0.5~20):1;所述溶剂抽提在抽提蒸馏塔中进行,所述抽提蒸馏塔中的条件包括:塔顶压力为100kPa~500kPa;塔顶温度为50~180℃;塔底温度为80~260℃;所述抽提溶剂中含有有机溶剂和0.1~20重量%的助剂,所述有机溶剂选自四甘醇、五甘醇、糠醛、糠醇、二甲基甲酰胺、三甘醇甲醚、乙腈和沸点为175~320℃的溶剂中的至少一种;所述助剂中含有能够与所述有机溶剂互溶且其沸点或干点不高于所述有机溶剂的沸点或干点的醇类、酮类、有机酸类和有机氮化物中的至少一种物质,所述有机氮化物为胺类、脲类和醇胺类中的至少一种;
通过蒸馏将所述含硫溶剂与其中含有的硫化物分离的条件包括:溶剂回收塔的塔顶压力为10kPa~100kPa,塔顶温度为50~100℃,塔底温度为100℃~250℃,汽提蒸汽与所述含硫溶剂的重量比为(0.01~5.0):1;
(4)将所述重馏分与加氢脱硫催化剂接触以进行选择性加氢脱硫反应,得到加氢后重馏分;
(5)将步骤(4)的所述加氢后重馏分与步骤(3)的所述溶剂抽提后轻馏分混合以得到汽油产品;
该方法进一步包括:将至少部分所述回收溶剂在溶剂再生塔中进行注水提纯处理以再生,用于进行再生的回收溶剂占全部所述回收溶剂的1~10重量%;所述溶剂再生塔中的再生条件包括:塔顶压力为1kPa~10kPa,塔顶温度为90~110℃,塔底温度为120℃~200℃,注入的水与所述回收溶剂的重量比为(0.1~10):1。
2.根据权利要求1所述的方法,其中,该方法进一步包括:在与步骤(4)的所述加氢后重馏分混合之前,先将步骤(3)得到的所述溶剂抽提后轻馏分进行醚化反应,得到醚化后轻馏分;然后再将所述醚化后轻馏分与步骤(4)的所述加氢后重馏分混合以得到所述汽油产品。
3.根据权利要求2所述的方法,其中,所述醚化反应通过将所述溶剂抽提后轻馏分与碳原子数不大于6的低碳醇接触而进行。
4.根据权利要求3所述的方法,其中,所述低碳醇为甲醇、乙醇、正丙醇、异丙醇、正丁醇、叔丁醇、正戊醇和环己醇中的至少一种。
5.根据权利要求3所述的方法,其中,所述醚化反应的条件包括:所述低碳醇与所述溶剂抽提后轻馏分中的烯烃的摩尔比为(0.5~3):1,接触的温度为20~100℃,压力为0.3MPa~2.0MPa。
6.根据权利要求5所述的方法,其中,所述醚化反应的条件包括:所述低碳醇与所述溶剂抽提后轻馏分中的烯烃的摩尔比为(1.0~1.2):1。
7.根据权利要求2所述的方法,其中,所述醚化反应在作为醚化催化剂的强酸性离子交换树脂存在下进行。
8.根据权利要求1-7中任意一项所述的方法,其中,所述预加氢催化剂为过渡金属负载型催化剂,所述过渡金属负载型催化剂包括载体和负载在所述载体上的金属活性组分,所述载体选自氧化铝、氧化硅、硅铝酸盐、氧化钛、沸石和活性炭中的至少一种,所述金属活性组分选自镍、钴、钼、铂和钯中的至少一种。
9.根据权利要求8所述的方法,其中,所述过渡金属负载型催化剂中的载体为氧化铝,金属活性组分以氧化物计的负载量为0.05~15重量%。
10.根据权利要求1-7中任意一项所述的方法,其中,所述预加氢反应的条件包括:氢分压为0.1MPa~2.0MPa,温度为室温~250℃,液时体积空速为1.0~10.0h
11.根据权利要求1-7中任意一项所述的方法,其中,该方法进一步包括:将步骤(3)中的溶剂抽提后含硫物料与所述重馏分一起进行选择性加氢脱硫反应;或者
将步骤(3)中的溶剂抽提后含硫物料引入催化裂化装置中进行催化裂化反应以得到用于步骤(1)的至少部分汽油原料。
12.根据权利要求1-7中任意一项所述的方法,其中,在所述溶剂抽提过程中,所述抽提溶剂与所述轻馏分的重量比为(1~5):1。
13.根据权利要求1-7中任意一项所述的方法,其中,所述抽提蒸馏塔中的条件包括:塔顶压力为110kPa~300kPa;塔顶温度为50~180℃;塔底温度为140~200℃。
14.根据权利要求1-7中任意一项所述的方法,其中,所述有机溶剂的沸点为175~250℃。
15.根据权利要求1-7中任意一项所述的方法,其中,所述有机溶剂选自环丁砜、3-甲基环丁砜、2,4-二甲基环丁砜、3-乙基环丁砜、甲基乙基砜、二甲基砜、二乙基砜、二丙基砜、二丁基砜、二甲基亚砜、α-吡咯烷酮、N-甲基-2-吡咯烷酮、N-乙基-2-吡咯烷酮、N-丙基-2-吡咯烷酮、N-甲酰基吗啉、三甘醇、四甘醇、五甘醇、四甘醇甲醚、碳酸亚乙酯、碳酸丙烯酯、碳酸异丙烯酯、硝基苯、相对分子质量在200~400之间的聚乙二醇和相对分子质量在200~400之间的聚乙二醇甲醚中的至少一种。
16.根据权利要求15所述的方法,其中,所述有机溶剂选自环丁砜、N-甲酰基吗啉、N-甲基-2-吡咯烷酮、四甘醇和五甘醇中的至少一种。
17.根据权利要求1-7中任意一项所述的方法,其中,在所述抽提溶剂中含有的助剂中,所述醇类、酮类、有机酸类和有机氮化物的碳原子数均不大于6。
18.根据权利要求1-7中任意一项所述的方法,其中,在所述抽提溶剂中,所述助剂的含量为0.5~15重量%。
19.根据权利要求1-7中任意一项所述的方法,其中,所述助剂中含有甲醇、乙醇、正丙醇、异丙醇、丙酮、甲乙酮、异丁酸、乙二酸、丙二酸、丁二酸、尿素、乙二胺、一乙醇胺、N-甲基一乙醇胺、N-乙基一乙醇胺、N,N-二甲基乙醇胺、N,N-二乙基乙醇胺、二乙醇胺、N-甲基二乙醇胺、三乙醇胺、正丙醇胺、异丙醇胺和二甘醇胺中的至少一种。
20.根据权利要求19所述的方法,其中,所述助剂中含有甲醇、丙酮、甲乙酮、异丁酸、乙二酸、丙二酸、丁二酸、乙二胺、一乙醇胺、N-甲基一乙醇胺、异丙醇胺和二甘醇胺中的至少一种。
21.根据权利要求1-7中任意一项所述的方法,其中,所述助剂中进一步含有水,水在所述抽提溶剂中的含量为0.1~5重量%。
22.根据权利要求21所述的方法,其中,水在所述抽提溶剂中的含量为0.1~3重量%。
23.根据权利要求1-7中任意一项所述的方法,其中,通过蒸馏将所述含硫溶剂与其中含有的硫化物分离的条件包括:塔底温度为120~200℃。
24.根据权利要求1-7中任意一项所述的方法,其中,所述溶剂再生塔中的再生条件包括:塔顶温度为96~105℃,塔底温度为150℃~200℃,注入的水与所述回收溶剂的重量比为(0.5~5):1。
25.根据权利要求1-7中任意一项所述的方法,其中,用于进行再生的回收溶剂占全部所述回收溶剂的1~5重量%。
26.根据权利要求1-7中任意一项所述的方法,其中,所述选择性加氢脱硫反应在依次连接的第一反应区和第二反应区中进行,所述第一反应区和所述第二反应区中分别装填第一加氢脱硫催化剂和第二加氢脱硫催化剂,所述第一加氢脱硫催化剂和第二加氢脱硫催化剂各自独立地含有氧化铝载体和/或硅铝载体以及负载在所述载体上的加氢活性金属组分,所述加氢活性金属组分为选自钼和/或钨的VIB族非贵金属元素和/或选自镍和/或钴的VIII族非贵金属元素。
27.根据权利要求26所述的方法,其中,所述第一加氢脱硫催化剂和第二加氢脱硫催化剂各自独立地含有钼和/或钨、镍和/或钴、氧化铝基质以及大孔沸石和/或中孔沸石。
28.根据权利要求26所述的方法,其中,以所述加氢脱硫催化剂的总量为基准,所述VIB族非贵金属元素以氧化物计的含量为2~25重量%,所述VIII族非贵金属元素以氧化物计的含量为0.2~6重量%。
29.根据权利要求26所述的方法,其中,所述第一反应区和第二反应区的反应条件各自独立地包括:氢分压为0.1MPa~4.0MPa,反应温度为200℃~440℃,液时体积空速为1.0h
30.根据权利要求29所述的方法,其中,所述第一反应区和第二反应区的反应条件各自独立地包括:氢分压为1.0MPa~3.2MPa,反应温度为200℃~300℃,液时体积空速为2.0h
31.根据权利要求1所述的方法,其中,所述轻馏分和重馏分的切割点为80~120℃。
32.根据权利要求1所述的方法,其中,以所述汽油原料为基准,所述轻馏分的收率为40~60重量%,所述重馏分的收率为40~60重量%。
33.根据权利要求1所述的方法,其中,所述汽油原料选自催化裂化汽油、催化裂解汽油、直馏汽油、焦化汽油、裂解汽油和热裂化汽油中的至少一种。
34.根据权利要求1-7中任意一项所述的方法,其中,在步骤(5)中,所得汽油产品的硫含量≯10μg/g。
说明书
技术领域
本发明涉及烃类物料的精制领域,具体地,涉及一种汽油深度脱硫的方法和一种用于汽油深度脱硫的设备,更具体地,涉及一种含硫汽油通过加氢方式与非加氢方式组合而成的深度脱硫工艺。
背景技术
众所周知,汽车尾气中有毒、有害物质的排放严重影响着空气质量,为此,世界各国都对作为发动机燃料的油品质量限定了越来越严格的标准。我国于2013年1月1日起在全国范围内实行Ⅳ号排放标准,并已在北京、上海等大城市实行Ⅴ号排放标准。Ⅳ号、Ⅴ号排放标准分别规定车用汽油中硫含量不大于50μg/g和10μg/g。
汽油中的硫主要来自于催化裂化汽油,随着油品加工原料向重质化方向发展,将导致催化裂化汽油的硫含量进一步增高。因此,降低催化裂化汽油的硫含量是降低成品汽油硫含量的关键所在。
汽油中的硫主要包括硫醇类、硫醚类、二硫醚类及噻吩类(包括噻吩及噻吩衍生物)等。作为燃料的汽油标准中,其硫醇硫含量及总硫含量被规定了最高限值。当硫醇硫含量超标或总硫含量超标时必须对汽油进行脱硫醇或脱硫精制。
由于作为车用汽油池调和组分的催化裂化汽油富含烯烃,采用常规加氢方式易因为烯烃的饱和而导致辛烷值损失较大。为了避免加工过程中辛烷值的较大损失,人们通常采用分段处理的方式对催化裂化汽油进行脱硫精制。
US3957625报道了一种汽油脱硫的方法。所述方法是将汽油切割为轻、重两部分,通过对重汽油馏分进行选择性加氢处理的方式而降低汽油中的硫含量。以及US6610197报道了一种汽油脱硫的方法,该方法是将汽油切割为轻、重两部分,对轻馏分进行非加氢处理,对重馏分进行加氢处理,以此来降低汽油中的硫含量。
US6623627报道了一种低硫汽油的生产方法,该方法是将汽油切割为低、中、高沸点三部分馏分,其中含硫醇的低沸点馏分与碱液接触选择性脱除硫醇,含噻吩的中沸点馏分通过抽提进行脱硫,中沸点馏分的含噻吩的抽提液与高沸点馏分在加氢脱硫区进行脱硫反应,然后将分别处理后的轻、中、重馏分混合得到硫含量降低的汽油产品。所述低沸点馏分与碱液接触是采取碱液抽提的方式进行,所述碱液在抽提硫醇后进行氧化再生,并通过沉降的方式分离出氧化过程所产生的二硫化物后循环使用。然而该现有技术并没有公开含噻吩的中沸点馏分的溶剂抽提方法。
CN102851069A报道了一种汽油脱硫的方法,该方法包括将汽油切割分馏沸程相对高的重馏分和沸程相对低的轻馏分;在选择性加氢脱硫条件下,将重馏分和氢气与加氢脱硫催化剂接触进行选择性加氢脱硫,得到脱硫后的重馏分;将轻馏分与碱液接触进行轻馏分脱硫,将得到的吸收了硫化物的碱液和氧化剂与氧化催化剂以及一部分所述脱硫后的重馏分接触同时进行碱液再生和碱液脱硫,使得碱液中的硫化物的盐氧化成二硫化物,同时使碱液中的二硫化物抽提入所述脱硫后的重馏分中,然后进行相分离,并将尾气排出;将得到的至少一部分所述吸收了二硫化物的重馏分返回进行所述选择性加氢脱硫;将所述脱硫后的重馏分与脱硫后的轻馏分混合得到产品。
CN103555359A公开了一种催化裂化汽油的深度脱硫方法,该方法也是通过溶剂抽提的方式脱除汽油馏分中的硫化物。其溶剂抽提部分采用的是液-液抽提脱硫方式。
CN103725323A公开了一种生产低硫汽油的脱臭-萃取-洗涤-加氢组合工艺。所述工艺是将催化裂化汽油先进行脱臭处理,再切割为轻、重馏分,轻馏分经萃取脱硫与洗涤,并将萃取出来的含硫组分与重馏分混合进行选择性加氢,洗涤后的轻馏分与选择性加氢后的重馏分混合成为低硫汽油产品。所述萃取脱硫方式采用的也是液-液抽提方式。
在上述所公开的脱硫方法或工艺中,碱处理的目的在于脱除汽油馏分中相对分子质量较小的硫醇,例如碳数不大于4的硫醇,而溶剂抽提的目的在于脱除汽油馏分中非硫醇类的硫化物,主要是噻吩化合物。当通过碱处理与溶剂处理的汽油馏分质量分数增大,相应地通过加氢处理的汽油馏分的质量分数就会降低,则由加氢处理所带来的辛烷值损失无疑就会相对减少。然而,常规的液-液溶剂抽提通常脱硫效率较低,而且吸收的非硫化物的烃类较多,后续需要水洗分离,而分离出来的含硫物料携带的杂质也较多,不利于送入加氢装置进行处理,尤其回收后的溶剂往往因为再生不彻底,导致溶剂循环使用时抽提硫化物的能力下降。
为了获得更低硫的汽油产品,并避免辛烷值的较大损失,有必要提供一种新的工艺方法以克服前述现有技术的缺点。
发明内容
本发明的目的是克服现有技术的缺陷,在避免辛烷值的较大损失的前提下,提供一种能够获得更低硫的汽油产品的新的汽油深度脱硫的方法和用于该方法的设备。
本发明的发明人发现,小分子的硫醇难以被有机溶剂完全抽提,并且发现抽提蒸馏相比于常规的液-液抽提对硫化物的脱除效率要更高一些,抽提蒸馏过程中抽提溶剂对烯烃的吸收也要比常规的液-液抽提更少一些,如此一方面有利于更多地保留烯烃,减少烯烃随硫化物抽提后在后续的(并入重馏分中)加氢处理时而导致的辛烷值损失,另一方面抽提溶剂中溶解更少的烯烃,可以减少烯烃因发生氧化聚合等对溶剂循环利用的有害影响,避免抽提溶剂因有害杂质的累积而频繁再生。为了脱除小分子的硫醇性硫,可以采用碱液抽提的方式,然而这会带来碱的排放问题,为此本发明采用加氢的方式在尽可能不饱和烯烃的条件下对汽油中的硫醇进行脱除,并结合溶剂抽提实现汽油的深度脱硫。本发明的发明人基于前述研究提供了本发明如下的汽油深度脱硫的方法。
为了实现上述目的,第一方面,本发明提供一种汽油深度脱硫的方法,包括:
(1)在预加氢催化剂的存在下,将汽油原料进行预加氢反应,得到预加氢后汽油原料;
(2)将所述预加氢后汽油原料在70~140℃的切割点温度下分馏以得到轻馏分和重馏分;
(3)将所述轻馏分与抽提溶剂接触以通过蒸馏进行溶剂抽提,得到含硫溶剂和溶剂抽提后轻馏分,然后通过减压蒸馏将所述含硫溶剂与其中含有的硫化物分离以得到溶剂抽提后含硫物料和脱除了硫化物的回收溶剂;
(4)将所述重馏分与加氢脱硫催化剂接触以进行选择性加氢脱硫反应,得到加氢后重馏分;
(5)将步骤(4)的所述加氢后重馏分与步骤(3)的所述溶剂抽提后轻馏分混合以得到汽油产品。
第二方面,本发明提供一种用于汽油深度脱硫的设备,包括:
预加氢系统,汽油原料在该预加氢系统中进行预加氢反应,得到预加氢后汽油原料;
分馏系统,来自预加氢系统的预加氢后汽油原料通过该分馏系统进行分馏以得到轻馏分和重馏分;
溶剂抽提系统,包括溶剂抽提蒸馏单元和溶剂回收单元,所述溶剂抽提蒸馏单元用于将来自分馏系统的轻馏分进行溶剂抽提,得到含硫溶剂和溶剂抽提后轻馏分;所述溶剂回收单元用于将所述含硫溶剂与其中含有的硫化物分离以得到溶剂抽提后含硫物料和脱除了硫化物的回收溶剂;
选择性加氢系统,来自分馏系统的重馏分通过管线引入至该选择性加氢系统中进行选择性加氢脱硫反应以得到加氢后重馏分;
所述加氢后重馏分与所述溶剂抽提后轻馏分混合并作为汽油产品通过管线引出。
本发明为了获得更低硫的汽油产品,并避免辛烷值的较大损失,在采用加氢方式的同时灵活运用如溶剂抽提等非加氢方式,使得由本发明前述提供的方法能够在避免辛烷值的较大损失的前提下,获得更低硫的汽油产品。
本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
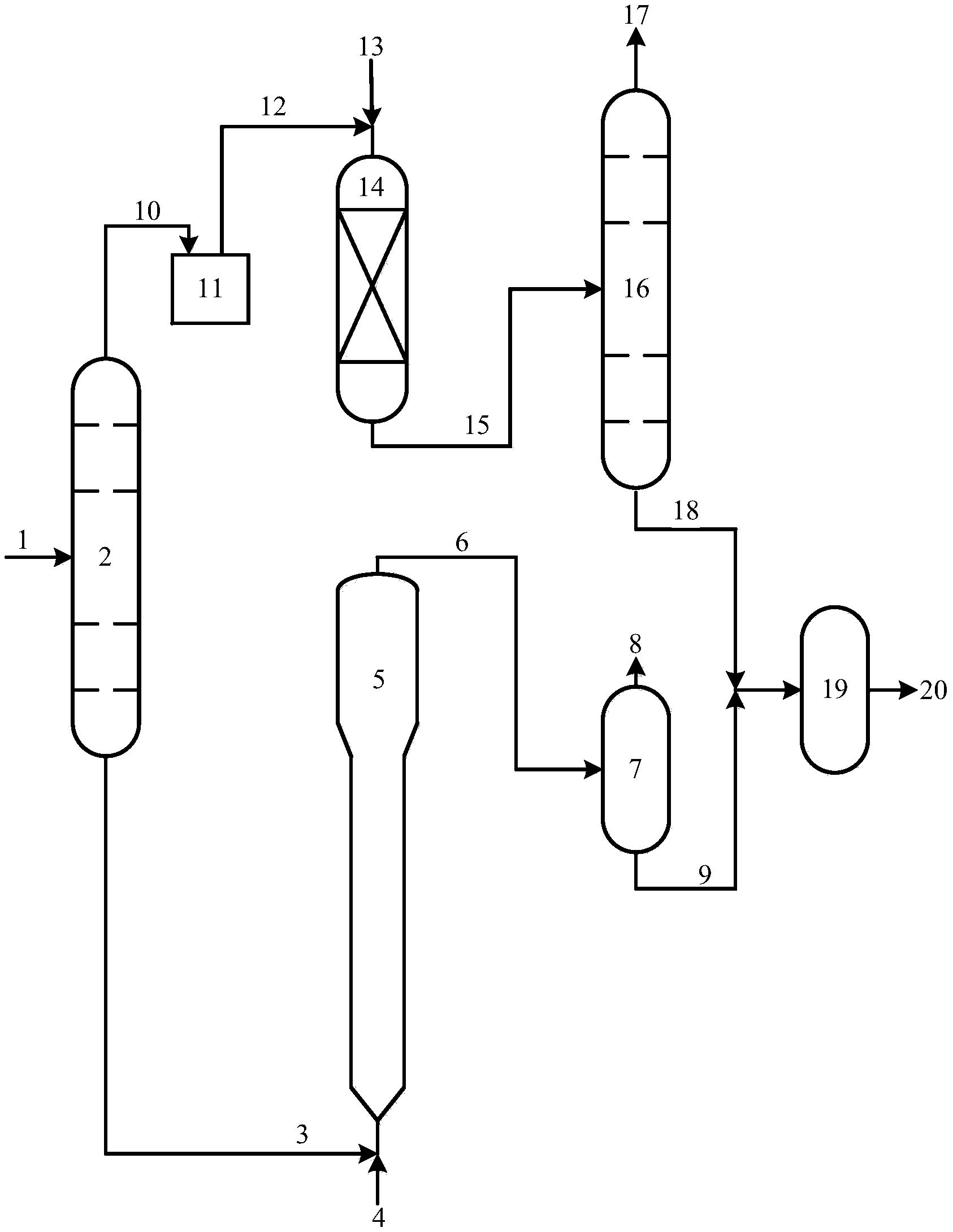
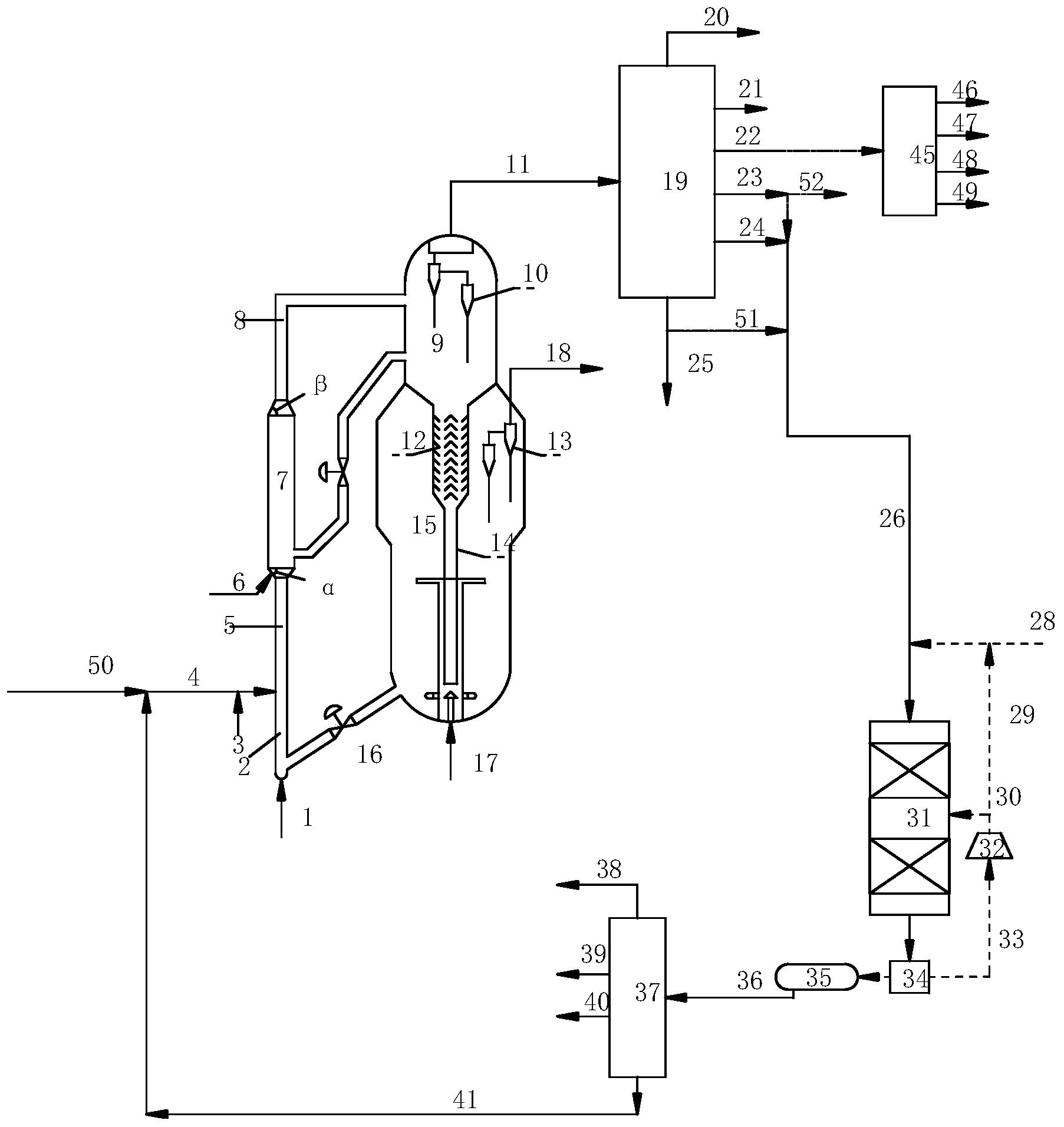
图1是本发明的一种优选实施方式的汽油深度脱硫设备结构示意图。
附图标记说明
1、汽油原料2、预加氢系统
3、预加氢后汽油原料4、分馏系统
5、重馏分6、轻馏分
7、溶剂抽提系统8、溶剂抽提后含硫物料
9、溶剂抽提后轻馏分10、加氢后重馏分
11、醚化系统 12、醚化后轻馏分
13、选择性加氢系统
具体实施方式
以下对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
第一方面,本发明提供了一种汽油深度脱硫的方法,包括:
(1)在预加氢催化剂的存在下,将汽油原料进行预加氢反应,得到预加氢后汽油原料;
(2)将所述预加氢后汽油原料在70~140℃的切割点温度下分馏以得到轻馏分和重馏分;
(3)将所述轻馏分与抽提溶剂接触以通过蒸馏进行溶剂抽提,得到含硫溶剂和溶剂抽提后轻馏分,然后通过减压蒸馏将所述含硫溶剂与其中含有的硫化物分离以得到溶剂抽提后含硫物料和脱除了硫化物的回收溶剂;
(4)将所述重馏分与加氢脱硫催化剂接触以进行选择性加氢脱硫反应,得到加氢后重馏分;
(5)将步骤(4)的所述加氢后重馏分与步骤(3)的所述溶剂抽提后轻馏分混合以得到汽油产品。
本发明中,所述轻馏分为馏程相对轻的馏分,所述重馏分为馏程相对重的馏分。
研究发现,汽油原料中小分子硫醇的存在对本发明中的溶剂抽提蒸馏脱硫操作是不利的,主要是因为低沸点的小分子硫醇容易在抽提蒸馏过程中仍留在抽提后的汽油馏分中。为了解决这方面的问题,本发明采用预加氢方式先对汽油原料进行处理,使存在于汽油原料中的硫醇转化成沸点相对高的硫醚性硫化物,再通过分馏后基本上都转移入重馏分中,如此可以降低轻馏分中的硫含量,并使得轻馏分在后续的溶剂抽提蒸馏方式中选择性脱硫效率更高一些。
以下提供有关本发明的优选情况下的预加氢反应步骤:
按照本发明,含有硫醇与二烯烃的汽油原料在预加氢催化剂作用下与氢气接触,硫醇与二烯烃之间发生反应而生成硫醚性硫化物,同时二烯烃被饱和,而预加氢反应条件能够使得所发生的反应是具有高度选择性的,即除了上述反应之外,单烯烃的饱和反应与硫化物的氢解反应是被抑制或难以进行的。优选地,所述预加氢催化剂包括过渡金属负载型催化剂,可以为非贵金属负载型催化剂,也可以为贵金属负载型催化剂,或者是这两类催化剂的组合。
优选地,所述预加氢催化剂为过渡金属负载型催化剂,所述过渡金属负载型催化剂包括载体和负载在所述载体上的金属活性组分,所述载体选自氧化铝、氧化硅、硅铝酸盐、氧化钛、沸石和活性炭中的至少一种,所述金属活性组分选自镍、钴、钼、铂和钯中的至少一种。
优选地,所述过渡金属负载型催化剂中的载体为氧化铝,金属活性组分以氧化物计的负载量为0.05~15重量%。
优选地,所述预加氢反应的条件包括:氢分压为0.1MPa~2.0MPa,温度为室温~250℃,液时体积空速为1.0~10.0h
汽油原料在预加氢过程中所含硫醇转化成高沸点的硫醚类化合物。预加氢后汽油原料经过分馏得到轻馏分和重馏分。
优选地,所述轻馏分和重馏分的切割点为80~120℃。
优选地,所述轻馏分的干点不高于抽提溶剂的沸程温度范围的下限。
优选地,以所述汽油原料为基准,所述轻馏分的收率为40~60重量%,所述重馏分的收率为40~60重量%。
优选地,所述汽油原料选自催化裂化汽油、催化裂解汽油、直馏汽油、焦化汽油、裂解汽油和热裂化汽油中的至少一种。
以下提供有关本发明的优选情况下的溶剂抽提:
所述溶剂抽提使得分馏后得到的轻馏分中的以噻吩为主的硫化物转移到抽提溶剂中形成含硫溶剂。
优选地,所述溶剂抽提在抽提蒸馏塔内进行,所述轻馏分从抽提蒸馏塔的中间部位进入塔内,抽提溶剂从抽提蒸馏塔的上部进入塔内,在溶剂的选择性作用下,预加氢后轻馏分中的相对高沸点的噻吩与硫醚类化合物随抽提溶剂进入抽提蒸馏塔的塔底。抽提蒸馏塔塔顶蒸出的低硫的轻馏分一部分在塔顶回流循环,一部分外排成为溶剂抽提后轻馏分。抽提蒸馏塔塔底的富硫溶剂一部分在塔底循环,一部分外排至溶剂回收单元进行处理。
所述抽提溶剂与所述轻馏分的重量比为(0.5~20):1,更优选为(1~5):1。发明人发现,在液-液抽提方式中,含硫溶剂除吸收了轻馏分中的硫化物外,往往还吸收了其中较硫化物多得多的其他组分,从而给蒸馏方式的溶剂回收系统带来诸多问题,如能耗增加、回收后的溶剂中残留组分较多,返回溶剂抽提系统容易导致溶剂抽提能力的快速下降。而本发明的溶剂抽提蒸馏脱硫方式中,抽提溶剂吸收的待处理物料组分较少,回收溶剂抽提能力能够有效恢复。
优选地,所述溶剂抽提在抽提蒸馏塔中进行,所述抽提蒸馏塔中的条件包括:塔顶压力为100kPa~500kPa,优选为110kPa~300kPa;塔顶温度为50~180℃;塔底温度为80~260℃,优选为140~200℃。
优选地,通过所述溶剂抽提后得到的溶剂抽提后轻馏分中的硫含量≯10μg/g。
优选地,所述抽提溶剂中含有有机溶剂,所述有机溶剂的沸点为175~320℃,更优选沸点为175~250℃。
优选地,所述有机溶剂选自环丁砜、3-甲基环丁砜、2,4-二甲基环丁砜、3-乙基环丁砜、甲基乙基砜、二甲基砜、二乙基砜、二丙基砜、二丁基砜、二甲基亚砜、糠醛、糠醇、α-吡咯烷酮、N-甲基-2-吡咯烷酮、N-乙基-2-吡咯烷酮、N-丙基-2-吡咯烷酮、N-甲酰基吗啉、二甲基甲酰胺、三甘醇、四甘醇、五甘醇、三甘醇甲醚、四甘醇甲醚、碳酸亚乙酯、碳酸丙烯酯、碳酸异丙烯酯、乙腈、硝基苯、相对分子质量在200~400之间的聚乙二醇和相对分子质量在200~400之间的聚乙二醇甲醚中的至少一种;更优选地,所述有机溶剂选自环丁砜、N-甲酰基吗啉、N-甲基-2-吡咯烷酮、四甘醇和五甘醇中的至少一种。
在溶剂抽提蒸馏塔中,既有气相,又有液相,所述液相为单一液相,即在液相区间,液相的溶剂与液相的轻馏分处于溶解状态,如此有利于轻馏分中的硫化物转移入有机溶剂中,一旦形成了多液相状态,就不利于硫化物的抽提。为了提高有机溶剂对硫化物的吸收能力,以及有助于抽提蒸馏塔的液相区域保持单一的液相,优选地,所述抽提溶剂中含有助剂,所述助剂中含有能够与所述有机溶剂互溶且其沸点或干点不高于所述抽提溶剂的沸点或干点的醇类、酮类、有机酸类和有机氮化物中的至少一种物质,所述有机氮化物为胺类、脲类和醇胺类化合物中的至少一种。
优选地,所述助剂中含有能够与所述有机溶剂互溶且其沸点或干点不高于所述有机溶剂的沸点或干点的碳原子数不大于6的醇类、碳原子数不大于6的酮类、碳原子数不大于6的有机酸类和碳原子数不大于6的有机氮化物中的至少一种物质,所述有机氮化物为胺类、脲类和醇胺类中的至少一种。
优选地,所述碳原子数不大于6的醇类为甲醇、乙醇、正丙醇、异丙醇、正丁醇、叔丁醇、正戊醇和环己醇中的至少一种。
优选地,所述碳原子数不大于6的酮类为丙酮和/或甲乙酮。
优选地,所述碳原子数不大于6的有机酸类为异丁酸、乙二酸、丙二酸和丁二酸中的至少一种。
优选地,所述碳原子数不大于6的有机氮化物选自尿素、乙二胺、一乙醇胺、N-甲基一乙醇胺、N-乙基一乙醇胺、N,N-二甲基乙醇胺、N,N-二乙基乙醇胺、二乙醇胺、N-甲基二乙醇胺、三乙醇胺、正丙醇胺、异丙醇胺和二甘醇胺中的至少一种。
更优选地,所述助剂中含有甲醇、乙醇、正丙醇、异丙醇、丙酮、甲乙酮、异丁酸、乙二酸、丙二酸、丁二酸、尿素、乙二胺、一乙醇胺、N-甲基一乙醇胺、N-乙基一乙醇胺、N,N-二甲基乙醇胺、N,N-二乙基乙醇胺、二乙醇胺、N-甲基二乙醇胺、三乙醇胺、正丙醇胺、异丙醇胺和二甘醇胺中的至少一种。特别优选地,所述助剂中含有甲醇、丙酮、甲乙酮、异丁酸、乙二酸、丙二酸、丁二酸、乙二胺、一乙醇胺、N-甲基一乙醇胺、异丙醇胺和二甘醇胺中的至少一种。
优选地,在所述抽提溶剂中,所述助剂的含量为0.1~20重量%,更优选为0.5~15重量%;特别优选地,所述助剂的含量为1~10重量%。
优选地,所述助剂中进一步含有水。然而,水对多相的形成影响甚大,一旦溶剂中水含量较大时,往往容易在抽提蒸馏塔内形成多相状态。因此,当所述助剂中含有水时,优选水在所述抽提溶剂中的含量为0.1~5重量%,更优选为0.1~3重量%。
优选地,所述抽提溶剂中含有消泡剂,所述消泡剂选自硅氧烷化合物、烷基磺酸盐化合物、聚醚类化合物、聚乙二醇类化合物、聚酯类化合物、酰胺类化合物和脂肪醇类化合物中的至少一种。
以下提供有关本发明的优选情况下的溶剂回收:
富含硫化物的含硫溶剂需要脱除所吸收的硫化物后才能循环使用,脱除硫化物的方式称为溶剂回收。所述溶剂回收采用蒸馏的方式进行,即将来自溶剂抽提过程中的含硫溶剂在加热的条件下蒸出含硫物料,该含硫物料包括来自轻馏分中的芳烃、噻吩、硫醚类化合物,所述含硫物料外排成为溶剂抽提后含硫物料。脱除了硫化物后的溶剂成为回收溶剂,并返回溶剂抽提蒸馏过程循环使用。
优选地,所述溶剂回收采用减压蒸馏的方式进行,通过减压蒸馏将所述含硫溶剂与其中含有的硫化物分离的条件包括:溶剂回收塔的塔顶压力为10kPa~100kPa,塔顶温度为50~100℃,塔底温度为100℃~250℃,更优选塔底温度为120~200℃,汽提蒸汽与所述含硫溶剂的重量比为(0.01~5.0):1。
回收溶剂中脱除了含硫烃料,但在运转过程中会发生如氧化、分解等副反应,从而形成一些可溶性的高沸点化合物如稳态盐、有机聚合物、沉积物等杂质,这些物质在溶剂中存在并累积,无疑会降低抽提溶剂的溶解能力,从而降低汽油抽提脱硫的效率,因此需要对溶剂进行再生处理,提高溶剂的纯度。
优选地,该方法进一步包括:将至少部分所述回收溶剂在溶剂再生塔中进行注水提纯处理以再生。
以下提供有关本发明的优选情况下的溶剂再生:
所述注水提纯处理可以通过对溶剂进行注水减压蒸馏而实现,回收溶剂中相对轻质的残存烃料与水共沸而从塔顶排出,回收溶剂中相对重质的高沸点化合物杂质以残渣的形式从溶剂再生塔塔底排出,而经过提纯后的溶剂从溶剂再生塔下侧排出,成为再生溶剂。优选地,注水提纯处理中的水来自于溶剂抽提蒸馏过程与溶剂回收过程所收集的冷凝水。再生溶剂可以直接返回溶剂回收塔或者直接与溶剂回收塔流出的回收溶剂混合后循环使用。
优选地,所述溶剂再生塔中的再生条件包括:塔顶压力为1kPa~10kPa,塔顶温度为90~110℃,优选塔顶温度为96~105℃,塔底温度为120℃~200℃,优选塔底温度为150℃~200℃,注入的水与所述回收溶剂的重量比为(0.1~10):1,优选重量比为(0.5~5):1。
优选地,用于进行再生的回收溶剂占全部所述回收溶剂的1~10重量%,更优选占全部所述回收溶剂的1~5重量%。
优选地,本发明的方法进一步包括:在与步骤(4)的所述加氢后重馏分混合之前,先将步骤(3)得到的所述溶剂抽提后轻馏分进行醚化反应,得到醚化后轻馏分;然后再将所述醚化后轻馏分与步骤(4)的所述加氢后重馏分混合以得到所述汽油产品。
本发明的醚化反应使得能够得到烯烃含量降低而辛烷值增加的醚化后轻馏分。
以下提供有关本发明的优选情况下的醚化反应:
优选地,所述醚化反应通过将所述溶剂抽提后轻馏分与碳原子数不大于6的低碳醇接触而进行。
优选地,用于醚化反应的所述低碳醇为甲醇、乙醇、正丙醇、异丙醇、正丁醇、叔丁醇、正戊醇和环己醇中的至少一种;特别优选为甲醇。
优选地,所述醚化反应的条件包括:所述低碳醇与所述溶剂抽提后轻馏分中的烯烃的摩尔比为(0.5~3):1,优选为(1.0~1.2):1,接触的温度为20~100℃,压力为0.3MPa~2.0MPa。
优选地,所述醚化反应在作为强酸性离子交换树脂的醚化催化剂存在下进行。所述强酸性离子交换树脂例如可以为磺酸型离子交换树脂。
更加优选情况下,所述溶剂抽提后轻馏分与低碳醇接触的条件使得醚化后轻馏分中的烯烃脱除率≮35%。
根据本发明的一种优选的具体实施方式,本发明的方法进一步包括:将步骤(3)中的溶剂抽提后含硫物料与所述重馏分一起进行选择性加氢脱硫反应。
根据本发明的另一种优选的具体实施方式,本发明的方法进一步包括:将步骤(3)中的溶剂抽提后含硫物料引入催化裂化装置中进行催化裂化反应以得到用于步骤(1)的至少部分汽油原料。
以下提供有关本发明的优选情况下的选择性加氢脱硫反应:
优选地,所述选择性加氢脱硫反应在依次连接的第一反应区和第二反应区中进行,所述第一反应区和所述第二反应区中分别装填第一加氢脱硫催化剂和第二加氢脱硫催化剂,所述第一加氢脱硫催化剂和第二加氢脱硫催化剂各自独立地含有氧化铝载体和/或硅铝载体以及负载在所述载体上的加氢活性金属组分,所述加氢活性金属组分为选自钼和/或钨的VIB族非贵金属元素和/或选自镍和/或钴的VIII族非贵金属元素。
优选地,所述第一加氢脱硫催化剂和第二加氢脱硫催化剂各自独立地含有钼和/或钨、镍和/或钴、氧化铝基质以及大孔沸石和/或中孔沸石。
优选地,以所述加氢脱硫催化剂的总量为基准,所述VIB族非贵金属元素以氧化物计的含量为2~25重量%,所述VIII族非贵金属元素以氧化物计的含量为0.2~6重量%。该处的“加氢脱硫催化剂”为第一加氢脱硫催化剂或第二加氢脱硫催化剂。
优选地,所述第一加氢脱硫催化剂的脱硫活性低于所述第二加氢脱硫催化剂的脱硫活性。本发明的脱硫活性用“处理相同的原料时,单位体积的加氢脱硫催化剂在达到相同的脱硫效果下的反应温度(T)”来表示,T越大表示活性越低。
优选地,所述第一反应区和第二反应区的反应条件各自独立地包括:氢分压为0.1MPa~4.0MPa,反应温度为200℃~440℃,液时体积空速为1.0h
优选地,所述选择性加氢脱硫反应的条件使得得到的加氢后重馏分中硫含量≯10μg/g。
优选地,在步骤(5)中,所得汽油产品的硫含量≯10μg/g。特别地,本发明的步骤(5)的汽油产品为加氢后重馏分与溶剂抽提后轻馏分混合而得到的产品,或者为加氢后重馏分与醚化后轻馏分混合而得到的产品。
第二方面,本发明提供了一种用于汽油深度脱硫的设备,包括:
预加氢系统,汽油原料在该预加氢系统中进行预加氢反应,得到预加氢后汽油原料;
分馏系统,来自预加氢系统的预加氢后汽油原料通过该分馏系统进行分馏以得到轻馏分和重馏分;
溶剂抽提系统,包括溶剂抽提蒸馏单元和溶剂回收单元,所述溶剂抽提蒸馏单元用于将来自分馏系统的轻馏分进行溶剂抽提,得到含硫溶剂和溶剂抽提后轻馏分;所述溶剂回收单元用于将所述含硫溶剂与其中含有的硫化物分离以得到溶剂抽提后含硫物料和脱除了硫化物的回收溶剂;
选择性加氢系统,来自分馏系统的重馏分通过管线引入至该选择性加氢系统中进行选择性加氢脱硫反应以得到加氢后重馏分;
所述加氢后重馏分与所述溶剂抽提后轻馏分混合并作为汽油产品通过管线引出。
优选地,该设备进一步包括醚化系统,来自溶剂抽提系统的溶剂抽提后轻馏分先通过管线引入至该醚化系统中进行醚化反应以得到醚化后轻馏分;然后再将该醚化后轻馏分与所述加氢后重馏分混合以作为汽油产品通过管线引出。
根据一种优选的情况,该设备进一步包括将所述溶剂抽提后含硫物料引入至选择性加氢系统中的管线。
根据另一种优选的情况,该设备进一步包括裂化系统,来自所述溶剂抽提系统的溶剂抽提后含硫物料通过管线引入至该裂化系统中进行催化裂化反应,并将该裂化系统中的产物通过管线引入至所述预加氢系统中。
优选地,所述溶剂抽提系统进一步包括溶剂再生单元,该溶剂再生单元用于将来自所述溶剂回收单元的回收溶剂通过管线引入至该溶剂再生单元中进行注水提纯处理以再生。
优选地,所述选择性加氢系统包括依次连接的第一反应区和第二反应区以进行所述选择性加氢脱硫反应。
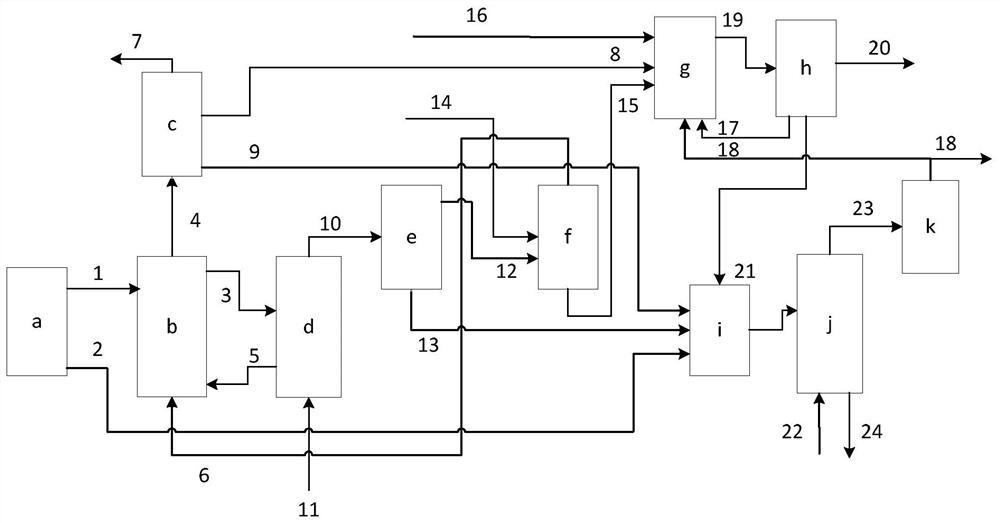
根据一种优选的具体实施方式,本发明的所述用于汽油深度脱硫的设备具有图1所示的结构示意图,具体地:
汽油原料1经过管线进入预加氢系统2中在预加氢催化剂作用下与氢气接触,汽油原料中的硫醇与二烯烃反应生成高沸点的硫醚类硫化物,得到预加氢后汽油原料3。
来自预加氢系统2中的预加氢后汽油原料3通过管线引入至分馏系统4,分馏出重馏分5和轻馏分6。所述重馏分5经管线流出,并与氢气混合进入选择性加氢系统13,经第一反应区在相对较低活性的第一加氢脱硫催化剂作用下进行选择性加氢反应,然后进入第二反应区在相对较高活性的第二加氢脱硫催化剂作用下进行选择性加氢反应,从管线流出而得到加氢后重馏分10。
来自分馏系统4的轻馏分6进入溶剂抽提系统7中,与抽提溶剂接触,轻馏分6中剩余的硫化物转移到抽提溶剂中,得到溶剂抽提后轻馏分9,优选情况下,该溶剂抽提后轻馏分9经管线进入醚化系统11中。
吸收了硫化物的含硫溶剂进入溶剂回收单元进行溶剂回收,所吸收的硫化物在蒸馏的条件下与抽提溶剂分离,得到溶剂抽提后含硫物料8,该溶剂抽提后含硫物料8与重馏分3一起进入选择性加氢系统13中,或者并入裂化系统中进行裂化反应,裂化后得到的汽油馏分作为本发明的一部分汽油原料1。同时一部分回收溶剂流入溶剂再生单元与水接触,进行提纯再生,溶剂中所吸收的烃类(与水共沸)、富含杂质的重质残液与再生溶剂分离,再生溶剂并入回收溶剂中,继续与轻馏分接触而循环使用。
进入醚化系统11中的溶剂抽提后轻馏分9与低碳醇接触,使溶剂抽提后轻馏分9中的烯烃与低碳醇反应生成醚,得到醚化后轻馏分12。
所述加氢后重馏分10与所述醚化后轻馏分12混合成为低硫、低烯烃且辛烷值有所增加的汽油产品;或者所述加氢后重馏分10与所述溶剂抽提后轻馏分9混合成为低硫、低烯烃且辛烷值损失较少的汽油产品。
本发明提供的汽油深度脱硫工艺具有以下优点:
为了有效降低汽油原料中的硫含量,本发明在预加氢的基础上采用了对硫化物具有显著选择性吸收的抽提溶剂组合,并且采用了抽提蒸馏的方式抽提脱除汽油原料中的硫化物以及减压蒸馏的方式使抽提溶剂回收,溶剂抽提后的轻馏分与抽提溶剂分离完全(基本上互不夹带),不需要后续处理,而回收时抽提溶剂与所吸收的硫化物以及含硫物料也能够很好地分离,回收后的溶剂一部分进行再生处理,克服了常规溶剂再生不彻底的缺点,不仅通过与水的共沸作用分离出溶剂中所溶解的残存烃料,而且还将溶剂中累积的高沸点聚合物、沉积物等杂质脱除,溶剂再生时提纯效果显著,从而使得回收后的溶剂在与一部分再生溶剂混合后循环抽提能力得到有效恢复。由于脱硫效率的提高,本发明中轻馏分的干点能够适当升高,如此可以增加汽油分馏时轻馏分的收率而减少重馏分的收率,重馏分进入加氢系统的处理量随之减少,因重馏分的加氢所带来的辛烷值损失就能够有效降低。
如果采用液-液溶剂抽提与正压溶剂蒸馏回收的方式,对噻吩类化合物具有较高选择性吸收效率的溶剂在吸收硫醚硫方面的效果通常并不好,难以深度脱硫,而且由于互相夹带,抽提后的汽油馏分往往还需要后续处理,如水洗等,而抽提后的溶剂因为所吸收的物料相对较多,回收通常难以彻底,不利于溶剂的有效使用。而在本发明中,采用预加氢处理含硫汽油原料,可以避免因采用碱液抽提所带来的碱渣排放与处理问题,并通过与溶剂抽提的配合,能够方便地将轻馏分中的硫化物含量降至10μg/g,同时较大幅度地降低进入选择性加氢系统中的重馏分处理量,有效降低辛烷值损失。
在本发明中,溶剂抽提会产生富含硫的物料。在本发明条件下,这些富含硫的物料可以进行选择性加氢脱硫反应,而且对加氢系统的影响很小,也不会引起辛烷值的较大损失。同时,也可以将这些富含硫的物料优选并入催化裂化提升管进行裂化反应,操作上也更为有利。
本发明提供的汽油脱硫工艺的另一显著优点是:本发明的所述选择性加氢脱硫系统采用了两种加氢催化剂相配合,分别在第一反应区与第二反应区进行催化加氢脱硫反应,可以稳定得到硫含量不大于10μg/g的汽油产品,且辛烷值损失更小一些。
本发明的方法中通过采用抽提蒸馏配合其它工艺手段相比于现有含有常规的液-液抽提的工艺所得到的汽油产品的液收要高。而且,现有技术中的液-液抽提过程中容易出现油携带剂、剂携带油的情形,需要进一步的水洗等方式处理,容易造成液收损失。
总而言之,本发明的深度脱硫工艺无论在脱硫效果上、减少辛烷值损失方面,还是在装置操作的可行性与稳定性、以及环保效应方面,都更高一筹,这是现有技术不能比拟的。
以下将通过实例对本发明进行详细描述。以下实例中,在没有特别说明的情况下,使用的各种原料均来自商购。
以下所使用的选择性加氢脱硫催化剂中的一种为由中国石油化工股份有限公司催化剂分公司长岭催化剂厂提供的商品牌号为RSDS-11的催化剂。
另一种选择性加氢脱硫催化剂Cat1的组成:氧化钴的含量为4.3重量%,氧化钼的含量为12.4重量%,余量为氧化铝载体。
以下使用的选择性加氢预处理催化剂Cat2的组成为:0.5重量%的Pd,余量为Al2O3载体。
以下使用的碱液为浓度为25重量%的氢氧化钠水溶液。
实施例1
本实施例采用图1所示的设备对表1中的汽油原料A进行深度脱硫处理。
将汽油原料A进行预加氢反应,预加氢反应的条件为:使用预加氢催化剂Cat2,反应温度为80℃,反应压力为1.0MPa,液时体积空速为4.0h
将所述预加氢后汽油原料在95℃的切割点温度下分馏以得到收率为50重量%的轻馏分和收率为50重量%的重馏分。
在溶剂抽提系统中,在溶剂抽提蒸馏塔中对后轻馏分进行溶剂抽提蒸馏,得到溶剂抽提后轻馏分与含硫溶剂,含硫溶剂为轻馏分总量的5重量%。然后通过蒸馏在溶剂回收塔中将所述含硫溶剂与其中含有的硫化物分离以得到溶剂抽提后含硫物料和脱除了硫化物的回收溶剂:
在溶剂抽提蒸馏塔中:抽提溶剂与轻馏分的进料重量比为3:1,塔底温度为170℃,塔顶温度为80℃,塔顶压力为180kPa,抽提溶剂中的有机溶剂为N-甲酰基吗啉,助剂为水和甲醇,且助剂含量为抽提溶剂的5重量%,水在抽提溶剂中的含量为1重量%。
在溶剂回收塔中:塔底温度为180℃,塔顶温度为80℃,塔顶压力为40kPa,汽提蒸汽与所述含硫溶剂的用量重量比为0.2:1。
在溶剂再生塔中:用于再生的回收溶剂为全部回收溶剂的3重量%,塔底温度为180℃,塔顶温度为100℃,塔顶压力为10kPa,残液从塔底排出,再生溶剂与回收溶剂混合后循环使用,使用的汽提水来自于溶剂抽提蒸馏塔与溶剂回收塔收集的冷凝水。溶剂抽提后轻馏分中的硫含量≯3μg/g。
醚化反应通过将所述溶剂抽提后轻馏分与甲醇接触而进行,醚化条件为:使用磺酸型离子交换树脂作为醚化催化剂,甲醇与所述溶剂抽提后轻馏分中的烯烃的摩尔比为1.02:1,液时空速2.0h
在针对重馏分的选择性加氢系统中,将溶剂抽提后含硫物料与分馏后重馏分一起进行选择性加氢脱硫反应,选择性加氢脱硫反应的条件:氢分压为1.6MPa,第一反应区采用RSDS-11催化剂,反应温度为200℃,第二反应区采用催化剂Cat1,反应温度为302℃,液时体积空速为3.0h
将溶剂抽提后轻馏分与加氢后重馏分混合成低硫汽油产品B;或者将醚化后轻馏分与加氢后重馏分混合成低硫、低烯烃汽油产品C。
汽油产品B和汽油产品C的性质见表1。
从表1中可以看出,汽油产品B的脱硫率高达99.2%,产品硫含量仅为6μg/g,满足国家Ⅴ号排放标准汽油产品硫含量不大于10μg/g的要求,烯烃饱和率为22.4%,RON损失值为1.7个单位。
从表1中可以看出,汽油产品C的脱硫率高达99.2%,产品硫含量仅为6μg/g,满足国家Ⅴ号排放标准汽油产品硫含量不大于10μg/g的要求,烯烃脱除率为55.9%,RON增加0.3个单位。
由此可以看出,本发明的组合工艺具有很好的脱硫效果以及降低辛烷值损失的效果,若不进行轻馏分的醚化处理,烯烃饱和率少,辛烷值损失也小,而通过轻馏分醚化处理后,能够较大地降低烯烃含量,并使辛烷值有效恢复甚至增加。
并且,在本实施例中,由于在抽提蒸馏时使用了含有助剂的抽提溶剂,使得抽提溶剂的有效利用率明显提高,溶剂再生频次减少,并引起能耗的相对降低与操作成本的相对减少。
表1
对比例1
本对比例采用先将汽油原料进行分馏以得到轻馏分和重馏分,然后将轻馏分进行碱液抽提,以及将重馏分进行加氢脱硫,本对比例采用与实施例1相似的参数进行,本对比例的汽油原料为表1中的原料油A,不同的是:
将实施例1中汽油原料的切割点限定为60℃,分馏后得到收率为30重量%的轻馏分与收率为70重量%的重馏分的收率。
轻馏分采用碱液抽提方式进行处理,碱液抽提条件如下:轻馏分与碱液接触时的体积比为8:2,温度为25℃,压力为0.6MPa,得到碱液抽提后轻馏分;吸收了硫醇的含硫碱液在悬浮在碱液中的金属酞菁催化剂作用下进行氧化,金属酞菁(磺化酞菁钴,市售品)在碱液中的加入量为500μg/g,氧化过程中空气的注入量为理论量的2.4倍,氧化时的压力为0.5MPa,温度为40℃;氧化后的含硫碱液按体积比1:10与来自选择性加氢系统的加氢后重馏分混合以反抽提脱除氧化后的含硫碱液中的二硫化物,得到再生碱液和碱液抽提含硫物料,再生碱液循环使用;所述碱液抽提含硫物料连续排出。
碱液抽提后轻馏分与选择性加氢后重馏分混合成为汽油产品。
本对比例仅采用轻馏分的碱液抽提步骤与重馏分的选择性加氢步骤的组合,未采用针对轻馏分的溶剂抽提步骤以及醚化步骤。结果见表2。
轻馏分经碱液抽提后硫含量不大于10μg/g,而重馏分加氢后硫含量控制在与实施例1相当的水平:9μg/g(不大于10μg/g)。而且选择性加氢系统中仅使用一种加氢催化剂RSDS-11,加氢温度为320℃。
本对比例将碱液抽提后轻馏分与加氢后重馏分混合成低硫汽油产品D,结果如表2中所示。
从表2可以看出,为了得到硫含量≯10μg/g的汽油产品D,与实施例1中得到汽油产品B的组合工艺相比,对比例1的组合工艺的烯烃饱和率高达47.9%,辛烷值RON损失高达4.4个单位。
表2
实施例2
本实施例采用图1所示的设备对汽油原料E进行深度脱硫处理。
将汽油原料E进行预加氢反应,预加氢反应的条件为:使用预加氢催化剂Cat2,反应温度为100℃,反应压力为1.2MPa,液时体积空速为5.0h
将所述预加氢后汽油原料在120℃的切割点温度下分馏以得到收率为60重量%的轻馏分和收率为40重量%的重馏分。
在溶剂抽提系统中,在溶剂抽提蒸馏塔中对轻馏分进行溶剂抽提蒸馏,得到溶剂抽提后轻馏分与含硫溶剂,含硫溶剂为轻馏分总量的7重量%。然后通过蒸馏在溶剂回收塔中将所述含硫溶剂与其中含有的硫化物分离以得到溶剂抽提后含硫物料和脱除了硫化物的回收溶剂:
在溶剂抽提蒸馏塔中:抽提溶剂与轻馏分的进料重量比为4:1,塔底温度为150℃,塔顶温度为95℃,塔顶压力为200kPa,抽提溶剂中的有机溶剂为N-甲基-2-吡咯烷酮,助剂为丙酮,且助剂含量为抽提溶剂的4.2重量%。
在溶剂回收塔中:塔底温度为200℃,塔顶温度为90℃,塔顶压力为40kPa,汽提蒸汽与所述含硫溶剂的用量重量比为0.25:1。
在溶剂再生塔中:用于再生的回收溶剂为全部回收溶剂的5重量%,塔底温度为170℃,塔顶温度为100℃,塔顶压力为8kPa,残液从塔底排出,再生溶剂与回收溶剂混合后循环使用,使用的汽提水来自于溶剂抽提蒸馏塔与溶剂回收塔收集的冷凝水。溶剂抽提后轻馏分中的硫含量≯5μg/g。
醚化反应通过将所述溶剂抽提后轻馏分与甲醇接触而进行,醚化条件为:使用磺酸型离子交换树脂作为醚化催化剂,甲醇与所述溶剂抽提后轻馏分中的烯烃的摩尔比为1.05:1,反应温度为80℃,反应压力为1.0MPa,得到醚化后轻馏分。
在针对重馏分的选择性加氢系统中,并且将溶剂抽提后含硫物料与分馏后重馏分一起进行选择性加氢脱硫反应,选择性加氢脱硫反应的条件:氢分压为1.6MPa,第一反应区采用RSDS-11催化剂,反应温度为220℃,第二反应区采用催化剂Cat1,反应温度为297℃,液时体积空速为3.0h
将溶剂抽提后轻馏分与加氢后重馏分混合成低硫汽油产品F;或者将醚化后轻馏分与加氢后重馏分混合成低硫、低烯烃汽油产品G。
汽油产品F和汽油产品G的性质见表3。
从表3中可以看出,汽油产品F的脱硫率高达99.0%,产品硫含量仅为4μg/g,满足国家Ⅴ号排放标准汽油产品硫含量不大于10μg/g的要求,烯烃饱和率为14.5%,RON损失值为0.6个单位。
从表3中可以看出,汽油产品G的脱硫率高达99.3%,产品硫含量仅为3μg/g,满足国家Ⅴ号排放标准汽油产品硫含量不大于10μg/g的要求,烯烃脱除率为40.0%,RON增加0.1个单位。
并且,在本实施例中,由于在抽提蒸馏时使用了含有助剂的抽提溶剂,使得抽提溶剂的有效利用率明显提高,溶剂再生频次减少,并引起能耗的相对降低与操作成本的相对减少。
表3
实施例3
本实施例采用与实施例2相同的原料油E以及相同的组合脱硫工艺、相同的工艺参数进行,不同的是:
本实施例的溶剂抽提过程中使用的抽提溶剂中不含有助剂,其余均与实施例2中相同,结果溶剂抽提后轻馏分中的硫含量为≯10μg/g。
选择性加氢后得到加氢后重馏分,加氢后重馏分中硫含量为≯10μg/g。
将溶剂抽提后轻馏分与加氢后重馏分混合成低硫汽油产品H;或者将醚化后轻馏分与加氢后重馏分混合成低硫、低烯烃汽油产品I。
汽油产品H和汽油产品I的性质见表4。
从表4中可以看出,汽油产品H脱硫率高达98.8%,产品硫含量仅为5μg/g,满足国家Ⅴ号排放标准汽油产品硫含量不大于10μg/g的要求,烯烃饱和率为14.5%,RON损失值为0.6个单位。
从表4中可以看出,汽油产品I的脱硫率高达99.0%,产品硫含量仅为4μg/g,满足国家Ⅴ号排放标准汽油产品硫含量不大于10μg/g的要求,烯烃脱除率为40.0%,RON增加0.1个单位。
对比本实施例和实施例2的结果可以看出,在溶剂抽提过程中使用含有助剂的抽提溶剂,能够使得本发明的方法获得的汽油产品的的硫含量更低一些。如果要使产品硫含量完全一致,本实施例中重馏分的加氢程度需加大,这样就会导致产品H(与产品I)的烯烃含量减少,辛烷值损失将会较实施例2的大。
并且,在本实施例中,由于未使用助剂,在抽提蒸馏时,抽提溶剂的有效利用率会降低,不利于抽提的长周期进行。
表4
从上述结果可以看出,本发明提供的方法能够在避免辛烷值的较大损失的前提下,获得更低硫的汽油产品。并且,在溶剂抽提过程中,助剂的使用对溶剂抽提具有一定的促进作用,而且能够进一步推知,在溶剂长期循环使用时,尤其当溶剂发生分解、杂质含量升高,助剂对溶剂抽提硫化物的效果更为有利。特别地,配合醚化反应过程,能够使得本发明的汽油产品的辛烷值升高且硫含量进一步降低。
以上详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
汽油深度脱硫的方法和用于汽油深度脱硫的设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0